精纺生产工艺及流程介绍.pptx
纺织品生产全部流程(工序)

纺织品生产全部流程(工序)本文档旨在介绍纺织品生产的全部流程和工序。
纺织品生产是一个复杂的过程,涉及多个工序和环节。
下面将逐步介绍各个工序的主要内容。
1. 原材料准备此工序包括收集并准备纺织品生产所需的原材料。
原材料可以包括纺织纤维,化学品,辅料等。
在此阶段,需要确保原材料的质量和数量满足生产需求。
2. 纺纱纺纱是将纺织纤维转化为纱线的过程。
此工序包括纤维开松、清洁、梳理以及纺纱机的运用。
纺纱过程的目标是生成稳定、均匀的纱线。
3. 织造织造是将纱线通过织布机织成纺织品的过程。
在织造过程中,纱线按照特定的编织方式被交织在一起形成织物。
织造过程中可选择不同的编织方式,例如平织、提花、针织等。
4. 整理整理是对织造后的纺织品进行处理和修整的过程。
此阶段包括去除杂质、洗涤、干燥和熨烫等环节。
整理过程的目的是使纺织品外观整洁、手感舒适并具备所需的特性。
5. 检验与质量控制检验与质量控制是在纺织品生产的各个阶段进行质量检查和控制的过程。
通过对纱线、织物和成品的检验,确保产品符合质量标准并满足客户需求。
6. 包装和出货在纺织品生产的最后阶段,产品经过包装和标识,以便存储和运输。
适当的包装和标识可以保护产品免受损坏,并确保正确交付给客户。
以上即为纺织品生产的全部流程和工序的简要介绍。
每个工序都有其独特的重要性和技术要求,对于纺织品生产的质量和效率至关重要。
::: tip请注意,在实际生产中,每个工厂和纺织品类型可能有所不同,因此具体的工序和流程可能会有所差异。
本文仅提供了一般性的介绍。
:::。
纺织厂工作流程图

清棉工序1.主要任务:〔1〕开棉:将紧压的原棉松解成较小的棉块或棉束,以利混合、除杂作用的顺利进展;〔2〕清棉:去除原棉中的大局部杂质、疵点及不宜纺纱的短纤维。
〔3〕混棉:将不同成分的原棉进展充分而均匀地混和,以利棉纱质量的稳定。
〔4〕成卷:制成一定重量、长度、厚薄均匀、外形良好的棉卷。
2.主要机械的名称〔1〕混棉机械:自动抓包机,由于某种原因1-2只打手和抓棉小车组成,抓取平台上多包混合的原棉,用气流输送到前方,同时起开棉作用。
〔2〕棉箱机械:棉箱除杂机〔高效能棉箱,A006B等〕继续混合,开松棉块,去除棉籽、籽棉等较大杂质,同时控制好原棉的输送量。
〔3〕43号棉箱〔A092〕,开松小棉块,具有较好的均棉、松解作用。
〔4〕打手机械:①毫猪式开棉机〔A036〕,进展较剧烈的开棉和除杂作用,去除破籽等中等杂质。
②直立式开棉机具有剧烈的开棉和除杂作用,但易损伤纤维,产生棉结。
目前清花在流程中一般都不采用〔一般可作原料予以处理或统破籽处理之用〕。
③A035混开棉机,兼具棉箱机械和打手机械的性能,且有气流除杂装置,有较好的混棉、开棉和除杂作用。
④单程清棉机〔A076等〕对原棉继续进展开松、梳理,去除较细小的杂质,制成厚薄均匀、符合一定规格重量的棉卷。
梳棉工序1.主要任务〔1〕分梳:将棉块分解成单纤维状态,改善纤维伸直平行状态。
〔2〕除杂:去除棉卷中的细小杂质及短绒。
〔3〕混合:使纤维进一步充分均匀混合。
〔4〕成条:制成符合要求的棉条。
2.主要机械名称和作用:〔1〕刺辊:齿尖对棉层起打击、松解作用,进展握持分梳,去除棉卷中杂质和短绒,并初步拉直纤维。
齿尖将纤维带走,并转移给锡林。
〔2〕锡林、盖板①将经过刺辊松解的纤维进展自由分流,使之成为单纤维状态,具有均匀混合作用。
②除去纤维中残留的细小杂质和短绒。
③制成质量较好的纤维层,转移给道夫。
〔3〕道夫:① 剥取锡林上的纤维,凝聚成较好的棉网。
②通过压辊及圈条装置,制成均匀的棉条。
纺纱工艺流程概述.pptx

(二)梳棉工序的任务
▪ 分梳 ▪ 除杂 ▪ 均匀混和 ▪ 成条
(三)精梳工序的任务
▪ 排除生条中的短绒 ▪ 清除生条中残留的棉结和杂质。 ▪ 使纤维进一步伸直、平行和分离。 ▪ 制成条干均匀的精梳棉条。
(四)并条工序的任务
▪ 并合 ▪ 牵伸 ▪ 混合 ▪ 成条
(五)粗纱工序的任务
▪ 牵伸 ▪ 加捻 ▪ 卷绕成形
(1)普梳纯纺工艺流程
▪ 开清棉——梳棉——并条(二道)(以T/C品种为例)
▪ 棉:开清棉——梳棉—————— ▪ 涤:开清棉——梳棉——涤予并—
▪ ——并条(混三道)——粗纱——细纱
▪ ——后加工
(3)精梳纯棉工艺流程
。2020年12月27日星期日上午9时42分11秒09:42:1120.12.27
▪ 15、会当凌绝顶,一览众山小。2020年12月上午9时42分20.12.2709:42December 27, 2020
▪ 16、如果一个人不知道他要驶向哪头,那么任何风都不是顺风。2020年12月27日星期日9时42分11秒09:42:1127 December 2020
山东科技职业学院
纺纱工艺流程
王俊英
一、纱线生产过程
▪ 纺纱:把纺织纤维加工成纱的过程
1、原棉(进厂) 2、棉卷或棉层 3、棉条 4、粗纱 5、细纱 6、筒纱(出厂)
棉包 开清棉工序 梳棉工序和并条工序 粗纱工序 细纱工序 络筒工序
二、棉纺工艺流程
▪ 1、普梳工艺流程 ▪ (1) 普梳纯纺工艺流程 ▪ (2) 普梳混纺工艺流程 ▪ 2、精梳工艺流程 ▪ (1)精梳纯棉工艺流程 ▪ (2)精梳涤棉混纺工艺流程
• 14、Thank you very much for taking me with you on that splendid outing to London. It was the first time that I had seen the Tower or any of the other fam ous sights. If I'd gone alone, I couldn't have seen nearly as much, because I wouldn't have known my way about.
棉纺织工艺精梳工序-PPT精选文档90页

落棉刻 度
5
6
7
8
9
10
11
12
落棉隔
距/mm 6.34
7.47
8.62
9.78
10.95
12.14
13.34
14.55
纱的线密度 tex
9.5 以上 7 6 5
落棉率 %
13~16 16~18 18~20 20以上
落棉短(纤 绒维 率长 16.度 5m< m ) %
60
• 梳理隔距
在锡林梳理过程中,锡林针尖与上钳板钳唇 下缘的距离称为梳理隔距。
11 分离皮辊 12 喇叭口 13 导向罗拉 14 导条钉 15 输出罗拉 16 牵伸装置
17 集束器 18 输出罗拉 23 毛刷 24 尘笼
小卷放在一对承卷罗拉上,随承卷罗拉的回转而退 解棉层,经导卷板喂入置于钳板上的给棉罗拉与给 棉板组成的钳口之间。给棉罗拉周期性间歇回转, 每次将一定长度的棉层(给棉长度)送入上、下钳板 组成的钳口。钳板作周期性的前后摆动,在后摆中 途,钳口闭合,有力地钳持棉层,使钳口外棉层呈 悬垂状态。此时,锡林上的梳针面恰好转至钳口下 方,针齿逐渐刺入棉层进行梳理,清除棉层中的部 分短绒、结杂和疵点。随着锡林针面转向下方位置, 嵌在针齿间的短绒,结杂、疵点等被高速回转的毛 刷清除,经风斗吸附在尘笼的表面,或直接由风机 吸入尘室。锡林梳理结束后,随着钳板的前摆,须 丛逐步靠近分离罗拉钳口。与此同时,上钳板逐渐开 启,梳理好的须丛因本身弹性而向前挺直,
(2)给棉罗拉
单给棉罗拉,适应高速 双给棉罗拉
前进给棉机构
后退给棉机构
2、给棉工艺
给棉长度 给棉方式
喂给长度:每次喂入到工作区内 的须丛理论平均长度。
纺织流程工艺简介汇总

纺织工艺生产流程生产工艺流程图清棉工序1.主要任务:(1)开棉:将紧压的原棉松解成较小的棉块或棉束,以利混合、除杂作用的顺利进行;(2)清棉:清除原棉中的大部分杂质、疵点及不宜纺纱的短纤维。
(3)混棉:将不同成分的原棉进行充分而均匀地混和,以利棉纱质量的稳定。
(4)成卷:制成一定重量、长度、厚薄均匀、外形良好的棉卷。
2.在组成上可划分为六个作用区:1、开松区使用打手从排列好的各只棉包里抓取原棉,并将混合料送往前方机器进行加工。
现在所有用的大多是直行式自动抓棉机,其高速回转的打手从排列好的各棉包顶面移过即抓走一层原棉;然后,打手降位再抓走一层,一直到棉包被抓空为止。
2、粗开清区使用的机器为多仓混棉机。
原棉经初步开清之后在本区位进行混和。
3、细开清区使用豪猪开棉机或类似机器。
棉块在握持状态下受打手打击开松,打手上刀片轴向间距稍小,制成棉块的体积小、开松好,并能清除出细小杂质。
4、精开清区采用三翼梳针打手,甚至现代有一些准清棉机采用锯齿打手,目的使棉块在本区位变得更细小而成为棉束,同时进一步除去细小杂质和棉结。
5、成卷区棉卷做成定长和定重,而且保持在一定的精度范围内,做到均匀喂给。
梳棉工序1.主要任务经过开清棉加工后,棉卷或散棉中纤维多呈松散棉块、棉束状态,并含有40%~50%的杂质,其中多数为细小的、粘附性较强的纤维性杂质(如带纤维破籽、籽屑、软籽表皮、棉结等),所以必需将纤维束彻底分解成单根纤维,清除残留在其中的细小杂质,使各配棉成份纤维在单纤维状态下充分混和,制成均匀的棉条以满足后道工序的要求。
梳棉工序的任务是:(一)分梳:在尽可能少损伤纤维的前提下,对喂入棉层进行细致而彻底的分梳,使束纤维分离成单纤维状态。
(二)除杂:在纤维充分分离的基础上,彻底清除残留的杂质疵点。
(三)均匀混和:使纤维在单纤维状态下充分混和并分布均匀。
(四)成条:制成一定规格和质量要求的匀均棉条并有规律地圈放在棉条筒中。
2.主要机械名称和作用:(1)刺辊:齿尖对棉层起打击、松解作用,进行握持分梳,清除棉卷中杂质和短绒,并初步拉直纤维。
精梳毛纺.ppt

④影响锡林工作辊分梳效果因素
A锡林与工作辊隔距
隔距小,分梳作用区长,纤维挤压力大,梳理力 大,工作辊(道夫)易于抓取锡林上纤维,锡 林梳理弧长长,分梳效果好。但过小,梳理力 过大,纤维易损伤.一般机器从进口到出口隔距 逐步减小.
b锡林与工作辊速比V锡/V工
速比大,锡林和工作辊的速度差大,锡林对工作 辊抓取的纤维冲击梳理作用强即梳理力大,且 锡林梳理弧长长,梳理效果好。但纤维易损伤。 随纤维不断梳理,为增加梳理效果,速比逐步增 大.
工作辊分配系数K: 每平方米锡林针面转移给工作辊上的纤维量与每
平方米锡林针面参与分梳作用的纤维量的比值
⑤纤维在梳理单元间的混合作用
a锡林-工作辊:一部分纤维转移到工作辊上, Vc>>Vw,分布在锡林较广的表面上纤维转为 密集在工作辊上→混合作用。
b工作辊-剥取辊: Vs>Vw ,速度不同,纤维减 薄,产生重新分布;
2.乳化洗毛的原理? 3.羊毛炭化原理? 4. 何谓洗净毛、炭净(化)毛?
第三章精梳毛纱的生产
第一节毛条制造 毛条制造:配毛→和毛加油→梳毛→毛条头针→毛
条二针→毛条三针→精梳→毛条四针→毛条末针
一、原料
羊毛,特种动物毛、化纤等.一般全毛纺纱细度 为 14 - 33tex ( 30 - 70 公 支 ) , 较 高 的 10tex , 100公支。纱线外观光洁,细度高,纱强较高。
化学纤维和毛油要加抗静电剂,抗静电剂作用增 加纤维润滑,减少静电产生,减少静电积聚, 增加散逸。不同纤维使用不同的抗静电剂,一 般为0.25-0.3%
思考题: 1、何谓毛条制造? 2、梳条配毛的目的? 3、和毛工序作用? 4、加和毛油的目的?其基本组成?
四、梳毛 1、作用
纺织加工工艺流程

纺织加工工艺流程
本文档旨在介绍纺织加工的基本工艺流程。
工艺一:纺纱
- 将纤维原料(如棉花、亚麻、羊毛等)进行清洗和拆解- 通过精细加工将纤维原料转变为纱线或线束
- 使用纺纱机进行纺纱,形成纺纱产品
工艺二:织造
- 使用纺纱产品进行纺织
- 将纱线或线束穿过织机,进行编织或织布
- 根据需求调整织机参数,如密度和纹路等
- 完成织造工艺后取出成品布匹
工艺三:染色与印花
- 对成品布匹进行染色处理,以改变其颜色
- 使用染料或颜料将成品布匹浸泡或涂抹
- 需要特殊的染色技术可进行相应的处理
- 对于需要印花的布匹,使用印花技术在其表面印上图案
工艺四:后整理
- 对成品布匹进行整理,以改善质感和外观
- 进行水洗、漂白、烘干等处理
- 使用熨烫机熨平布匹表面
- 可以根据需要进行特殊处理,如防皱、防水等
工艺五:质检与包装
- 对后整理完成的成品布匹进行质检
- 检查布匹的质量、颜色、尺寸等是否符合标准
- 完成质检后,对成品布匹进行包装
- 根据要求进行标识和分类,并准备出货
以上是纺织加工的基本工艺流程,具体的流程可根据生产需求进行调整。
精纺纺纱工序简介

纺纱车间是纺纱工程的一个系统工程,它的工序多,工艺流程长,结构复杂,要求产品的质量较严,所以工艺、操作、设备就成为纺纱的三项基本管理。
工艺是关键,设备是基础,操作是保证,三者相辅相承,缺一不可。
纺纱车间一般分为条染复精梳工序、前纺工序、后纺工序。
而在我厂则为条染工序、前纺工序(包括复精梳和前纺)、后纺工序。
具体工艺流程为:条染(进厂毛条→梳理→染色→复洗→成球)前纺(B412混条→三道GC15针梳机→PB33精梳机→两道GC15针梳机(成球)→混条→三道GC15针梳机→GV20高速立式针梳机→FMV41粗纱机)→后纺(清泽450细纱机(国产505细纱机)→德国赐莱福AC338电容式络筒→机瑞士SSM并线机→德国福克曼VTS-08(09)倍捻机)→成纱。
一、各工序的任务及作用(一)、条染工序:主要是对原毛条进行染色、复洗。
Ccc (二)、前纺工序(设备为法国NSC)对纤维的作用主要是牵伸、梳理、并和、加捻卷绕,在整个加工过程中以牵伸为主。
在前纺工序还有些辅助环节,如在生产中加入和毛油、抗静电剂等以及在一定环境中的储存,恢复纤维疲劳,减少内应力。
其任务就是将毛条抽长拉细到一定克重的粗纱条子,以供细纱生产。
(三)、后纺工序1、细纱工序:将前纺生产加工制造的粗纱进一步抽长拉细到需要的支数,并加以一定的捻度,使其具有一定的强力和弹性,最后卷绕到一定尺寸的纱管上。
我厂采用的为环锭细纱机。
2、络筒工序:把细纱纱穗的小卷装制成容量较大的筒子,有利于提高下道工序的效率,减少回丝,并清除有害纱疵,提高纱线质量。
3、并线工序:将两根或两根以上的纱线在同一张力下并和,卷绕一定形状的筒子上,以利于下道工序生产。
4、倍捻工序:给于纱线一定的捻度,生产出条干均匀,强力增加光泽柔和,并具有一定耐磨性的纱线。
5、蒸纱工序:它是纺纱车间的最后一道工序,凡是所有的纱批在织造使用前,都必须经过蒸纱定性后,才可以使用。
其作用就是为了消除纱线内部纤维的静电和应力,使在不平衡紧张状态下的纤维应力趋向于平衡,稳定捻度,防止捻度不匀和在织造过程中因纱线回捻而生小辫扭结,利于制造工序的使用。
纺织工艺过程(共43张PPT)

t点为股线伸长达到极大值,此点平均捻幅为极小值,根据图8-104中相似三角形定理: 若以O为圆心作无数同心圆,那么同一圆上的捻幅应相等,如图8-108所示。 卷装形式上又有管纱、筒子纱、绞纱及大小包等; 这些细纱工序以后的各种加工统称为后加工。 因此,理论推导值可以作为参考,而非完全与实际相符。 式(8-77)表明:股线截面上任意一点,无捻是否在O2B线上,综合捻幅与距捻心的距离成正比,因此捻心O为求综合捻幅的真正中心。 改善产品的内在性能
14
(二)倍捻加捻
倍捻机是锭子一转对纱线加上两个捻回,故称“倍捻”。
倍捻flash
倍捻捻线工艺过程
两个加捻区的加捻情况
15
倍 捻 机
16
倍 捻 机
17
六、捻线的有关理论分析 多股单纱合股加捻时,根据单纱捻向与股线
捻向的情况,可分为同向加捻和反向加捻两种。 下面以最简单的双股纱加捻为例,来说明单
1 20
26
(4)关系捻幅为单纱捻幅3 倍或更高,P1=3P0,如右图
所示。此时关系平均捻幅达 到很高得数值,
α1=2.127α0,只有较特 殊的线采用这种捻系数。
27
(二)双股线同向加捻
股线捻幅只因股线加捻方向与反向加捻 时相反,故综合捻幅
Px=R(2P0+P1)/2r0-P0,如图所示。
B点:R=2r0,综合捻幅PB=P0+P1
O2点:PO2=-P0,同理捻心为:
R0=2r0P0/(2P0+P1) --(8-78)
根据图可知:
当R<R0时,股线Px为负值,且随R的增 大,Px逐渐减小,当R>R0时Px为正值,
纺织生产及业务流程ppt课件

外协加工单 货运及 托工厂
12
支持企业发展全生命周期的用友成长型产品线
13
14
捻纱机改机生 产通知记录表
预定上 机配台表
假捻机条件 变更通知单
根据 “假捻机上机 表”填写领/ 退料单
假捻机完成后 填写“车识卡”
放在纱车上
生产指示单 C 假捻机上机表
假捻机条件 变更通知单
领/退料单1
车识卡
将纱车推至 编织机检验
现场 单位
假捻 流程
存档
2
3
编织检验完后
投入染色机
原料领/退料 流程
胚布检验 流程
领/退料单1 2 3
了机
输入电脑
了机凭证
原料领/ 退料流程
存档
11
处理 订单
销售/接单 通知书 2
生产管理根据产 能负荷及机台 特性评估是 否超负荷
否 排程
是否超负荷或 机台无法生产
是
采购/ 验收
选定代 工产品
外协加工事务流程
生产管理
代工厂
A
与代工厂确定 交期、工缴并
填写外协 加工单
(2)物料需求
《S/C展开》
(4)采购管理
(5)外协管理
(9)出口贸易
L/C&SHIPPING ADVICE
A
(8)库存管理
《原胚/成品布》
(3)用料结构
《付织/染整》
(6)生产管理
(7)检布/质检
A
统计管理
6
7
报价/订单管理事务流程
营销部门
生产管理部门
P13 财务部门
开始
业务人员接 受客户样品
NG
《棉纺织工艺整经》课件

提供整经机操作和设置的技巧和注意事 项。
整经后的处理和成品质量控制
讨论整经后的处理过程以及如何控制成 品的质量。
四、技术要点与注意事项
1 整经前后注意事项
列举整经前后需要注意的技术要点和细节。
2 整经时的常见问题及解决方案
分析整经过程中出现的常见问题,并提供相应的解决方案。
3 整经加工中的安全措施
《棉纺织工艺整经》PPT 课件
学习《棉纺织工艺整经》PPT课件,探索棉纺织工艺整经的定义、作用以及各 个工艺步骤。通过精美图片和详细介绍,帮助您轻松掌握相关知识。
一、工艺介绍
1 纺织整经的定义和作用
介绍整经在纺织工艺中的意义和功能。
2 纺纱前整经的重要性
探讨为何纺纱前整经是整个纺织工艺中的重 要环节。
二、整经机械设备
整经机的种类和组成
介绍整经机的不同种类和它们的组成部分。
整经机的主要结构和功能
详述整经机的主要结构和各个组件的功能。
三、整经工艺流程
1
小筒形成和落筒
2
解释小筒形成和落筒过程中的关键点和
操作要领。
3
整艺对成品质量
的影响。
5
原纱准备和检验
讲述整经工艺流程中原纱准备和检验的 重要步骤。
强调整经加工过程中需要遵守的安全措施和操作规范。
五、参考文献
1. 《纺织整经技术与工艺》 2. 《纺织工艺整经基础》 3. 《棉纺织织造工艺学》
精纺生产工艺及流程介绍

污水处理:将洗毛产生的杂质沉淀物进行 处理并使处理水达到可排放条件。
制条各工序的作用
回收油脂:通过多次分离后回收提取油脂, 作为化妆品、医疗等原料。
非织造布:又称无纺布,是由一种纤维层构成的纺织品。 采用聚丙烯(pp材质)粒料为原料,经高温熔融、喷丝、 铺纲、热压卷取连续一步法生产而成。因具有布的外观和 某些性能而称其为布。如服装粘合衬、人造毛皮等。
无纺布生产用纤维主要是丙纶(PP)、涤纶(PET)。此 外,还有锦纶(PA)、粘胶纤维、腈纶、乙纶(HDPE)、 氯纶(PVC)。
外在指标检验:经过成品检验车间对外观疵点进 行检验,按照国标或者客户标准进行,大部分采 用等品率、结辫率表示,也有按照扣分制检验。
内在和外在检验合格后,方可入库。
内在检测-中心实验室
全程控制,自原材物料进厂开始至成品出 厂的重点环节都设立控制点进行检测,包 含近70个检测项目和相应的内控指标。其 中成品检测近30项,包括克重、幅宽、强 力、经纬密、色牢度、缩率等
织物蓬松的手感。主要作用在于净化和调整组织结构 ,使之达到某种稳定形态(如薄挺的、丰厚的、缩绒 的等);
干整:对湿处理之后的呢面,通过温度和压力、蒸汽 等条件,使织物获得一定光泽和手感。不同的产品风
格整理工艺不同。主要作用在于表面加工和持久定型
相关要点
实现南山品牌和Filarte品牌两种风格特点的 整理。Filarte 品牌完全按照意大利设计师 和专家要求,实现原汁原味的意大利风格
拼毛打样间
自动滴液系统
自动配液系统
棉纺织品制作的工艺及工艺流程图
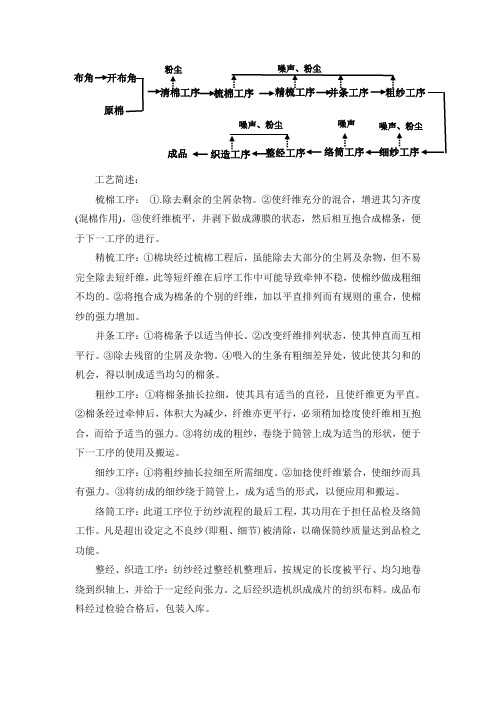
工艺简述: 梳棉工序: ①.除去剩余的尘屑杂物。
②使纤维充分的混合,增进其匀齐度(混棉作用)。
③使纤维梳平,并剥下做成薄膜的状态,然后相互抱合成棉条,便于下一工序的进行。
精梳工序:①棉块经过梳棉工程后,虽能除去大部分的尘屑及杂物,但不易完全除去短纤维,此等短纤维在后序工作中可能导致牵伸不稳,使棉纱做成粗细不均的。
②将抱合成为棉条的个别的纤维,加以平直排列而有规则的重合,使棉纱的强力增加。
并条工序:①将棉条予以适当伸长。
②改变纤维排列状态,使其伸直而互相平行。
③除去残留的尘屑及杂物。
④喂入的生条有粗细差异处,彼此使其匀和的机会,得以制成适当均匀的棉条。
粗纱工序:①将棉条抽长拉细,使其具有适当的直径,且使纤维更为平直。
②棉条经过牵伸后,体积大为减少,纤维亦更平行,必须稍加捻度使纤维相互抱合,而给予适当的强力。
③将纺成的粗纱,卷绕于筒管上成为适当的形状,便于下一工序的使用及搬运。
细纱工序:①将粗纱抽长拉细至所需细度。
②加捻使纤维紧合,使细纱而具有强力。
③将纺成的细纱绕于筒管上,成为适当的形式,以便应用和搬运。
络筒工序:此道工序位于纺纱流程的最后工程,其功用在于担任品检及络筒工作。
凡是超出设定之不良纱(即粗、细节)被清除,以确保筒纱质量达到品检之功能。
整经、织造工序:纺纱经过整经机整理后,按规定的长度被平行、均匀地卷绕到织轴上,并给于一定经向张力。
之后经织造机织成成片的纺织布料。
成品布料经过检验合格后,包装入库。
粉尘原棉 梳棉工序清棉工序 细纱工序络筒工序 成品噪声 噪声、粉尘布角开布角。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
精纺:王俊
前言
关于纺织品 纺织品要满足人体生理功能的需要,符合 生活环境和生态环境,满足人们对现代生 活方式、衣着时尚多样化的审美需求。
*织物与织物结构 *织物分类
织物与织物结构
机织物:由相互垂直排列的两个系统的纱 线,在织机上按一定规律交织而成的制品, 为机织物,简称织物。即经纱和纬纱在织 物中互相沉浮,进行交织以形成织物。
产业用纺织品:包括工业、农业、医疗卫 生、科学技术、交通、军工国防、宇航等 用途的织物。以功能为主。如人造血管等。
№-3按加工方法分
机织物:在织机上由经纬纱按一定的规律交织而成的织物。 应用最为广泛。
针织物:由纱线成圈相互串套在针织机加工而成的织物。 如羊毛衫、运动衣等。
针、织机联合布:由针织、织机共同制成。
织物结构:是指经纬纱线在织物中的几何 形态。经纬纱原料、线密度、密度的配置 和经纬纱的交错情况都是织物结构的参数。
织物分类
№-1按构成织物的原料分
№-1.1纯纺织物:采用同一种纤维纺成纱织成的织物
棉织物 毛织物 丝织物 麻织物 化纤织物 矿物性纤维织物 金属性原料织物
№-1.2混纺织物
是指两种或两种以上不同种类的纤维混纺 的经纬纱线织成的织物。随着化纤生产的 发展,天然纤维与化纤混纺的品种逐渐增 多。
№-1.3交织物
是指由不同纤维纺成的经纱和纬纱相互交 织而成的织物。如棉经、毛纬的棉毛交织 物,毛丝交织的凡立丁,丝棉交织物等等
№-2按织物用途分
服用纺织品:用于服装的各种纺织面料。 如内衣、外衣、裤料、职业装、休闲装、 礼服等。
装饰用纺织品:如台布、窗帘、沙发布、 床罩、地毯等,要求舒适、美观、功能性。
№-4按织物组织分
原组织织物:又称基本组织织物 小花纹组织织物:把原组织加以变化,分
为变化组织织物和联合组织织物。 复杂组织织物 大提花组织织物:必须在提花织机上制织。
细分至具体的加工工艺
按加工纤维长度分为:毛纺、棉纺、麻纺 按生产工艺流程分为:精纺、半精纺、粗
纺 按原料构成形态分为:纯毛、混纺、交织 按整理方式不同分为:条染、纱染、匹染
南山精纺加工工艺
精纺:从制条至面料 纯毛、混纺、交织(多组分) 条染、匹染、匹套染 纱染
南山精纺的生产工艺流程
制条品
我厂实现面料加工的主要流转单
投产通知书
设计单
拼毛卡、计划 通知单
排缸单、调方 单
转纱单、入库 单
后纺工艺单
前纺工艺单
配毛卡片、转 毛单
织造工艺单
拼毛接到设计布样卡片后,拆纱样分析颜色,配毛分 析染料,后投入大样染色
在各生产环节流转,技术部、车间做好跟踪质量进度 控制,拼毛保持精梳、粗纱、坯布、中检对色
织机进行设计对样,坯布检测;成品进行对样,看色, 评定手感,合格者进行指标检测,大批检验后入库
面料出厂跟踪服务
发货准备
被动信息:客户反馈至业务员后,面料的生产质量 技术问题需在第一时间反馈至售后服务部
理混条:将不同颜色、不同缸号、不同成 分的纤维按一定比例理混成客户需要的颜 色。
染色中心工序要点
产能最大。日产量17-18吨,约合5-5.5万米 先进技术配置。进口一流的中央自动配色滴液打
样系统,Data colour测色系统,自动配化液传输 的拉沃染缸系统。 无色差颜色控制。测色系统,档案管理,对色把 关。 优化染化料。常用分散、活性、媒介染料 技术团队的建设。意大利专家和南山技术的结合 可染羊毛、涤纶、羊绒、天丝、桑蚕丝等各种纺 织原料。
调染色工艺、自 动手动加料
松球、挤压、入 缸
中控输方、手动 配化料
复洗烘干成球
入库、拼配毛
理混条、成品入 库
染色中心主要工序的作用
染色:将纤维通过化学、物理相结合的方 法,在一定温度条件下,利用某种染料, 将纤维染上需要的颜色,减少对纤维的损 伤,并满足一定的服用性能。
复洗:洗净染色后纤维上的浮色、染料, 并烘干成球,便于后工序使用。
拼毛打样间
自动滴液系统
自动配液系统
拉沃染缸自动加料系统
染缸图片
染缸图片
复洗设备
理混条设备
纺纱工艺流程
• 复精梳:针梳1-3、复精梳、针梳4-5、毛粒检测
前纺 • 粗纱:针梳匀整1、针梳2-3、高速针梳4、粗纱
技术部门针对出现的问题在与约定时间内答复或者 解决。
主动信息:来源于业务员对发出面料的主动跟踪; 来源于定期市场走访。
做好主动信息收集和信息管理、质量稳定。做好快 速有效的系列服务体系的完善。
染色中心工艺流程
接设计单、样卡
拆纱、分析色样
返单或打小样
测算、投产、下 配方、排缸算单
执行工艺、出缸 卸团
非织造布:又称无纺布,是由一种纤维层构成的纺织品。 采用聚丙烯(pp材质)粒料为原料,经高温熔融、喷丝、 铺纲、热压卷取连续一步法生产而成。因具有布的外观和 某些性能而称其为布。如服装粘合衬、人造毛皮等。
无纺布生产用纤维主要是丙纶(PP)、涤纶(PET)。此 外,还有锦纶(PA)、粘胶纤维、腈纶、乙纶(HDPE)、 氯纶(PVC)。
洗毛:用化学或者物理的方法洗去羊毛纤 维上的杂质和油脂油汗,伴随机械加工过 程,这一工序比较复杂。洗毛工序又分: 开松、除杂、洗涤、烘干、加油给湿。
污水处理:将洗毛产生的杂质沉淀物进行 处理并使处理水达到可排放条件。
制条各工序的作用
回收油脂:通过多次分离后回收提取油脂, 作为化妆品、医疗等原料。
坯布检验单
染整流程工艺 卡片
成品检验单、 物理指标报告
原毛源自澳洲拍卖牧场---美利奴细羊毛经深加工成面料
自原毛至面料的加工流程
制条:也叫毛条制造,可单独设计工厂,产品
可出售
原
污回
成
毛洗水收梳精滤梳品
配毛处油毛梳尘条毛
毛
理脂
条
制条各工序的作用
选配毛:生长部位、生长条件、季节不同, 合理调配,节约原料成本
梳毛:将洗净毛进行开松除杂梳理成条。 精梳:将梳毛条进一步除杂除毛粒梳理。 滤尘:回收梳毛杂质、精梳精短。 梳条:将精梳后毛梳理成条干均匀、外观
质量合格的成品毛条,便于出售,后工序 加工使用。
污水处理设备
洗毛设备
面料进厂技术流转流程
业务员接样,计划定交期,设计分析后制单
有难度的经评审后或调整交期,设计制单后发给各生 产部门