电子插件技能教程
插件培训1

用量 元件图示
注意事项成 型要求等
操 作 指 导
拟制
日期
审核 第1 页
日期 共9 页
复核
日期
批准
日期
二. 如何正确佩Biblioteka 静电手环无线手环 有线手环
A. 静电手环应扣紧。 B. 手环内侧金属片应贴紧皮肤上,禁止将手环戴在袖子上。 C. 一定要将手环夹在地线的金属部分(无线手环无需接地)。
三.如何进行插件作业:
n
n
示误差阻值,棕色代表误差为±1%,故其阻值 为:
927× 10 =92.7 × 10 =92.7M
5 6
因其阻值误差为±1%,故其为精密电阻。
由以上几点可以看出,碳膜电阻外观颜色为灰黄色,色环总数为4个,其阻值误差较大5%;精 密电阻的外观颜色为兰色,色环总数为5个,其阻值误差较小为±1%。 d.示例:
1.4.1 瓷介电容在印制板上的位号标志为“C ×××”,白油图符号为:
如:位号为C101的瓷介电容在印制板上的表示方法为
C101
1.4.2 瓷介电容是无极性元件,故无方向要求,高度应尽量插到底,在插件时若瓷介电容引线脚根 部绝缘层有裂缝,或绝缘层封装过长陷至印制板下表层,均为不合格。 印 制 板
绝缘层封 装 过 长易导 致虚焊
插件组长
成 形 员 工
成 形 员 工
成 形 员 工
…
插 件 员 工
插 件 员 工
插 件 员 工
…
三. 插件工序规章制度
插件工序内部管理条例
1. 每天下班后各员工必须对各自相应的卫生责任区认真地进行清扫、 除尘。 2. 上班铃声响后,每位员工必须到达各自的工作岗位,严禁随意溜达,
插件工技能培训教材
生产部插件技能培训教材培训目的一、提高在职员工工作责任心及安全文明生产意识二、提高员工的作业技术水平,养成良好的作业习惯及品质观念,提高生产效力降低作业损耗。
适用范围一、适用于各生产部门的插件工培训培训内容一、电子元件器件的识别1.元件与器件的区别:元件:电子设备中常用的电阻器,电容器、电感器等通常称为元件。
器件:二极管、三极管、集成块等通常为电子器件,下面单独介绍。
二、电阻器1.电阻器:(简称电阻)是电子设备中应用最多的元件之一,有固定电阻和可变电阻(电位器)两大类。
2.电阻的种类和作用(1)在电路中电阻的符号用R表示,它的图形符号如图:(2)电阻按题材的不同,可分为碳膜电阻(RT型),金属膜电阻(RT型)和线绕电阻(RX型),碳膜电阻因价格低廉用的比较普遍。
(3)电阻在电路中用来分压、分流、滤波(与电容组合)阻抗匹配等作用。
A.分压——电阻与其它电阻元器件串联。
B.分流——电阻与其它电阻元器件并联,可从总电流中分去电流,使这些元器件电流降低。
(4)电阻在使用中应考虑它的阻值和功率,以满足电路正常工作的要求。
3. 电阻的标注方法,有直标法和色标法两种。
(1)直标法是将电阻器的类型及主要技术参数的数值直接标注在电阻器表面上。
(2)色标法是将电阻器类型及主要技术参数的数值,用颜色标注在它表面上。
A.普通的色环电阻有4环,前3环表示数字,第4环表示允许的误差。
如下表:要说明的是黑、金、银不出现在第一环,金和银不出现在第2环,无色即表示没有第4环,还应注意区分金和黄、银和白,前者有金属光泽,后者没有。
B. 识色环的口决黑为0,棕1,红2,橙为3,黄4,绿5,6为蓝,7紫,8灰,白定9。
C. 色环电阻的读、写色环电阻的数字部分由2位有效数字和若干个“0”组成。
首先确定哪一环是第一环,方法是一般4环电阻的误差环都为金或银,首先找到误差环后,从它的反端开始读写:第1环和第2环分别表示前两位有效数字,是什么颜色即写下它所代表的数字。
插件的方法和技巧
插件的方法和技巧目录1. ....................................... 注意插件方法的意义2.排位 (2)3.取件方法 (2)4.插件的顺序 (2)5.插件手势 (2)6.常用元器件插法 (3)7.插件的动作分析原则 (6)制订者:批准者:日期:日期:插件的方法和技巧注意插件方法的意义在我们生产的产品中,插件接触的元器件件主要有电阻、电容、二极管、三极管、插销、插座、IC、PCB板等,若作业人员未按一定的方法技巧去插件,必然会造成生产线的不平衡, 掌握一定的方法和技巧,保证了生产线的平衡,各工序之间作业人员以最快、最有效的、准确无误的进行作业,确保产品的正常生产需求与品质要求。
排位要想保证生产线顺利完成插机工作,并达到低错件率、高落机数,就必先对排位进行合理的排,排位时主要遵循以下原则:1、先低后高(针对兀件而言)、先左后右、先上后下(针对PCB)而言2、每个工位插机难度相当3、同一体积,同一种类不同数值的元件不能安排在同一工位4、单线、排插线、排线尽量安排在拉后半部分插件。
5、有特殊工艺要求的元件,应特殊处理。
三、取件方法取件时做到左右手同时使用,即左手插件时右手取下一个元件,右手插件时左手取下一个元件,取件后,在元件执于手中移向 PCB的过程中,拇指、食指及中指配合调整元件本体方向,并注意区分元件的正负极、正反向使元件处于可入位的状态位置。
四、插件的顺序根据PCB的传送方向,亦即拉的运行方向,对于某一具体工位,应插最先到达工位的PCB 板端的兀件,再依PCB板运行顺序插完各片区兀件。
具体如图,插件顺序为 a— b— c。
PCB板运行方向五、插件时手势:当插某一元件入位时,用小拇指(如左下图中 1所示)、指端手掌侧部,或腕部轻触支撑于PCB板上,保持手指稳定,以便定位入件,入件后,食指稍用力压元件贴板,若有特殊工艺要求如卧插、斜插等,则用食指或拇指顺势压伏。
六、常用元器件插法1、电阻:电阻为无极性元件,只有两根引脚,在插件过程中,两根引脚不应同时插入,先将引脚1插入PCB板孔,再摆动电阻本体,对正孔位,将引脚 2插入,如果是直插, 则尽量先插有元件本体那一只脚,并注意丝印方向2、电容:电容的插法需分正负极,插法如下:1、当电容是长脚且不等长时,应先插较长一脚入位(见图一中1处),并以此脚为圆心,转动或摆动另一较短脚,以便使其对正孔入位,最后在元件本体端部压元件贴板;2、两脚等长且较软时,先插入任意一脚位, 并以此孔位为圆心,转动另一脚位对正孔位,再压贴电容。
插件基础知识培训(电子)
可接受
特殊元件 引脚的电
气保护
不可接受
图示和说明
可接受: 保护套可 起到防止短路作用, 引脚上无保护套时, 引脚所跨过的导体 之间的距离 B≥0.5mm。
保护套损坏或 A>2.0mm时, 不能起 到防止短路作用或引 脚上无保护套时, 或 引脚所跨过的导体之 间距离B<0.5mm。
放映结束 感谢各位的批评指导!
插件基础知识培训
培训内容
一、插件作业前的确认 二、手工插件注意事项 三、插件工艺标准 四、插件检验标准
一、插件作业前的确认
1、分配的元器件型号和数量与插件作业指导、 BOM表上的是否一致; 2、元器件在PCB板的插入位置; 3、有极性元器件的数量、特点、位置及插入 方向; 4、插入顺序的合理性; 5、插件作业指导/BOM上是否有注意事项或 说明,若有应明白其含义。
元件脚与 线路间距
不可接受
卧式元件 本体斜度
标准
图示和说明
最佳: 元件本体与其在 基板上两插孔位组成的 连线或元件体在基板上 的边框线完全平行,无 斜度。
四、插件检验标准
4.1元器件插件检验标准
插件类型 接受等级
可接受
卧式元件 本体斜度
不可接受
图示和说明
可接受: 元件体与其在 基板上两插孔位组成 的连线或元件体在基 板上的边框线斜度 ≤1.0mm。
除要求作业者按照上述项目自检外,还应安排专 门检查人员,以保证插入质量,尽可能降低插入不良 率。
四、插件检验标准
4.1元器件插件检验标准
插件类型 接受等级
标准
卧式零件 插件的方 向与极性
可接受
图示和说明
四、插件检验标准
插件人员的使用教材
本課到此結束, 請各位學員能夠 將所學知識用在實際行動!!!!
over!!
圖一. 抓取零件姿勢:
圖二:以拇指,食指和中指握取零件如圖所示:
二. 如何將零件插於PCB板: How to insert component in to PCB. 2.1 如圖一所示握住零件,拇指與中指握住零件體,食指頂於零件腳. 2.2 如圖二所示拇指與中指握住之處先對入PC板零件孔. 2.3 如圖三所示移動食指頂住其端位並對入PCB板孔內. 2.4 如圖四所示以食指將零件壓貼於PC板上.
1. 作業時必頇佩戴靜電環. 2. 按照製程說明書插件,不準變更. 3. 必頇雙手交替插件. 4. 插件時應盡量避免踫撞其它零件. 5. 萬一踫落元件,不準插回元件,除非你熟悉原來的位置,零件規格. 6. 在元件盒外拾起的元件,不準放回元件盒,除非你知道原來的料盒. 7. 對于不同規格的零件必頇放入紅色料盒中,並迅速報告領班. 8. 下班或休息離開工位前,必頇插完你面前基板上你該插的元件,並放上OK牌. 9. 作業者必頇對零件有個粗略的認識. 10. 有方向性的零件不可插反. 11. 半導體零件必頇做靜電防護,零件頇放置于防靜電的料盒中. 12 零件腳頇確實插入PC板的零件孔內,不可跪腳. 13 零件不可歪斜,浮高. 14. 插完零件後,必頇用手指一下自己所插的零件位置. 15. 插件時必頇專心,否則會造成缺件,錯件,反向等.
9. 我不知道我现在做的哪些是对的,那些是错的,而当我终于老死的时候 我才知道这些。所以我现在所能做的就是尽力做好待着老死。 > 10. 也许有些人很可恶,有些人很卑鄙。而当我设身为他想象的时候,我才 知道:他比我还可怜。所以请原谅所有你见过的人,好人或者坏人。 > 11. 鱼对水说你看不到我的眼泪,因为我在水里.水说我能感觉到你的眼 泪,因为你在我心里。 > 12. 快乐要有悲伤作陪,雨过应该就有天晴。如果雨后还是雨,如果忧伤之 后还是忧伤.请让我们从容面对这离别之后的离别。微笑地去寻找一个 不可能出现的你! > 13. 死亡教会人一切,如同考试之后公布的结果——虽然恍然大悟,但为时 晚矣~! > 14. 你出生的时候,你哭着,周围的人笑着;你逝去的时候,你笑着,而周 围的人在哭!一切都是轮回!!!! 我们都在轮回中!!!! > 15. 男人在结婚前觉得适合自己的女人很少,结婚后觉得适合自己的女人很多。
Waves插件的使用技巧和诀窍
Waves插件的使用技巧和诀窍使音轨具有冲击力——Renaissance Compressor(文艺复兴压缩器)或C1 Compressor(C1压缩器)尽管这个技巧更加适合于鼓音轨,但是其实任何类型的信号都能够使用(人声,吉他等等)。
将这条音轨复制到另一条音轨上。
在这条被复制的音轨上打开文艺复兴压缩器或C1压缩器,然后施加非常重的压缩:10︰1的压缩比,-30dB(分贝)的门限。
这些设置将使压缩器产生“泵”的效果。
将这条音轨和原始音轨相混合,直到你听见原始的未被压缩音轨如同被这条被复制的音轨添加上了“冲击力”一样。
Waves插件的使用技巧和诀窍二将早期反射声和混响尾声混合起来——TrueVerb(真实的混响)和Renaissance Reverb(文艺复兴混响)既喜欢真实的混响所模拟出的空间的声音,但是同时又想得到文艺复兴混响所产生出来的平滑的混响尾声吗?想要两全其美吗?使用一个单独的插入通道,首先将真实的混响放到这个通道中,紧接着放入文艺复兴混响。
首先我们来设置真实的混响,所以现在先要将文艺复兴混响旁路。
加载一个你喜欢的预置或者创建一个你自己的设置。
点击位于底部右下角(Reverb字样的下方)的蓝色方块来关闭混响信号部分。
通过这种方法你可以不使用真实的混响的混响尾声部分而只使用直通信号和早反射信号。
现在,将文艺复兴混响退出旁路状态。
加载一个你喜欢的预置或者创建一个你自己的设置并将“Early ref.(早反射)”滑块向下拉至“Off(关闭)”状态。
现在,通过调整文艺复兴混响的Wet(湿)/dry(干)滑块,你就可以将真实的混响的早期反射声和文艺复兴混响的混响尾声混合起来使用。
Waves插件的使用技巧和诀窍三声音效果创造者——Renaissance Bass(文艺复兴低音)和TrueVerb(真实的混响)文艺复兴低音是一个能够使各种各样的声音变得丰满起来的强大工具——从雷鸣声到射击声,隆隆声和照相机的闪光声。
电子车间插件作业培训资料ppt课件
第一道:蓝色 〔 6 〕 第二道:灰色 〔 8 〕 第三道:金色〔10-1〕 第四道:金色〔 ±5%〕
47×10-2 Ω±5% 0.5W = 0.47Ω±5% 0.5W
68×10-1 Ω±5% 0.5W = 6.8Ω±5% 0.5W消费技术部
广州创美电子
电阻作业
作用:分流、限流、分压和偏置等作用,无极性 元件,对应位号为R
耐压值 1200V
电容值 5.6nF
K,J表示误 差值
电容值 3.3nF
耐压值 1200V
电容的容值: 如 511J 1200 51×101=510pF=0.51nF “J〞=允许偏向土5% 耐压为 120C0LV21 683K250 如 聚酯膜电容器 68×103=68nF “K3〞n9=K允1许20偏0V向土10% 耐压为 250V 如
广州创美电子
PTC热敏电阻
作用:用于启动时抑制浪涌电流,延伸电路寿命, 无极性元件,对应线路板位号为PTC
常用 热敏 规格
φ8 φ6 φ5 φ4 φ3
插件时,热敏电阻规 格必需与参数相符合
正确插法
线路板位号
元件脚超高 易与其他元件相碰,导
致翘铜箔
消费技术部
广州创美电子
电容-1
要求:无极性元件,认识电容的规格及常用厂家
极
标
志
二极管的方向插反或贴错,将直接导致电路不任 务,严重时会将线路板炸坏
消费技术部
广州创美电子
发光二极管作业
要求:有极性元件,不得插反;贴片不得有位置、方 向贴错。
• LED 是有极性元件,LED通常为了标示极性用长短脚和本体缺口来标示,通 常有缺口的一边为负极,长脚一边为正极
消费技术部
电子插件机培训讲稿

教导调机时机 械手左右前后
移动按钮
调机时 参数区
第三部份
五、进IC机参数设定。
教导调机时将顶IC的3支杆移动, 在移动前,进IC感应器应不亮
灯。否则Y向动不了。
IC管工作台 左右位置移
动按钮
第三部份
六、延时参数设定。
点回原点按钮 进行原点寻找
机器回原点操作(机械原位与程序原位
同步)
弹出安全提示 再按查看安全说明图
弹出安全说明图,再按 此按钮进行机械回原点
如果是插IC机,还必须 点此按钮进行下步进行
回原点
点击回原点开关后画面会跳到报警画面
按返回键退回到原来的 控制窗口
第四步 检查参数设定与所生产机型是否相符
主要是查看配方名称 是否与生产的相符, 如不符则需重新查进IC参数设定是否正确
主要查看这两个值是 否相符,其它的如机 械结构没发生变化不
要去改
机器数据的管理 参数的上传(保存)与下载(应用)
第五步 确定参数后选择作业模式为-自动
第六步 检查准备好所需配件:IC、微动、2P或4P、 编码器,过炉治具。
机界面)
系统已启动 指示灯,处
理亮绿灯
系统停止红 灯,亮灯即
系统停机
机器电源开 关,向下按切
断总电源
第二步 开机权限、开机密码的使用
开机密码:用户为4 密码为:1234
密码登出:是指已输入 好的密码退出,操作被
密码锁定
功能健:作用是弹出常 用的窗口选择按钮
第三步 机器回原点操作(机械原位与程序原位同步)
此为自动抛料感应器, 用来检测微动开关是 否有反料或不到位的
功能
指定的接抛料的料盒, 需定时检查,料盒装 满后需更换料盒。
插件的方法和技巧
制订者:插件的方法和技巧目录1. 注意插件方法的意义 .............................2 2. 排位 ...........................................2 3. 取件方法 ......................................2 4. 插件的顺序 .....................................2 5. 插件手势 ......................................2 6. 常用元器件插法 .................................3 7. 插件的动作分析原则 ............................6 批准者:日 期:插件的方法和技巧一、注意插件方法的意义在我们生产的产品中,插件接触的元器件件主要有电阻、电容、二极管、三极管、插销、插座、IC、PCB板等,若作业人员未按一定的方法技巧去插件,必然会造成生产线的不平衡,掌握一定的方法和技巧,保证了生产线的平衡,各工序之间作业人员以最快、最有效的、准确无误的进行作业,确保产品的正常生产需求与品质要求。
二、排位要想保证生产线顺利完成插机工作,并达到低错件率、高落机数,就必先对排位进行合理的安排,排位时主要遵循以下原则:1、先低后高(针对兀件而言)、先左后右、先上后下(针对PCB)而言2、每个工位插机难度相当3、同一体积,同一种类不同数值的元件不能安排在同一工位4、单线、排插线、排线尽量安排在拉后半部分插件。
5、有特殊工艺要求的元件,应特殊处理。
三、取件方法取件时做到左右手同时使用,即左手插件时右手取下一个元件,右手插件时左手取下一个元件,取件后,在元件执于手中移向PCB的过程中,拇指、食指及中指配合调整元件本体方向,并注意区分元件的正负极、正反向使元件处于可入位的状态位置。
四、插件的顺序根据PCB的传送方向,亦即拉的运行方向,对于某一具体工位,应插最先到达工位的PCB 板端的兀件,再依PCB板运行顺序插完各片区兀件。
插件前段培训教材ppt课件
A.1.2
工序排列时的板面分配
设计元件插入工艺时,工序排列时应根据插件线 的方向对PCB板面进行区段划分,根据插入工序及元件 的插入数分若干区段,依区段顺序插入,如右图所示。
3
2
1
(插件线的运行方向)
2019 7
A.1.3
插入流向
元件插入流向应根据生产线插件线的运行方向 进行设计,插入顺序应逆传输带的运行方向排列。 例如,插件线是由左向右运行,元件则应由左向右, 同时由上向下插入。具体流向见图。
大电源座
彩色N10排插针
IDE(简牛)
黑色排插针8
USB插座
1*3排插针
VGA插座
蓝色排插针N9
HDMI插座 DIMM插槽 2019 PS/2插座 20
二、手插主板电子元件基础知识
• VGA插座 /三极管
1、 VGA插座/
三极管的外观、形状如下图示:
三极管
VGA插座
2、VGA接口共有一十五个插孔。
2019
21
二、手插主板电子元件基础知识
三极管
A、三极管在线路中用“Q”或“TR”表示,它是半导体极 性元件,有三个脚,中间一脚为正极。 B、三级管具有放大作用功能,将微弱的电信号加以放大, 推动负载工作。 C、三极管有两种:NPN结和PNP结
2019
22
二、手插主板电子元件基础知识
• 跳线/ 32兆晶振/电容 • 1、跳线/ 32兆晶振/电容的外观、形状如下图示:
跳线 32兆晶振 固态电容 电解电容
2、固态电容在我司常用的有:560U/6.3V。 560U/4V, 270U/16V三种。 3、电解电容在我司常用的有:100U/16V。 2019 23 1000U/6.3V, 470U/16V 三种。
电子插件技能教程
2019/10/21
每天进步一点点
14
A.2.2 人员的配置
要根据作业者对插入作业的经验和熟练 程度配置作业人员,要以提高作业效率、尽 可能避免质量事故发生为原则。如:在作业 不熟悉或经验不足者工序之后安排作业熟练、 经验丰富者等。
2019/10/21
每天进步一点点
15
A.2.3 作业的节拍和均衡
平衡率=
各工序时间的总和 瓶颈时间(CT)× 总人数
×
100%
平衡损失率=100%—平衡率(%) 理论产量=时间/CT=3600/CT(时产量,单位统一)
2019/10/21
每天进步一点点
33
C.5 提高生产线平衡率的方法:
取消(Eliminate):剔除不必要的作业或动作。杜绝一切危 险动作与隐患。工作中取消一切怠工和闲置时间。
4、 插入导线时应将插入端折弯一下,将线芯 全部插入插孔(如图所示)
折弯
5、 元件插入后的状态要符合插装标准;
6、 对于插入或接触IC等对静电敏感元件的作 业者必须佩带防静电腕带。
2019/10/21
每天进步一点点
21
B.2.3 双手插入的操作方法和要求
为提高作业效率,以便插入后留出质量确认时间,对于作业 较熟练者应提倡双手插入的操作方法。
2019/10/21
3
2
1
(插件线的运行方向)
每天进步一点点
8
A.1.3 插入流向
元件插入流向应根据生产线插件线的运行方向 进行设计,插入顺序应逆传输带的运行方向排列。 例如,插件线是由左向右运行,元件则应由左向右, 同时由上向下插入。具体流向见图。
元件的插入流向
2019/10/21
插件机技术培训手册
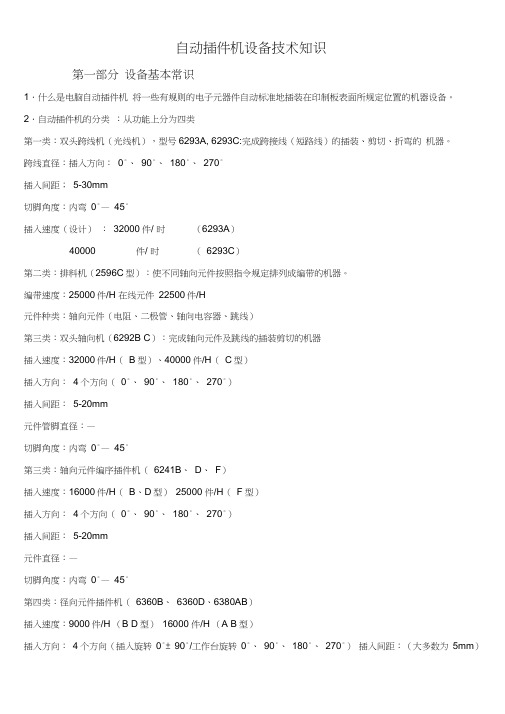
自动插件机设备技术知识第一部分设备基本常识1.什么是电脑自动插件机将一些有规则的电子元器件自动标准地插装在印制板表面所规定位置的机器设备。
2.自动插件机的分类:从功能上分为四类第一类:双头跨线机(光线机),型号6293A, 6293C:完成跨接线(短路线)的插装、剪切、折弯的机器。
跨线直径:插入方向:0°、90°、180°、270°插入间距;5-30mm切脚角度:内弯0°—45°插入速度(设计):32000件/ 时(6293A)40000 件/ 时(6293C)第二类:排料机(2596C型):使不同轴向元件按照指令规定排列成编带的机器。
编带速度:25000件/H 在线元件22500件/H元件种类:轴向元件(电阻、二极管、轴向电容器、跳线)第三类:双头轴向机(6292B C):完成轴向元件及跳线的插装剪切的机器插入速度:32000件/H(B型)、40000件/H(C型)插入方向:4个方向(0°、90°、180°、270°)插入间距:5-20mm元件管脚直径:—切脚角度:内弯0°—45°第三类:轴向元件编序插件机(6241B、D、F)插入速度:16000件/H(B、D型)25000 件/H(F型)插入方向:4个方向(0°、90°、180°、270°)插入间距:5-20mm元件直径:—切脚角度:内弯0°—45°第四类:径向元件插件机(6360B、6360D、6380AB)插入速度:9000件/H (B D型)16000 件/H (A B型)插入方向:4个方向(插入旋转0°± 90°/工作台旋转0°、90°、180°、270°)插入间距:(大多数为5mm)切脚类型:T型和N型,T型只适用5 mm N型适用于mm和5mm 3.自动插件机对外界条件的要求对环境的要求:温度:15C —35C,湿度:不大于75%RH对压缩空气的要求:压力90PSI,流量,空气质量:清洁、干燥对电的要求:AC:200/230V 50/60HZ对工作PCB板的要求尺寸:100X 80mm-480< 400mm 厚度=有平行于机器工作台水平轴线的定位孔。
电子厂插件制程-培训-祥细介绍
精选资料文件名称PCBA 制程管束方法文件编号ITX-QS-060 文件版本A1页数 / 总页数 1 / 4制/ 订正部门制造部制/订正日期奏效日期1散发部门:√总经理√研发部√资材部√品管部√管理代表√制造部√文管中心管理部订正记录:版序页次章节订正内容制定初核批准日期AO --- --- 新制定A1 2 插件流程A1 3 增添 PCBA 定义解说A1 4 6 有关表单A1 4 7 增添附件 - 插件流程精选资料制初核发行订核准章文件名称PCBA 制程管束方法文件编号ITX-QS-060 文件版本A1页数 / 总页数 2 / 4制 / 订正部门制造部制/订正日期奏效日期:PCBA 制程管束流程图:精选资料责部门 /人《生管课》《生产线物料员》《生产线组长》《生技、品管》研发《生产线》NG 《品管课》PCBA 《生产线》维修《品管课》《生产线》作业流程插件生产计划领料首件制作NG首件确认插件后焊NGFQC目视检查OKPCBA板NGOK品管抽检OK入库房使用文件 / 表单《插件生产计划表》《派工单》《首件确认表》/《工程资料》《首件确认表工程资料》《生产日报表》《插件流程》《生产日报表》《FQC日报表》《测试记录表》《维修报表》《抽检报表》《入仓单》文件编号ITX-QS-060 文件名称PCBA 制程管束方法文件版本A1页数 / 总页数 3 / 4 制/ 订正部门制造部制/订正日期奏效日期一、目的:为规范 PCBA 从生产到入库的各阶段的作业流程,保证PCBA 的质量。
二、合用范围:合用 PCBA 从生产到入库的全过程。
三、定义:在 PCB上达成贴片与插件元件工艺的过程;四、权责:4.1 PMC:负责生产计划的拟订并敦促生产线按计划达成生产。
4.2 制造部:依PMC制定的生产计划组织人员进行生产对生产好的半成品进行功能测试,对测试发现的不良进行维修。
4.3 品管部:对生产部测试OK 的 PCBA 进行抽检。
DIP插件培训教材

第二部分
手插电子元件基础知识
• 电阻
1、电阻的外观、形状如下图示:
2、电阻在底板上用字母R(Ω)表示、图形如下表示:
第二部分
3、电阻的分类:
手插电子元件基础知识
• 从结构分有:固定电阻器和可变电阻器 • 从材料分有:碳膜电阻器、金属膜电阻器、线绕电阻器、热敏电阻等 • 从功率分有:1/16W、1/8W、1/4W(常用)、1/2W、1W、2W、3W等
第二部分
手插电子元件基础知识
• IC
A、IC又名集成电路,它是将三极管.二极管.电阻和电容等 元件,制作在同一硅片上,构成一个完整电路,绝缘层 很薄,极易被静电击坏。 B、IC是半导体元件,有极性,有圆点一边为负极,凹陷 一边为正极。
• 散热片
A、散热片的作用是散热.因开关管在工作时发热,温度较 高,若没有散热会损坏开关管.
四色环电阻读法:第一.第二色环直读,第三色环乘以10n(即第三色环为n值) 2 例:4色环电阻 黄紫红银 47*10 =4700欧 电阻值为4700+4700*10%=42302 欧~5170欧
*电阻不是极性元件,没有方向性
第二部分
手插电子元件基础知识
• 电容
1、电容的外观、形状如下图示:
陶瓷电容 无极性
4、单位及换算:
1MΩ(兆欧姆)=1000KΩ(千欧姆)=1000'000Ω(欧姆)
5、作用: 可降压.分流.限流.建立电路中所需的电流和电压值。
第二部分
手插电子元件基础知识
6、电阻阻值大小的标示 : • 一种用数字直接表示
• 一种用颜色作代码间接表示 四色环普通电阻和五色环精密电阻,读电阻值从色环较密一 边读起,阻值误差:金+5%,银+10%,无色+20% 色环与数字对照表: 棕 红 橙 黄 绿 蓝 紫 灰 白 黑 1 2 3 4 5 6 7 8 9 0
电路板插件,浸锡,切脚的方法及流程
电路板插件,浸锡,切脚的方法及流程1,电路板插件,浸锡,切脚的方法1.制板(往往找专门制板企业制作,图纸由自己提供)并清洁干净。
2.插横插、直插小件,如1/4W的电阻、电容、电感等等贴近电路板的小尺寸元器件。
3.插大、中等尺寸的元器件,如470μ电解电容和火牛。
4.插IC,如贴片IC可在第一步焊好。
原则上来说将元器件由低至高、由小至大地安排插件顺序,其中高低原则优先于水平尺寸原则。
若手工焊接,则插件时插一个焊一个。
若过炉的话直接按锡炉操作指南操作即可。
切脚可选择手工剪切也可用专门的切脚机处理,基本工艺要求就是刚好将露出锡包部分切除即可。
2,浸焊炉工作原理钎料锅中的钎料被浸焊炉加热熔化,达到规定的温度;待焊工件或待焊工件的待焊部位被清理,沾助焊剂;待焊工件或待焊工件的待焊部位浸入浸焊炉的钎料锅中,待焊部位被加热到钎料熔点以上;由于亲和力的作用,钎料附着于工件待焊部位;工件取出冷却,浸焊完成。
不同种类的浸焊温度相差悬殊,铁匠本身也不内行。
用30锡浸焊水箱时,锡温约350度。
热电偶配数显温控器控制加热管。
3,浸焊、切脚、波峰焊作业指导一、生产用具、原材料焊锡炉、排风机、空压机、夹子、刮刀、插好元器件的线路板、助焊剂、锡条、稀释剂、切脚机、斜口钳、波峰焊机。
二、准备工作1、按要求打开焊锡炉、波峰焊机的电源开关,将温度设定为255-265度(冬高夏低),加入适当锡条。
2、将助焊剂和稀释剂按工艺卡的比例要求调配好,并开起发泡机。
3、将切脚机的高度、宽度调节到相应位置,输送带的宽度及平整度与线路板相符,切脚高度为1-1.2mm,将切脚机输送带和切刀电源开关置于ON位置。
4、调整好上、下道流水线速度,打开排风设备。
5、检查待加工材料批号及相关技术要求,发现问题提前上报组长进行处理。
6、按波峰焊操作规程对整机进行熔锡、预热、清洗、传送调节速度与线路板相应宽度,直到启动灯亮为止。
三、操作步骤1、用右手用夹子夹起线路板,并目测每个元器是否达到要求,对不达到要求的用左手进行矫正。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
每天进步一点点
深圳星比特科技有限公司
SHENZHEN STAR BIT TECHNOLOGYCO.,LTD.
11
A.1.7
元件分配
按工序分配插入元件时,应遵循以下原则: 6、在同一工序内有极性元件的应尽可能安 排同轴同向的元器件,以防止插入时极性弄 错; 7、因与横轴方向相比,纵轴方向元件不易 插入,故在同一工序内不应集中过多的纵轴 方向的元件。
4手工插件的基本原则 手工插件手法及要求 插件线工艺平衡
2011-102011-10-20
每天进步一点点
深圳星比特科技有限公司
SHENZHEN STAR BIT TECHNOLOGYCO.,LTD.
5
一、手工插件的基本原则. 手工插件的基本原则. 元件插入的顺序 插入作业的编制
2011-102011-10-20
2011-102011-10-20
每天进步一点点
深圳星比特科技有限公司
SHENZHEN STAR BIT TECHNOLOGYCO.,LTD.
14
A.2.2 人员的配置
要根据作业者对插入作业的经验和熟练 程度配置作业人员,要以提高作业效率、尽 可能避免质量事故发生为原则。如:在作业 不熟悉或经验不足者工序之后安排作业熟练、 经验丰富者等。
每天进步一点点
2011-102011-10-20
深圳星比特科技有限公司
SHENZHEN STAR BIT TECHNOLOGYCO.,LTD.
21
B.2.3
双手插入的操作方法和要求
为提高作业效率,以便插入后留出质量确认时间,对于作业 较熟练者应提倡双手插入的操作方法。
B.2.3.1
作业方法
1、根据作业者的动作习惯和熟练程度,可采用下列两种作业方法 之一: 2、双手同时取元件,左右手交替插入; 3、左手插入时右手取元件,右手插入时左手取元件,如此反复完 成插入作业。 4、插入时元器件不可在左右手之间传递。
深圳星比特科技有限公司
SHENZHEN STAR BIT TECHNOLOGYCO.,LTD.
1
2011-102011-10-20
每天进步一点点
深圳星比特科技有限公司
SHENZHEN STAR BIT TECHNOLOGYCO.,LTD.
2
目的是方便操作、提高工作效率、 方便操作、提高工作效率、 避免质量事故发生。在此基础上合理 地进行插入顺序、元件分配、人员配 置等安排,并提出相应的要求。
2011-102011-10-20
每天进步一点点
深圳星比特科技有限公司
SHENZHEN STAR BIT TECHNOLOGYCO.,LTD.
12
A.1.8
元件分配
同一工序内有极性元方向及轴向不同状况 的差错率比较: a.同轴同向: a.同轴同向: b.同轴异向: b.同轴异向: c.异轴异向: c.异轴异向: 结论: 插入时极性差错率: a <b <c
每天进步一点点
深圳星比特科技有限公司
SHENZHEN STAR BIT TECHNOLOGYCO.,LTD.
25
2011-102011-10-20
每天进步一点点
深圳星比特科技有限公司
SHENZHEN STAR BIT TECHNOLOGYCO.,LTD.
26
2011-102011-10-20
每天进步一点点
2011-102011-10-20
每天进步一点点
深圳星比特科技有限公司
SHENZHEN STAR BIT TECHNOLOGYCO.,LTD.
10
A.1.5
元件分配
按工序分配插入元件时,应遵循以下原则: 3、在同一工序内应尽量多安排额定值相同 并且形状也相同的元件; 4、额定值不同但形状相同的元件尽可能不 要排入同一工序,以防止差错; 5、在同一工序内有极性元件的持有率应为 30%左右,不得超过40%,以防止差错; 30%左右,不得超过40%,以防止差错;
(元件插入顺序) 元件插入顺序)
注:少量插入时需要特殊处理的元件(如需卡入、紧固与PCB的散 注:少量插入时需要特殊处理的元件(如需卡入、紧固与PCB的散 热片、等)可以安排在前道工序插入并进行相应处理。
2011-102011-10-20
每天进步一点点
深圳星比特科技有限公司
SHENZHEN STAR BIT TECHNOLOGYCO.,LTD.
2011-102011-10-20
每天进步一点点
深圳星比特科技有限公司
SHENZHEN STAR BIT TECHNOLOGYCO.,LTD.
15
A.2.3
作业的节拍和均衡
1、要根据生产计划所确定的生产节拍安排 每一工序元件的插入数量; 2、插入数量的确定要以元件单件插入的标 准时间进行计算后确定; 3、为保证生产的均衡,对根据标准时间进 行计算后确定的插入数量,要根据作业者的 经验和熟练程度进行必要的调整。
深圳星比特科技有限公司
SHENZHEN STAR BIT TECHNOLOGYCO.,LTD.
17
B.1 插入作业标准及质量要求 B.1.1 作业前的确认
作业者工作前要对以下内容进行确认: 1、料盒配置的插入元件数与《操作规程》上 、料盒配置的插入元件数与《操作规程》 的插入元件数是否一致; 2、插入元件在PCB板的位置; 、插入元件在PCB板的位置; 3、有极性元件的数量、特点、位置及插入方 向; 4、插入顺序的合理性; 5、《操作规程》上是否有注意事项或说明, 操作规程》 若有应明白其含义。
7
A.1.2 工序排列时的板面分配
设计元件插入工艺时,工序排列时应根据插件线 的方向对PCB板面进行区段划分,根据插入工序及元件 的方向对PCB板面进行区段划分,根据插入工序及元件 的插入数分若干区段,依区段顺序插入,如右图所示。
3
2
1
(插件线的运行方向) 插件线的运行方向)
2011-102011-10-20
B.2.3.2
料盒配置
料盒配置要适应双手插入作业,分别置于左右手易于拿取的 位置。同一种元器件分别用左右手插入应放于不同的料盒中,以方 便拿取。
2011-102011-10-20
每天进步一点点
深圳星比特科技有限公司
SHENZHEN STAR BIT TECHNOLOGYCO.,LTD.
22
A.3.3.3
2011-102011-10-20
每天进步一点点
深圳星比特科技有限公司
SHENZHEN STAR BIT TECHNOLOGYCO.,LTD.
23
2011-102011-10-20
每天进步一点点
深圳星比特科技有限公司
SHENZHEN STAR BIT TECHNOLOGYCO.,LTD.
24
2011-102011-10-20
每天进步一点点
深圳星比特科技有限公司
SHENZHEN STAR BIT TECHNOLOGYCO.,LTD.
8
A.1.3
插入流向
元件插入流向应根据生产线插件线的运行方向 进行设计,插入顺序应逆传输带的运行方向排列。 例如,插件线是由左向右运行,元件则应由左向右, 同时由上向下插入。具体流向见图。
元件的插入流向
2011-102011-10-20
每天进步一点点
深圳星比特科技有限公司
SHENZHEN STAR BIT TECHNOLOGYCO.,LTD.
3
手机设为震动或者关机 不得大声喧哗 不得中途离场
2011-102011-10-20
每天进步一点点
深圳星比特科技有限公司
SHENZHEN STAR BIT TECHNOLOGYCO.,LTD.
2011-102011-10-20
每天进步一点点
深圳星比特科技有限公司
SHENZHEN STAR BIT TECHNOLOGYCO.,LTD.
19
B.2.2 插入作业基本操作方法和要求
4、 插入导线时应将插入端折弯一下,将线芯 全部插入插孔(如图所示) 5、 元件插入后的状态要符合插装标准; 6、 对于插入或接触IC等对静电敏感元件的作 对于插入或接触IC等对静电敏感元件的作 业者必须佩带防静电腕带。
插入检查
1、元件插入数量、规格是否与工艺卡相符; 2、是否有错孔、漏孔; 3、有极性元件插入极性是否正确; 4、元件是否有浮起; 5、所插入元件周围其它元件是否有歪斜、浮起、跳出; 6、是否插入到位,符合插装要求。 除要求作业者按照上述项目自检外,还应安排专 门检查人员,以保证插入质量,尽可能降低插入不良 率。
2011-102011-10-20
每天进步一点点
深圳星比特科技有限公司
SHENZHEN STAR BIT TECHNOLOGYCO.,LTD.
20
B.2.2 插入作业基本操作方法和要求
4、 插入导线时应将插入端折弯一下,将线芯 全部插入插孔(如图所示)
折弯
5、 元件插入后的状态要符合插装标准; 6、 对于插入或接触IC等对静电敏感元件的作 对于插入或接触IC等对静电敏感元件的作 业者必须佩带防静电腕带。
(插件线的运行方向) 插件线的运行方向)
2011-102011-10-20
每天进步一点点
深圳星比特科技有限公司
SHENZHEN STAR BIT TECHNOLOGYCO.,LTD.
9
A.1.4
元件分配
按工序分配插入元件时,应遵循以下原则: 1、符合A.1条规定的元件插入顺序、板面分 、符合A.1条规定的元件插入顺序、板面分 配、插入流向; 2、对于具有不易插入元件的工序,应通过 减少所插入的点数维持生产节拍的均衡;
2011-102011-10-20