自动焊线机操作手册
自动焊线机作业指导书
2.10作业过程中检验人员每30分钟抽检一次,以防批量不良,并记录检验结果。
3、检验标准:
4.1漏焊:不能出现芯片未焊线。
4.2断线:金丝不能出现断线。
4.3第一焊点不粘:焊球不得从晶片表面脱落
5.4工作台的导轨宽度应调整到支架放入后略有餘量為宜,以免步进时损坏支架或管芯。
5.5 压双电极芯片时,应先压负极,再压正极。
5.6材料的產品在传递过程中必须使用金属传递盘,做好防静电措施。
5.7 操作以上作业时,显微镜应清晰、可见度好,如显微镜子不清晰或可见度差请勿操作,先自行调整,若自己解决不了的可通知组长来校正显微镜,必要时清洗镜头。
拟制(日期)
审核(日期)
批准(日期)
生产工艺作业指导书:
文件编号:
版次:
手动焊线作业指导书
生效日期:
第3页,共3页
4.7.3第二焊点不良:第二焊点不得触及支架小端边缘。
4.7.4拉力不足:待检材料中抽取一条,测试支架左中右各1pcs拉力,拉力各点之规格最小拉力為6g。不可有焊点脱落之情形。
4.7.5塌丝:不能出现塌丝。
5.8 对于双电极的芯片要更加注意静电防护措施,整个焊线过程须使用离子风机,减少静电损伤。
5.9 每班后,作业员需做好标识,经组长确认后,将半成品存放於储存柜内。
5.10 随时保持工装夹具清洁和工作场地整洁。
拟制(日期)
审核(日期)
批准(日期)
1.2主要装备:全自动金丝球焊机、镊子、劈刀、料盒
2、操作方法及步骤:
2.1根据流程卡调用合适的程序,并检查各项参数。
自动焊接机使用说明书
自动焊接机使用说明书
一、软件操作
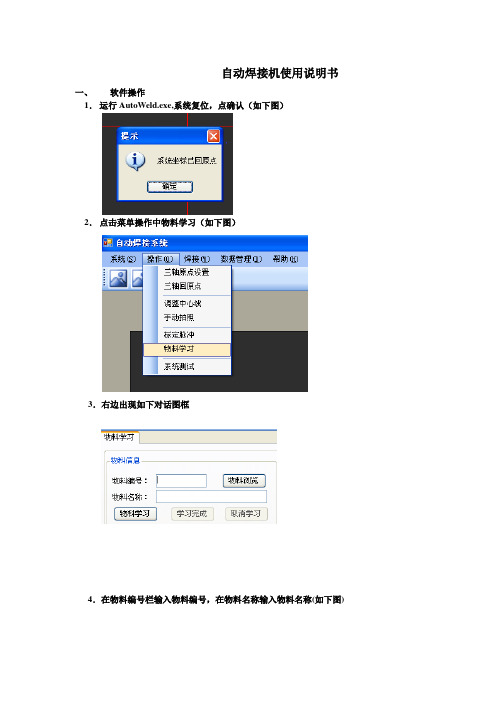
1.运行AutoWeld.exe,系统复位,点确认(如下图)
2.点击菜单操作中物料学习(如下图)
3.右边出现如下对话图框
4.在物料编号栏输入物料编号,在物料名称输入物料名称(如下图)
5.点上图中物料学习(如下图)
6.将鼠标放在下图位置
7.按键盘上下左右和Page Up和Page Down键,移动工件到MARK点位置(如下图十字线)
8.用鼠标左键点击上图十字线,显示其坐标,点击鼠标右键选择设置MARK坐标(如下图)
9.将鼠标放在下图位置(红色位置)
10.移动晶体到下图位置,点鼠标左键画晶体范围框,点增加晶体,再点鼠标右键分别选择设置XYW坐标脉冲和设置晶体区域(如下图)
11.建立晶体摸板,画焊盘框(如下图),点鼠标右键,选择增加晶体摸板
12.输入摸板编号和摸板说明,调节二值化阀值如下图,按保存,保存结果,按退出退出界面
13.按浏览选择上面摸板,选择自动焊接、双焊盘,最后点击晶体学习完成
14.重复10~13,将所有晶体按按上述方法学习一次(同样晶体摸板可选用一个)点学习完成,按确定
15.如果是多个电路板学习,则移动到下第N电路板MARKn,操作如7。
16.点击菜单焊接中自动焊接(如下图)再点自动焊接对话栏中自动焊接,开始焊接
17.焊接完成后,点是或否
18.人工焊接,点击菜单焊接中手动焊接(如下图),点物料信息中物料浏览,选择要手动焊接的物料,点击物料信息中手动焊接,开始人工焊接
19.按住Ctrl键,点击鼠标左键可快速移动焊盘位置到中心,按空格键发焊接信
号,发完焊接信号后,自动移动到下一个晶体位置,重复18,直到焊接完毕,按16操作。
焊线机(AB339)机器操作说明书

焊線機(AB339)機器操作說明書一.用途:焊線二.作業步驟:1.1把L/F放入Lnput Magazine1.2把Lnput/out Magazine 放至定位1.3把線和磁咀裝上,並空好線,放電燒好球。
1.4按Lnx送入L/F到定位,並調Index位置1.5進入2.TEACH/5.Delete Program(刪除先前的程式)Sure To Delete ProgramA=Yes stop=No 選擇A Reset Parameter Windows A=Yes Stop=No 選擇Stop1.5進入2.TZACH/3.Teach Program /1.Teach Alignment.1.5.1出現Pair of align point,回答2 表示要對2對PR1-1對Die 0-1(Lead第1點)之位置點,用滑球對准對點按ENTER1-2對Die 0-2(Lead第2點)的位置點1-3對Die 1-1(Die晶片第一點)之位置點,要對第一個Die1-4對Die 1-2(Die晶片第二點)之位置點,和Die第一點共點1.6進入Teach Lst PR(PR設定)0.Load PR Pattern確定PR點及燈光1.Adjust Lmage變更燈光及明暗度2.Search Pattern搜尋大小3.Template圖櫃大小(11,可以用調大小)4.Change Grade辨識等級(A.B.C.D.E)一般選擇C5.Change Len 改變鏡頭放大倍數大小(大或小)6.PR Load/Search Mode Binary GreyLVL PR儲存模式7.AUTO Setting Disable(Enable)PR 自動設定(關/開)一般選擇Disable 1.6.1進行Die o(Lead)-1調整可以先改變3.4.5.6(Lead只有Binary選擇)項再進入1.Adpust /mage 變更燈光及明暗度。
自动焊线机操作流程

自动焊线机操作流程
1. 开机准备:连接电源,启动设备,检查焊线机各项功能是否正常,确保焊锡丝、吸嘴、烙铁头等耗材充足且安装到位。
2. 编程设置:根据产品焊线需求,预先在设备控制系统中设置焊接路径、速度、温度、压力等参数,或导入已有的程序。
3. 放置物料:准确将待焊工件放入焊线机的指定位置,确保与焊头对准,必要时进行夹具定位。
4. 启动焊接:确认设置无误后,启动自动焊线程序,焊线机按照预设指令进行自动送锡、对位、焊接等动作。
5. 过程监控:在焊接过程中,密切关注设备运行状态,及时调整参数或处理异常,确保焊点质量符合标准。
6. 完工检查:焊线作业完成后,取出工件,检查焊点质量,确保无虚焊、漏焊、桥连等不良现象。
7. 设备维护:关闭焊线机电源,清理残留焊锡,定期保养维护
设备,以保持其良好工作状态。
焊线机操作指导书
1目的:规范生产作业,提高生产效率及产品品质.2范围:SMD焊线站操作人员.3职责3.1设备部:制定及修改此作业指导书.3.2生产部:按照此作业指导书作业.3.3品质部:监督生产作业是否按作业指导书之要求作业.4参考文件《ihawk自动焊线机操作指导书》《ihawk自动焊线机保养手册》5作业内容5.1开机与机台运行5.1.1打开机台后面气压开关,用手把焊头移动到压板的中心位置,按下机台前面绿色开关按钮ON键,机台启动,此时机台各部分进行复位动作.5.1.2机台各部分动作完成后显示器上面显示BQM的校正信息,按Stop看BQM第二点的校正信息,再按Stop键退出,等待热板升到设定的温度,开机完毕.5.1.3装支架:将固有晶片的支架按同一方向摆放在料盒中放在进料电梯上,再拿一个空料盒放在出料电梯上,检查焊接温度是否达到指定要求。
核对已烘烤过的材料,检查产品型号及前段作业情况,核对流程单时,发现有未签名或未记录的材料退回前段,不得出现记录不全而继续作业情况.5.1.4装金线,揭开Wire Spool面盖,然后把金线装在滚轮上,线头(绿色)应从顺时针方向送出,线尾(红色)应接到滚轮前面的接地端子上.5.1.5把金线绕过Tensional Bar(线盘)下面,把金线的前端拉直并按THREAD WIRE打开Air TensionerA(真空拉紧器)之吸气把金线穿过去.5.1.6按Wclamp键打开线夹并用夹子把金线穿过线夹且把金线拉到焊针前下方(先不用穿过焊针),然后先关闭线夹用镊子拉直金线并将其切断.5.1.7用镊子在焊针上方把金线夹紧,然后按Wclamp键打开线夹,把金线拉起穿过焊针孔直至从焊嘴露出来,松开Wclamp把线夹关上再松开镊子.5.1.8按一下Dmmybd键,然后把焊头移到PCB位置,再按4把金线切断,用镊子将PCB上的金线夹掉,装线完成.5.1.9测量焊针高度:按Inx键出现Sure to index LF?再按A键将材料送到焊线区,进入主菜单parameter再进入Reference Parameter测量PCB(Lead)和晶片(Die)和高度.5.1.10在Auto菜单中选择1 start single bond 按Enter搜索PR,等搜索完PR停下来时按1焊一根线看是否正常,按0开始自动焊线作业.5.2型号更换与编程5.2.1调程序5.2.1.1选择菜单1MAIN→9 Disk utilities→0Hurd Disk program→1 load Bondprogram 选择相应的程序,出现sure to load program?按A确定,出现sure toload WH date ?后按B确定,出现Change Top plate W-Clamp……stop to about后换上相对应的底板与压板后按Enter.5.2.1.2删除原有程序:进入菜单Teach→Delete Pragram把原来的程序删除掉.5.2.2编写程序5.2.2.1进入Teach→Teach Program教读一个新程序1)教读手动对点:在TeachAligmment菜单输入2(只有1 Die 时)并按Enter编写手动对点Lead(支架)和Die(晶片)两个点;先对支架:把光标移到右起第一行最上面一个点确定,再移至该行最下面一个点确定。
自动焊线机eagle60培训教材

自动焊线机(EAGLE-60)培训教材培训目的:让设备操作人员掌握正确的设备操作方法,以提升产品质量及生产效率。
培训对象:自动焊线机操作人员。
培训设备型号:EAGLE-60培训内容:一、开机:1、先开气、再开电源(气压4-6Kg/cm2,电压220V);2、打开显示器电源开关3、电源打开后,机台系统进行自检,送料马达搜索原位,大约5分钟后自检完毕,按ENTER键进入待机状态。
二、程序设定:2.1 启动机器,进入主菜单"Teach"项,选择第5项"Delete program",按"Enter"键,提示"Sure to delete program?",按A键,刪除程序,显示"Reset parameter windows?",按"stop"键退出(如按A键,则所有参数将变更)。
2.2 进入主菜单第3项"Teach program",选择第1项"Teach Alignment",按Enter键显示"pairs of align point2",按"Enter"键确认,左屏幕显示"Dieo 1 lead"滚动操作球,将焊头移至左侧第6个支架单元左上角位置,按enter键输入第1个支架对点,将焊头移至右侧第1个支架单元右上角位置,按Enter键确认.2.3 显示"Die 1 Die"移动焊头至第1个Die位置处,使屏幕十字线与晶片电极中心对准,按Enter键2次,输入2个对点;焊头自动跳至第6个支架单元处,要求做支架2nd焊点PR识別,右屏幕显示裝载PR菜单,其中第6项"PR Lead/search mode选择PR识別模式,Binary/Greylvl為黑白与灰度识别常用模式,根据需要进行选择使用.键盘数字键:2=coax , 3=side , 4=Bcoax,分別调节同轴光,侧光及同轴蓝光,1=Threshold调节图象黑白对比度,按一次方向键,增加光亮速度调整;图象调节以清晰为准,按Enter键装载,同理装载晶片PR.2.4 显示"NO.of wire 300"输入"1"条线,按Enter键,选择第4项PRsupport mode将"Both"改为"none",选择0项"Get Bond point",移动操作球,使十字线与晶片电极中心对准,按Enter键一次,输入第1st焊点位置;移动焊动至第2nd焊点焊的位置,按Enter确认之后连续4次退出至主画面,选择第2项step/Repeat,将None改为Ahead 模式,显示 No of repeat rows 1,输入1,显示 No of repeat cols 1,输入7,按Enter键,左屏幕显示"Teach on upper right unit,Enter a lead align pt"将焊头移至最右边第1个支架单元左上角处,按Enter,之后至支架第7单元处,修正支架,使支架与十字线左上角对齐,按Enter键确认结束程序编辑。
Cheetah 自动焊线机作业指导书

一、 设备及工具1、智达自动超声波焊线机2、焊线夹具3、焊线夹具底座4、钢嘴(2130-2025-ELBR )5、显微镜6、显微镜底座7、台灯8、铝盘9、镊子10、手术刀(或挑针)二、材料及辅料1、已粘片并烘烤过的PCB2、铝线(φ1.25mil )3、酒精4、棉花三、作业流程转测试站四、作业程序在焊线夹具上装上待焊线的PCB ,注意拿PCB 时要拿两边,不能使手碰到金道,以防止手上的油污污染了金道而造成虚焊。
将PCB 压平整,压紧,防止在焊线过程中PCB 跳动,造成钢嘴损坏及焊线出现质量问题。
穿铝线前,先用酒精清洁所有铝线将通过的路径,包括各导线器及张紧轮、放线马达传感器旗杆、换能器(尤其是其长孔)、线夹及焊嘴。
穿线时,应用镊子夹住线头进行穿线,不能用手抓住铝线,手汗污染铝线后,焊线时会焊不上或造成虚焊,所以必须保持铝线清洁。
每次加电开机后,等系统全部启动完毕,开机后,会出现 “选择夹具位置,是否焊头向下找寻夹具位置?” 请按Esc 键取消操作,防止焊头下降钢嘴打在空洞处,损伤线夹。
系统会自动停留在“系统设定”界面。
出现的界面最上方有“系统设定”,“编写”,“ 焊接”,“测试维修”等四个大的功能菜单, 可用鼠标左键选择。
1、系统设定每次冷开机后必须进行系统设定:我们通常需要做的是:①0设定焦距补偿:测定焊接表面接触高度。
②1校正一点BTO:确定实际的焊点位置与屏幕十字线的偏距。
③2设定COR:校正旋转轴心。
在系统设定界面中我们进行如下操作:A、第一步做设定焦距补偿(对应的菜单为1.0)。
操作步骤:先选择1.4“选择对应面”,将对应面改为PCB,在图像框内按住鼠标右键移动在装上的PCB上找一个安全位置,移动鼠标选中“设定焦距补偿”菜单,按左键,此时屏幕左下会显示“请选择用屏幕输入位置确定聚焦”,按聚焦后会自动搜索焦距,完毕后屏幕上会出现“确定聚焦高度确定手动”,如不清楚,可再按手动调节,如清楚,按确定,再按确定后,焊头会下探至选定的安全位置接触后复位,系统会通过所得焦距补偿数值和对应面焦距高度数值计算出接触高度。
焊线机操作指导书
放线 穿线按钮 线夹开关左键 鼠标中键 、键盘功能介绍功能菜单的树型子菜单左键滚轮右键键YX)、在移动table时,速度不要过快,防止table撞到极限位置,造成损坏。
错 误 信 息 处 理1、真空错误:下图错误报警信息为真空错误,处理方法:a) :观察pcb 有无变形的现象,如有变形现象通知当班技术员处理;b) :观察pcb 背面及轨道上有没有杂物,导致pcb 板材与加热快贴合不紧;如有将其清除即可; c) :机器本身气压不足导致,通知当班技术员处理。
2、 PR 错误处理方法。
2.1、 晶片PR 错误(第一点)。
下图为:晶片悬空导致晶片PR 搜索失败处理方法:a 、参考制程不良允许范围,判定此产品是否合格;如判定为不良品按0键跳过;b 、如判定为良品,则根据屏幕提示依次对准晶片参考点即可作业。
:机器真空不足。
请检查气压。
:如图所示:晶片PR错误提示。
2.2、pcb PR错误(第二点)。
下图为:第二焊点PR搜索失败.处理方法:根据屏幕提示依次对准PCB的第一个点和第二个点即可。
注意:a)、参考点一定要根据屏幕右上角的屏幕提示对准,杜绝第二点焊偏的现象。
b)、先看清楚报警信息(是第一点PR错误还是第二点PR错误)再进行操作,避免导致漏焊。
PCB根据屏幕对准参考点第一个参考点对准后点击确第二个参考点根据屏幕提示对准参考对准后点击确认3、断线下图为:断线报警信息断线提示信息3.1、穿线步骤穿线方法:a)、准备镊子,戴好指母套;b)、将金线扯直(不能有损伤及弯曲)放在整线器口处,按下整线器真空开关将金线吸至整线器下端;将金线扯直放在整线器口处,按下整线器真空开关金线被吸至整线器下端。
按下线夹开关,将线穿过瓷嘴瓷嘴,再烧球。
将残、废金线放入金线回收盒内4、瓷嘴寿命报警当瓷嘴的使用次数达到设置寿命,此数值显示红色,需通知当班技术员更换瓷嘴。
a)、瓷嘴达到设定使用次数后Capiliay计数报警,字体显示红色;需技术员更换新的瓷嘴,并在瓷嘴使用记录表上登记使用的开始时间至更换时间;b)、瓷嘴达到寿命后不可继续作业,必须先知会技术员,只有当技术员确定ok才可以作业;c)、瓷嘴寿命计算公式:如寿命是500k线条数,那么机器Capiliay limit设定为1500k。
焊线机操作说明

焊线机操作说明焊线机操作说明1、介绍本文档提供了焊线机操作的详细指导,包括设备准备、操作流程和常见问题解答。
请仔细阅读并按照指导进行操作。
2、设备准备2.1 选址选择平整、无障碍物的场地,确保安全操作。
2.2 设备检查2.2.1 确保设备接地良好,检查接地线是否牢固连接。
2.2.2 检查电源线是否完好,无损坏和泄露现象。
2.2.3 检查焊线机是否有损坏,如有损坏应及时维修或更换。
2.2.4 检查焊线机的电极是否处于良好状态,如有问题应及时更换。
2.3 材料准备2.3.1 准备焊线,确保焊线质量符合要求。
2.3.2 准备焊接材料,如焊接剂、保护罩等。
3、操作流程3.1 打开电源按照设备说明书的要求,连接电源并打开开关。
3.2 设置焊接参数根据焊接要求,调整焊线机的相关参数,如电流、电压、焊接时间等。
3.3 准备焊接材料将焊线正确安装在焊线机的电极上。
如有需要,涂抹焊接剂等辅助材料。
3.4 安全操作3.4.1 穿戴防护用具,如手套、护目镜等。
3.4.2 确保焊接区域周围没有易燃物品和易燃气体。
3.5 开始焊接将待焊接的工件放置在适当的位置上,将焊线机的电极接触到焊接点,按下焊接按钮进行焊接。
3.6 检查焊接质量按照质量要求,检查焊接点的牢固程度和焊接表面的质量。
4、常见问题解答4.1 焊接接触不良怎么办?- 检查焊线和电极是否无损坏,如有损坏替换之。
- 检查焊线机的参数设置是否正确,适当调整。
4.2 焊接效果不好怎么办?- 检查焊线的质量是否符合要求,更换质量优良的焊线。
- 检查焊线机的参数设置是否正确,适当调整。
附件:1、焊线机设备说明书2、焊线机维修记录表法律名词及注释:- 焊接剂:用于促进焊接的材料,可以提高焊接质量和牢固度。
- 保护罩:用于保护焊接区域周围的物品和人员,防止受到热辐射和火焰的伤害。
ASM AB339焊线机操作手册

AB339EAGLE-00自動焊線機操作手冊目錄一.編寫載料程序(WH WENU•••) (1)二.編寫焊線程序(teach•••) (3)三.參數設置(parameters•••) (10)四.線參數設置( wire parameters•••) (16)五.工作夾具菜單(WH WENU•••) (16)六.工作夾具程序(WH utilities•••) (22)七.輔助程序(utilites•••) (22)八.磁盤程序(disk utilites•••) (23)九.焊線狀態統計資料 (show statistics•••) (24)十.其它(other) (25)十一.程序服務(process sercice) (25)十二.設置菜單(setup•••) (29)十三.自動菜單(auto•••) (30)十四.鍵盤功能 (32)十五.Bond TIP offset的調法 (34)十六.鋼咀的更換 (35)十七.壓板和熱板的更換 (35)一.編寫載料程序(WH WENU•••)以KP-3216SG為例0 device name 輸入程序名: KP-3216G1.Device scale Mum 選擇單位類型,這裡選Mum作為長度單位2.Number of units 輸入拉料單元個數:43.Device width 輸入支架寬度:50004.Device pitch 輸入兩個單元之間的距離:40875.Rad of index hole 輸入孔的半徑:486.Hole to LF head 輸入第一個孔至支架頭端的距離:207.Device length 輸入支架長度:163008.More••• 下一頁0 cnter index hole 設置是否中心對准標志孔,這裡選NO1. orient dist 設置定向位置,容許晶片位置範圍,我們可不用,這裡更 多的是適用于IC2.Rail edge to index hole 200 設置軌道邊緣到對應邊支架孔的距離,這裡我只需要適當 增大一些支架邊緣到相對應一邊的距離.3.off ctr Bondpt -100 晶片中心進入點到孔距中心的距離4.Variable pitch••• 設置每兩個單元之間的距離,因為每兩個單元之間的距 離有可能不同.1 setup Magazine•••0 scale 設置長度單位類型,這裡我們選擇Mum作為長度單位.1 length 設置料盒長度:166002.width 設置料盒寬度:57003.level 設置料盒格數:251/364. learn base-pitch-top 教學電梯高度5.Base 教學(設置)料盒底端至最近一格的距離:13006.pitch 每兩個槽之間的距離:4007.Top 教學料盒頂部至最近一格的距離:6502 learn LF parameter 這個過程是初始化教學拉料動作3 Fine Adjust••• 這個過程是對原拉料過程作適當數據修改2/36三.參數設置4 PARAMETER0 Bond parameter••• 焊線參數1 Base parameter••• 基本參數2 Reference parameter••• 測量鋼咀高度參數3 Light parameter 燈光參數7 (Q)Auto Loop 自動弧度(即三角形弧度)設置8 square Loop 矩形弧度設置B More•••40 Bond prameter0 Alignment tolerance L/D 設置允許認識支架大小誤差及晶片大小誤差範圍1 search delay(ms) L/D 設置搜索支架及晶片延時時間2 search Range(id) L/D 設置搜索支架及晶片的認識範圍3 Tail length 70 設置線尾長度4 Fire level 391 設置放電高度5 Fire level factor 35 設置線尾與放電棒之間的距離(放電高度補償值)6 lead offset 0 只適用IC7 EFO control••• 設置放電控制參數8 Heater control••• 熱板控制參數設置407 EFO control•••0 EFO parameter••• 放電參數1 EFO setting••• 放電設置2 capillary info••• 鋼咀信息108001 EFO parameter•••0 unit type 0.1mil 單位mil與um的轉換1 wire size 10 線徑2 Gap wide warning volt 4500 放電能量4 EFO current(*0.01) 3250 MA 放電電流8 FAB size 30 燒球大小108002 EFO setting•••0 EFO BO X T Y PE 燒球類型1 wire type 線的種類2 Auto calc EFO time Y es 設置自動或手動放電3 EFO control mode FAB 燒的球的大小設置 設置燒球模式(Capi) 鋼咀壓下時球的大小設置10/364 Enable dual FAB NO 設置燒球是否有大小之區分108003 capillary info•••7 New capillary data••• 新的鋼咀數據8 delete capillary data••• 刪除鋼咀數據9 copy capillary data fip→HD 將軟盤的鋼咀數據拷貝到硬盤A copy capil data HD→fip 將硬盤的鋼咀數據拷貝到軟盤1080037 New capillary data0 unit type 0.1mil mil與um的單位轉換1 capillary partno 鋼咀批號2 vendor type spt 鋼咀類型3 Double chamfer NO 設置是否是雙倍斜面4 Hole dia:H 18 鋼咀孔徑5 chamfer dia:CD 29 鋼咀斜口孔直徑6 chamfer angle:CA 120 鋼咀內斜角8 save capil file 保存文件408 Heater control0 Heater setting 加熱塊設置1 Heater Dly at bnd site 在焊線區域設置加熱延長時間2 Heating Dly at preht b1k 超前加熱3 heating dly at pstut b1k 延後加熱4083 heaging dly at pstut b1k0 delay time (*100ms) 0 延長時間409 more•••0 pre heat (*100ms) 0 預熱時間9 pre-heat all units NO 設置所有單元是否預熱41 Base parameter••• 基本參數設置0 standby power(dac) 10 0 設置第一.二點預置超聲波能量1 contact time (ms) 12 設置第一.二點接觸時間2 contact power (dac) 0 0 設置第一.二點接觸超聲波能量3 contact force (g) 30 80 設置第一.二點接觸壓力4 power delay (ms) 0 0 設置第一.二點超聲波能量延遲時間5 Bond time (ms) 10 10 設置第一.二點焊接時間6 Bond power (dac) 120 130 設置第一.二點超聲波能量7 Bond force (g) 70 130 設置第一.二點焊接壓力8 power factor (dac) 0 用于IC(平均分力)11/36 9 Force factor (g) 0 用于IC(機台預設的力)A WCl force open/close (g) 80 80 設置線夾張開,關閉的力)B More•••41 B More•••0 scrub process control••• 摩擦力控制1 BsoB Ball control••• BSOB球控制(先做球後打線)2 BSOB wire control•••3 BBOS Ball control••• BBOS球控制(先打線再在第二點做球) 5 TWin ball BSOB control••• 不同球的控制(先用小能量燒球,打下時再燒一次.)41BO surub process control0 lst BND scrub control 第一點摩擦力設置(是否需要)1 lst BND surub directior x only 設置第一點摩擦力方向2 lst BND surub force 9 gm 設置摩擦力大小3 lst BND surub power 30 設置摩擦力能量4 2nd bnd sarab control••• 第二點摩擦設置41B04 2nd bnd scrub cortol•••0 scrub control mode 1 A 摩擦模式1 scrub direction Wiredir 摩擦方向2 scrub contact force 50 gm 設置接觸摩擦力3 scrub contact power 40 dac 設置接觸摩擦能量41B1 BSOB Ball control0 ball formation direction Wire dir 做球時鋼咀切斷線尾的方向1 loop base/ball offset 6 -10 設置在支架上做了球以後鋼咀上升的 高度及線尾向左或右偏移值2 Ball thickness3 設置球的厚度3 scrub distance -10 設置摩擦移動的距離4 tail length 50 做球的線尾長度5 time base 1/2 10 8 在支架上做球時的兩次設置時間6 power base 1/2 50 20 設置在支架上做球時,前後兩次的能量7 force base 1/2 25 10 設置在支架上做球時,前後兩次的壓力8 slandby power 1/2 0 0 設置在支架上做球時,前後兩次預置超聲波能量12/36 9 power delay 1/2 0 0 設置在支架上做球時,前後兩次超聲波能量延遲時間A Bond all bsob ball first NO 設置是否先打一個球再打線(或者先全 部做了球再打線)B More•••41B1B More•••0 contact time 1/2 0 0 設置在支架上做球時前後兩次接觸的時間1 contact power 1/2 0 0 設置在支架上做球時前後兩次接觸時超聲波的能量2 contact force 1/2 0 0 設置在支架上做球時前後兩次接觸時的壓力3 tail break time 50 smpl 設置在支架上做球後多長時間截斷線尾4 tail break zistance 25 ENC 設置在支架做球截斷線尾鋼咀上升的距離5 Ball offset speed 100% 設置在支架做的球偏移速度比例6 ball scrub speed 100% 設置在支架上做的球摩擦速度比例7 move TO FB POS speed8 ball formation shape41B1BB MORE•••1 BSOB stick detect NO 設置是否檢測在支架上做的球41B2 BSOB wire control0 2nd bond pt offset 20 BSOB模式第二焊點偏移位置1 search speed2 128 BSOB模式第二焊點搜索速度2 contact srch threshold 2 64 接觸搜索最低線度3 Base time 1/2 5 3 BSOB 模式時,第一.二焊點的時間4 Base power 1/2 75 40 在BOSB模式下,第一.二焊點的超聲波能量5 Base force 1/2 30 15 在 BOSB模式下,第一.二焊點的壓力43 light parameter ••• 燈光參數設置0 PR light c/s 50 50 同柱光及側光燈的亮度設置(不是PR認識的燈光)1 panel light c/s 50 50 面板燈的同柱光及側光光源的設置2 PR LOW mag c/s 50 50 鏡頭倍數轉換小倍數時,同柱燈光及側光燈亮度的設置3 coax blue lgt HI/LO 50 50 設置同柱燈光藍光高倍數及低倍數的高度4 panel light test 面板照明燈光測試13/36 4B3 Advance square loop ••• 梯形弧度設置1 wire profile STD-SQ 設置弧度曲線輪廓2 LOOP height (auto) 130um 弧度(自動模式)高度設置3 neck/reverse angle 30 0 設置弧度頸部長度及反向角度4 LHT correction/scale os 0 20 設置弧度修正高度及轉向位移5 span length 25 % 設置弧度在轉向過程中的位移量的百分比6 2nd kink HT factor(%) 50 設置弧度第二次反沖高度的補償值7 trajectory profile tune auto 弧度軌跡輪廓運行方式設置8 pull ratio 0 牽引弧度比例,若放大弧線會在D點成彎由趨勢9 search speed 2 640 設置第二點搜索速度A Engineering loop control 設計弧度控制4B1 Engineering loop control 設計弧度控制2 loop height (manu) 145 um 設置弧度高度3 reverse height 13 manu 設置弧度轉向高度4 reverse distance (%) 35 設置弧度轉向位移百分比量5 reverse distance angle 0 設置弧度轉向(角度) (+後仰 - 前傾)6 LHT correction/scale os 2 0 設置弧度轉向高度修正值/第二次反向位移7 span length 25 % 梯形弧度第二次轉向過程位移百分比8 span angle correction 0 flat 梯形弧度第二次轉向角度設置9 Wire length factor % 500 線長補償值設置A Trajectory profile tune manual 弧度軌道運行模式B Loop adjust parameters•••4B1B1 Trajectory parameters ••• 設置弧度軌跡參數0 loop auto tuning profile ARC••• 設置弧度自動運行曲線輪廓模式arocess1 search delay 6 smpl 搜索延遲6 smpl2 sync offset 10 smpl 自動校正時間3 DEL samples os 55 smp 設置拉弧減速4 profile peruine display 1 超前顯示自動弧度類型參數設置4 parameter7 (Q)auto loop•••4B2 Advance(Q)AUTO LOOP•••0 loop group type 1 h 弧度類型(無法改變)14/36 1 wire profile STD-QA 弧線輪廓模式2 loop height(auto) 155 um 弧高設置3 neck/reverse angle 25 35 弧度頸部高度及反轉角度設置4 LHT correction/scale os 20 20 弧高及第二個彎修正4B1 Engineering loop control1 loop group type 1 h 自動弧度類型( 無法改變)2 loop height (auto) 155 um 弧度高度設置3 reverse height 18 auto 反向高度設置4 neck angle factor % 25 頸部角度位移百分比5 reverse distance angle 35 反向位移角度6 LHT correction/scale os 20 20 修正高度及第二次反向位移9 wire lengtb factor % 500 設置線的總長A Trajectory profile tune manual 弧度軌跡運行模式B loop adjust parameters4B1B Loop adjust parameters0 Shape par ameters 形狀參數1 Trajectory parameters... 軌跡參數2 Motion parameters... 運動參數3 Portability parameters... 移值性參數4B1B1 Trajectory parameters0 Loop auto tuning profile Arc61 Search delay 10 smpl2 Sync offset 10 smpl3 Dec samples os 65 smpl4 Profile perwire display 1 顯示弧度輪廓模型AUTO LOOP及SQUARE LOOP 模式的軌跡如下:REV HT:弧度反轉高度,當其參數加大時,弧度會趨向偏離第二點即後仰REV DIST:弧度反轉位移,當其參數加大時,其弧度顯得前傾一些,但其實際高度略大一些.reverse distance angle:弧度反轉角度,當其參數增大時,弧度為後仰,反之.loop height correction:弧度高度修正,當其參數增大時,會後仰,反之.search delay:弧度搜索延遲,當其參數增大時,弧度頂部會顯得平坦一些.pull ratio: 拉弧比,當其參數加大時,弧度拉得松一點,反之拉得緊一些.*:square loop 是普通應用的不規則弧度.seale os:弧度第二次反向位移15/36 span lengtb:跨度長度,第一個彎與第二彎的跨度;四 線參數設置(wire paramelers•••)4 wire parameters••• 單線參數0 One-wire parameters••• 修改某根線參數1 Wire lengtb overview 顯示焊線長度2 Edit bond parameters••• 編輯焊線參數3 Edit loop group type 設置組的弧度類型4 Edit loop parameters••• 修改弧度參數5 Edit standoff ball••• 設置弧度線較長的球6 Edit stitch bond•••7 Edit scrub control 修改焊某些線第二點的摩擦8 Edit FAB control••• 修改FAB燒球方式的控制9 Edit ground wire control 設置基線控制A Edit Non-stick Detection 編輯偵測第一.二焊點是否打上B More•••14B More•••0 Edit bond point offset••• 編輯焊點偏移位置1 Edit tail break control 編輯截斷線尾控制2 Edit PBI control3 Auto pad control Map 焊點控制映像16/36五 工作夾具菜單16 WH Menu•••0 Setup lead frame••• 設置導向支架(框架)1 Setup magazine••• 設置料盒2 Learn LF para••• 初始化拉料教學3 Fine adjust 微調拉料4 Diagnostil••• 診斷5 Service••• 服務設置導向框架:0 Device name 程序名稱1 Device scale 單位設置2 Number of units 拉料次數設置3 Device width 材料PCB寬度設置4 Device pitch 每單元針腳間的距離(兩個單元之間的距離)5 Rad of index hole 設置支架索引孔的半徑6 Hole to LF head 設置支架邊緣到第一個孔之間的距離7 Device length 設置支架長度下一頁0 Center index hole No 如果標志孔是在兩個單元的中間點則用Y es否則用No1 Orient dist 設置定向距離(偵察孔到支架邊緣)2 Rail edge to index H 設置軌道邊緣到索引孔的距離2003 Off ctr bndpt 晶片中心進入點到孔距中心的距離-1004 Variable pitch••• 變量孔距設置(每兩個單元之間的距離)設置料盒0 scale 設置單位類型(mcm/mil)1 Length 設置料盒長度166002 Width 設置料盒料寬度57003 Level 設置料盒料槽數254 Learn base-pitch-TOP 電梯高度教學17/36 5 Base 設置料盒底端至臨近第一格中間的距離13006 Pitch 設置料槽的寬度0.4cm7 TOP 設置料盒頂部至臨近第一格料盒中間的距離650162 Learn LF para ••• (用于IC)初始化拉料教學0 Indexer step size 10 設置馬達多少個脈沖距離1 Learn LF pitch ETc 教每個單元之間的距離2 Setup srch snr163 Fine adjust 微調0 Delta step size 10 設置馬達一個脈沖走的距離1 Adjust indexer offset 微調拉料2 Ist unit indexer offset 210 第一單元修正3 Left indexer offset -70 左夾片修正4 Right indexer offset -160 右夾片修正164 DiagnostiC••• 診斷0 Home motor••• 馬達愎位1 Track solenoid••• 軌道有關部位電磁閥開關診斷2 Sensor graphical display 感應器圖象顯示3 Indexer init••• 不准用(左右夾片沿著軌道移動,中間會撞到壓板,從而損環拉料馬達)1640 Home motor•••0 Indexer 拉料馬達愎位1 Track 軌道馬達愎位2 Window clamp 壓板馬達愎位3 Left X elevator 左邊電梯x軸馬達愎位4 Left Y elevator 左邊電梯y軸馬達愎位5 Left Z elevator 左邊電梯z軸馬達愎位6 Right X elevator 右邊電梯x軸馬達愎位7 Right Y elevator 右邊電梯y軸馬達愎位8 Right Z elevator 右邊電梯z軸馬達愎位9 Home ejector 推料杆馬達愎位1641 Track solenoid••• 軌道有關部份電磁閥的診斷0 Toggle fixed sol 前軌道最左邊固定的電磁閥開關診斷1 Toggle left claw 前軌道左邊的進料夾片電磁閥開關診斷18/362 Toggle right claw 前軌道右邊的下料夾片電磁閥開關診斷3 Toggle right kicker 前軌道右邊彈出材料裝置的電磁閥開關診斷4 Input kicker in/out 左邊電梯彈出料盒裝置的電磁閥開關診斷5 Ouput kicker in/out 右邊電梯彈出料盒裝置的電磁閥開關診斷6 Open/close window clamp open/close 壓板上升.下降電磁閥開關診斷7 DC djector 推料杆的電磁閥開關診斷8 Vacuum off/on 真空電磁閥開關診斷9 LF IN request off 支架送入請求電磁閥開關診斷A LF Out request off 支架送出請求電磁閥開關診斷B Clean Air off 淨化空氣電磁閥開關診斷1642 sensor graphical display 感應器圖釋顯示165 service•••0 Control parameter••• 控制參數1 Working mode••• 工作模式2 Device offset 設備偏移調整1650 control parameter•••0 Indexer••• 拉料參數(抓料部位)1 Window clamp••• 壓板參數2 Elevator••• 電梯參數3 Solenoid delay••• 電磁開關延遲參數4 Preheat setup••• 預熱設置5 Miscellaneous••• 其它方面各種各樣的參數16500 Indexer•••0 Index time (ms) 1500 索引(拉料)時間設置1 Lead frame gap 20 mm2 Chk subsequent Idx hole disable/enable 檢查跟隨的索引孔設置3 LF jam protection••• 設置材料運送過程中保護安全參數4 Indexer speed control••• 設置材料運送過程中速度控制165003 LF J am protection0 Protection mode enable 保護方式設置1 into mag current limit 200 進料夾片極限設置2 Kickout current limit 220 彈出材料(相關索引部位)極限設置 165004 Indexer speed control•••0 Index first unit speed 7 索引材料至焊線壓區域之前單元傳遞速度1 Index one unit speed 7 索引第一單元傳遞速度19/362 Indexer move back speed 7 索引後面單元移動速度3 Index into mag speed4 設置送料至右邊料盒裡的速度4 Leadframe kickout speed 4 設置支架被彈出時的速度5 Clear track speed 4 設置清除軌道內材料的速度6 Search ist unit speed normal 設置搜索第一單元的速度16501 Window clamp••• 壓板設置0 WC speed prof mapping••• 設置壓板升降在高速和低速度時的升降方式:0 high speed fast1 low speed normal1 open w/c ••• 設置升起壓板的參數項2 Close w/c••• 設置下降壓板的參數項3 Detect vacuum No 設置真空檢測4 Detect pressure Y es 設置壓強檢測5 T/P & W/C Type eagle 設置溫度及壓板類型6 W/C With fork No 設置壓板附架部份(支叉點)165011 open W/C•••0 Open speed low 設置壓板升起的速度方式1 open position 430 設置壓板升起時的位置高度2 Delay after open w/c o ms 設置壓板升起後延遲的時間3 pre-open speed low 設置預先打開壓板的速度方式4 pre-open oposition 0 設置預先打開壓板的位置5 Delay after pre-open w/c 0 設置預先打壓板以後延遲時間165012 close W/C•••0 Close speed low 設置降下壓板的速度方式1 Close position 200 設置壓板下降的位置2 Delay after close w/c 100 設置壓板下降以後延遲多長時間3 Pre-close speed low 設置預先降下壓板的速度方式4 Pre-close position 0 設置預先降下壓板的位置5 Pre-close enable select 預先降下壓板的選擇項6 Delay after preclose w/c 預先降下壓板延遲時間1650125 Pre-close enable select0 All units No 設置所有單元是否預先降下壓板1 Ist units of lst LF No 設置第一根支架的第一單元是否預先降下壓板2 Ist unit of subseq LF No 設置需求的支架的第一單元是否預先降下壓板20/36 1650126 Delay after preclose w/c 降下壓板的延遲時間0 All units 0 ms 設置所有單元1 Lst unit of lst LF 0 ms 設置第一單元2 Ist unit of subseq LF 0 ms 設置第一單元及後面的單元16502 Elevator•••0 Y clamp/unclamp steps 250 250 設置電梯y軸方向關閉打開的馬達步數1 In mag index alternative 0 slot 設置左邊電梯取舍多少個料槽2 Out mag index alternative 1 slot 設置右邊電梯取舍多少個料槽3 Z-Level below home -80 設置電梯高度在零點下面多少即z軸高度4 Chg in-mag if no in LF Enable 設置如果進料盒內沒有材料是否更換料盒5 Chg out-mag if no in LF Enable 設置右邊料盒內不再進入材料時是否需要 更換料盒6 Input elevator premove disable 設置左邊電梯是否預先移動7 Mag guide x-slot pos middle 設置料盒框架x軸位置8 Input mag orient check No 設置左邊輸入料盒定位檢測9 Output mag orient check No 設置右邊料盒定位檢測16503 solenoid delay••• 電磁閥延遲時間0 Fixed claw op/cl (ms) 50 70 設置進料處固定夾片打開/關閉延遲時間1 Left claw op/cl (ms) 50 70 設置遲左邊夾片打開/關閉延遲時間2 Right claw op/cl (ms) 50 70 設置右邊夾片打開/關閉延遲時間3 Right kicker op/cl(ms) 50 70 設置右邊彈出材料裝置打開/關閉延遲時間4 Vacuum on/off (ms) 50 50 真空開關延遲時間16504 preheat setup•••0 Heater type normal 設置加熱塊類型1 LF heating position fix pos 設置支架加熱位置2 Get next LF AT LAST UNIT No 在最後一個單元時是否預熱進來一下個支架 16505 Miscellaneous••• 零碎方面設置0 Device type noraml 設置裝置類型1 LF Eject retry number 3 設置重試推料多少次2 ejector bar type ext(std)3 LST/L & R offset update No 左右第一位置偏移是否更換4 R-TO-R buffer circuit absent 轉換線路設置(送料模式設置)(present)1651 working mode•••21/360 WH Dryrun No 工作夾具運行真與假設置1 PR Indexing every 設置索引認識方式2 Out elevator move dir down 下料電梯運行方向3 Machine type STD 機器身份設置4 WH configuration type STD 工作夾具配置類型1652 Device offset•••裝置偏移位置設置0 Change 改變1 Adjust••• 調准16520 change0 L X-Elev 0 改變左邊料盒框架的X軸方向距離1 L Y-Elev 0 改變左邊料盒框架的Y軸方向距離2 L Z-Elev 0 改變左邊料盒框架的Z軸方向距離3 R X-Elev 0 改變右邊料盒框架的X軸方向距離4 R Y-Elev 0 改變右邊料盒框架的Y軸方向距離5 R Z-Elev 0 改變右邊料盒框架的Z軸方向距離6 Trak 0 改變軌道的寬度16521 Adjust•••0 Delta step size 10 馬達數據步進次數1 L X-elev 調准左邊料盒框架的X軸方向距離2 L Y-elev 調准左邊料盒框架的Y軸方向距離3 L Z-elev 調准左邊料盒框架的Z軸方向距離4 R X-elev 調准右邊料盒框架的X軸方向距離5 R Y-elev 調准右邊料盒框架的Y軸方向距離6 R Z-elev 調准右邊料盒框架的Z軸方向距離7 track 調准軌道的寬度六 工作夾具程序17 WH utilities•••o clear track 清除軌道1 Index in-elevator 1 slot 進料電梯料盒索引的格數2 Index Out-Elevator 1 slot 出料電梯料盒索引的格數3 Clear Input Magaine 清除進料電梯上所有的料盒4 Clear Output Magaine 清除出料電梯上所有的料盒22/365 Open/close Track 打開/關閉軌道6 Open/close Window clamp open 設置打開/關閉壓板方式狀態7 Hone Motor…馬達復位8 Track Solenoid … 軌道電磁閥9 Move Indexer Center 索引(位料)部位移動位置 17 A More…0 Sensor Display…感應器狀態顯示1 Auto Index Test 自動推料測試七 輔助程序18 Utilities ‧‧‧ 程序(輔助)0 Manual & CRT Bond … 手動補線及單焊一根線1 Set statistics limit … 焊線狀態設置極限2 Stanelby Mode 學習模式3 Align Camer 鏡頭校准4 Power Control …超聲波能量控制5 Test Tower Light 500 報警燈報警頻率測試180 Manccal & CRT Bond …1 Start CRT Bond 僅焊一根線2 Contact Search 接觸搜索3 Bond Power 1/2 120 145 焊接時第一.二點超聲波能量設置4 Bond time 1/2 10 8 焊接時第一.二點時間5 Bond force 1/2 70 100 焊接時第一.二點壓力6 Bond Height 1/2 5 5 焊接時第一.二點鋼咀上升高度181 Set Statistics Limit 設置參數極限0 Total Wire Length 0 m 總的線長1 Capil Warn 0 *100 鋼咀滿數警告2 Capil Stop 0 *100 鋼咀滿數停止3 Unit Warn 0 *100 焊完多少單元警告4 Unit Stop 0 *100 焊完多少單元停止5 Wire 0 *100 用線量6 Wire Clamp Stop 0 *10k 線夾停止7 Etorch stop 0 *10k8 Missing Ball 0 燒球失誤總數23/369 Skip Die Total 0 跳過晶片總計A Skip Die Unit 0 跳過晶片單元數量181A More0 Lead Quality Fail 0 第二點不良1 Lead Tolerence Fail 0 第二點容許不良2 Die Quality Fail 0 第一焊點不良3 Die Tolerence Fail 0 第一點容許不良4 Local Lead Fail 0 支架認識不良5 Input Magaime Error 0 載料電梯錯誤6 Output Magaine Error 0 御料電梯錯誤7 Position Error 位置錯誤8 Window Clamp Error 0 壓板升降錯誤9 Non Stick Error 0 打不粘184 Power Control0 BH/XY table/Indxer power ON 焊頭X-Y工作台拉料能量開關1 Solenoid /Elevator power ON 電磁閥.電梯電量開關2 EFO/Heater/Misc power ON 放電.加熱塊等能量開關3 Heater Control Mode ON 加熱塊控制模式開關八 磁盤程序19 Disk utilities 磁盤程序0 Hard Disk program 硬盤程序1 Floppy Disk program 軟盤程序2 Setup Assistant. 輔助設置4 Bond prgram Type Eagle 焊接程序類型190 Hard Disk Program 硬盤程序0 Save Bond Program 保存焊線程序到硬盤1 Load Bond Program 調出硬盤裡面的焊線程序2 Delete Bond Program 刪除硬盤上的焊線程序3 Copy Bond Prog To Fdisk 拷貝硬盤上的焊線程序到軟盤4 Load Olp Data File 調出OLP數據5 Work Holder Parameter 工作夾具參量6 Work Holder DataBase 工作夾具數據庫7 Verification Program 檢驗程序8 Advance Loop Database 前置弧度數據庫24/36 1905 Work Holder Parameter0 Load WH Parameter 登錄工作夾具參量1 Save WH Parameter 存入工作夾具參量2 Delete WH Parameter File 刪除工作夾具參量文件3 Copy WH Para To FD 拷貝工作夾具參量件到軟盤1906 Work Holder Database 工作夾具數據庫0 Save WH Database 存入工作夾具數據庫1 Load WH Database 登錄工作夾具數據庫2 Delete WH Database 刪除工作夾具數據庫3 Copy WH Database to FD 拷貝工作夾數據庫到軟盤1908Advance Loop Database 前置弧度數據庫0 Save Loop Database 載入(保存)弧度數據庫1 Load Loop Database 登錄弧度數據庫2 Delete Loop Database 刪除弧度數據庫3 Display Loop Database 顯示弧度數據庫4 Copy Loop Database to FD 拷貝弧度數據庫到軟盤192 Setup Assistant 輔助設置0 Program Setup Ctrl... 程序控制設置1 Cali Cpaillary Oibration 鋼咀參數4 Bond Program Type EAGLE 焊線程序類型九 焊線狀態統計資料15 Show statistics.... 顯示統計狀況0 Show Bond Statistic 顯示焊線狀況統計資料1 Utilisation Breakdown 統計故障時間2 List Top 10 Assists 顯示前面10個輔助程序3 List Top 10 failures 顯示前面10個故障4 Display Error Log 顯示錯誤數據6 Reset Bond Statistic All 清除焊線狀態統計方式7 Reset Statistics 清除所有的統計資料8 Set statistics 設置狀態統計狀態極限9 saw Stats Val To FD 保存資料到軟盤25/36十 其它方面菜單5 other2 Tower Light Setup 報警燈設置52 Tower Light Setup0 Machine Running Green 設置機器運轉時警示燈的顏色1 Mathine Idle Y ellow 設置機器閑置狀態時警示燈的顏色2 Machine Error Red 設置機器故障時警示燈的顏色3 Material Waiting Green 設置機器運轉時待料警示燈的顏色十一 程序服務Function Code=15菜單Proess Service2002108 Process Service 程序服務0 Bonding Control 焊接控制1 Speed Control 速度控制2 PR Control 認識控制3 Looping Control 弧度控制4 Heater Control 熱板控制5 Parameter Range Control 參數範圍控制6 Statistics Mangement 統計管理7 Seccerity Mangement 安全管理8 Misc Control 其它方面控制1080 Bonding Control... 焊接控制0 EFO Control... 放電控制1 Skip Die Control 晶片跳過控制2 Surub Control 摩擦控制3 Bond Process Control 焊接壓力控制4 Safety Control 安全設備控制5 Bond Stick Detection 檢測是否打不粘6 Butterfly Bond Control Disable 蝶式焊接控制10800EFO Control ...0 EFO delay ... 5 放電延長時間設置1 EFO parameters ... 放電參數26/362 EFO Setting ... 放電設置3 Capilery Info ... 鋼咀信息4 Ball formation Monitor ... 球形成監視108001 EFO Parameters ... 放電參數0 Unit Type 0.1 mil 單位類型1 Wire Size 10 線徑大小設置2 Gap Wide Warning Volt 4500 放電間距寬度警告電壓設置4 EFO Current (*0.01) 3250 MA 放電電流設置8 FAB Size 30 燒球大小設置108002 EFO Setting ...0 EFO Box Type STD 放電箱類型1 Wire Type GOLD 線的種類2 Auto Calc EFO Time Y es 設置預燒(放電)時間開關3 EFO Control Mode FAB 放電控制模式設置FAB 燒成的球的大小設置Capil 球被壓扁後的大小設置4 Enable Dual FAB NO 設置是否允許燒兩種不同類型的球108004 Ball Formation monitor ...1 Contamination level C 燒球雜質能級設置2 Abnormality level C 異常能級設置3 Enable BFM NO10801 Skip Die Control0 Ink Size (Radius) 10 pix 晶片上認識不到的陰影半徑範圍設置1 Skip Bad Die NO 設置不認識晶片是否跳過2 Skip Nissing Die ... 設置跳過未認到的晶片3 Skip Ink/Bad Unit NO 設置跳過認不到的單元4 Skip by special pat ... 設置通過特殊的方法跳過認不到的晶片5 Skip By Mark Cheeking ... 通過標記檢查跳過設置6 Max skipped die ctrl... 設置最多跳過的晶處數量7 F1 Skip unit num of die No 設置F1跳過整個單元內的晶片數量108012 skip missing die...0 Vil before check ink Y es 用于IC1 Skip missing die No 檢測不到晶片時是否跳過27/36 108014 Skip by special pat...0 Check special pat No 設置是否檢查特殊的焊點1 Teach special pat... 教學特殊的焊點2 Ship (IF pat not found) Y es 設置當特殊的焊點沒被發現時是否跳過108015 Skip by mark checking ...0 Skip die by mark check No 設置是否通過特殊標記跳過晶片1 Ink size (radius) 10 piz 設置陰影半徑2 Chk rej-indicator only No 是否是以該範圍檢測3 Teach reject indicator 檢測範圍設置108016 Max skipped die ctrl...0 Max continuous skip die 30 設置最多連續跳過多少顆晶片1 Check max skop die num disable 設置是否檢查最多跳過多少顆晶片2 Max skip die/strip 100 設置最多跳過的晶片條紋數量3 Strip skip die control No10802 Scrub control 摩擦力控制0 Ist BND scrub settings... 設置第一焊點摩擦力1 2nd bnd scrub settings... 設置第二焊點摩擦力10803 Bond process control0 Ctact srch threshold 1/2 16 64 設置第一.二焊點搜索接觸壓力最低極限1 Ist wire power offset 02 Ist wire time offset 0 ms3 Release power (dac) 0 0 設置釋放第一.二焊點超聲波能量4 Release force (g) 30 305 Tail break energg 0 設置線尾截斷能量6 Pwr compensation method wiredir 設置能量補償方法7 Auto ctact srch setup... 自動接觸搜索設置8 Bond enhancer... 焊接增強器108037 Auto ctact srch setup...0 Search mode disable 設置搜索模式1 Search tolerance 32 設置搜索公差2 Search speed 128 設置搜索速度3 Search delay 160 ms 設置搜索延遲時間4 Search level -150 設置搜索高度5 Search wire map 設置是否搜索線的圖形28/36 10804 Safety control0 Edit bond pt tol (um) 0 01 Upper ctactsrch tol 1/2 50 502 Lower ctact srch tol 1/2 50 50。
LED自动焊线

五.机台调校:
5.1.安装金丝
5.1.1将金丝装入滚轴上,金丝环缺口一端朝外,用镊子夹起金丝尾端,并接在接地装置杆上,(注:金丝绿贴纸一端为首端,红/蓝的为尾端,具体依其包装标示);
5.1.2用镊子夹起金丝首端,按穿线路径穿线,(注:不良的路径可能影响Looping或烧球)。
5.2.上料
5.2.1将已固好晶的半成品放置于料盒内(注:放时支架缺口方向朝右),将有支架的料盒放置于进料盒升降台定位槽内;
5.2.2将空的料盒放置于出料盒升降台定位槽内。
5.3.轨道调整
5.3.1选择PROGRAM→MHS参数设定→LF/料盒,选择材料框架材料偏移量,分别调整XYZ,轨道宽度,中心线位置;
文件编号
批准
审核
编制
版本
发行日期
共4页第2页
To delete Bond Program?”选择OK→Program cleared,点击continue完成;
5.5.3进入PROGRAM→MHS(WH)校准→热压板及XYtable工作范围设定→点击“开始”,机台提示:“Are you sure to install window clamp?”点击“Cantinue”,移动XYtable到左上角位置,点击“开始”,再移动XYtable到右下角位置,点击“开始”,机台提示:“Bond Area setup successful!”,点击OK确认完成;
PR Quality Grade:AAAA”,以相同步骤做完第二个校准点,机台自动进入芯片校准点→选择芯片数目,点击下一个,选择芯片焊点中心位置,调整好灯光→电击鼠标右键载入第一个点,以同样的步骤做完第二个焊点,调整灯光及合适的搜索框、图象框(兰色为搜索框、绿色为图象框)依次做完两个PR按下一个进入设定焊线→把设定编辑模式改为:“Wire”,依照制造规格书编辑焊线位置,编辑完成后按下一个进入测高模式,电击右键依次测完Lead/Die,程序编辑完成;
自动焊接机使用说明书
自动焊接机使用说明书
一、软件操作
1.运行AutoWeld.exe,系统复位,点确认(如下图)
2.点击菜单操作中物料学习(如下图)
3.右边出现如下对话图框
4.在物料编号栏输入物料编号,在物料名称输入物料名称(如下图)
5.点上图中物料学习(如下图)
6.将鼠标放在下图位置
7.按键盘上下左右和Page Up和Page Down键,移动工件到MARK点位置(如下图十字线)
8.用鼠标左键点击上图十字线,显示其坐标,点击鼠标右键选择设置MARK坐标(如下图)
9.将鼠标放在下图位置(红色位置)
10.移动晶体到下图位置,点鼠标左键画晶体范围框,点增加晶体,再点鼠标右键分别选择设置XYW坐标脉冲和设置晶体区域(如下图)
11.建立晶体摸板,画焊盘框(如下图),点鼠标右键,选择增加晶体摸板
12.输入摸板编号和摸板说明,调节二值化阀值如下图,按保存,保存结果,按退出退出界面
13.按浏览选择上面摸板,选择自动焊接、双焊盘,最后点击晶体学习完成
14.重复10~13,将所有晶体按按上述方法学习一次(同样晶体摸板可选用一个)点学习完成,按确定
15.如果是多个电路板学习,则移动到下第N电路板MARKn,操作如7。
16.点击菜单焊接中自动焊接(如下图)再点自动焊接对话栏中自动焊接,开始焊接
17.焊接完成后,点是或否
18.人工焊接,点击菜单焊接中手动焊接(如下图),点物料信息中物料浏览,选择要手动焊接的物料,点击物料信息中手动焊接,开始人工焊接
19.按住Ctrl键,点击鼠标左键可快速移动焊盘位置到中心,按空格键发焊接信
号,发完焊接信号后,自动移动到下一个晶体位置,重复18,直到焊接完毕,按16操作。
自动焊线作业指导书

自动焊线作业指导书1. 简介本作业指导书旨在向操作人员提供关于自动焊线作业的详细指导,包括操作步骤、注意事项和常见问题解决方法等。
2. 操作步骤步骤一:准备工作1.确保自动焊线设备处于正常工作状态。
2.确保工作环境安全并且整洁。
步骤二:检查工件1.检查待焊接的工件是否完好,并根据工艺要求选择正确的焊接工艺参数。
2.检查工件与夹具之间的接触是否牢固,必要时进行调整。
步骤三:设置焊接程序1.打开自动焊线设备的控制面板。
2.选择正确的焊接程序,并根据工艺要求进行必要的调整。
步骤四:开始焊接1.将工件放入夹具中,并确保工件的位置和方向正确。
2.按下开始按钮,自动焊线设备将开始按照设定的焊接程序进行焊接。
3.在焊接过程中,注意观察焊接质量,及时发现异常情况并采取相应的措施。
4.焊接完成后,按下停止按钮,自动焊线设备将停止工作。
3. 注意事项1.操作人员在进行自动焊线作业之前,必须经过专业培训并获得相关证书。
2.操作人员必须佩戴好防护设备,包括焊接面罩、焊接手套等。
3.在操作过程中,严禁将手部或其他身体部位靠近焊接电弧,以免发生触电或烫伤事故。
4.注意保持焊接区域的通风良好,以防止有害气体的积聚。
5.检查设备和工具是否正常工作,并及时进行维护保养。
4. 常见问题解决方法问题一:焊接质量不符合要求解决方法:检查焊接参数是否正确设置,如电流、电压等;检查焊接材料是否符合要求;检查设备是否损坏。
问题二:焊接位置不准确解决方法:检查夹具是否正确固定工件;检查操作人员是否按照正确的操作步骤进行作业。
问题三:焊接过程中产生飞溅解决方法:增加焊接电流和电压;检查焊接材料是否存在问题;检查设备是否损坏。
5. 总结本作业指导书提供了自动焊线作业的详细指导,操作人员在使用自动焊线设备时,应严格按照操作步骤进行作业,并注重安全和质量管理。
在遇到问题时,根据常见问题解决方法进行排查,并及时寻求相关技术人员的支持和帮助。
自动焊线机操作手册
Wc Lmp线夹开关
Shift+Pan Lgt工作台灯光开关
EFO打火烧球键
Inx支架输送一单元
Shift+IM左料盒前进一格
Main直接切至主目录
Shift+IM左料盒后退一格
Shift+IM HM换左边料盒
Shift+OM右料盒前进一格
Shift+OM右料盒后退一格
Ed Loop切至修改线弧目录
MAIN—4—3项:设定线弧模式,一般用Q型
按键盘Ed Loop键,设定线弧参数。2.Loop Height(Manu)线
弧高度调节;3.Reverse Dist/Angle线弧反向角度调节。
MAIN—3—1项:设定基本焊接参数
五:常见品质异常问题的基本原因分析:
1、松焊、空焊:
查看时间Time、功率Power、压力Force是否设定正确,预备功率是否过低,搜索压力是否过小或两个焊点是否压紧等。
1、调用程式:
进入MAIN——9DiskUtilities——0.Hard DiskProgram——1.Load Bond Program——用上下箭头选择适合机种的程式——Enter——A——Stop。
2、轨道高度调整:
进入MAIN——6.WH MENU——0.Setup lead Frame——3.Device Height——A.利用上下箭头设定支架高度,以压板刚好压在杯沿下为准(数字越高支架越往下降、数字越低支架越往上升)————Stop。
1.TEACH MENU(教读程序)
2.AUTO BOND(自动作业内容)
3.PARAMETER(参数)
4.WIRE PARAMETER(焊线参数)
焊线机操作说明

焊线机操作说明
一、引言
焊线机是一种重要的工业设备,用于将导线固定在电子元件或电子元器件上。
它是电子制造过程中必不可少的一部分,具有提高生产效率、保证焊接质量的重要作用。
为了正确、安全地使用焊线机,本操作说明将详细介绍焊线机的操作步骤和注意事项。
二、安全操作
1. 在操作焊线机之前,请确保已经穿戴好个人防护装备,包括安全眼镜、耳塞、防尘口罩和耐热手套等。
2. 确保工作区域干燥而清洁,远离易燃或易爆物品。
3. 在操作焊线机之前,需要确保电源已经关闭,并且拔掉电源插头,以防止意外触电。
三、焊线机操作步骤
1. 打开焊线机
a) 将焊线机的电源插头插入电源插座。
b) 按下焊线机的电源开关,打开电源。
c) 等待数秒,直到焊线机显示屏亮起。
2. 调整焊线参数
a) 通过焊线机上的调节旋钮,选择适当的焊线温度和时间参数。
b) 根据焊接对象的特性,调整焊线机的功率设置。
c) 注意,不同材料和焊线的要求可能不同,确保选择适合的
参数以保证焊接质量。
3. 准备焊接对象
a) 将待焊接的电子元件或电子元器件放置于焊线机工作平台上。
b) 确保焊接对象的焊线接触面干净、无污垢或氧化物。
c) 注意,清洁焊接对象可以改善焊接质量,并减少焊接电阻。
4. 进行焊接
a) 将焊线机的焊头轻轻放置于焊接对象的焊线接触面上。
ASM-EAGLE全自动焊线机操作规程
ASM-EAGLE全自动焊线机操作规程
1.检查数据线、电源线、气管是否连接正常
2.打开设备总电源、分电源和气泵。
3.打开测试软件,调节到合适的焊线参数。
4.设备焊线加热台预热至合适的焊线温度(一般为150℃)。
5.检查瓷嘴和焊线夹具是否正常
6.将待焊光源放入夹具中试焊,焊好后检查焊线拉力、弧度、焊点等,确认其首检情况。
7.首检通过后,将待焊光源放入聊盒,进行批量焊线。
8.在焊线过程中,每5条光源都需进行一次焊线抽检,确保焊线品质的稳定性。
9.焊线工序完成后,将焊好光源放入干燥柜中进行保存,干燥柜控制条件为温度20~25℃,湿度
40RH%~60RH%。
10.全部测试结束后,退出程序,关闭电源和气泵。
11.整理样品并清理操作台。
注意事项:
1.进行机台操作前请详细阅读ASM-EAGLE全自动焊线机使用说明书。
2.测试机台的气压控制范围为7Kg~8Kg。
3.禁止用手直接接触测试样品,作业时需照规定戴上工作手套及静电环。
4.注意光源与焊线参数的匹配性
5.注意焊线瓷嘴和金线的使用与保存。
USB2.0喷锡式自动焊线机操作说明书

喷锡式自动焊锡机操作说明书第1章.安全注意事项1.机器工作电压:220V AC,50/60Hz;机器总功率:1800 1.1主机,电机马达,锡炉,使用220V。
1.2气动,PLC使用电压,220V变压成24V.2.主机电控,锡炉电控2.1主机电控220V.2.2锡炉电控24V.3.锡炉温控.3.1锡炉温度在100 C--350 C,锡炉周围严防烫伤。
3.2锡炉电源线,主电源要求使用单位220V接地。
4.机构部分卡机故障时按急停处理.4.1线缆机构:4.2连接器机构:4.3线材和连接器治具重合机构:4.4焊接机构:4.5卡机处理:5.气动控制部分.气压5kgf----7kgf。
5.1主机电控:有保险丝和漏电开关保护。
6.升降平台6.1升降时防止速度快速升降和振动以免热锡溅出。
第2章.设备配置及材料说明1.机器尺寸:L=1400mm*W=800mm*H=1300mm.2.主机平台,机架,主机电控,气动控制,PLC,人机界面,3.线缆送料机构,剥线机构,整线机构,线缆治具回流,连接器振动桶送料机构,连接器自动装料机构,连接器治具回流机构,上助焊剂机构,治具重叠机构,焊接机构.4.锡炉主机机构,锡炉加热喷锡电控机构,锡炉升降机构,5.连接器载具,线缆载具。
6.助焊接剂专用环保,提供厂家,客人自备。
7.锡合金0.7%铜锡合金,非高温锡;客人自备。
第3章.机器开启和关闭3.1开启电源:接通主机台电源,接通锡炉电控电源,打开主机台漏电开关,打开锡炉漏电开关,3.2关闭电源:关闭主机电源,关闭锡炉电源第4章.机器的操作基本事项4.1:开机前准备工作:开机前先确认电源是否正常并接通电源,220V接地电源;确认气压是否正常并接通气源,气压在(5kgf---7.0kgf)范围内;连接器放在振动桶内;线材治具摆线准备完毕;连接器治具准备完毕;助焊剂准备完毕;人员准备完毕;检查完毕后打开机台主电源红色开关;人机界面工作显示出画面。
焊线机操作说明
焊线机操作说明焊线机操作说明1.简介焊线机是一种用于连接电子元件和电路板上的导线的设备。
本操作手册旨在提供详细的指引,以确保操作者能够正确、安全地使用焊线机。
2.安全注意事项- 在操作焊线机之前,请确保已经熟悉机器的使用说明书,并按照说明书中的要求正确设置机器。
- 遵循所有相关的安全准则,包括佩戴适当的个人防护装备(如护目镜、手套等)。
- 在操作过程中,避免长时间暴露在焊接区域的热量和光线下,以防止身体受伤。
- 确保工作区域通风良好,以便排除有害气体和烟尘。
- 在清洁和维护焊线机之前,务必将电源关闭,并拔掉电源插头。
3.焊线机的设置3.1.电源连接- 将焊线机插头插入符合标准的电源插座,并确保电源正常。
- 根据机器型号,将机器的电源开关打开。
3.2.加载焊线- 打开焊线机的焊线盘,将焊线盘放在指定位置上。
- 根据焊接需求,将焊线引入焊线机的导线通道中,确保焊线通畅。
4.操作步骤4.1.设置焊接参数- 打开焊线机的控制面板,按照要求调整焊接参数,如焊接时间、温度等。
- 根据需要调整焊线机的焊接速度和压力。
4.2.开始焊接- 将待焊接的电子元件或电路板放置在焊线机的工作台上,并确保紧固稳定。
- 按下焊线机的启动按钮或脚踏开关,开始焊接过程。
- 注意观察焊接质量,确保焊接稳定、均匀。
5.维护与保养- 定期清洁焊线机的焊接头和焊线通道,以保持焊接质量。
- 检查焊线机的电气连接和线路,确保无松动和磨损。
- 如发现异常情况或故障,应立即停止使用,并联系维修人员进行检修。
6.附件本文档涉及的附件请参见附件A。
7.法律名词及注释- 焊线机:指用于连接电子元件和电路板上的导线的设备。
- 护目镜:用于保护眼睛免受火花和烟尘等伤害的个人防护装备。
- 个人防护装备:指用于保护个人安全和健康的装备,如护目镜、手套等。
自动焊线操作说明书
三1::参设数定跳设定Die(就是压板与材料单元数单元的不符进行跳列) 选择配置 Auto Bond Configuration 跳 Die 设定跳过行列模式 将 N 改为 C 设定跳过行列数目(根据材料与压板来决定) 注:如需进行跳 Die 则在编程及编辑焊线程序单元排列方式与选择模式时将模式设定 为 Hybind Forward (扫描完成后从最后颗开始焊接,其它模式无法设定跳 Die )排 列方式与编程如下所示: 1.1:如 5050 支架 8*15 排,根据压板,压板每单元为 4 格,支架须分 4 个单元则第四 个单元需要进行跳一排 Die,在编程设定新程序时支架二焊点管脚校准点如下图 支架校准点第 一点 注意:支架校准点第二点不可编辑在第四排,如编则 无法跳 Die 如支架是 8*14 排,(4-4-4-2 需跳 2 排)支架校准点 第二点则需编辑在第二排上 如支架是 8*16 排无需跳 Die,支架校准点第二点则需 编辑在第四排上
调整灯光 点击鼠标右键确认,机台提示:“Load Manual alignment successful! ”
点击“Cantinue”确认载入第一个点,以相同的步骤做完做完第二个焊点 调整
灯光及合适的搜索框、图像框(兰色为搜索框,绿色为图像框) 点击鼠标右键
确认,机台提示:“ ”以相同步骤 Load PR alignment suuessful RP Quality Grade:AAAA ,
线二焊的位置 线二焊的位置 向右为“—”
线的一焊
线的二焊
球的一二焊
功率 芯片焊不上时可调整功率
一焊
时间 压力
5-10 之间比较稳定 可调整焊点的形状与功率配合
线 二焊 时间、功率、压力同上,其它……
线弧 …….
自动焊线机操作规范指导书
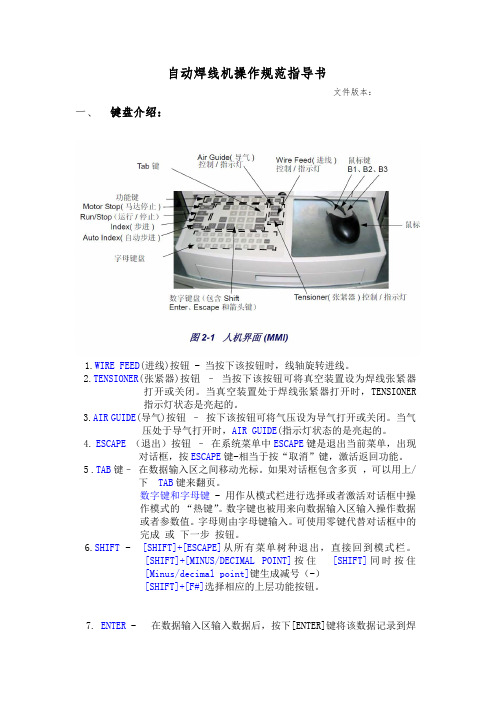
自动焊线机操作规范指导书文件版本:一、键盘介绍:1.WIRE FEED(进线)按钮 - 当按下该按钮时,线轴旋转进线。
2.TENSIONER(张紧器)按钮–当按下该按钮可将真空装置设为焊线张紧器打开或关闭。
当真空装置处于焊线张紧器打开时,TENSIONER指示灯状态是亮起的。
3.AIR GUIDE(导气)按钮–按下该按钮可将气压设为导气打开或关闭。
当气压处于导气打开时,AIR GUIDE(指示灯状态的是亮起的。
4. ESCAPE (退出)按钮–在系统菜单中ESCAPE键是退出当前菜单,出现对话框,按ESCAPE键-相当于按“取消”键,激活返回功能。
5 .TAB键–在数据输入区之间移动光标。
如果对话框包含多页,可以用上/下TAB键来翻页。
数字键和字母键 - 用作从模式栏进行选择或者激活对话框中操作模式的“热键”。
数字键也被用来向数据输入区输入操作数据或者参数值。
字母则由字母键输入。
可使用零键代替对话框中的完成或下一步按钮。
6.SHIFT - [SHIFT]+[ESCAPE]从所有菜单树种退出,直接回到模式栏。
[SHIFT]+[MINUS/DECIMAL POINT]按住[SHIFT]同时按住[Minus/decimal point]键生成减号(-)[SHIFT]+[F#]选择相应的上层功能按钮。
7. ENTER - 在数据输入区输入数据后,按下[ENTER]键将该数据记录到焊接机存储器中。
如果某特定菜单通过方框突出显示,按下[ENTER]键即选择该项目。
8.MOTOR STOP -(马达停止) 当选定后,将禁用所有伺服电机。
该功能不会切断电路板或者电力供应的电源。
焊接机和MHS操作停止。
焊接机进入待机模式,显示待机模式对话框。
必须按下该按键的两个开关,才能激活MOTOR STOP (参见图2-2)。
9.RUN/STOP–(运行/停止) 启用或禁用机器操作。
当机器处于自动模式时,该键的等亮起。
在自动模式下,按下该键将启用顺序停止模式。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
B.POWER(功率):第一焊点一般35-80之间。
第二焊点一般45-180之间。
C.FORCE(压力):第一焊点一般30-50之间。
第二焊点一般50-180之间。
2、焊球变形:
第二焊点是否焊上或焊接功率是否设得过大,烧球时间或线尾是否
设得过长,支架是否压紧或瓷嘴是否过旧?
2.PR光校正(做光):
焊点校正以后,进入2.Teach Ist PR中对PR光进行校正:即对程式中的每一个点进行黑白对比度的调整。
3.焊线次序和焊位校正:
焊点和PR光校正完毕后,进入9.Auto Teach Wire中,对程式中所的焊线次序和焊线位置进行校正。
〈三〉升降台的调整(料盒部位):
进入WH MENU第4项(输入密码2002)进行调整:
7.做瓷咀高度
MAIN——3. Parameters——2.Refereme Parameters——Enter——对支架二焊点中心——Enter——Enter——按下箭头选一个晶片——Enter——对晶片电极——Enter——把NO改YES——F1——Enter——对右支架——Enter——STOP。
3、错焊、位置不当:
焊接程序和PR是否有做好,焊点同步是否设定正确,搜寻(Search)
范围是否设得太大等?
4、球劲撕裂:检查功率Fra bibliotek力是否设得过大,支架是否压紧?或者适当减小接触功率,瓷嘴是否破裂或用得太久?
5、拉力不足:
焊点功率、压力是否设得太大,支架有否压紧,瓷嘴是否已超量使用而过旧?(好瓷嘴一般使用500K/支)。
1.TEACH MENU(教读程序)
2.AUTO BOND(自动作业内容)
3.PARAMETER(参数)
4.WIRE PARAMETER(焊线参数)
5.SHOW STATISTICS(显示统计资料)
6.WH MENU(工作台目录)
7.WH UTILITY(工作台程式)
8.UTILITY(程式)
9.DISK UTILITY(磁盘运用程式)
的二焊点——Enter(完成第一条线的编辑);——把十字线对到第一个晶片的第2个电极(意为第二条线的第一焊点)——Enter——将十字线对到第二条线的二焊点
——2.Change Bond On——按Enter——按1——按A——按Enter——按Stop。
4.复制
MAIN——TEACH——2.Step & Repeat(把Nore改为Ahead)——No of Repeat Rows 1——Enter——No of Repeat Rows 1——把‘1’改为‘7’——对第一颗支架二焊点——Enter ——对第二颗支架二焊点——Enter——对第七颗支架二焊点——Enter——Stop。
2个电极——Enter。在对点设立完毕后,它会自动进入黑白对比度的画面。
2.做黑白对比度〈做PR〉:
对第六颗支架的二焊点——1.Adjust Imagc——按上下箭头调节亮
度(1.2.3.4)——Enter——自动跳至第一颗支架的二焊点——按上
下箭头调节亮度(1.2.3.4) ——Enter——7.PR Load /Search Mode(把Graylul
六、常见错误讯息之认识:
B13表示无烧球或断线
B3/B5表示PR识别错误,支架PR被拒收.
B4/ B6表示PR识别错误,晶片PR被拒收.
B8表示第一焊点不粘或未焊上
B9表示第二焊点不粘或未焊上
W1表示搜寻传感器错误或支架位置错误
七、注意事项:
1、温度设定:240℃-300℃之间(蓝/白光设定为230℃左右)
1、调用程式:
进入MAIN——9 Disk Utilities——0. Hard Disk Program——1.Load Bond Program——用上下箭头选择适合机种的程式——Enter——A——Stop。
2、轨道高度调整:
进入MAIN ——6.WH MENU——0.Setup lead Frame——3.Device Height——A.利用上下箭头设定支架高度,以压板刚好压在杯沿下为准(数字越高支架越往下降、数字越低支架越往上升)————Stop。
2、在AUTO BOND MENU下必须开启之功能:
(1)ENABLE PR YES
(2)AUTO INDEX YES
(3 ) BALL DETECT YES
(4 ) STICK DETECT1 YES
(5 ) STIEK DETECT2 YES
3、保持轨道清洁,确保送料顺畅。
4、安全问题:穿线时手勿接角焊头部位,以防高温烧手。
3、支架走位调整:
按Inx键送一片支架到压板中——在MAIN——6.WH MENU——3.Fine Adjust——A.——按左右箭头调节支架位置,要求压板能够刚好将第1、2焊点压紧(上下箭头为压板打开/关闭)——调节完第一个单元后按Enter ——按A以继续调节第二个单元(调法同上,只调第一、二个单元,第三个单元会自动计算),保证每个单元走位均匀便OK。
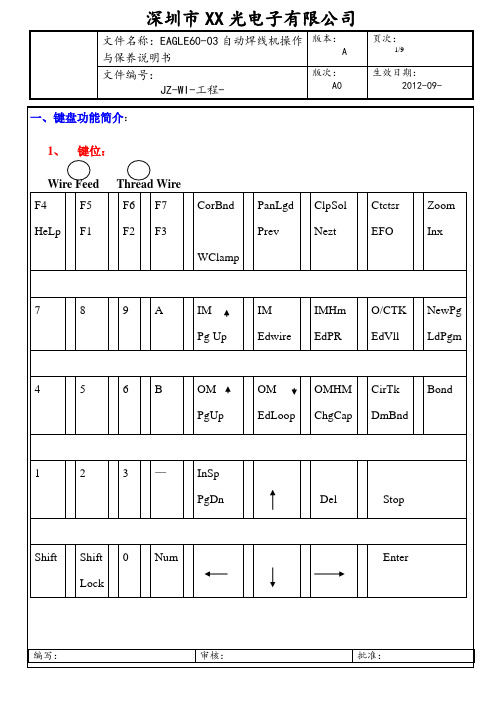
一、键盘功能简介:
1、键位:
Wire Feed Thread Wire
F4
HeLp
F5
F1
F6
F2
F7
F3
CorBnd
WClamp
PanLgd
Prev
ClpSol
Nezt
Ctctsr
EFO
Zoom
Inx
7
8
9
A
IM
Pg Up
IM
Edwire
IMHm
EdPR
O/CTK
EdVll
NewPg
LdPgm
4
5
〈二〉编辑PR(做PR):
PR校正必须在有程式的情况下才能进行,当我们在焊线途中出现搜索失败或PR不良时,有必要进行重新校正PR光。它所包含以下3个步序:
1.焊点校正(对点):
进入MAIN— 1 .TEACH—4.Edit Program——1.Teach Alignment中针对程序中的每一个点进行对准校正。
改为Binary)——对晶片的第一个电极——1.Adjust Imagc——按
上下箭头调节亮度(1.2.3.4)——Stop——7.PR Load /Search
Mode(把Binary改为Graylul)——1.Adjust Imagc——对晶片的第一个电极—— Enter ——对晶片的第二个电极其——Enter。
4、PR编辑(做PR):
进入MAIN——1.Teach——4.Edit program中做1、2、9三项(1项对点、2项做光、9项编线)。
5.测量焊接高度(做瓷嘴高度):
在MAIN——3.PARAMETER——2.Ref Parameter中,分别做好每个点的焊接高度。
6、线弧和焊接参数的设定:
完成前面5项后,首先焊接一片材料进行首检,再根据材料的实际情况设定线弧或焊接相关参数。
Shift上档键
Wc Lmp线夹开关
Shift+Pan Lgt工作台灯光开关
EFO打火烧球键
Inx支架输送一单元
Shift+IM左料盒前进一格
Main直接切至主目录
Shift+IM左料盒后退一格
Shift+IM HM换左边料盒
Shift+OM右料盒前进一格
Shift+OM右料盒后退一格
Ed Loop切至修改线弧目录
5、机台日常保养必须确实认真执行。
6、金线轮检测器定期清洁。
7、余金线请收好,切勿乱扔。
8、除本操作手册介绍到的功能项目和参数外,其它功能项目和参数(特别是需要密码方可进入的功能项目),严禁操作员擅自修改,违者严惩
Shift+OM HM换右边料盒
Chg Cap换瓷咀
Shift+Clr Tk清除轨道
Bond自动作业快捷键,可直接进入自动作业画面
Dm Bnd切线
Del删除键
Stop退出/停止键
Enter确认键
Shift+Ctct Sr做瓷咀高度
Ld Pgm调用焊线程式
二、常用主菜单介绍:
0.SET UP MENU(设定校正)
1.L/R Y-Elev Load左右升降台上去接料盒之Y方向调整
2.L/R Z- Elev Load左右升降台上去接料盒之Z方向调整
3.L/R Y- Elev Work左右料盒间隙与轨道适度参数设定
4.L/R Z – Elev Work左右料盒与轨道的高度平行之参数设定
四、更换机种时调机步序:
我们在正常换单情况下,首先了解机种物料后再按照以下步骤进行调机:
3.焊线设定(编线):
在黑白对比度设定完毕后会出现“NO of wire××”画面,意为设定焊线数目,〈单电极晶片1条线.双电极晶片2条线.〉,然后设定最适合机种的焊线次序。设定2条线后按Enter——4.PR Support Mode(把Both改为None)——把十字线对到第一个晶片的第一个电极(意为第一条线的第1焊点)——0.Get Bond Point————将十字线对到第一条线
三、机台的基本调整
〈一〉程式设立(编程):
当在磁盘运用程式〈DISK UTILITIES〉中,无法找到所需适用的程式时,就必须重新建立新的程式,在新编程式之前必须将原用程序清掉(在MAIN——1.TEACH——5.Delete Program——A——STOP),方可建立新程式。新程式设定是在MAIN——1.TEACH ——1.Teach Program中进行,它主要包括以下几个步序:(以下以双电极晶片为例做介绍)
MAIN—4—3项:设定线弧模式,一般用Q型
按键盘Ed Loop键,设定线弧参数。2.Loop Height(Manu)线