硼钢热冲压研究进展
浅谈热冲压成形技术
浅谈热冲压成形技术摘要】热冲压成形技术主要应用于车体制造领域,该技术的应用降低了生产成本,并提高了车体的安全性能,减轻车身的重量。
随着热成形工艺的进一步完善,此项技术将逐步投入生产实践,且在市场上得到了飞速的发展和应用。
本文将通过介绍热冲压技术的成形原理及其工艺特点,根据热冲压材料的性能及模具的选择与改进,简要地阐述热冲压技术的研究进展。
【关键词】热成形模具;热冲压成形技术;研究现状0引言由于冷冲压成形技术存在很多技术缺陷,如产品质量差、成型困难、成形后容易变形等种种问题,所以超高强度钢热冲压技术的研究提到日程。
虽然热冲压技术已在我国的车体制造领域崭露头角,但还有一些技术难题需要解决。
本文对热冲压成形技术特点及其相关的研究进展进行了阐述和分析。
1 、热冲压成形工艺特点随着我国钢的冲压技术的发展,新兴的冲压技术——热冲压工艺技术在冲压界受到的极大关注。
通过热冲压加工技术,能够获得先进的高强度冲压件,使钢的抗拉强度、延展性、和塑性等指标明显增加。
热冲压工艺技术解决了传统的冷冲压成形中所带来的形状冻结性等诸多不良问题。
1 . 3 热冲压成形的材料在冷冲压的传统工艺中,采用一些先进的高强度钢板如马氏体钢、TRIP 钢等经过加工成形后,材料的性能基本上保持稳定不变。
然而在热冲压工艺中,硼钢则广泛地被应用,在常温下的抗拉强度只有 500 ~ 700MPa ,通过热冲压成形件淬火后,成为马氏体组织,材料的性能显著提高,其抗拉强度能达至1500MPa ,屈服强度能够达到 1000MPa 以上,硬度则可达至 50HRC 。
1. 4 热冲压的成形模具在传统的冷冲压成形技术中,模具只是用于零件的成形,冲压前后的机械强度不会发生显著差别。
但在热冲压的工艺中,模具需要成形、淬火等技术工艺,工序复杂,零件的强度高,综合性能很好。
热冲压模具的材料在成形和冷却淬火的技术中需要实现快速且均匀冷却还要有快速传热、冷却的功能。
所以,模具不但要具有良好的热机械性能、耐锈蚀性、耐磨性和热疲劳性,并且合理设计凸、凹模的尺寸,以保证生产零件的质量合格可靠。
【技术帖】热冲压成形钢的为什么那么强,看完你就知道

【技术帖】热冲压成形钢的为什么那么强,看完你就知道摘要:本文新设计了一种添加B元素而采用Cr-Mn合金化的汽车用热成形用钢。
研究了不同的热处理工艺对一种新设计的热成形Cr-Mn钢组织性能的影响。
结果表明,奥氏体化温度达到1100℃时,晶粒异常长大,力学性能也发生了恶化;通过在两相区淬火,引入部分铁素体塑性相,能够在强度降低不多的情况下,显著的提高热成形钢的塑韧性,改善钢的综合力学性能;通过控制热成形Cr-Mn钢的冷却速度,引入部分贝氏体进行塑性增强,也能显著的改善钢的综合力学性能,据此可以开发不同级别的系列热成形钢。
进行热成形实验冲压U形件,所得的组织也为完全的马氏体组织,显微硬度也达到了480HV以上,由此可以看出新设计的Cr-Mn钢对热成形工艺具有很好的适用性.关键词:热成形;组织;热处理;性能引言节能、环保、安全是当今汽车工业发展面临三大挑战。
如何降低汽车耗能,除了小排量、发展新能源汽车等措施之外,有效减轻车重,实施汽车轻量化也是节约能源的重要举措之一[1]。
同时, 轻量化还将在一定程度上带来车辆操控稳定性和一定意义上碰撞安全性的提升[2]。
汽车轻量化的实现除了优化车身设计外,最主要的还在于高强度和轻质材料的应用上。
目前,汽车用材料采取的是多材料战略,即合适的材料用在合适的部位,但总的趋势是钢仍为主导材料,轻质材料得到了快速发展[3]。
相关研究表明若能使钢的抗拉强度提高到1500MPa 以上,这相对于传统的汽车用钢,汽车将实现减重30%以上,因此越来越多的国家和机构正在开发超高强度钢[4、5]。
但是随着汽车用钢的强度越来越高,尤其是超高强度钢板的使用,这给汽车零部件的生产带来了越来越大的挑战。
因为一般强度越高,塑性就越差,变形就不易,零件的冲压就越困难,外强度越高,对模具的损害也越严重,生产的成本也会大大提高[6]。
最早由瑞典开发了热成形工艺很好的解决了超高强度零件生产的问题,即在奥氏体化下完成零件的冲压成形,因此热成形工艺也得到了越来越多的应用[7]。
高强钢板热冲压成型概述
高强钢板热冲压成型概述高强度钢板是指牌号Q420钢,强度高,特别是在正火或正火加回火状态有较高的综合力学性能。
主要用于大型船舶,桥梁,电站设备,中、高压锅炉,高压容器,机车车辆,起重机械,矿山机械及其他大型焊接结构件。
牌号Q460钢,强度最高,在正火,正火加回火或淬火加回火状态有很高的综合力学性能,全部用铝补充脱氧,质量等级为C、D、E级,可保证钢的良好韧性的备用钢种。
用于各种大型工程结构及要求强度高,载荷大的轻型结构。
热冲压成形技术,是将硼钢钢板(初始强度为500~600MPa)加热至奥氏体化状态,快速转移到模具中高速冲压成形,在保证一定压力的情况下,制件在模具本体中以大于27℃/s的冷却速度进行淬火处理,保压淬火一段时间,以获得具有均匀马氏体组织的超高强钢零件的成形方式。
目前热成形用钢有4种:Mn-B系列,Mn-Mo-B系列, Mn-Cr-B系列,Mn-W-Ti-B系列(B钢的应用主要是为了提高钢板的淬透性)。
其中,汽车覆盖件热成形钢板一般分为带涂层钢板以及不带涂层钢板两种。
不带涂层钢板加热时需要保护气体保护,成形后一般需要喷丸处理,以消除表面的氧化皮。
热冲压成形技术分直接热成形以及间接热成形两种。
目前对汽车的碰撞安全性要求越来越高,同时,对汽车的二氧化碳排放量限制越来越严格。
因此,人们不得不努力一种质量较轻,同时强度又较高的汽车覆盖件生产工艺。
在高强度下,采用普通的冷冲压方式,最终成形零件的回弹以及模具的磨损等都难以解决,在这种情况下产生了热成形高强度马氏体钢及相应的工艺成形技术,其应用也取得了进一步的发展。
热冲压成形的优点:得到的是超高强度的车身零件;可以减轻车身重量;能提高车身安全性、舒适性;改善了冲压成形性;提高了零件尺寸精度;可以提高焊接性、表面硬度、抗凹性和耐腐蚀性;降低了冲压机吨位要求。
一种超高强硼钢板B1500HS奥氏体状态流变模型_原政军

R I P 钢由于其独特的强韧化 目前 , 高强 钢 如 T 机制和高的强韧 性 , 被 公 认 为 是 新 一 代 汽 车 用 高 强 度钢板 , 其 抗 拉 强 度 能 达 1 0 0 0 MP a
[ ] 1 2 -
下具有均匀马氏 体 组 织 的 超 高 强 度 零 件 。 热 冲 压 工 艺是集应变场 、 应 力 场 、 温 度 场 及 相 变 为 一 体 的 复 杂热力耦合过 程 , 因 此 , 研 究 超 高 强 度 钢 板 热 流 变 行为 , 对于超高强度 钢 板 热 冲 压 成 形 技 术 的 应 用 具 有重要意义 。 本文采用物理实 验 对 不 同 温 度 及 应 变 速 率 作 用 下的硼钢板 B 1 5 0 0 H S 进行热流变行为研究 , 分析各 参数对材料流变 行 为 的 影 响 规 律 , 揭 示 其 流 变 应 力 与温度 、 应变及 应 变 速 率 的 相 关 性 , 以 期 通 过 所 得 实验数据建立材 料 的 变 形 抗 力 数 学 模 型 , 为 进 一 步 开展超高强度钢板 的 热 冲 压 技 术 研 究 提 供 实 验 参 考 依据 。
第3 7卷 第4期 V o l . 3 7 N o . 4
F O R G I N G &S T A M P I N G T E C H N O L O G Y
2 0 1 2年8月 A u .2 0 1 2 g
一种超高强硼钢板 B 1 5 0 0 H S 奥氏体状态流变模型
原政军1 , 唐炳涛2 , 耿宗亮1 , 王兰城3 , 张观耀1
形温度 9 0 0,8 0 0,7 0 0和6 0 0 ℃,保 温 1 0s 以 消 除 板厚方向温度梯度 。
-1 ( )应变速率选取 0 3 . 0 1,0 . 1,1 . 0和1 0 . 0s 4 种情况在指定温度下进行等温拉伸 , 直至拉断 。
Autoform R7汽车热冲压成形的技术解析

Autoform R7热成型
所谓的硼钢,是指汽车上的热成型钢,因为在这种钢材中加入了硼元素,所以又 称作硼钢。是指将钢板经过950°C的高温加热之后一次成形,然后又迅速冷却, 全面提升了钢板强度,经过这样处理的钢材称之为热成型钢。
热成型钢具有极高的材料强度和机械安全性。一般的高强度钢板的抗拉强度在 400-450MPa左右,而热成形钢抗拉强度高达1300-1600 MPa,屈服度达1000Mpa 之上,每平方厘米能承受10吨以上的压力,为普通钢材的3-4倍,其硬度仅次于 陶瓷,但又具有钢材的韧性。把这种材料用在车身上,在车身重量几乎没有太大 变化情况下,承受力提高了30%,使汽车的车身强度更好。
3.转移:
指的是将加热后的钢板从加热炉中取出放进热成形模具中去。在这一道工序中, 必须保证钢板被尽可能快地转移到模具中,一方面是为了防止高温下的钢板氧化, 另一方面是为了确保钢板在成形时仍然处在较高的温度下,以具有良好的塑性。
4.冲压和淬火:
在将钢板放进模具之后,要立即对钢板进行冲压成形,以免温度下降过多影响钢 板的成形性能。成形以后模具要合模保压一段时间,一方面是为了控制零件的形 状,另一方面是利用模具中设置的冷却装置对钢板进行淬火,使零件形成均匀的 马氏体组织,获得良好的尺寸精度和机械性能。研究表明,就目前常用的热冲压 钢材而言,实现奥氏体向马氏体转变的最小冷却速率为27~30℃/s,因此要保证 模具对板料的冷却速度大于此临界值。
热成型软区零件可使需要高强度部位抗拉、屈服强度等机械性能显著提高,达到 可以承受更大的撞击力的效果,同时也可使需要低强度部位拥有较低抗拉、屈服强 度,在碰撞时达到吸能和溃缩的作用,两者方式的结合能够有效地提高汽车的碰 撞安全性能,实现汽车轻量化。实现同一个热成型零件在不同区域有不同的机械性 能,优化零件在整车碰撞试验中的性能表现。
热冲压成形的高强度钢—硼钢技术应用发展
热冲压成形的高强度钢—硼钢技术应用发展国内首家热冲压零部件有限公司于05年在宝钢成立。
并且用于热冲压成形的高强度钢—硼钢,也是由上海宝钢独家供货。
宝钢生产的硼钢牌号为:1.85mm以上热轧,BR1500HS;1.85mm以下冷轧,B1500HS。
与欧洲热冲压高强度钢22MnB5对应。
屈服强度1000MPa、抗拉强度1400MPa、延伸率5%。
相对于热冲压零部件有限公司的批量生产,宝钢股份研究院技术中心拥有独立的试制生产线。
从2005年开始,已完成车身165个件的试制,其中12个样件一次试制成功。
表3为宝钢热冲压机组相关参数。
近几年来,热成形制造的零件的应用越来越广泛。
中国上海大众在PASSATB6等多款车型中,热成形的部分占据了整个车身质量的15%,一般用在A/B/C柱及加强板还有中央通道、保险杠支架等地方。
将典型的热成形用钢22MnB5在冲压前加热到950℃附近,然后在一个水冷模具中加压成形,再通过模具淬火最终零件的强度可以将大众汽车提到的1500MPa。
但是在强度提高的同时,硼钢的冲击韧性受到越来越多的关注。
由于微观组织全是由非常硬的马氏体构成,韧性就降低了,这一点非常关键。
因为在碰撞试验中,这些零件通常都是放在用来承受很高的冲击载荷的地方。
但是,现在还没有可靠的材料可以用来进行韧性与脆性之间的转换。
在蒂森公司最近对淬火-回火的厚坯的研究中提到,铌微合金化的应用可以提高热成形钢的韧性。
在这种情况下,用来防止硼和溶解的铌相结合,钛应该由铌和铝的化合物取代。
这样做的结果是造成裂纹起始点的TiN粒子可以避免或被细小的碳、氮铌化物沉淀取代,从而降低热轧时晶粒尺寸,同样也可以在冲压前加热到950℃的过程中限制晶粒的长大。
通常,晶粒细化对韧性是有利的。
由高强度板热成形制造的车身零部件如图6所示。
与传统成形零件相比,热成形零件具有以下优点:1)高强度:屈服强度可达到1200MPa,抗拉强度可达到1600MPa-2000MPa。
b柱热冲压
b柱热冲压关于b柱热冲压介绍如下:随着汽车工业的快速发展,对于汽车安全性能的要求也越来越高。
B柱作为汽车结构中的重要组成部分,其强度和刚度对于保证汽车的安全性具有重要意义。
热冲压技术作为一种先进的加工工艺,在B柱强化方面具有显著的优势。
本文将就热冲压技术的相关内容进行介绍。
一、热冲压技术热冲压技术是一种将板材加热至奥氏体状态,然后迅速转移到模具中进行冲压成形的工艺方法。
由于在高温下材料的可塑性较好,因此可以制造出强度和刚度都非常高的零件。
这种技术广泛应用于汽车、航空航天、能源等领域。
二、B柱强化B柱是汽车车身结构中的重要组成部分,主要承受侧向力和弯矩,对于保证汽车的安全性和稳定性具有重要意义。
采用传统的冷冲压技术很难实现高强度和刚度的B柱零件的制造,而热冲压技术的出现使得高强度B柱的制造成为可能。
三、材料选择热冲压技术常用的材料是硼钢(Fe-B),它是一种具有高强度、高硬度、高耐磨性和耐腐蚀性的材料。
在高温下,硼钢的屈服强度和抗拉强度都非常高,能够满足B柱强化的要求。
四、工艺流程热冲压技术的工艺流程主要包括以下几个步骤:1. 板材加热:将板材加热至奥氏体状态,提高其可塑性;2. 快速转移:将加热后的板材迅速转移到模具中;3. 冲压成形:在模具中进行冲压成形;4. 冷却淬火:将成形后的零件进行淬火处理,使其从奥氏体状态转变为马氏体状态,提高其强度和硬度;5. 后处理:对零件进行矫形、切割等后处理操作,使其满足设计要求。
五、模具设计热冲压技术的模具设计需要充分考虑温度、压力、材料等因素的影响,以保证零件的成形精度和加工效率。
模具材料一般选用耐高温、耐磨损、耐腐蚀的材料,如硬质合金、陶瓷等。
同时,模具设计还需要考虑冷却系统的设置,以保证淬火过程的顺利进行。
六、冲压温度与时间冲压温度和时间是热冲压技术的关键参数,它们直接影响零件的成形质量和加工效率。
在加热过程中,温度不宜过高或过低,以避免材料发生氧化或变形。
先进高强钢——热冲压综述

热冲压综述H. Karbasian, A.E. Tekkaya轻型结构与成型工艺研究所,多特蒙德理工大学,Baroper Str. 301, D-44227,多特蒙德,德国摘要:具有需求性能的热冲压(也被称之为硬压加工)高强钢板零件的生产需要渊博的知识和成形规程的控制。
通过这种方式,在不同工艺参数和相互作用下,零件最后的性能具有可预见性和可调节性。
除了常见的冷成形参数,热参数和微观结构参数使得热冲压过程中的力学现象的描述变得复杂,而这正是这种成形方式所有物理现象所必须得到的阐述。
在这篇文章中,热冲压中的热、力学、微观结构和工艺领域的艺术状态得到了综述。
所有工艺流程的研究,从毛坯加热到热冲压和后续的进一步工艺均得到了描述。
现有著作的一项调查显示了一些差距,这些差距是在形成相依相改造,整个过程中不断的塑性流动行为,力学和几何的一部分属性之间的相关性,和一些先进工艺的工业应用领域中。
回顾分析目的在于提供对成形规程背景的深入了解和显示了在热金属板料成形领域进一步研究及创新的巨大潜力。
关键词:热冲压高强钢板 22MnB51.引言出于对减轻整车重量,提高安全性和防碰撞性能的需要,采用高强钢板制造的汽车零部件的需求量是显然的。
热冲压是由瑞士一家公司(Plannja)开发用来加工锯片和割草机刀刃的,并获得了专利(GB1490535, 1977)。
在1984年,萨博汽车公司是第一个采用硬化的硼钢作为萨博9000汽车组件的汽车制造商。
生产的零部件的产量从1987年的3亿件/年增加到1997年的8亿件/年。
自2000年以来,更多的热冲压件被应用在汽车上,每年的零部件的生产量已经达到了约1.07亿件/年。
热冲压件在汽车工业中的应用主要是底盘部件,如左右车柱,保险杠,车顶纵梁,摆臂横杆和隧道(图1)。
热加工目前存在着两种不同的主要的变种:直接和间接热冲压方法。
在直接热冲压加工中,毛坯在炉子里被加热后被转移到压床上,随后成形并在封闭的工具中进行淬火(图2a)。
热冲压综述
在热冲压后,喷丸处理,同时去除氧化层、涂层的附着。
最新的防止氧化的方法是采用防护油
3、加热
Lechler and Merklein (2008) 对22MnB5的研究。在不同的奥氏体化温 度和不同厚度的钢板下,要获得最大的硬度(为470HV)所需的最 短奥氏体化时间如图4所示。
根据 Stopp 等人 (2007年)实验,涂层厚度不超过40um最有利于奥氏体化。
热冲压概述
文章信息
• 原名:A review on hot stamping • 2010年收录于Journal of Materials Processing Technology
• 作者:H. Karbasian, A.E. Tekkaya • 单位:Institute of Forming Technology and Lightweight Construction, Dortmund University of Technology;Germany
内容
1、热冲压技术的背景 2、热冲压材料和涂层 3、加热 4、热冲压的成形与淬火 5、FE模拟 6、最终性能及热冲压的后续加工 7、具有特殊性能的热冲压件 8、应用 9、结论 10、读后感
Naderi(2007)对于高强度钢的研究显示,仅使用22MnB5, 27MnCrB5,37MnB4钢级才能在热冲压后再经过水淬的工艺 中得到完全马氏体组织。 22MnB5是热冲压中最为常用的钢级 。经过热冲压工序后零 部件获得马氏体组织并且其强度可高达1500MPa。 在淬火后钢的机械性能变化将取决于碳含量,最终获得 的强度可以通过适当调整碳含量来控制。硼是对淬透性 影响最大的元素,鉴于硼延缓了软组织转变而导致马氏 体组织的产生。
9、结论
高强度钢板热冲压成形工艺的改进
弹 的 成 形 零 部 件 ,在 整 个 生 产 过 程 中 板 料 的 微 观 组 织 由奥 氏体转 变 为 马 氏体 、 贝 氏体 、 铁素体 、 珠光
体 中的 几种 。其 中铁 素体 和珠 光 体 的 塑性 韧 性 很 好 , 但 是 强 度 和硬 度 都 很 低 , 无 法 满 足 车 用 钢 板 的
本 文 基 于 金 属 微 观 结 构 组 织 转 变 理 论 并 结 合 2 2 Mn B 5热 成 形 材 料 C C T曲 线 分 析 ,增 加 热 成 形 出
后 的 红 热 板 料 经 过 水 冷 模 具 的 冲 压 淬 火 , 获 得 屈
服强度高达 1 0 0 0 MP a以 上 的 高 强 度 、 高 硬度 、 无 回
化后( 9 0 0  ̄ C) , 转 变 为均 匀 的奥 氏体微 观 组 织 。 热 透
力 控 制 成形 等 方法 改 善 钢 板 成 形 性 并 提 高 冲压 件 的 产 品 质 量 。 而 热 冲 压 因具 有 成 形 温 度 高 、 生 产效 率 快 等 特 殊 工 艺 要 求 ,难 以 采 用 常 规 的 方 法 来 改 善 产 品 质 量 ,需 要 在 加 工 过 程 中 通 过 其 他 途 径 解 决 热 冲压 板 料 成形 性 问题 。
中图分 类号 : T G1 4 2 . 1 文献标 识 码 : A
1
引言
料 易 产 生 的 成 形 缺 陷 问 题 ,可 有 效 实 现 热 成 形 加 工 工 艺优 化 , 提 高 了热成形 产 品成形 质量 稳定 性 , 具有 重 要 的5 1 2 业 应用 价值 。
冲 压 工 艺 是 制 造 汽 车 车 身 覆 盖 件 的 主 要 工 艺 之 一 ,约 有 8 0 %的汽 车 零 部 件 是 由 冲压 工 艺 完 成 的 。 而 日渐 兴 起 的 热 成 形 技 术 是 结 合 热 锻 技 术 特 点 , 在 传 统 冲 压 工 艺 的 基 础 上 对 材 料 进 行 加 热 处
超高强度硼钢板的本构模型
超高强度硼钢板的本构模型材料的本构模型即材料流动应力与应变之间的关系,是模具设计、工艺分析及金属塑性成形数值模拟等不可缺少的依据。
建立合理的应力应变本构关系式对于研究金属材料的力学行为、揭示变形的微观机理有至关重要的作用。
建立本构关系的方法可以分为两类:一类是基于高温变形试验结果,通过宏观应力-应变曲线,结合内部参数,对试验数据进行回归分析,建立合适的流变应力数学模型;另一类是基于变形机理方面的描述,从位错密度、晶粒尺寸等微观结构入手,建立耦合的本构方程[18]。
本节分别采用两类方法对硼钢板的本构模型进行构建。
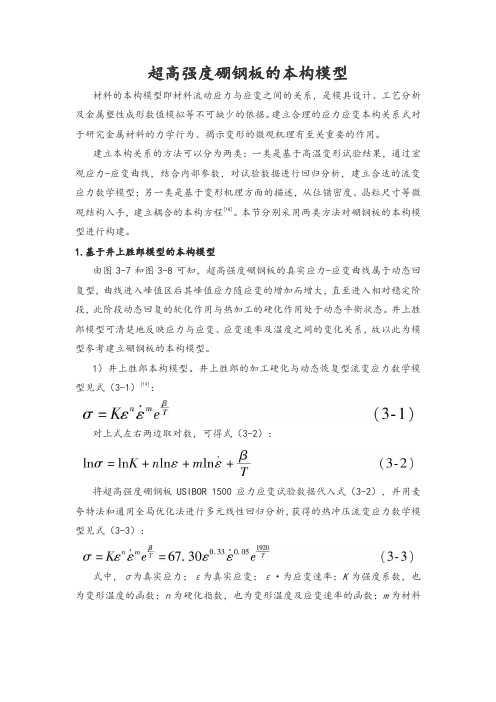
1.基于井上胜郎模型的本构模型由图3-7和图3-8可知,超高强度硼钢板的真实应力-应变曲线属于动态回复型,曲线进入峰值区后其峰值应力随应变的增加而增大,直至进入相对稳定阶段,此阶段动态回复的软化作用与热加工的硬化作用处于动态平衡状态。
井上胜郎模型可清楚地反映应力与应变、应变速率及温度之间的变化关系,故以此为模型参考建立硼钢板的本构模型。
1)井上胜郎本构模型。
井上胜郎的加工硬化与动态恢复型流变应力数学模型见式(3-1)[19]:对上式左右两边取对数,可得式(3-2):将超高强度硼钢板USIBOR 1500应力应变试验数据代入式(3-2),并用麦夸特法和通用全局优化法进行多元线性回归分析,获得的热冲压流变应力数学模型见式(3-3):式中,σ为真实应力;ε为真实应变;ε·为应变速率;K为强度系数,也为变形温度的函数;n为硬化指数,也为变形温度及应变速率的函数;m为材料应变速率敏感系数,也为变形温度的函数;T为绝对温度,单位为K;β是与材料有关的常数。
试验结果与拟合曲线对比如图3-9所示。
由图3-9可知,该模型在应变速率不大于0.1/s时与试验结果数据拟合较好,当应变速率超过0.1/s时则产生一定误差。
为更好地描述热冲压成形工艺过程中超高强度硼钢板流变应力的变化,将基于井上胜郎模型的流变应力数学模型进行修正。
国内外热作模具钢的研究进展

国内外热作模具钢的研究进展热作模具钢是一种用于制造热作模具的钢材,主要用于高温成型、锻造和压铸等工艺。
由于热作模具在工作过程中需要承受高温、高压和高摩擦力的作用,因此对热作模具钢的性能要求较高。
本文将综述近年来国内外热作模具钢的研究进展,以期为相关领域的研究提供参考。
在国外,热作模具钢的研究主要集中在生产工艺、材料制备和性能评估方面。
近年来,随着计算机技术和材料科学的不断发展,国外研究者利用模拟仿真技术对热作模具钢的生产和制备过程进行优化,取得了显著的成果。
在生产工艺方面,研究者通过调整冶炼、浇注和热处理等工艺参数,改善热作模具钢的内部组织和力学性能。
例如,采用真空熔炼技术制备的高纯净度热作模具钢,能够有效提高模具的韧性和耐磨性能。
通过应用快速冷却技术,可以获得具有细小晶粒组织和超高热强性的热作模具钢。
在材料制备方面,研究者致力于开发新型热作模具钢及其复合材料。
例如,日本住友金属公司研制的新型热作模具钢SUMITUBE,具有优良的抗高温氧化性能和较低的模温,有利于延长模具的使用寿命。
美国钢铁公司开发的具有高韧性、高耐磨性的热作模具钢H13A,也在航空、汽车等领域得到了广泛应用。
在性能评估方面,研究者主要材料的力学性能、抗疲劳性能和抗断裂性能等方面的研究。
通过开展系统的实验测试和数据分析,研究者建立了材料的本构模型和失效准则,为热作模具的设计和优化提供了重要依据。
研究者还利用有限元分析(FEA)等方法,对模具的应力分布、温度场和磨损行为等进行模拟分析,为改进模具设计和优化生产工艺提供了有效手段。
国内的热作模具钢研究主要集中在钢铁研究总院、北京科技大学、上海交通大学、华南理工大学等高校和科研机构。
研究领域涵盖了材料制备、性能评估和改性处理等方面,取得了一系列重要成果。
在材料制备方面,国内研究者通过引进先进的冶炼、浇注和热处理设备,不断优化生产工艺,成功开发出多个新型热作模具钢。
例如,北京科技大学研发的GT35新型热作模具钢,具有良好的高温强度、韧性和抗疲劳性能,已广泛应用于锻造、压铸等领域。
热冲压成形工艺解析
热冲压成形工艺解析热冲压成形工艺解析随着汽车轻量化的发展,钢板热冲压技术应运而生,其将高强度钢板在温度场内由奥氏体转变为马氏体,提高了板料的强度,降低了板料的重量。
本文对热冲压成形板料和设备应用进行了总结,并预测了热冲压技术的未来发展趋势...安全、节能和环保是消费者最关心的汽车性能指标。
目前,降低汽车燃料消耗、减少CO2和废气排放是社会的主要需求。
车身轻量化对于减轻整车自身重量、降低油耗和促进节能环保至关重要。
为了适应轻量化的发展趋势,热成形工艺和应用技术应运而生。
热成形压力机简称热冲压,是相对于常见的冷冲压成形而言。
为了帮助减轻汽车自身重量并提高汽车的安全性,钢铁业开发出许多种类的高强度钢板。
为了克服高强度钢板冷成形的困难,热冲压需要通过将钢板加热,使其板料上产生一个不断变化的温度场。
在温度场的影响下,板料的基体组织和力学性能发生变化,导致板料的应力场也发生变化,同板料的应力场变化又反作用于温度场。
热成形工艺过程为:首先将常温下强度为500~600MPa的硼合金钢板加热到约940℃,全奥氏体后,将材料从加热炉转移到热成形的压力机中,该过程在空气中进行,必须尽快完成,如果成形前材料温度降到750℃以下,就可能形成铁素体从而恶化零件的机械性能。
送入内部具有冷却系统的模具内,压力机进行冲压、成形。
板料在模具内快速冷却(水冷),将奥氏体转变为马氏体(200℃以下),冷却速度一般为-40~100℃/s以保证零件的淬透性,使冲压件得到硬化,大幅度提高强度(1500MPa)。
所以热成形工艺就是板料内部温度场与应力场共存且相互耦合的变化过程。
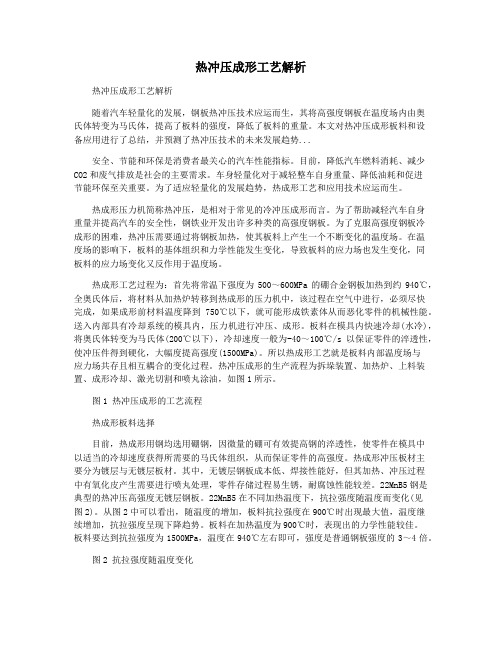
热冲压成形的生产流程为拆垛装置、加热炉、上料装置、成形冷却、激光切割和喷丸涂油,如图1所示。
图1 热冲压成形的工艺流程热成形板料选择目前,热成形用钢均选用硼钢,因微量的硼可有效提高钢的淬透性,使零件在模具中以适当的冷却速度获得所需要的马氏体组织,从而保证零件的高强度。
热成形冲压板材主要分为镀层与无镀层板材。
热冲压的 现状和趋势
热冲压的现状和趋势热冲压是一种将金属板材加热至高温后进行冲压成型的金属加工方法。
它相对于常规冷冲压具有更高的成形性能和更复杂的几何形状,并且能够在更短的时间内完成成形过程。
以下是热冲压的现状和趋势:现状:1. 应用领域广泛:热冲压技术已广泛应用于汽车、航空航天、电子器件等行业。
特别是在汽车行业中,热冲压可以用于制造复杂形状的车身零部件和结构件,提高车辆的安全性能和整体轻量化水平。
2. 技术水平不断提高:随着材料科学、工艺技术和设备制造的进步,热冲压技术的成型能力和质量控制能力得到提高。
同时,在材料选择、模具设计和加热控制方面的研究也取得了一系列突破,使得热冲压能够更好地适应不同金属材料的加工需求。
3. 经济效益显著:热冲压可以减少成形过程中的弹性回弹和加工硬化现象,提高材料的利用率,降低成本。
同时,高温状态下的金属变形性能较好,可以在单一工位上完成多工序的加工,提高生产效率,减少人工操作。
趋势:1. 材料多样化:随着工程材料的不断发展,新型高强度、高韧性和轻量化材料的应用越来越广泛。
热冲压技术将会进一步研究和应用于这些材料的加工中,满足不同工业领域对材料性能的要求。
2. 模具制造精度提高:热冲压模具的制造精度对于成形质量的控制至关重要。
模具制造工艺和加工设备将进一步改进,以提高模具的加工精度和表面质量,提高成形产品的几何形状和尺寸一致性。
3. 数字化和自动化生产:热冲压过程中的温度、压力、成形力等参数对于产品质量具有重要影响。
通过引入数字化和自动化控制技术,可以实时监测和控制这些加工参数,提高生产过程的稳定性和一致性。
总的来说,热冲压技术在金属板材成形领域具有广阔的发展前景,将会继续在工业生产中得到广泛应用,并不断推动行业的发展和进步。
国内外冲压工艺现状分析
国内外冲压工艺现状分析作者:李润泉来源:《无线音乐·教育前沿》2015年第04期中图分类号:U463.82 文献标识码:A 文章编号:1672-8882(2015)04-121-01一、国外研究现状高强度钢板热冲压成形技术己经成为汽车车身制造技术中的焦点,受到了越来越多的关注。
国外众多汽车生产公司和科研人员都对热冲压钢板的基本力学、热学性能以及热冲压成形工艺优化和应用进行了相关研究。
Akerstrom P和Oldenburg 通过实验研究了热冲压钢板的高温膨胀效应,并且通过有限元仿真研宄了高温钢板的冷却过程。
得到了 22MnB5钢板热力学和力学性能等基础数据,考察了该材料的硬度分布、厚度分布,获得了板料在热冲压过程中受到的成形力。
結果表明,高强度钢板在热冲压成形的过程中,板料的流变应力受到应变速率的影响,而且应变速率对流变应力的影响随着成形温度的变化而变化。
Merkleinl M和Lechler J等人丨对热冲压成形进行了基础研究,利j|.j GleeblelSOO热模拟实验机对板料进行等温拉伸实验,获得了时间和温度对22MnB5流变特性的影响规律。
结果表明,应变速率对材料流变应力冇重要影响,材料流变应力随着应变速率的增加而增加;材料奥氏体状态下的流变特性不受乳制方向的影响;温度对材料流变应力有较大影响,材料的流变应力和加工硬化随着温度的升高而显著减小。
Mori K和Akita K等人使用计算机数控伺服压机控制条件,研究了超高强度钢板弯曲的回弹性能。
测试了材料、最终减薄量、成形速度和在底部死点保压时间对V形弯曲回弹量的影响。
超高强度钢板V形弯曲的回弹量比低碳钢大很多,最终减薄使回弹量降低,成形速度和保压时间的影响很小。
Yanagimoto J和Oyamada 等人研宄了高强度钢板等温和非等温弯曲,得到了加热温度对V 形、U形和帽形件回弹的影响规律,并给出了高强度钢板热成形的回弹机理。
Naderi M和Mori K等人研宄了热冲压钢板加热温度和保温时间对氧化皮产生的影响,防氧化涂层可以显著减少氧化。
22MnB5硼钢板热冲压成形组织及力学性能研究

22MnB5硼钢板热冲压成形组织及力学性能研究祝哮;王忠堂;林涛;卢金;史丽坤【摘要】对22MnB5硼钢板热冲压成形工艺进行实验研究,制定22MnB5硼钢板奥氏体化工艺制度,分析奥氏体化时间和保压时间对22MnB5硼钢板成形性能及力学性能的影响规律.结果表明,22MnB5硼钢板的奥氏体化时间为5min,保压时间为60s时,热冲压效果较好,冲压件的抗拉强度在1550 MPa,强塑积在15.6 GPa·%,加工件的金相组织为马氏体.22MnB5硼钢板合适的热冲压成形工艺制度为奥氏体化温度950℃,奥氏体化时间为5min,保压时间为60s.【期刊名称】《沈阳理工大学学报》【年(卷),期】2015(034)006【总页数】5页(P15-19)【关键词】22MnB5硼钢板;热冲压;奥氏体化【作者】祝哮;王忠堂;林涛;卢金;史丽坤【作者单位】沈阳理工大学材料科学与工程学院,辽宁沈阳110159;沈阳理工大学材料科学与工程学院,辽宁沈阳110159;沈阳理工大学材料科学与工程学院,辽宁沈阳110159;沈阳理工大学材料科学与工程学院,辽宁沈阳110159;沈阳黎明航空发动机(集团)有限责任公司,辽宁沈阳110043【正文语种】中文【中图分类】TG142随着汽车行业的飞速发展,环保、低碳的理念走入汽车制造业,汽车轻量化已经成为汽车未来的发展趋势。
而实现汽车轻量化的有效途径之一是超高强钢在汽车结构件上更多的应用[1]。
目前,汽车用高强度钢板的应用日益广泛,并已成为汽车减重,提高碰撞性能和安全性能的重要途径[2]。
自重每减轻 10%,能降低油耗 3%~8%[3],当使用屈服强度超过1000MPa的高强度钢板,减重率可达 40%以上。
可见,在汽车车身制造中使用高强度钢可满足现代汽车对材料高强度、轻量化的要求[4]。
采用热冲压工艺的原因在于高强度钢在室温下难以成形,且易出现开裂、起皱等缺陷,成形件回弹量大,尺寸精度难以保证。
热冲压成形技术及其新进展

热冲压成形技术及其新进展黄大鹏;杨国庆;张梅;李麟【摘要】In improving the safety and lightweight of car body impact,ultra-high strength steel (UHSS) has obvious advantages and is continuously applied in the field of automotive manufacturing.As an emerging technology,hot stamping of ultra-high strength steel sheet has technical blockade and monopoly.Research progress of hot stamping technology,including the chemical composition of hot stamping steel,the addition of micro-alloy element boron and its role,typical hot forming procedures,three key factors in hot stamping procedure,comparisons of microstructure,performance and transformation characteristics of typical hot stamping steels before and after hot forming,especially in varying strength hot stamping part manufacturing,is introduced.The advantages and problems of innovation tailored strength hot stamping technology are discussed.It is pointed out that the hot stamping technology will be the direction of the future development.%超高强度钢在提高汽车车身碰撞安全性和轻量化方面具有十分显著的优势,在汽车制造领域的应用也不断增多.超高强度钢板热冲压成形作为一种蓬勃发展的新技术,存在技术封锁和垄断.介绍了热冲压成形技术的研究进展,包括热冲压成形所用原材料的成分,微量硼元素的添加及其作用,典型热冲压成形工艺路线,热成形工艺控制的三要素,典型热成形钢制件在热成形前后的组织、性能及其相变特性,尤其是变强度热成形件的制造工艺技术和创新思路.探讨了各种变强度热成形工艺技术的创新点、优势及存在的问题.指出热成形技术是未来汽车轻量化发展的方向.【期刊名称】《上海金属》【年(卷),期】2017(039)005【总页数】7页(P83-89)【关键词】超高强钢;热冲压;汽车轻量化【作者】黄大鹏;杨国庆;张梅;李麟【作者单位】鞍钢股份有限公司、鞍钢股份汽车钢营销(服务)中心,辽宁鞍山114021;上海大学材料科学与工程学院,上海200072;上海大学材料科学与工程学院,上海200072;上海大学材料科学与工程学院,上海200072【正文语种】中文经济的快速发展促进了汽车行业的快速发展。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5 0 %以 上 实 际生 产 中 , 热 冲 工 义 分 车 自身 质 世 上 ” 。 一 年身件采H j 高强度的双相 D P钢 、 度提 高 了2 直 接 工 艺 和 问接 T 艺 直接 ] - 艺是把 钢 板『 J I I 淬火 延性 钢 、 硼钢等可以使制件减薄减重并兼顾乘 员 为两 种 , 热后直接后 冲压淬火成形 , 主要胴 于形状 比较 简 变 舱 高强度 , 受到汽车厂广泛应H j : 常 温 下 高 强 度 钢 板需 要 大 吨位 压 力机 , 产 品 容易 形 稗 度 不大 的工 件 ; 对于 一 些 形状 复 杂 的 或 者拉 深 深 J _ f 裂. 大…弹 , 精 度 难 于 保 障 :热 冲压 成 形技 术 , 将 钢 度 较 大 的 7 1 件, 则 需 要 采 用 间接 工 岂 , 先把 钢 板 初 级 冉 送 入 加热 装 置 , 然 后 冲压 淬火 成 形I I = 板加热 到奥 氏体 温度以上 , 改 变其 品体结 构 , 增J 】 u 钢 预 变形 , . 1 加 热 材延展性 , 屈服强度降低 , 可一 次 成 形 得 到 复 杂 制 件 , 2 i 弹小 , 产 品 成 彤 过 程 中经 过 模 具 淬 火 强 化 , 抗 托 强 热 冲 生 产 线 南 防 氧 化 连 续 加 热 炉 、 高 速 传 送 度( >1 . 5 0 0 MP a ) 极 大增 加 汽 车 零 件 制造 商 纷 纷 采 用 装 置 、 高 速 冲压 机 、 水 冷 热 冲 压 模 具 等 关 键 设 备 组 热 冲压成形T 艺 , 川 于车门防撞梁 、 前 后 保 险 杠 以 及 成 目前 T业 生 产 常 』 } J 的 加 热 设 备 为气 体 保 护 辊 底 A、 B柱 、 巾通道 等 车 体 结 构件 的生 产I
・
冲
模
技
术
・
硼 钢 热 冲 压 研 究 进 展
李 启 全
福特 汽车工程研 究有 限公 司( 江 苏南京 2 I l 1 0 0 )
【 摘要 】 热冲压整合传统冲压技 术与热处理 工艺, 精确设计材料参数和加热方式, 在模具 内
发 生材 料 相 变进 而 获 得 优 良的 产品 性 能 ; 其 成形 工 序 少 , 可 一 次 成形 5 - 件 并保 证 制 件 尺 寸
Re s e a r c h S t a t u s o n Bo r o n S t e e l Ho t S t a mp i n g 【 A b s t r a c t 】 P r o d u  ̄ ‘ i l 1 g h i g h s t r e n g t h s t e e l c o m p o n e n t s w i t h d e s i t 。 e d I ) r I ) p e t 。 t i e s I 】 y l l o t s t a m p i n g
t h e 1 ’ e s e a t ’ ( 、 t l s t a t e‘ ) n l i o r o n s t e e l ho t s t a mpi n g t e c hn o l o g i c ・ a l p r i ’ o ( ・ e s s. h e a t i n g pi r ’ ( ) e e s s a I l d( ・ t mi t t l g s e l e c t i o n. ‘ I i e s t t ' t l t ・ t t l l ・ P a l l d wa t e l ‘ lo f w h a n ne l a r e r e v i e we d. Ke y wor ds : be . ’ 0 1 1 s t e e l ; 2 2Mn 1 3 5, ho t s t a n l I in r g; I ig f h s t r e i l g t l 1 s t e e l ;d i e de s i gn
精度 , 获 得 高强度 制 件 介 绍 了硼 钢 热 冲 压成 形技 术 的研 究及 开 发现 状 , 主要 分析 探 讨 了热 冲 压模 具 材料 及 冷 却 水道 结 构
关键词 : 硼 钢; 2 2 M r 1 B 5 ; 热 中压 ; 高强度 钢 板 ; 模 具设 计 中图 分 类号 : T G 3 8 5 . 2 文 献标 识 码 : B
r e q u i t ’ P i n t e g t ’ a t e d k n o w l e d g e( ) l ' ma t e r i a l s t h e r ma l d e f o r ma t i < m a i r t t I f o i ’ ui r n g p r I ’ ‘ ) 【 。 e d L I t + e S .} 。 l i g h t r e n g t h& h i g h p r e c i s e p a r t s( ’ a n b e f 】 1 ’ ( ) d u c e d wi t h i n o i l e s t e p b y h o t s t a l n p i n g . I n t h i s a t ’ t i t l e,
l 引 言
氏体转 化线 以上 , 使之均 匀奥氏体化 。 然后送 入模具
保压 ; 模具『 大 J 置有冷却管道 , 通水后 汽车的轻量 化以降低能耗 , 同时提高车身安全性 内快速 冲压成形 , 淬 火速 度> 2 7  ̄ C / s l I , 使 奥 氏体 完 全转 变 成 屿 能是当前汽车行业 发展 的趋势 :据研究 , 汽车整备质 快 速 淬火 。 再经过 切边 、 冲孑 L 等后续 加工得到制件 成彤 量每减 少 l O O k g , 百公里油耗 町降低 0 . 3 ~ 0 . 6 L , 每 升油 氏体 ,