KAIJO焊线机FB-900的中文说明书09_Chapt_7(精)
KAIJO910焊线机
2013.3発行
Copyright © 2013 KAIJO corporation All Rights Reserved 第2版 (全自动焊线机)
FB-910
Document
[ Chinese ( Chinese display version) ]
For Fine Pitch Bonding
Flexible Carrier and Magazine Changer
目錄
1)操作説明書(第2版)
2)规格书(第1版)
3)LOOP 控制数据设定说明书(第2版)
4)识别参数设定说明书(第1版)
5)焊线检查功能设定说明书(第1版)
6)Servo(伺服)调整规格书(第1版)
7)Spark Rod 调整规格书(第4版)
8)EPD-900 Unit 操作说明书(第3版)
9)焊不黏检知功能(BMS)操作说明书(第2版)10) UEB-900基板调整规格书(第2版)
11)PZD-900调整规格书(第5版)
12)USSystem 设定调整规格书(第5版)13)保养・点检Manual(第3版)
14)上油Manual(第3版)
15)定期更换部件Manual(第2版)
16)Technical Drawing / Spear Parts list (001series)17)network ・功能操作说明书(第1版)(选项)18) Programmable Focus 操作说明书(第1版)
(选项)。
KAIJO焊线机FB-900的中文说明书。14-3_Chapt_12 Edit Device(C)(1st)
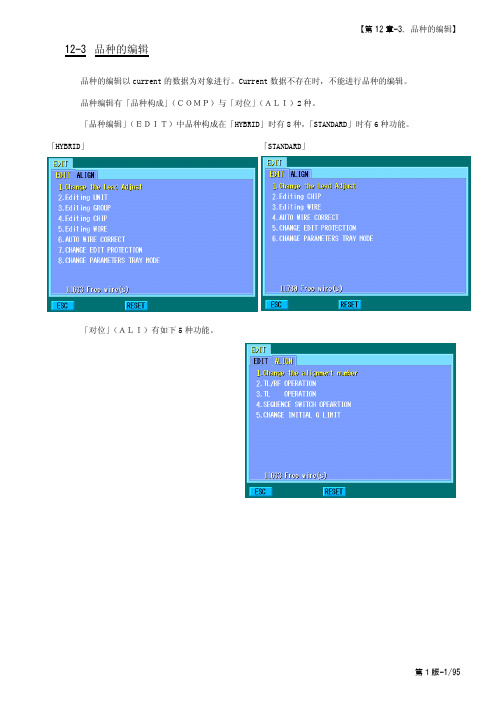
12-3 品种的编辑品种的编辑以current的数据为对象进行。
Current数据不存在时,不能进行品种的编辑。
品种编辑有「品种构成」(COMP)与「对位」(ALI)2种。
「品种编辑」(EDIT)中品种构成在「HYBRID」时有8种,「STANDARD」时有6种功能。
「HYBRID」 「STANDARD」「对位」(ALI)有如下5种功能。
12-3-1 Lead Adjust(位置对位)的变更Lead Adjust(位置对位)的变更有通过teaching(Lead,Pad)或直接输入变更值的方法。
Lead Adjust(位置对位)的变更对象有如下4种。
[ DEVICE ] : 变更品种的所有Lead Adjust(位置对位)。
[ CHIP ] : 变更current(目前)芯片的Lead Adjust(位置对位)。
[ GROUP ] : 变更current(目前)Group的Lead Adjust(位置对位)。
[ UNIT ] : 变更current(目前)UNIT的Lead Adjust(位置对位)。
※此开关每按一次cyclic(循环)转换。
[GROUP][UNIT]仅限于品种数据的构成为「HYBRID」时才能选择。
Lead Adjust(位置对位)的变更方法有如下4种。
[ L_ALI ] : 以Lead第1个对位点为基准,进行Lead Adjust(位置对位)的变更。
[ P_ALI ] : 以Pad第1个对位点为基准,进行Lead Adjust(位置对位)的变更。
[ B'g POS ] : 以Lead属性的焊线点位基准,进行Lead Adjust(位置对位)的变更。
[ KEYINPUT ] : 直接输入Lead Adjust(位置对位)的数值。
对象group的选择有,如下2种(group的选择)[GROUP][UNIT] 仅限于品种数据的构成为「HYBRID」时才能选择。
[ GROUP + ] : 选择下一个group。
KAIJO焊线机FB-900的中文说明书。11_Chapt_(精)
第9章更换Capillary(焊针,金线交换等顺序目次9-1 capillary的安装9-2 金线的安装9-3 焊线的条件设定(粗调9-4 焊线坐标的Teaching履历版変更内容変更日1 初版 2010/01/019-1 Capillary 的安装9-1-1 Capillary 的安装方法・将capillary 碰到hom (振动子的状态来固定・torque wrench 水平放置后拧紧。
有改变torque 的情况发生・使用新的Tool 螺丝时,为了尽快适应进行3~5次反复装置螺丝(松开再拧紧的动作。
2101型振动子(60/150kHz capillary 拧紧torque 18cN・m (1.8kgf・cm 扳手尺寸ト1.27㎜● Capillary 的尖端非常锐利。
执行焊线时capillary 高速上下左右移动,请注意安全。
● 安装Capillary 时,请注意无意思的碰到开关会有执行意想不到的动作的情况发生。
● Heater Plate 变热时,请注意发生烫伤。
9-1-2 输入capillary Size请输入capillary Size 。
Capillary 尺寸是,自动计算Initial Ball (原始金球的大小的必要事项。
Size 的输入有误时Initial 直径就会变为异常值。
输入capillary Size、选择「焊线・参数」选单,可以通过[COND]-[MTRL] 的画面设定。
输入Wire 直径、chamfer 直径、chamfer 角度、 Ball 直径。
①capillary②指定六角螺丝③torque wrench (扭力扳手9-1-3 Tool 高度的teaching执行tool高度的teaching。
Tool高度是指,在芯片或lead高度,离Z轴原点有几μm的高度的teaching。
Tool 高度的teaching可以在选择「焊线・参数」选单,[TOOL]的画面中进行。
900封口机说明书
DBF-900型多功能墨印字封口機使用說明書一,簡介1、DBF-900型多功能印字封口機是我廠多年生產封口機的經驗積累,最新開發研製的新一代封口機產品。
該機具有連續輸送、封口、打碼(出廠日期、生產批號等)一次完成之功效,可封合印製任何一種可熱性的薄膜。
該機可廣泛適用於:食品、土特產、茶葉、化妝品、醫藥、乳品、飲料、化工、電子、小五金等行業.二,主要技術數據電源:220V±10V頻率:50 HZ印字字數:1排輸送載荷:<5公斤封口寬度:6-12毫米(可調)封口長度:不限功率:0. 5KW輸送速度:1-12米/分封口溫度:0-300°C (可調)封口厚度:0.03-0. 20毫米包裝袋寬度:≥50毫米封口材料數據參數材料名稱結構聚脂/鉛/聚丙烯複合薄膜聚脂/聚丙烯複合薄膜6/160聚脂/玻璃紙複合薄膜45/30聚乙烯薄膜80三、主要結構與工作原理'溫度(℃)速度(米/220-2607.2175-2003,51605.0130-1506.0強度(kg/釐米)2.92.460.180.381、該機由機殼、減速調整傳動機構、加熱散熱機構、封口壓花機構、印字裝置、輸送裝置、溫度控制系統及電器電子控制系統等部件組成。
2、接能電源後,各機構開始工作,電熱元件通電後加熱,封口加熱塊,並通過溫度控制系統調整到所需溫度,壓花傳動、光電控制系統開通,根據需要,冷卻系統開始冷卻,輸送帶運轉,並由調速裝置調整到所需速度。
3、當裝有物品的包裝袋放置在輸送帶上,袋的封口部分經封口寬度定位架,被自動送入運轉中的兩根封口帶之間,並被帶入加熱區,加熱塊的熱量.通過封口帶傳輸到袋的封口部分,使薄膜受熱熔軟,再通過冷卻區,使薄膜表面溫度適當下降,經過壓花輪的滾壓,使封口部分上下薄膜粘合並壓制出網狀花紋,再由導向橡膠帶與輸送帶將封好的包裝袋送入印字裝置,在包裝袋的封口部分印上所需的字,然後再由導向橡膠帶與輸送帶將封好,印好的包裝袋送出機外,即完成封口,印製作業。
KAIJO焊线机FB-900的中文说明书 06_Chapt_4 Outline of Operate Procedure(C)(1st)
第4章 操作概要目录4-1 操作开关4-2 基本操作履历版 変更内容 変更日 1 初版 10/01/01第 4 章 操作概要4-1 操作开关在此对操作开关进行说明。
操作开关大致分为3种类。
① 转盘操作对应的轴。
② 手动开关操作经常接受的功能或使用频率高的功能。
③ 鼠标显示于画面的菜单及使用于开关类操作的指向装置。
4-1-2 手动开关手动开关里有经常接受的功能或使用频率高的功能。
⑤⑥⑧① START开关自动焊线的开始或重新开始之外,提供各种操作的开始,位置的确定,设定项目的确定等多种功能。
② PAUSE开关有暂时停止动作的功能。
自动模式中有暂时停止自动焊线的功能。
③ RESET开关有操作的中断和结束,从特定的操作中退出的功能。
④ POWER开关在断路器为ON状态时按此键,接通设备电源。
切断设备电源时,启动停止设备运转的操作。
⑤ 转盘轴转换开关(XY, X, Y)指定移动转盘时动作的轴。
开关锁定在X时,只有X轴运转,Y轴不运转。
开关锁定在Y时,X轴不运转,只有Y轴运转。
开关对准中间的XY时,X轴Y轴都运转。
⑥ Z轴动作开关(Z.UP, Z.DOWN)启动Z轴。
将开关锁定在UP时,Z轴上升。
将开关锁定在DOWN时,Z轴下降。
⑦ Heater开关 (H.U/D)使Heater Plate和工件压板上下连动。
按一次Heater Plate下降,工件压板上升并停止。
再按一次Heater Plate上升,工件压板下降并停止。
⑧ 送线开关 (W.FEED)反复送出一定量的金线。
按一次启动Wire供应装置⑨ Spark开关 (TORCH)按此键的同时按 START 键进行Spark(打火)。
即使发生了Spark Error也不会输出。
⑩ 真空开关(VACUUM)Air Tension(张力器)进行强烈的真空动作。
由于向下吸附使金线容易通过。
按着开关的期间内有效。
⑪ US测试输出开关(US.TEST)是US的Test输出。
KAIJO焊线机
一、二焊点常用参数 SEARCH PRESS:搜索压力 BOND PRESS:焊线压力一 BOND PRESS:焊线压力二 POWER:焊线功率 TIME:焊线时间
焊线弧度常用参数 MODE:弧形模式(3528 5050 常 用弧形FAST NORMAL) LOOP HEIGHT:弧高
LOGO
线尾常用参数 WIER FEED: (STOP /SLW/DW): 送线模式及送线量
分明)按
调整图像识别范围 OK 后按“Start " 下一步
LOGO
CHIP TYPE # 输入 “1” 按“Start” 晶片的资料
晶片识别点数目 一个晶片几条线
改好后 按 “Start ”按“Start ”按 “Start ”晶片手动对位点对好后按“Start 教读全 自动识别点 按 调整主环光到图像黑白分明按 调整图像识别范围 OK 后按“Start "
KAIJO FB-900客户培训教程
封装生产部
LOGO
目录
设备安全注意事项
设备架构说明
菜单功能说明
创建新的搬送程序
创建新的焊线程序
常用焊线参数菜单
LOGO
设备安全注意事项
LOGO
LOGO
LOGO
设备架构
LOGO
主菜单功能
FULL 全自动模式 SEMI 半自动模式 MANU 手动模式 ST 程式设定模式 KEY 工程模式源自LOGO焊线程序菜单
1:创建程序 2:重新命名程序 3:编辑程序 4:更改程序 4: 5:删除程序 6:保存程序
LOGO
搬送程序菜单
1:创建搬送程序 2:重新命名程序 3:搬送程序参数 4:更改搬送程序 4: 5:删除搬送程序 6:保存搬送程序
自动焊线机操作手册
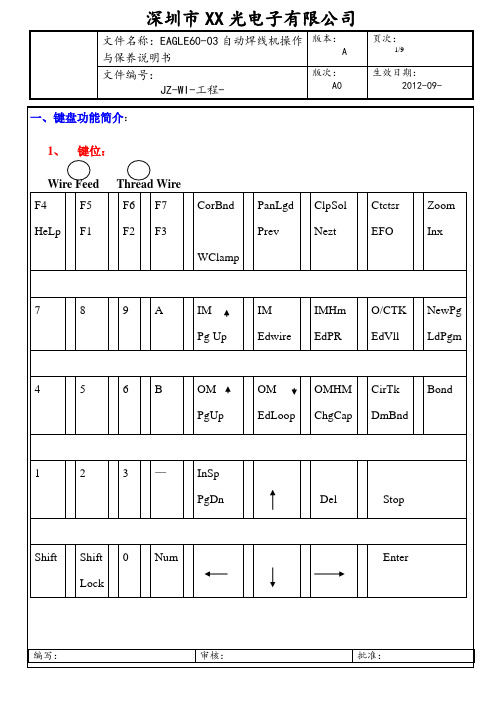
一、键盘功能简介:
1、键位:
Wire Feed Thread Wire
F4
HeLp
F5
F1
F6
F2
F7
F3
CorBnd
WClamp
PanLgd
Prev
ClpSol
Nezt
Ctctsr
EFO
Zoom
Inx
7
8
9
A
IM
Pg Up
IM
Edwire
IMHm
EdPR
O/CTK
EdVll
NewPg
LdPgm
4
5
A.TIME(时间):一般在10-20MS之间。
B.POWER(功率):第一焊点一般35-80之间。
第二焊点一般45-180之间。
C.FORCE(压力):第一焊点一般30-50之间。
第二焊点一般50-180之间。
2、焊球变形:
第二焊点是否焊上或焊接功率是否设得过大,烧球时间或线尾是否
设得过长,支架是否压紧或瓷嘴是否过旧?
2个电极——Enter。在对点设立完毕后,它会自动进入黑白对比度的画面。
2.做黑白对比度〈做PR〉:
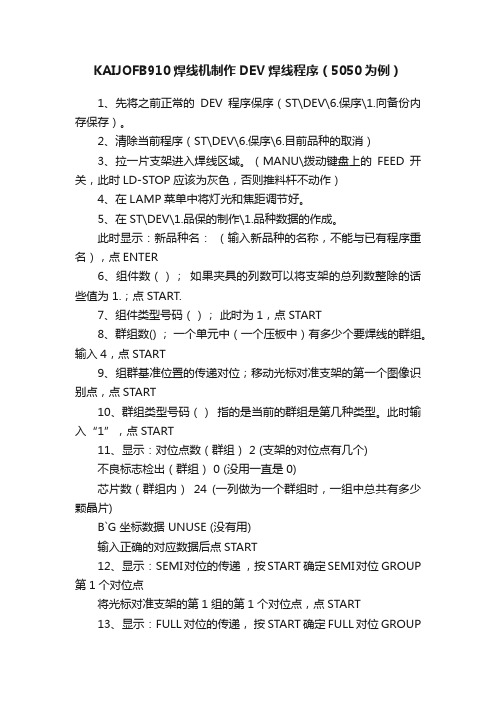
KAIJO FB910焊线机制作DEV焊线程序(5050为例)
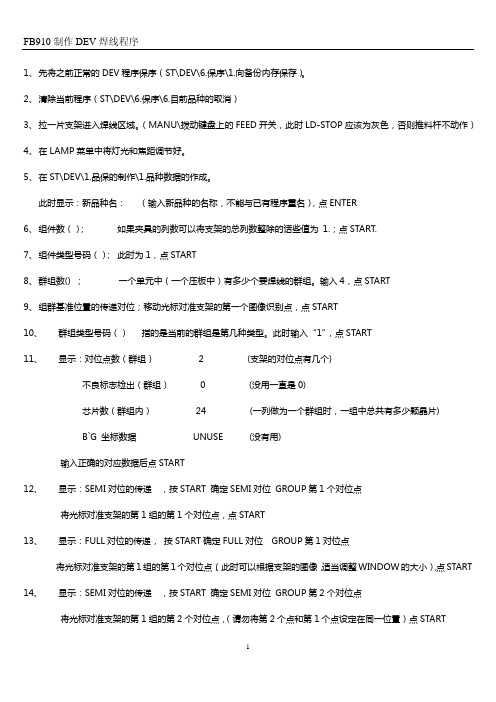
1、先将之前正常的DEV程序保序(ST\DEV\6.保序\1.向备份内存保存)。
2、清除当前程序(ST\DEV\6.保序\6.目前品种的取消)3、拉一片支架进入焊线区域。
(MANU\拨动键盘上的FEED开关,此时LD-STOP应该为灰色,否则推料杆不动作)4、在LAMP菜单中将灯光和焦距调节好。
5、在ST\DEV\1.品保的制作\1.品种数据的作成。
此时显示:新品种名: (输入新品种的名称,不能与已有程序重名),点ENTER6、组件数(); 如果夹具的列数可以将支架的总列数整除的话些值为 1.;点START.7、组件类型号码(); 此时为1,点START8、群组数() ; 一个单元中(一个压板中)有多少个要焊线的群组。
输入4,点START9、组群基准位置的传递对位;移动光标对准支架的第一个图像识别点,点START10、群组类型号码() 指的是当前的群组是第几种类型。
此时输入“1”,点START11、显示:对位点数(群组) 2 (支架的对位点有几个)不良标志检出(群组) 0 (没用一直是0)芯片数(群组内) 24 (一列做为一个群组时,一组中总共有多少颗晶片)B`G 坐标数据 UNUSE (没有用)输入正确的对应数据后点START12、显示:SEMI对位的传递 ,按START 确定SEMI对位 GROUP第1个对位点将光标对准支架的第1组的第1个对位点,点START13、显示:FULL对位的传递, 按START确定FULL对位 GROUP第1对位点将光标对准支架的第1组的第1个对位点,(此时可以根据支架的图像,适当调整WINDOW的大小),点START 14、显示:SEMI对位的传递 ,按START 确定SEMI对位 GROUP第2个对位点将光标对准支架的第1组的第2个对位点,(请勿将第2个点和第1个点设定在同一位置)点START15、显示:FULL对位的传递, 按START确定FULL对位 GROUP第2对位点将光标对准支架的第1组的第2个对位点,(此时可以根据支架的图像,适当调整WINDOW的大小),点START16、显示:芯片类型号码(1) 此时需要做第1种芯片类型,所以直接点START17、显示:MAIN导脚对位点数 0 (不用)焊盘对位点数 2 (一个芯片有2个和2个以上电极时输入2 ,只有1个电极时输入1) 不良标志检出 OFF (不用)金线数(芯片) 2 (一个芯片上有多少条线,线数是1时,必须将光标点在1上,点ENTER) B`G坐标数据 UNUSE (不用)输入正确的对应数据后点START18、显示 :传递芯片大小吗? 点NO19、显示:输入芯片的固晶角度 请对准左上角 不用,直接点START20、显示:输入芯片的固晶角度 请对准右上角 不用,直接点START21、显示:对位的传递 对准框大小的设定(PAD),按START确定对准框大小 PAD第1对位点此时移动光标到群组的第1个对位点附近的和第1个芯片的第1个电极中心,点START22、显示:SEMI对位的传递,按START确定SEMI对位,PAD 第1对位点此时 移动光标对准第1个芯片的第1个电极中心,点START23、显示:FULL对位的传递,按START确定FULL对位,PAD第1对位点此时 移动光标对准第1个芯片的第1个电极中心(根据芯片大小,调整WINDOW大小合适,移动位置使WINDOW框尽量不要超出芯片),点START24、显示:对位的传递 对准框大小的设定(PAD),按START确定对准框大小 PAD第2对位点此时移动光标到第1个芯片的第2个电极中心,点START25、显示:SEMI对位的传递,按START确定SEMI对位,PAD 第2对位点此时 移动光标对准第1个芯片的第2个电极中心,点START26、显示:FULL对位的传递,按START确定FULL对位,PAD第2对位点此时 移动光标对准第1个芯片的第2个电极中心(根据芯片大小,调整WINDOW大小合适,移动位置使WINDOW框尽量不要超出芯片),点START 27、显示:金线的传递,请和第1焊线点对准,按START进行确定注意屏幕最顶部显示:PITCH(1) UNIT(1) GROUP(1) CHIP(1) WIRE(1)些时写线,移动光标对准第1个芯片的第1个电极正中心后点START28、显示:金线的传递,请和第2焊线点对准,按START进行确定些时 移动光标对准第1个芯片的第1条线的2焊点后点START29、显示:金线的传递,请和第1焊线点对准,按START进行确定注意屏幕最顶部显示:PITCH(1) UNIT(1) GROUP(1) CHIP(1) WIRE(2)些时写线,移动光标对准第1个芯片的第2个电极正中心后点START30、显示:金线的传递,请和第2焊线点对准,按START进行确定些时 移动光标对准第1个芯片的第2条线的2焊点后点START31、显示:NORMAL COPY GRID芯片类型号码(1)SAVE NEW点NEW,点YES, 新建第二种芯片类型32、显示:MAIN导脚对位点数 0 (不用)焊盘对位点数 2 (一个芯片有2个和2个以上电极时输入2 ,只有1个电极时输入1) 不良标志检出 OFF (不用)金线数(芯片) 2 (一个芯片上有多少条线,线数是1时,必须将光标点在1上,点ENTER) B`G坐标数据 UNUSE (不用)输入正确的对应数据后点START33、显示 :传递芯片大小吗? 点NO34、显示:输入芯片的固晶角度 请对准左上角 不用,直接点START35、显示:输入芯片的固晶角度 请对准右上角 不用,直接点START36、显示:对位的传递 对准框大小的设定(PAD),按START确定对准框大小 PAD第1对位点此时移动光标到群组的第2个芯片的第1个电极中心,点START37、显示:SEMI对位的传递,按START确定SEMI对位,PAD 第1对位点此时 移动光标对准第2个芯片的第1个电极中心,点START38、显示:FULL对位的传递,按START确定FULL对位,PAD第1对位点此时 移动光标对准第2个芯片的第1个电极中心(根据芯片大小,调整WINDOW大小合适,移动位置使WINDOW框尽量不要超出芯片),点START39、显示:对位的传递 对准框大小的设定(PAD),按START确定对准框大小 PAD第2对位点此时移动光标到第2个芯片的第2个电极中心,点START40、显示:SEMI对位的传递,按START确定SEMI对位,PAD 第2对位点此时 移动光标对准第2个芯片的第2个电极中心,点START41、显示:FULL对位的传递,按START确定FULL对位,PAD第2对位点此时 移动光标对准第2个芯片的第2个电极中心(根据芯片大小,调整WINDOW大小合适,移动位置使WINDOW框尽量不要超出芯片),点START 42、显示:金线的传递,请和第1焊线点对准,按START进行确定注意屏幕最顶部显示:PITCH(1) UNIT(1) GROUP(1) CHIP(2) WIRE(1)些时写线,移动光标对准第2个芯片的第1个电极正中心后点START43、显示:金线的传递,请和第2焊线点对准,按START进行确定些时 移动光标对准第2个芯片的第1条线的2焊点后点START44、显示:金线的传递,请和第1焊线点对准,按START进行确定注意屏幕最顶部显示:PITCH(1) UNIT(1) GROUP(1) CHIP(2) WIRE(2)些时写线,移动光标对准第2个芯片的第2个电极正中心后点START45、显示:金线的传递,请和第2焊线点对准,按START进行确定些时 移动光标对准第2个芯片的第2条线的2焊点后点START46、显示:NORMAL COPY GRID芯片类型号码(1)SAVE NEW点NEW,点YES, 新建第3种芯片类型47、显示:MAIN导脚对位点数 0 (不用)焊盘对位点数 2 (一个芯片有2个和2个以上电极时输入2 ,只有1个电极时输入1) 不良标志检出 OFF (不用)金线数(芯片) 2 (一个芯片上有多少条线,线数是1时,必须将光标点在1上,点ENTER) B`G坐标数据 UNUSE (不用)输入正确的对应数据后点START48、显示 :传递芯片大小吗? 点NO49、显示:输入芯片的固晶角度 请对准左上角 不用,直接点START50、显示:输入芯片的固晶角度 请对准右上角 不用,直接点START51、显示:对位的传递 对准框大小的设定(PAD),按START确定对准框大小 PAD第1对位点此时移动光标到群组的第3个芯片的第1个电极中心,点START52、显示:SEMI对位的传递,按START确定SEMI对位,PAD 第1对位点此时 移动光标对准第3个芯片的第1个电极中心,点START53、显示:FULL对位的传递,按START确定FULL对位,PAD第1对位点此时 移动光标对准第3个芯片的第1个电极中心(根据芯片大小,调整WINDOW大小合适,移动位置使WINDOW框尽量不要超出芯片),点START54、显示:对位的传递 对准框大小的设定(PAD),按START确定对准框大小 PAD第2对位点此时移动光标到第3个芯片的第2个电极中心,点START55、显示:SEMI对位的传递,按START确定SEMI对位,PAD 第2对位点此时 移动光标对准第3个芯片的第2个电极中心,点START56、显示:FULL对位的传递,按START确定FULL对位,PAD第2对位点此时 移动光标对准第3个芯片的第2个电极中心(根据芯片大小,调整WINDOW大小合适,移动位置使WINDOW框尽量不要超出芯片),点START 57、显示:金线的传递,请和第1焊线点对准,按START进行确定注意屏幕最顶部显示:PITCH(1) UNIT(1) GROUP(1) CHIP(3) WIRE(1)些时写线,移动光标对准第3个芯片的第1个电极正中心后点START58、显示:金线的传递,请和第2焊线点对准,按START进行确定些时 移动光标对准第3个芯片的第1条线的2焊点后点START59、显示:金线的传递,请和第1焊线点对准,按START进行确定注意屏幕最顶部显示:PITCH(1) UNIT(1) GROUP(1) CHIP(3) WIRE(2)些时写线,移动光标对准第3个芯片的第2个电极正中心后点START60、显示:金线的传递,请和第2焊线点对准,按START进行确定些时 移动光标对准第3个芯片的第2条线的2焊点后点START61、显示:NORMAL COPY GRID芯片类型号码(1)SAVE NEW, 此时 使用GRID复制点GRID后显示:开始芯片号码 (1)结束芯片号码 (3) 从第几个芯片开始至第几个芯片为止做为一个被复制的整体 B`G方向 (Y AXIS) 打线的方向是X(横着方向)还是Y (竖着方向)B`G顺序 (ONE DIR) 一个方向,并非是阵列GRID数 (X/Y) (1/8) 在Y方向上有几个这样的整体输入正确的数据后点START62、显示:第22芯片请对位(Y方向),在对位点和十字线对准、按下START ,PAD 第1对位点此时移动光标,对准第一列(第一组)的第22个芯片的第1个电极中心,点START,会自动跳到第2焊点,点START,再点ENTER63、显示:NORMAL COPY GRIP群组类型号码(1)SAVE NEW此时点NEW64、显示:新群组的传递 可以吗?点YES65、显示:对位点数(群组) 2 (支架的对位点有几个)不良标志检出(群组) 0 (没用一直是0)芯片数(群组内) 24 (一列做为一个群组时,一组中总共有多少颗晶片)B`G 坐标数据 UNUSE (没有用)输入正确的对应数据后点START66、显示:SEMI对位的传递 ,按START 确定SEMI对位 GROUP第1个对位点注意屏幕最顶部显示:PITCH(1) UNIT(1) GROUP(2) CHIP(1) WIRE(1)将光标对准支架的第2组的第1个对位点(此时的顺序应该与第一组相反),点START67、显示:FULL对位的传递, 按START确定FULL对位 GROUP第1对位点将光标对准支架的第2组的第1个对位点,(此时可以根据支架的图像,适当调整WINDOW的大小),点START 68、显示:SEMI对位的传递 ,按START 确定SEMI对位 GROUP第2个对位点将光标对准支架的第2组的第2个对位点,(请勿将第2个点和第1个点设定在同一位置,此时的顺序应该与第一组相反)点START69、显示:FULL对位的传递, 按START确定FULL对位 GROUP第2对位点将光标对准支架的第2组的第2个对位点,(此时可以根据支架的图像,适当调整WINDOW的大小),点START 70、显示:芯片类型号码(1) NEW此时,输入3,调用第3个芯片类型,(因为第2组的顺序与第1组相反,所以芯片类型的顺序是3,2,1) 按START,71、显示:第1个芯片请对位,在对位点和十字线对准、按START ,PAD 第1对位点注意屏幕最顶部显示:PITCH(1) UNIT(1) GROUP(2) CHIP(1) WIRE(1)此时移动光标,对准第2组第1个芯片(第3个芯片类型的芯片)的第一个电极中心,点START光标会自动跳到第2焊点,点START,再点ENTER.72、显示:芯片类型号码(1) NEW注意屏幕最顶部显示:PITCH(1) UNIT(1) GROUP(2) CHIP(2) WIRE(1)此时,输入2,调用第2个芯片类型,(因为第2组的顺序与第1组相反,所以芯片类型的顺序是3,2,1) 按START,73、显示:第2个芯片请对位,在对位点和十字线对准、按START ,PAD 第1对位点注意屏幕最顶部显示:PITCH(1) UNIT(1) GROUP(2) CHIP(2) WIRE(1)此时移动光标,对准第2组第2个芯片(第2个芯片类型的芯片)的第一个电极中心,点START光标会自动跳到第2焊点,点START,再点ENTER.74、显示:芯片类型号码(1) NEW注意屏幕最顶部显示:PITCH(1) UNIT(1) GROUP(2) CHIP(3) WIRE(1)此时,输入1,调用第1个芯片类型,(因为第2组的顺序与第1组相反,所以芯片类型的顺序是3,2,1) 按START,75、显示:第3个芯片请对位,在对位点和十字线对准、按START ,PAD 第1对位点注意屏幕最顶部显示:PITCH(1) UNIT(1) GROUP(2) CHIP(3) WIRE(1)此时移动光标,对准第2组第3个芯片(第1个芯片类型的芯片)的第一个电极中心,点START光标会自动跳到第2焊点,点START,再点ENTER.76、显示:NORMAL COPY GRID芯片类型号码(1)SAVE NEW此时 使用GRID复制点GRID后显示:开始芯片号码 (1)结束芯片号码 (3) 从第几个芯片开始至第几个芯片为止做为一个被复制的整体 B`G方向 (Y AXIS) 打线的方向是X(横着方向)还是Y (竖着方向)B`G顺序 (ONE DIR) 一个方向,并非是阵列GRID数 (X/Y) (1/8) 在Y方向上有几个这样的整体输入正确的数据后点START77、显示:第22芯片请对位(Y方向),在对位点和十字线对准、按下START ,PAD 第1对位点注意屏幕最顶部显示:PITCH(1) UNIT(1) GROUP(2) CHIP(22) WIRE(1)此时移动光标,对准第2列(第2组)的第22个芯片的第1个电极中心,点START,会自动跳到第2焊点,点START,再点ENTER78、显示:NORMAL COPY GRID群组类型号码(1)SAVE NEW79、点GRID显示:开始群组号码 (1)结束群组号码 (2) 从第几个群组开始至第几个群组为止做为一个被复制的整体B`G方向 (X AXIS) 打线的方向是X(横着方向)还是Y (竖着方向)B`G顺序 (ONE DIR) 一个方向,并非是阵列GRID数 (X/Y) (2/1) 在X方向上有几个这样的整体输入正确的数据后,点START80、显示SEMI对位,请执行SEMI对位,按START进行确定,GROUP第1对位点注意屏幕最顶部显示:PITCH(1) UNIT(1) GROUP(3) CHIP(1) WIRE(1)移动光标,对准第3组的第一个对位点,(参考位置与第一组的相同,但并非在一起,请不要误解。
900 系列变频器用户手册说明书
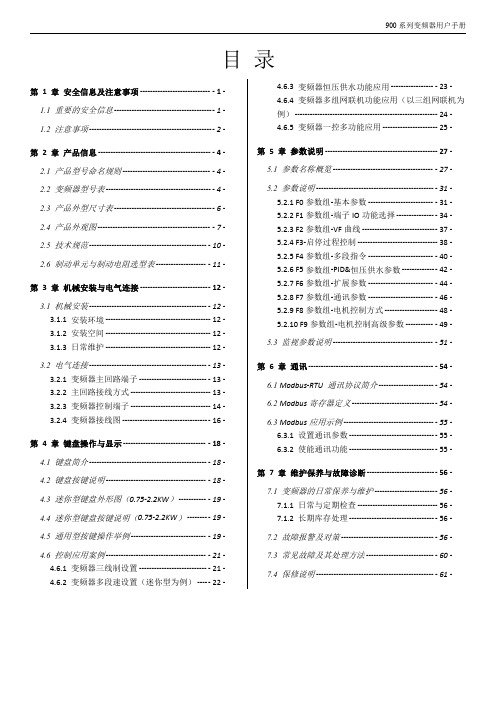
900系列变频器用户手册目录第1章安全信息及注意事项-----------------------------1-1.1重要的安全信息----------------------------------------1-1.2注意事项--------------------------------------------------2-第2章产品信息----------------------------------------------4-2.1产品型号命名规则------------------------------------4-2.2变频器型号表-------------------------------------------4-2.3产品外型尺寸表----------------------------------------6-2.4产品外观图----------------------------------------------7-2.5技术规范------------------------------------------------10-2.6制动单元与制动电阻选型表---------------------11-第3章机械安装与电气连接----------------------------12-3.1机械安装------------------------------------------------12-3.1.1安装环境------------------------------------------12-3.1.2安装空间------------------------------------------12-3.1.3日常维护------------------------------------------12-3.2电气连接------------------------------------------------13-3.2.1变频器主回路端子----------------------------13-3.2.2主回路接线方式--------------------------------13-3.2.3变频器控制端子--------------------------------14-3.2.4变频器接线图-----------------------------------16-第4章键盘操作与显示----------------------------------18-4.1键盘简介------------------------------------------------18-4.2键盘按键说明-----------------------------------------18-4.3迷你型键盘外形图(0.75-2.2KW)------------19-4.4迷你型键盘按键说明(0.75-2.2KW)---------19-4.5通用型按键操作举例-------------------------------19-4.6控制应用案例-----------------------------------------21-4.6.1变频器三线制设置----------------------------21-4.6.2变频器多段速设置(迷你型为例)-----22-4.6.3变频器恒压供水功能应用------------------23-4.6.4变频器多组网联机功能应用(以三组网联机为例)---------------------------------------------------------24-4.6.5变频器一控多功能应用----------------------25-第5章参数说明---------------------------------------------27-5.1参数名称概览-----------------------------------------27-5.2参数说明------------------------------------------------31-5.2.1F0参数组-基本参数---------------------------31-5.2.2F1参数组-端子IO功能选择----------------34-5.2.3F2参数组-VF曲线------------------------------37-5.2.4F3-启停过程控制--------------------------------38-5.2.5F4参数组-多段指令---------------------------40-5.2.6F5参数组-PID&恒压供水参数--------------42-5.2.7F6参数组-扩展参数---------------------------44-5.2.8F7参数组-通讯参数---------------------------46-5.2.9F8参数组-电机控制方式---------------------48-5.2.10F9参数组-电机控制高级参数------------49-5.3监视参数说明-----------------------------------------51-第6章通讯---------------------------------------------------54-6.1Modbus-RTU通讯协议简介-----------------------54-6.2Modbus寄存器定义----------------------------------54-6.3Modbus应用示例-------------------------------------55-6.3.1设置通讯参数-----------------------------------55-6.3.2使能通讯功能-----------------------------------55-第7章维护保养与故障诊断----------------------------56-7.1变频器的日常保养与维护-------------------------56-7.1.1日常与定期检查--------------------------------56-7.1.2长期库存处理-----------------------------------56-7.2故障报警及对策--------------------------------------56-7.3常见故障及其处理方法----------------------------60-7.4保修说明------------------------------------------------61-第1章安全信息及注意事项1.1重要的安全信息请用户在安装和调试本变频器时,仔细阅读本章,务必按照本章内容所要求的安全注意事项进行操作,如出现因违规操作而造成的任何伤害和损失均与本公司无关。
kaijo焊线机说明
一、二焊点常用参数 SEARCH PRESS:搜索压力 BOND PRESS:焊线压力一 BOND PRESS:焊线压力二 POWER:焊线功率 TIME:焊线时间
焊线弧度常用参数 MODE:弧形模式(3528 5050 常 用弧形FAST NORMAL) LOOP HEIGHT:弧高
LOGO
线尾常用参数 WIER FEED: (STOP /SLW/DW): 送线模式及送线量
打火常用参数 SPARK TIME:放电时间 SPARK POWER:放电功率
LOGO
植球常用参数 METHOD/OFFSET0:植球方法与植球补偿 OFFSET METHOD:植球补偿方向
CHUCK:更换料盒 EJECT:推料盒 LEFT:左边料盒卸载 RIGHT:右边俩盒卸载
UP :料盒上升 DOWN:料盒下降
LOGO
手动菜单
左右升降机原点复位 左右升降机(存储站)原点复位 轨道复位 全部搬送复位
AS IT IS:原点复位后不异动 COMEBACK:原点复位后在回到设定的宽度
LOGO
把十字线对准一焊点 按“Start” 移到二焊点 按 “Start”到下一步
LOGO
晶片的复制 如图填好后 按Start 对 第10个晶 片按Start 对第二组的手动对位点按Start 对第 三组的手动对位点按Start 最后出现一个YES /NO 选 NO 程序创建完成
1
LOGO
常用焊线参数菜单
进料左右调整
LOGO
创建新的焊线程序
ST(程式設定模式)→DEV→1.CREATE DEVICE →1.CREATE DEVICE→ 输入新的名字 按 "ENTER"→TOTAL UNIT NUMBER 输入 “1 ”按 Start→TOTAL GROUP NUMBER 输入 “3 ”按 “Start”→教读单元参考点
焊线机操作说明
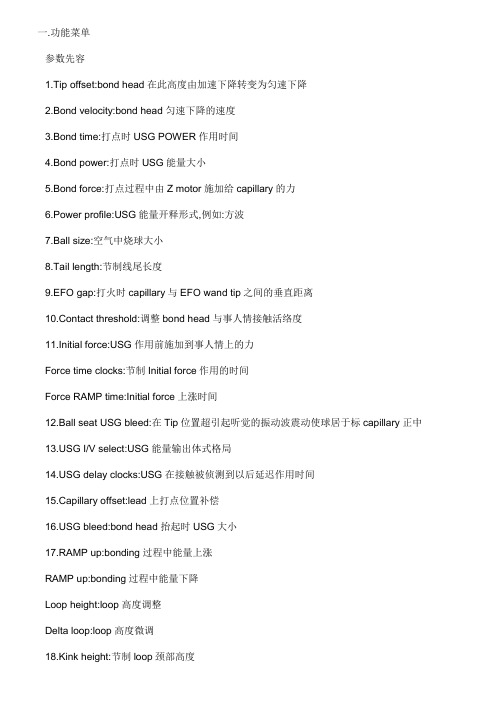
一.功能菜单参数先容1.Tip offset:bond head在此高度由加速下降转变为匀速下降2.Bond velocity:bond head匀速下降的速度3.Bond time:打点时USG POWER作用时间4.Bond power:打点时USG能量大小5.Bond force:打点过程中由Z motor施加给capillary的力6.Power profile:USG能量开释形式,例如:方波7.Ball size:空气中烧球大小8.Tail length:节制线尾长度9.EFO gap:打火时capillary与EFO wand tip之间的垂直距离10.Contact threshold:调整bond head与事人情接触活络度11.Initial force:USG作用前施加到事人情上的力Force time clocks:节制Initial force作用的时间Force RAMP time:Initial force上涨时间12.Ball seat USG bleed:在Tip位置超引起听觉的振动波震动使球居于标capillary正中G I/V select:USG能量输出体式格局G delay clocks:USG在接触被侦测到以后延迟作用时间15.Capillary offset:lead上打点位置补偿G bleed:bond head抬起时USG大小17.RAMP up:bonding过程中能量上涨RAMP up:bonding过程中能量下降Loop height:loop高度调整Delta loop:loop高度微调18.Kink height:节制loop颈部高度19.Flat length oop平展部分长度,仅限于worked trajectory 20.Loop factor:节制放线长度Loop factor 2:节制bond2线的拉紧度Loop factor3:Loop平展部分长度,用于低线弧,会降低速度Loop factor 4:线弧成形速度21.Contact angle:bond2接触角度22.TOL(ON/OFF):bond head到达loop无上点步履轨迹参考资料:sername。
KAIJOFB910焊线机制作DEV焊线程序(5050为例)
KAIJOFB910焊线机制作DEV焊线程序(5050为例)1、先将之前正常的DEV程序保序(ST\DEV\6.保序\1.向备份内存保存)。
2、清除当前程序(ST\DEV\6.保序\6.目前品种的取消)3、拉一片支架进入焊线区域。
(MANU\拨动键盘上的FEED开关,此时LD-STOP应该为灰色,否则推料杆不动作)4、在LAMP菜单中将灯光和焦距调节好。
5、在ST\DEV\1.品保的制作\1.品种数据的作成。
此时显示:新品种名:(输入新品种的名称,不能与已有程序重名),点ENTER6、组件数();如果夹具的列数可以将支架的总列数整除的话些值为 1.;点START.7、组件类型号码();此时为1,点START8、群组数() ;一个单元中(一个压板中)有多少个要焊线的群组。
输入4,点START9、组群基准位置的传递对位;移动光标对准支架的第一个图像识别点,点START10、群组类型号码()指的是当前的群组是第几种类型。
此时输入“1”,点START11、显示:对位点数(群组) 2 (支架的对位点有几个)不良标志检出(群组) 0 (没用一直是0)芯片数(群组内)24 (一列做为一个群组时,一组中总共有多少颗晶片)B`G 坐标数据 UNUSE (没有用)输入正确的对应数据后点START12、显示:SEMI对位的传递,按START 确定SEMI对位 GROUP 第1个对位点将光标对准支架的第1组的第1个对位点,点START13、显示:FULL对位的传递,按START确定FULL对位 GROUP第1对位点将光标对准支架的第1组的第1个对位点,(此时可以根据支架的图像,适当调整WINDOW的大小),点START 14、显示:SEMI 对位的传递,按START 确定SEMI对位 GROUP第2个对位点将光标对准支架的第1组的第2个对位点,(请勿将第2个点和第1个点设定在同一位置)点START15、显示:FULL对位的传递,按START确定FULL对位 GROUP 第2对位点将光标对准支架的第1组的第2个对位点,(此时可以根据支架的图像,适当调整WINDOW的大小),点START16、显示:芯片类型号码(1)此时需要做第1种芯片类型,所以直接点START17、显示:MAIN导脚对位点数 0 (不用)焊盘对位点数 2 (一个芯片有2个和2个以上电极时输入2 ,只有1个电极时输入1)不良标志检出 OFF (不用)金线数(芯片)2 (一个芯片上有多少条线,线数是1时,必须将光标点在1上,点ENTER) B`G坐标数据 UNUSE (不用)输入正确的对应数据后点START18、显示 :传递芯片大小吗?点NO19、显示:输入芯片的固晶角度请对准左上角不用,直接点START20、显示:输入芯片的固晶角度请对准右上角不用,直接点START21、显示:对位的传递对准框大小的设定(PAD),按START确定对准框大小 PAD第1对位点此时移动光标到群组的第1个对位点附近的和第1个芯片的第1个电极中心,点START22、显示:SEMI对位的传递,按START确定SEMI对位,PAD 第1对位点此时移动光标对准第1个芯片的第1个电极中心,点START23、显示:FULL对位的传递,按START确定FULL对位,PAD 第1对位点此时移动光标对准第1个芯片的第1个电极中心(根据芯片大小,调整WINDOW大小合适,移动位置使WINDOW框尽量不要超出芯片),点START24、显示:对位的传递对准框大小的设定(PAD),按START确定对准框大小 PAD第2对位点此时移动光标到第1个芯片的第2个电极中心,点START25、显示:SEMI对位的传递,按START确定SEMI对位,PAD 第2对位点此时移动光标对准第1个芯片的第2个电极中心,点START26、显示:FULL对位的传递,按START确定FULL对位,PAD 第2对位点此时移动光标对准第1个芯片的第2个电极中心(根据芯片大小,调整WINDOW大小合适,移动位置使WINDOW框尽量不要超出芯片),点START 27、显示:金线的传递,请和第1焊线点对准,按START进行确定注意屏幕最顶部显示:PITCH(1) UNIT(1) GROUP(1) CHIP(1) WIRE(1)些时写线,移动光标对准第1个芯片的第1个电极正中心后点START28、显示:金线的传递,请和第2焊线点对准,按START进行确定些时移动光标对准第1个芯片的第1条线的2焊点后点START29、显示:金线的传递,请和第1焊线点对准,按START进行确定注意屏幕最顶部显示:PITCH(1) UNIT(1) GROUP(1) CHIP(1) WIRE(2)些时写线,移动光标对准第1个芯片的第2个电极正中心后点START30、显示:金线的传递,请和第2焊线点对准,按START进行确定些时移动光标对准第1个芯片的第2条线的2焊点后点START31、显示:NORMAL COPY GRID芯片类型号码(1)SAVE NEW点NEW,点YES, 新建第二种芯片类型32、显示:MAIN导脚对位点数 0 (不用)焊盘对位点数 2 (一个芯片有2个和2个以上电极时输入2 ,只有1个电极时输入1)不良标志检出 OFF (不用)金线数(芯片)2 (一个芯片上有多少条线,线数是1时,必须将光标点在1上,点ENTER) B`G坐标数据 UNUSE (不用)输入正确的对应数据后点START33、显示 :传递芯片大小吗?点NO34、显示:输入芯片的固晶角度请对准左上角不用,直接点START35、显示:输入芯片的固晶角度请对准右上角不用,直接点START36、显示:对位的传递对准框大小的设定(PAD),按START确定对准框大小 PAD第1对位点此时移动光标到群组的第2个芯片的第1个电极中心,点START37、显示:SEMI对位的传递,按START确定SEMI对位,PAD 第1对位点此时移动光标对准第2个芯片的第1个电极中心,点START38、显示:FULL对位的传递,按START确定FULL对位,PAD 第1对位点此时移动光标对准第2个芯片的第1个电极中心(根据芯片大小,调整WINDOW大小合适,移动位置使WINDOW框尽量不要超出芯片),点START39、显示:对位的传递对准框大小的设定(PAD),按START确定对准框大小 PAD第2对位点此时移动光标到第2个芯片的第2个电极中心,点START40、显示:SEMI对位的传递,按START确定SEMI对位,PAD 第2对位点此时移动光标对准第2个芯片的第2个电极中心,点START41、显示:FULL对位的传递,按START确定FULL对位,PAD 第2对位点此时移动光标对准第2个芯片的第2个电极中心(根据芯片大小,调整WINDOW大小合适,移动位置使WINDOW框尽量不要超出芯片),点START 42、显示:金线的传递,请和第1焊线点对准,按START进行确定注意屏幕最顶部显示:PITCH(1) UNIT(1) GROUP(1) CHIP(2) WIRE(1)些时写线,移动光标对准第2个芯片的第1个电极正中心后点START43、显示:金线的传递,请和第2焊线点对准,按START进行确定些时移动光标对准第2个芯片的第1条线的2焊点后点START44、显示:金线的传递,请和第1焊线点对准,按START进行确定注意屏幕最顶部显示:PITCH(1) UNIT(1) GROUP(1) CHIP(2) WIRE(2)些时写线,移动光标对准第2个芯片的第2个电极正中心后点START45、显示:金线的传递,请和第2焊线点对准,按START进行确定些时移动光标对准第2个芯片的第2条线的2焊点后点START46、显示:NORMAL COPY GRID芯片类型号码(1)SAVE NEW点NEW,点YES, 新建第3种芯片类型47、显示:MAIN导脚对位点数 0 (不用)焊盘对位点数 2 (一个芯片有2个和2个以上电极时输入2 ,只有1个电极时输入1)不良标志检出 OFF (不用)金线数(芯片)2 (一个芯片上有多少条线,线数是1时,必须将光标点在1上,点ENTER) B`G坐标数据 UNUSE (不用)输入正确的对应数据后点START48、显示 :传递芯片大小吗?点NO49、显示:输入芯片的固晶角度请对准左上角不用,直接点START50、显示:输入芯片的固晶角度请对准右上角不用,直接点START51、显示:对位的传递对准框大小的设定(PAD),按START确定对准框大小 PAD第1对位点此时移动光标到群组的第3个芯片的第1个电极中心,点START52、显示:SEMI对位的传递,按START确定SEMI对位,PAD 第1对位点此时移动光标对准第3个芯片的第1个电极中心,点START53、显示:FULL对位的传递,按START确定FULL对位,PAD 第1对位点此时移动光标对准第3个芯片的第1个电极中心(根据芯片大小,调整WINDOW大小合适,移动位置使WINDOW框尽量不要超出芯片),点START54、显示:对位的传递对准框大小的设定(PAD),按START确定对准框大小 PAD第2对位点此时移动光标到第3个芯片的第2个电极中心,点START55、显示:SEMI对位的传递,按START确定SEMI对位,PAD第2对位点此时移动光标对准第3个芯片的第2个电极中心,点START56、显示:FULL对位的传递,按START确定FULL对位,PAD 第2对位点此时移动光标对准第3个芯片的第2个电极中心(根据芯片大小,调整WINDOW大小合适,移动位置使WINDOW框尽量不要超出芯片),点START 57、显示:金线的传递,请和第1焊线点对准,按START进行确定注意屏幕最顶部显示:PITCH(1) UNIT(1) GROUP(1) CHIP(3) WIRE(1)些时写线,移动光标对准第3个芯片的第1个电极正中心后点START58、显示:金线的传递,请和第2焊线点对准,按START进行确定些时移动光标对准第3个芯片的第1条线的2焊点后点START59、显示:金线的传递,请和第1焊线点对准,按START进行确定注意屏幕最顶部显示:PITCH(1) UNIT(1) GROUP(1) CHIP(3) WIRE(2)些时写线,移动光标对准第3个芯片的第2个电极正中心后点START60、显示:金线的传递,请和第2焊线点对准,按START进行确定些时移动光标对准第3个芯片的第2条线的2焊点后点START61、显示:NORMAL COPY GRID芯片类型号码(1)SAVE NEW,此时使用GRID复制点GRID后显示:开始芯片号码(1)结束芯片号码(3)从第几个芯片开始至第几个芯片为止做为一个被复制的整体 B`G方向 (Y AXIS) 打线的方向是X(横着方向)还是Y (竖着方向)B`G顺序(ONE DIR)一个方向,并非是阵列GRID数(X/Y) (1/8) 在Y方向上有几个这样的整体输入正确的数据后点START62、显示:第22芯片请对位(Y方向),在对位点和十字线对准、按下START ,PAD 第1对位点此时移动光标,对准第一列(第一组)的第22个芯片的第1个电极中心,点START,会自动跳到第2焊点,点START,再点ENTER63、显示:NORMAL COPY GRIP群组类型号码(1)SAVE NEW此时点NEW64、显示:新群组的传递可以吗?点YES65、显示:对位点数(群组) 2 (支架的对位点有几个)不良标志检出(群组) 0 (没用一直是0)芯片数(群组内)24 (一列做为一个群组时,一组中总共有多少颗晶片)B`G 坐标数据 UNUSE (没有用)输入正确的对应数据后点START66、显示:SEMI对位的传递,按START 确定SEMI对位 GROUP 第1个对位点注意屏幕最顶部显示:PITCH(1) UNIT(1) GROUP(2) CHIP(1) WIRE(1)将光标对准支架的第2组的第1个对位点(此时的顺序应该与第一组相反),点START67、显示:FULL对位的传递,按START确定FULL对位 GROUP 第1对位点将光标对准支架的第2组的第1个对位点,(此时可以根据支架的图像,适当调整WINDOW的大小),点START 68、显示:SEMI 对位的传递,按START 确定SEMI对位 GROUP第2个对位点将光标对准支架的第2组的第2个对位点,(请勿将第2个点和第1个点设定在同一位置,此时的顺序应该与第一组相反)点START69、显示:FULL对位的传递,按START确定FULL对位 GROUP 第2对位点将光标对准支架的第2组的第2个对位点,(此时可以根据支架的图像,适当调整WINDOW的大小),点START 70、显示:芯片类型号码(1) NEW此时,输入3,调用第3个芯片类型,(因为第2组的顺序与第1组相反,所以芯片类型的顺序是3,2,1)按START,71、显示:第1个芯片请对位,在对位点和十字线对准、按START ,PAD 第1对位点注意屏幕最顶部显示:PITCH(1) UNIT(1) GROUP(2) CHIP(1) WIRE(1)此时移动光标,对准第2组第1个芯片(第3个芯片类型的芯片)的第一个电极中心,点START光标会自动跳到第2焊点,点START,再点ENTER.72、显示:芯片类型号码(1) NEW注意屏幕最顶部显示:PITCH(1) UNIT(1) GROUP(2) CHIP(2) WIRE(1)此时,输入2,调用第2个芯片类型,(因为第2组的顺序与第1组相反,所以芯片类型的顺序是3,2,1)按START,73、显示:第2个芯片请对位,在对位点和十字线对准、按START ,PAD 第1对位点注意屏幕最顶部显示:PITCH(1) UNIT(1) GROUP(2) CHIP(2) WIRE(1)此时移动光标,对准第2组第2个芯片(第2个芯片类型的芯片)的第一个电极中心,点START光标会自动跳到第2焊点,点START,再点ENTER.74、显示:芯片类型号码(1) NEW注意屏幕最顶部显示:PITCH(1) UNIT(1) GROUP(2) CHIP(3) WIRE(1)此时,输入1,调用第1个芯片类型,(因为第2组的顺序与第1组相反,所以芯片类型的顺序是3,2,1)按START,75、显示:第3个芯片请对位,在对位点和十字线对准、按START ,PAD 第1对位点注意屏幕最顶部显示:PITCH(1) UNIT(1) GROUP(2) CHIP(3) WIRE(1)此时移动光标,对准第2组第3个芯片(第1个芯片类型的芯片)的第一个电极中心,点START光标会自动跳到第2焊点,点START,再点ENTER.76、显示:NORMAL COPY GRID芯片类型号码(1)SAVE NEW此时使用GRID复制点GRID后显示:开始芯片号码(1)结束芯片号码(3)从第几个芯片开始至第几个芯片为止做为一个被复制的整体 B`G方向 (Y AXIS) 打线的方向是X(横着方向)还是Y (竖着方向)B`G顺序(ONE DIR)一个方向,并非是阵列GRID数(X/Y) (1/8) 在Y方向上有几个这样的整体输入正确的数据后点START77、显示:第22芯片请对位(Y方向),在对位点和十字线对准、按下START ,PAD 第1对位点注意屏幕最顶部显示:PITCH(1) UNIT(1) GROUP(2) CHIP(22) WIRE(1)此时移动光标,对准第2列(第2组)的第22个芯片的第1个电极中心,点START,会自动跳到第2焊点,点START,再点ENTER78、显示:NORMAL COPY GRID群组类型号码(1)SAVE NEW79、点GRID显示:开始群组号码(1)结束群组号码(2)从第几个群组开始至第几个群组为止做为一个被复制的整体B`G方向 (X AXIS) 打线的方向是X(横着方向)还是Y (竖着方向) B`G顺序(ONE DIR)一个方向,并非是阵列GRID数(X/Y) (2/1) 在X方向上有几个这样的整体输入正确的数据后,点START80、显示SEMI对位,请执行SEMI对位,按START进行确定,GROUP第1对位点注意屏幕最顶部显示:PITCH(1) UNIT(1) GROUP(3) CHIP(1) WIRE(1)移动光标,对准第3组的第一个对位点,(参考位置与第一组的相同,但并非在一起,请不要误解。
KAIJO焊线机FB-900的中文说明书09_Chapt_7.
第7章自动焊线与Error处理目录7-1 AUTO B’ g(自动焊线的开始7-2 AUTO B’ g(自动焊线的停止7-3 AUTO B’ g(自动焊线中的Error履历版変更内容変更日1 初版 2010/01/017-1 AUTO B’g(自动焊线的开始准备完了之后开始进行焊线。
确认Loader的Magazine Changer里有已放入产品的料盒,unloader 的Magazine Changer里有空料盒。
又,如在送出位置有料盒时需要取出料盒。
请将[LOADER STOP]开关,[BONDING CHECK]开关设为OFF。
● 请仔细确认料盒的摆向,料盒内的支架摆向,搬送程序与实际产品是否一致。
以上情况不正确时,会导致不能正常执行产品的搬送,损坏产品的情况发生。
● Stocker(储存站里安装料盒时小心支架脱落。
又,在支架飞出料盒的状态下欲安装料盒会使支架变形。
敬请注意。
7-1-1 Full AUTO B’g(全自动焊线转换对位MODE到[FULL],B’g (焊线MODE 到[BOND]。
按 START 开关。
引线框架搬送到B’g Stage(焊线区域,自动执行对位后进行B’g(焊线。
7-1-2 Semi-AUTO B’g(半自动焊线按 START 键。
相对于Full AUTO B’g(全自动焊线自动执行对位,在Semi-AUTO B’g(半自动焊线中必须有操作员手动进行对位操作。
[ SKIP ] : 不执行此芯片的对位与焊线转到下一个。
「工程管理」的SKIP DMODE (略过模式下,选择[BY CHIP]转到下一个芯片,选择 [BYUNIT]转到下一个unit(执行搬送。
请从Semi-AUTO(半自动对位继续进行操作。
(此时,1个单位1个芯片的情况与[EJECT]相同动作。
[ EJECT ] : 搬送焊线区域上的1coma,返回到开始前的操作画面。
成为Auto Mode的开始等待状态。
900型中文说明书
手册编号制造日期手册版本3ª版本日期 2005年1月目录1. 序言. . . . . . . . . . .32. 使用说明和技术参数.. . . . . . . .3•使用说明. . . . . . . . . . 3 •技术参数和外形尺寸 . . . . . . . . 3 •噪声 . . . . . . . . . . 3 •振动 . . . . . . . . . . 3 •主要部件. . . . . . . . . . 4 3. 运输与安装. . . . . . . . . . 4•拆箱 . . . . . . . . . . 4•电气安装. . . . . . . . . . 4•带包装搬运. . . . . . . . . . 5•带底座搬运. . . . . . . . . . 5•不带底座搬运. . . . . . . . . . 54. 使用. . . . . . . . . . . 6•主要控制元件. . . . . . . . . . 6•移动加工. . . . . . . . . . 8•固定加工. . . . . . . . . . 8•悬挂移动加工. . . . . . . . . . 9•倒角尺寸设置. . . . . . . . . 10•倒角角度设置. . . . . . . . 10. . . . . . . . 10•切深 . .5. 维护与调节. .•刀片更换. . . . . . . . . . 10 6. 附件. . . . . . . . . . . 11请在安装和使用本机器之前,仔细阅读本手册内容,并认真遵循说明!1. 序言本手册旨在说明MOD. 900型倒角机的安全性以及正确使用的相关注意事项。
请将手册放于容易拿到的地方,并妥善保存。
如果遇到手册损坏或想获得更多技术信息,请联系经销商。
确保在使用机器之前,完全理解手册内容。
所提注意事项不可轻视,由此导致的后果,制造商不予承担。
900型中文说明书
手册编号制造日期手册版本3ª版本日期 2005年1月目录1. 序言. . . . . . . . . . .32. 使用说明和技术参数.. . . . . . . .3•使用说明. . . . . . . . . . 3 •技术参数和外形尺寸 . . . . . . . . 3 •噪声 . . . . . . . . . . 3 •振动 . . . . . . . . . . 3 •主要部件. . . . . . . . . . 4 3. 运输与安装. . . . . . . . . . 4•拆箱 . . . . . . . . . . 4•电气安装. . . . . . . . . . 4•带包装搬运. . . . . . . . . . 5•带底座搬运. . . . . . . . . . 5•不带底座搬运. . . . . . . . . . 54. 使用. . . . . . . . . . . 6•主要控制元件. . . . . . . . . . 6•移动加工. . . . . . . . . . 8•固定加工. . . . . . . . . . 8•悬挂移动加工. . . . . . . . . . 9•倒角尺寸设置. . . . . . . . . 10•倒角角度设置. . . . . . . . 10. . . . . . . . 10•切深 . .5. 维护与调节. .•刀片更换. . . . . . . . . . 10 6. 附件. . . . . . . . . . . 11请在安装和使用本机器之前,仔细阅读本手册内容,并认真遵循说明!1. 序言本手册旨在说明MOD. 900型倒角机的安全性以及正确使用的相关注意事项。
请将手册放于容易拿到的地方,并妥善保存。
如果遇到手册损坏或想获得更多技术信息,请联系经销商。
确保在使用机器之前,完全理解手册内容。
所提注意事项不可轻视,由此导致的后果,制造商不予承担。
FR-900系列 多功能自动薄膜封口机说明书
F R-900系列多功能自动薄膜封口机使用说明书一、使用、操作:(1)开机前的检查、准备:1、本机采用220伏单相交流电源,配有外壳接地三角插座。
使用前应检查电流的电压是否符合要求,接线是否牢固安全,地线是否接上。
2、根据操作者的工作情况,调妥封口机的高度。
3、检查各转动部位润滑是否良好,注入适量润滑油。
4、若初次使用或使用间隔时间过长时,可能出现电热管受潮,绝缘电阻降低现象(属正常),应进行低温预热半小时,再进行正常操作。
5、按包装袋的尺寸及充装量调整输送台的高度及前后位置。
高度调节应使用随机专用弯月扳手松开过桥齿轮螺母,调整适当后紧固;按封口尺寸需要调好封口宽度定位架位置。
(2)开机操作:1、先按下电源开关,此时按钮内指示灯亮。
2、旋转调速旋钮,调节输送带到所需的运行速度。
3、按下升温开关,按钮内指示灯亮,再旋转温度控制器下面的旋钮使指针指向所需温度值,此时温度控制器内绿灯亮;烫头开始升温,当温度达到指定值时,绿灯灭红灯亮,即可开始进行封口操作。
4、根据需要按下风机开关(薄层材料需冷却),按钮内指示灯亮,冷却风机被启动。
(3)停机操作:1、为延长封口带使用寿命,停机前,必须先断开升温开关(按钮内指示灯灭),烫头温度下降,让封口带继续运行一段时间。
2、约半小时后,方可断开风机开关及电源开关,全机停止,此时按钮内指示灯灭。
(4)封口质量调整:要根据封口材料的材质厚度和包装袋尺寸进行速度、温度调整,以达到满意的封口质量和较高的生产效率。
1、封口材料,封口温度和封口速度三者有相关关系。
同样材料,温度选择高时,速度也可提高;速度低时,温度宜低些。
薄膜厚度越厚,温度需越高,速度需越低;反之亦然。
2、在实际操作前须做前期试验,调节温度和相应的封口温度,反复进行多次,以找到封口质量和效率均满意的温度和速度,再进行正式操作。
3、在普通聚乙烯等单层塑料薄膜封口操作时,须打开风机进行冷却。
初次试验时,温度应逐步提高,以防止温度过高,使薄膜融化粘在封口带上。
FB900表说明书
FB900 表说明书一、型号定义:FB900 F①②-③*④⑤⑥⑦/⑧⑨-⑩⑾CODE 8N-4*4NN5/A1-F801/Y“F”表示PID控制。
“①②”表示输出1和输出2类型M:继电器输出 V:电压脉冲输出 5:0-10V8:4-20mA N:无输出“③”表示电源电压:3为直流24VDC, 4为100-240AC“④”表示继电器输出的个数“⑩”表示控制动作 F带AT的PID逆动作D带AT的PID正动作A带AT的加热风冷PID动作W带AT的加热水冷PID动作“⑾”表示入信号 501:0-10V 701:0-20mA 801:4-20mAK40:K型热电偶 J32:J型热电偶 D35:PT100 二、尺寸说明面板尺寸为:96*96,开口尺寸为92.5*92.5,仪表厚为60。
三、操作说明参数名称设置内容参数含义备注SVr 远程设定值EVM1 外部的状态信号监视MV 控制输出APT 运行时间参数名称设置内容参数含义备注EV1 *-5.0 低偏差报警值若为偏差报警,则将EV1的数值加上设定值即为报警值, 当测量值比报警值低时产生报警EV2 *5.0 高偏差报警值若为偏差报警,则将EV2的数值加上设定值即为报警值,当测量值比报警值高时产生报警P *80.0% 比例带0.0-1000.0%I *0120秒积分时间(秒)1-3600秒D *oFF 微分时间(秒)1-3600秒rPT 0000 响应速度为慢响应1:为中速响应,2为快响应SVrU oFF 设定值增加变化率限制%/秒SVrL oFF 设定值减少变化率限制%/秒LnKA oFF 对象连接号(三)、在正常状态下按“MODE”键持续2秒进入运行模式菜单,进入后可按“MODE”或“SET”键翻动参数和确认参数名称设置内容参数含义备注ATU oFF 关闭PID自整定STU oFF 关闭自动演算oN1实行一回oN2每回实行CHr oN 自动升温学习oFFA-M AUTo 自动模式MAn手动模式r-L LoC 本地模式rEM远程模式r-S rUN 运行StoP停止(四)、在正常状态下按“SET”+“MODE”键持续1秒进入准备模式菜单,进入后可按“SET”键翻动参数和确认参参数名称设置内容参数含义备注Pb 0 PV偏置dF oFF PV数字滤波不用单位为秒rb 0 RS偏置dF2 oFF RS数字滤波rr 1.000 RS比率Add1 0000 通讯地址bPS1 19.2 通讯滤特率b1T1 8E1 数据位构成InT1 10ms 时间间隔LCK 0000 不进行参数锁定(五)、在正常状态下按“SET”+“MODE”键持续2秒进入工程技术模式菜单,进入后可按按加减键可以翻动子菜单按“SET”键进入子菜单翻动参数和确认参数值。
kaijo焊线机说明
LOGO
教读搬送数据
1.按顺序的教读 2.轨道宽度教读 3.料盒尺寸教读 4.升降机功能教读 5.轨道搬送教读
轨道宽度教读
高低速度切换
轨道宽度调整 轨道中心位置调整
首先点1.SEQUENTIAL TECH 按 “Start”---拿一条框架,按 调整轨道宽 度,按 调整中心点,调整到适合的框架宽度后,按“START”下一步。
焊线程序菜单
1:创建程序 2:重新命名程序 3:编辑程序 4:更改程序 5:删除程序 6:保存程序
LOGO
搬送程序菜单
1:创建搬送程序 2:重新命名程序 3:搬送程序参数 4:更改搬送程序 5:删除搬送程序 6:保存搬送程序
LOGO
焊线参数菜单
1.焊线参数 2.设备数据 3.文件数据工具 4.图像识别数据 5.导脚定位 6.焊线检查 7.焊线选项
一、二焊点常用参数 SEARCH PRESS:搜索压力 BOND PRESS:焊线压力一 BOND PRESS:焊线压力二 POWER:焊线功率 TIME:焊线时间
焊线弧度常用参数 MODE:弧形模式(3528 5050 常 用弧形FAST NORMAL) LOOP HEIGHT:弧高
LOGO
线尾常用参数 WIER FEED: (STOP /SLW/DW): 送线模式及送线量
CHUCK:更换料盒 EJECT:推料盒 LEFT:左边料盒卸载 RIGHT:右边俩盒卸载
UP :料盒上升 DOWN:料盒下降
LOGO
手动菜单
左右升降机原点复位 左右升降机(存储站)原点复位 轨道复位 全部搬送复位
AS IT IS:原点复位后不异动 COMEBACK:原点复位后在回到设定的宽度
LOGO
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第7章自动焊线与Error处理目录7-1 AUTO B’ g(自动焊线的开始7-2 AUTO B’ g(自动焊线的停止7-3 AUTO B’ g(自动焊线中的Error履历版変更内容変更日1 初版 2010/01/017-1 AUTO B’g(自动焊线的开始准备完了之后开始进行焊线。
确认Loader的Magazine Changer里有已放入产品的料盒,unloader 的Magazine Changer里有空料盒。
又,如在送出位置有料盒时需要取出料盒。
请将[LOADER STOP]开关,[BONDING CHECK]开关设为OFF。
● 请仔细确认料盒的摆向,料盒内的支架摆向,搬送程序与实际产品是否一致。
以上情况不正确时,会导致不能正常执行产品的搬送,损坏产品的情况发生。
● Stocker(储存站里安装料盒时小心支架脱落。
又,在支架飞出料盒的状态下欲安装料盒会使支架变形。
敬请注意。
7-1-1 Full AUTO B’g(全自动焊线转换对位MODE到[FULL],B’g (焊线MODE 到[BOND]。
按 START 开关。
引线框架搬送到B’g Stage(焊线区域,自动执行对位后进行B’g(焊线。
7-1-2 Semi-AUTO B’g(半自动焊线按 START 键。
相对于Full AUTO B’g(全自动焊线自动执行对位,在Semi-AUTO B’g(半自动焊线中必须有操作员手动进行对位操作。
[ SKIP ] : 不执行此芯片的对位与焊线转到下一个。
「工程管理」的SKIP DMODE (略过模式下,选择[BY CHIP]转到下一个芯片,选择 [BYUNIT]转到下一个unit(执行搬送。
请从Semi-AUTO(半自动对位继续进行操作。
(此时,1个单位1个芯片的情况与[EJECT]相同动作。
[ EJECT ] : 搬送焊线区域上的1coma,返回到开始前的操作画面。
成为Auto Mode的开始等待状态。
[ RETICLE ] : 执行RETICLE(十字线的teaching。
Semi-AUTO(半自动对位,对齐画面上的对位点与Monitor Center(显示中心的十字线,按START 键。
对于所有的对位点都逐次以这样的手顺进行对位操作。
完成必要的对位后进行B’g(焊线操作。
以后,需要对位时会显示督促Semi-AUTO(半自动对位的提示。
请根据提示进行对位。
● 因为进行焊线动作中XYstage及Z轴高速移动,请勿将手伸进去。
进行作业时务必将设备停止后在进行作业。
● B’g(焊线过程中加热板处于高温状态。
请不要用手触摸加热板。
● AUTO B’g(自动焊线中,升降器或传送带自动动作。
设备运转中将手伸进去可能会导致夹手受伤。
请注意安全。
在作业过程中需要把手伸进去时,必须先停止设备后在进行操作● 请迅速取出loader所送出的空料盒或unloader所送出的满料料盒。
料盒已满下一个料盒无法送出时,会出现Error并停止动作。
7-2 AUTO B’g(自动焊线的停止停止AUTO B’g(自动焊线有如下方法。
①按 PASUE 键进行对位动作后或1Wire(1条线焊线动作结束后停止。
・用START 开关继续动作。
・用 RESET 开关返回AUTO B’g(自动焊线的开始等待状态。
②设定[BONDING CHECK]开关为ON时,1个芯片或1组焊线完成后停止动作。
・设定[BONDING CHECK]开关为OFF时,继续执行下一个动作。
③设定[LOADER STOP]开关为ON时,提供给carrier的支架完了B’g(焊线并回收到unloader的同时立即停止动作。
・停止状态下,处于可切换模式状态。
7-3 AUTO B’g(自动焊线中的Error7-3-1 Wire ErrorB’g(焊线时无法在Wire前端正常结球的Error。
还有,包括Wire spool(金线滚动条送线异常的现象。
Wire Error 包括下记几个内容。
① Wire Cut Error :Capillary(焊针前端无法连续输出金线来结球的情况时出现的Error② Wire Touch Error :从Capillary(焊针前端输出的金线Spark Rod(打火杆无法Spark(打火的情况时出现的Error。
③ Wire Feed Error :Wire spool(滚动金线条无法正常输出金线的情况发生时出现的Error。
发生Wire Error时,1Wire B’g(焊线后下一个B’g(焊线点为了显示在Monitor Center(屏幕中心而移动。
按 RESET 开关解除Error的操作与B’g(焊线中按PASUE 开关停止的操作属于同样的操作画面。
【第 7 章自动焊线与 Error 处理】 [WIRE-CRL] [US TEST] [CTD] [SKIP] [BALL-SIZE] [AIR OFF] [EJECT] [PRESENT] :Wire curl(金线飘动量)测定 :超音波输出的 test(测试) :CTD 的修正 :略过 Wire :ball size(金球尺寸)的测定 :Error 的设定 : 搬送B’g(焊线)stage(区域)的单位。
(排出后解除 pause) :指定BSOB、security 等 Bump Option(选项)时,指定如何继续B’g(焊线)。
:执行Modify B’g(仅指定坐标的AUTO B’g(焊线) :调出B’g Option(焊线选项选单画面 :切换画面显示 :切换 camera 移动的位置 :部分修正 :进行再次B’g(焊线)。
:调出B’g Parameter(焊线参数选单 :调出工程管理画面 :调出 Ball-up Mode。
[MODIFY] [B'g OPT] [B'g MONI] [B'g POS] [CHANGEST] [AGAIN] [B'g PARA] [B'g STAT] [BALL UP] 为了将 Wire 穿过 capillary(焊针)或 Spark(打火),调出 Ball-up 画面。
按[BALL UP]键。
[BALL UP]模式是进行将 Wire 重新穿过 capillary(焊针),Spark(打火),废弃焊线等操作的模式。
按[ESC]键返回原来的 pause(暂时)停止画面。
按 START 开关,重新开始AUTO B’g(焊线)。
第1版 6/9【第 7 章自动焊线与 Error 处理】 7-3-2 对位 Error Full auto (全自动模式)中进行位置检知时,无法正常进行检知时发生对位 error。
对位 error 有如下几种。
①② Rejection(失败):无法发现检出 pattern(图纹)时输出。
(检出 pattern 的matching 率低于设定的判定 Q 值时) Span error :对比 teaching 时的 2 点的检知点的距离与实际检知的 2 点间的距离,距离差异大于设定的基准值时输出。
(只有在 2 点对位时输出。
) Angle over :teaching 时的 2 点的检知点所连的直线与实际检知 2 点所连接的直线形成的角度比设定的基准大时输出。
(只有在 2 点对位时输出。
)偏移量 over :检知的点比 teaching 的位置偏移1.5mm 以上时输出。
Center search error :3 次反复 Center search,检知点仍然不能回到 center 时输出。
(Center search 是指检知 area 的边缘已有检知点时,为了让此点回到检知area center 而移动并再次 search 的操作。
)③④⑤发生对位 error 时,按 2 次RESET 键解除 error 时,显示如下所述操作画面。
第1版 7/9【第 7 章自动焊线与 Error 处理】 [SEMI] [RETRY] [SKIP] 暂时切换到半自动对位。
再次尝试自动对位已执行 rejection skip 按[SEMI]键,可以暂时切换到半自动对位。
因此,识别装置无法检知的 pattern 由操作员代执行,从下一个自动回复到全自动模式,继续在全自动运行。
第1版 8/9【第 7 章自动焊线与 Error 处理】 7-3-3 Lead locate error 执行导脚定位,不能正常检知时输出 error。
导脚定位 error 有如下几个种类。
①②③ Lead locate rejection Locate 偏移量 over Locate 误 error :用 Lead locate 无法检知时输出。
:检知的位置与 teaching 的位置偏移量超过设定的范围时输出。
:前一个检知点的距离与 teaching 时的距离差大于设定的范围时输出。
与对位相同,因操作员的介入,可以进行复位,继续动作等操作。
Error 发生后,先解除 error,让十字线对准在失败的导脚焊线点上,按 START 开关。
需要注意的是,对准需要焊线的位置。
按 START 键直接进行 Lead locate。
第1版 9/9。