一次性口罩包装出货检验作业指导书
一次性使用医用口罩检验规程
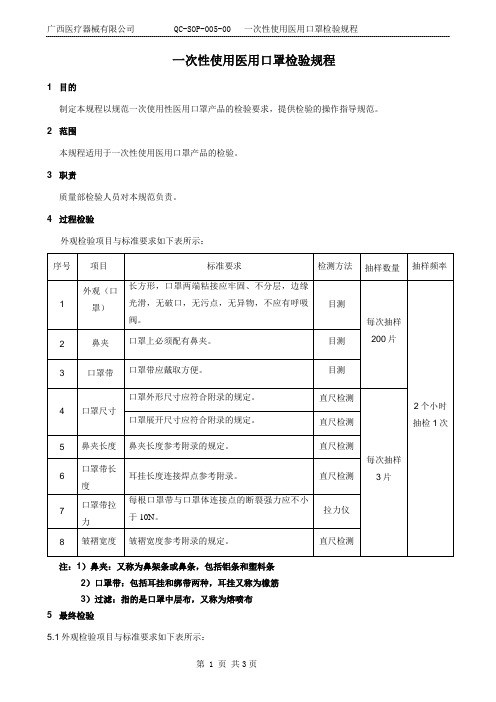
一次性使用医用口罩检验规程1 目的制定本规程以规范一次使用性医用口罩产品的检验要求,提供检验的操作指导规范。
2 范围本规程适用于一次性使用医用口罩产品的检验。
3 职责质量部检验人员对本规范负责。
4 过程检验外观检验项目与标准要求如下表所示: 序号项目 标准要求检测方法抽样数量抽样频率1外观(口罩)长方形,口罩两端粘接应牢固、不分层,边缘光滑,无破口,无污点,无异物,不应有呼吸阀。
目测每次抽样200片2个小时抽检1次2 鼻夹 口罩上必须配有鼻夹。
目测 3口罩带口罩带应戴取方便。
目测 4口罩尺寸口罩外形尺寸应符合附录的规定。
直尺检测 每次抽样3片口罩展开尺寸应符合附录的规定。
直尺检测 5鼻夹长度 鼻夹长度参考附录的规定。
直尺检测6口罩带长度 耳挂长度连接焊点参考附录。
直尺检测7 口罩带拉力 每根口罩带与口罩体连接点的断裂强力应不小于10N 。
拉力仪8皱褶宽度皱褶宽度参考附录的规定。
直尺检测注:1)鼻夹:又称为鼻架条或鼻条,包括铝条和塑料条 2)口罩带:包括耳挂和绑带两种,耳挂又称为橡筋 3)过滤:指的是口罩中层布,又称为熔喷布 5 最终检验5.1外观检验项目与标准要求如下表所示:序号项目标准要求检测方法抽样方法判断准则1 外观(口罩)口罩外观整洁,形状完好,表面不得有破损、污渍。
口罩佩戴好后,应能罩住佩戴者的口、鼻至下颌。
目测G-I 0.652 鼻夹口罩上必须配有鼻夹。
目测G-I 0.653 口罩带口罩带应戴取方便。
目测G-I 0.654 外形尺寸口罩外形尺寸应符合附录的规定。
最大偏差不超过±5%直尺检查S-2 4.05 展开尺寸口罩展开尺寸应符合附录的规定。
直尺检查S-2 4.06 鼻夹长度鼻夹长度参考附录的规定。
直尺检查S-2 4.07 口罩带拉力每根口罩带与口罩体连接点的断裂强力应不小于10N。
拉力仪S-2 4.08 口罩带长度耳挂长度连接焊点参考附录。
直尺检查S-2 4.09 皱褶宽度皱褶宽度参考附录的规定。
一次性使用医用口罩检验规程完整
一次性使用医用口罩进货、过程、成品检验规程进货检验1.目的和围1.1目的规一次性使用医用口罩的原材料进货检验操作,确保原材料符合规定要求,保证产品质量。
1.2围适用于本公司一次性使用医用口罩产品的原材料进货检验。
2.工作程序2.1原材料进厂后应放原材料仓库待检区,由仓库填写请检单,送交质量部,质量部收到请检单后派员到现场进行检验或取样。
2.2质量部收集产品质量证明书。
3检验项目、要求、方法及抽样方案3.1非织造布1.目的规一次性使用医用口罩产品生产过程中的检验项目、检验方法与检具、抽样方案及判定准则的要求,确保产品在生产过程中的质量要求。
2.围适用于本公司一次性使用医用口罩生产过程检验。
1.目的规一次性使用医用口罩产品岀厂前检验项目、检验容与要求、检验方法、抽样方案判定准则及检验记录的要求,桷保出厂成品符合注册标准要求。
2.围适用于本公司一次性使用医用口罩成品出厂前检验。
3.检验依据3.1一次性使用医用口罩技术要求4.检测项目、质量要求、检验方法检测包括出厂检验和型式检验。
出厂检验项目项目:4.1外观、4.2结构与尺寸、4.3鼻夹、4.4口罩带、4.7微生物指标。
其中4.7为委托第三方检测项目,每批原材料送检一次。
型式检验应为产品标准的全性能检验。
4.1外观4.1.1口罩外观应整洁、形状完好,表面不得有破损、污渍。
4.1.2口罩的超声波复合应均匀、平直、牢固、无明显皱折。
4.1.3口罩超声波复合处粘合应牢固。
检验方法:随机抽取3个样品进行试验。
目视检查,结果应符合要求。
4.2结构与尺寸口罩佩戴好后,应能罩住佩戴者的口、鼻至下颌。
应符合表1的规定尺寸,最大偏差应不超过士5%果应符合要求4.3鼻夹4.3.1口罩上应配有鼻夹,鼻夹由可塑性材料制成。
检验方法:随机抽取3个样品进行试验。
检査鼻兴材质并手试弯折,结果应符合要求。
4.3.2鼻夹长度应不小于8.0cm。
检验方法:随机抽取3个样品进行试验。
取出鼻夹,以通用或专用量具测量,结果应符合要求。
口罩包装检验指导书
口罩包装检验指导书
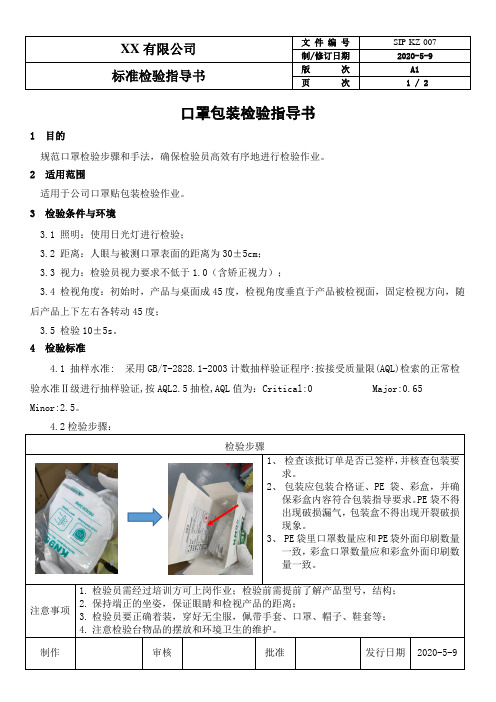
1 目的
规范口罩检验步骤和手法,确保检验员高效有序地进行检验作业。
2 适用范围
适用于公司口罩贴包装检验作业。
3 检验条件与环境
3.1 照明:使用日光灯进行检验;
3.2 距离:人眼与被测口罩表面的距离为30±5cm;
3.3 视力:检验员视力要求不低于1.0(含矫正视力);
3.4 检视角度:初始时,产品与桌面成45度,检视角度垂直于产品被检视面,固定检视方向,随后产品上下左右各转动45度;
3.5 检验10±5s。
4 检验标准
4.1 抽样水准: 采用GB/T-2828.1-2003计数抽样验证程序:按接受质量限(AQL)检索的正常检验水准Ⅱ级进行抽样验证,按AQL2.5抽检,AQL值为:Critical:0 Major:0.65 Minor:2.5。
4.2检验步骤:
1.检验员需经过培训方可上岗作业;检验前需提前了解产品型号,结构;。
一次性医用口罩、医用外科口罩封口包装作业指导书

一次性使用医用口罩、医用外科口罩封口包装作业指导书文件编号: _____________编制/日期: _______________审核/日期: _______________批准/日期: _______________受控状态:1 .目的为确保产品热合封装(包装)质量,规范地使用设备,根据确认的结果,制订了本作业指导书。
2 •范围适用于本公司一次性使用率医用口罩、医用外科口罩产品的热合封装、装箱过程的指导。
3 •操作方法初包装(纸塑袋包装)a)包装人员按照生产要求对口罩进行整体整理,(每沓产品数量根据订单要求而定)将耳带统一收拢在口罩背面,如图1所示,图1.耳带整理标准示意图b)将折好口罩放入纸塑包装袋中,口罩正面面向透明袋体,如图2所示。
图2 口罩装袋示意图c)检查设备工作台是否已进行了清场,将待封口产品放在工作台。
d)打开电源,检查设备运行是否正常,并按设备使用说明书进行操作。
e)设置封口参数:具体参数值详见附表1,待设备指示灯转为绿色即可正常工作。
f) 3.4将预先准备好的塑料包装袋进行热合封口操作,观察封口外观应完整均匀,无褶皱。
如图3图3纸塑袋封口示意图g)完成上述工作后,即可按要求对产品进行热合封口操作。
h)工作结束,关闭电源,整理现场,按规定做好记录。
纸箱包装a)检查纸箱是否有破损,预装好纸箱等待包装封箱;b)按照生产要求清点规定数量初包装产品放入纸箱中,整理好码放,如图4;c)用封口胶带封口入库4 •注意事项操作人员必须按有关规定,专业培训,持证上岗;当温度达到时,才可进行封口操作;产品包装过程,应整理好产品,当发现产品有污染时,应及时剔除; 5•封口参数•修改经历。
PPE防护口罩检验指导书

目录文件编号文件名称版本有效期CE-PPE-01 熔喷布来料检验规范V1.0 长期CE-PPE-02 无纺布来料检验规范V1.0 长期CE-PPE-03 热风棉来料检验规范V1.0 长期CE-PPE-04 鼻夹鼻梁条来料检验规范V1.0 长期CE-PPE-05 口罩头带、耳带来料检验规范V1.0 长期CE-PPE-06 一次性塑料包装袋来料检验规范V1.0 长期CE-PPE-07 包装纸盒来料检验规范V1.0 长期CE-PPE-08 包装纸箱来料检验规范V1.0 长期CE-PPE-09 口罩生产过程检验指导书V1.0 长期CE-PPE-10 口罩成品检验指导书V1.0 长期熔喷布来料检验规范1.目的制定防颗粒物口罩材料熔喷布来料检验操作规程,以适应我公司生产要求。
2.职责技术部负责制定、修改、品管部审核;品管部、生产部负责执行。
3.范围适用于我公司防颗粒物口罩材料熔喷布的检验、判定和使用。
4.程序4.1熔喷布来料检验内容抽检标准GB2828-2012:AQL=2.54.2其它说明4.2.1供方每批来料必须提供出厂检验报告。
5.相关记录《来料检验报告》无纺布来料检验规范1.目的制定防颗粒物口罩配件无纺布来料检验操作规程,以适应我公司生产要求。
2.职责技术部负责制定、修改、品管部审核;品管部、生产部负责执行。
3.范围适用于我公司防颗粒物口罩配件无纺布的检验、判定和使用。
4.程序4.1无纺布来料检验内容抽检标准GB2828-2012:AQL=2.54.2其它说明4.2.1供方每批来料必须提供出厂检验报告。
5.相关记录《来料检验报告》。
口罩生产及品质检验一整套作业指导书汇编
一、口罩生产一整套作业指导书汇编
二、口罩品质检验一整套作业指导书汇编
有限公司 三阶文件
标题:一次性医用口罩生产工艺流程
文件编号:WI-01-01 版 本 号:A0 页 次:1/1 生效日期:2020.01.02
生产工序 控制项
流程
目
控制方法
控制依据
职责部门和 记录表
编制: 日期:
审核: 日期:
批准: 日期:
文件编号:WI-03-53 版本号:A/0
操作人员手部清洗消毒验证方案
有限公司
操作人员手部消毒验证方案
1 验证目的
一次性使用医疗器械产品主要是手工操作,在生产过程中,如果手部卫生达不到要求, 含菌量较高,当手触到产品时,手上大量的细菌也会随着手传播到产品上,造成产品污染。 因此,要对手的卫生进行有效控制并验证,对手部进行消毒杀菌的有效方法,以保证实现 在正常条件下,生产出符合标准的医疗器械产品。制订本方案目的在于分析评价操作人员 手的卫生状况对产品带来初始污染的影响,以确认最佳消毒时间。
编制
批准
日期
有限公司 仓库卫生管理规程
文件编号 版号 页次 生效日期
WI-02-16 A.0 1/1
2020/01/02
1.目的
建立一个仓库卫生的管理规程文件,以仓库的卫生管理。
2.范围
适用于仓库的卫生管理。
3.职责
仓库。
4.内容 4.1. 仓库保管员应做到保持库区周围环境清洁卫生,整洁,无积水,无杂物,无蚊蝇,滋生地,并 每天对仓库周围环境进行清扫。 4.2.保持仓库窗明壁净,每周对门、窗、天棚进行一至二次清洁。 4.3.每天对仓库地面进行清扫,保证仓库无积灰,无杂物。 4.4.保持仓库货架、货柜以及其他设施的清洁卫生,并每周至少进行二次清洁。 4.5.库区内物料按类别分区存放。摆放整齐,不得堆放杂物、废弃物。 4.6.仓库办公室整洁卫生,无积灰、无杂物,与办公无关的物品不得存放在桌面上。 4.7.仓库内有相应的防虫、防鼠设备,并严禁在库内投入杀鼠、杀虫的有毒物品。防虫、防鼠设备 及时清洁。 4.8.仓库工作人员保持个人卫生,不得将与工作无关的个人物品、特别是食品带入仓库。 4.9.与仓库无关人员无事不得随便进入仓库。
范本一 检验标准(一次使用医用口罩及防护口罩)

编撰人XXX 版本号V.2
批准人XXX 页码第 4 页/ 共 4 页
7.5.2.6 b
过滤效率
颗粒过滤效
率PFE
测试
口罩对非油性颗粒的过滤效率应
不小于30%
重要缺陷:
非油性颗粒的过滤效率低于
30%。
7.5.2.7
气体交换
呼吸阻力
测试
口罩的吸气阻力应不超过
49Pa,呼气阻力应部超过
29.4Pa。
重大缺陷:
吸气/呼气阻力跟标准差
异±2Pa。
轻微缺陷:
吸气/呼气阻力跟标准差
异±1Pa。
7.5.2.8 阻燃性能目测
阻燃测试
口罩材料不应为易燃性材料。
移
离火焰后继续燃烧应不超过5s。
重大缺陷:
阻燃性测试不通过:即移
离火焰后继续燃烧超过5s
以上。
7.5.3微生物指标
1)口罩应符合表1的要求。
2)包装上标志有“灭菌”或“无菌”字样或图示的口罩应无菌。
3)皮肤刺激:口罩材料应无皮肤刺激反应。
7.5.4实际佩戴:根据特殊检验抽样水平(AQL S-3)或客户要求抽取测试样品。
7.5.4.1实际佩戴尺寸应符合要求,并目视检查及实际佩戴确认鼻梁夹应符合要求。
7.5.4.2实际佩戴确认口罩带调节正常,没有脱落等其他问题。
8.相关文件
《MIL-STD-105E》
《产品抽样作业指导书》
《产品缺陷的判定作业指导书》。
口罩封口包装作业指导书

热封温度
热封时间
备注
根据塑料包装袋热合封口要求,待设备指示灯转为绿色即可正常工作。
4.4将预先准备好的塑料包装袋进行热合封口操作,观察封口外观应完整均匀,无
褶皱。
4.5完成上述工作后,即可按要求对产品进行热合封口操作。
4.6工作结束,关闭电源,整理现场,按规定做好记录。
纸箱包装
3.7检查纸箱是否有破损,预装好纸箱;
3.8清点50个初包装产品放入纸箱中,整理好码放;
3.9封口入库
.修改经历
DCR No.
版本号
新增/修改条款号
修改内容
修改日期
医用防护口罩
编制:
审核:
批准:
1.
为确保产品热合封装(包装)质量,规范地使用设备,根据确认的结果,制订了本
作业指导书。
2.
保养。
技术人员负责设备工艺参数的验证确认。
4.
初包装
4.1操作人员必须按有关规定,专业培训,持证上岗。
4.2合上电源,检查设备运行是否正常,并按设备使用说明书进行操作。
一次性口罩塑料袋检验操作规程
更改历史
1目的
为加强质量控制,规范指导检验过程,制定本规程。
2适用范围
适用于初包装的质量检验,评价其质量水平。
3职责
质量部
4要求
4.1外观
无肉眼可见污渍,破损。
4.2尺寸
长为(XX-XX)cm,宽为(XX-XX)cm。
4.3密封强度
应小于1.2N/15mm。
4.4微生物限度
细菌菌落总数≤200cfu/g;真菌菌落总数≤100cfu/g,大肠群菌,致病性化脓菌不得检出。
5检验方法
5.1外观
目视观察,应符合要求。
5.2尺寸
取通用量具测量,应符合要求。
5.3密封强度
按YY/T 0681.2-2010中规定的方法进行检验,应符合要求。
5.4微生物限度
按照GB 15979-2002中附录B规定进行试验,应符合要求。
6检验类型和抽样水平
6.1检验分为型式检验和入厂检验。
一次性口罩包装出货检验作业指导书

一次性口罩包装出货检验作业指导书
AC RE
口罩尺寸5包尺寸卡尺/直尺01口罩包装5包外观目视01外包装5箱外观目视01
日期:_____________日期:_____________题目:分类/次序抽样计划项目方法包装图解检验频率1次/2h 1、口罩装袋摆放,口罩、耳线统一朝向;
2、合格证方向统一字面朝上;
3、工业包装(50只):胶袋封口平整,封口前(轻
压)不得有鼓气现象,不折邹,不破裂。
4、真空包装:胶袋封口平整、居中,不折邹,不破
裂,不漏气,不得有鼓气现象;
1次/班1、洁净:包装箱无污染、无开裂破损等现象;
2、外箱包装严实,无爆箱、无裂箱、无裂隙等现象;
3、每箱成品实测为基准,每箱重量公差约为50g
4、箱外贴标:标签纸对版,位置符合指定的贴位。
制作人:_____________
核准人:_____________1、目的:规范包装过程的质量控制检验方法及标准
2、范围:适用于成品口罩在包装过程的质量控制检验及QC 检验员
3、定义:质量允收标准 AC :接收 RE :拒收
4、内容:
允收标准1次/2h 1,口罩规格尺寸:17.5cm*9.5cm;2,鼻梁条长度:100-105mm ;
3,耳带线长度:160-180mm 。
检验标准
XXXXX有限公司
包装过程检验
文件编号:Q D-QW-07版次:A 作业指导书生效日期:2020-4-18第 1/1 页。
医用口罩检验作业指导书
医用口罩检验作业指导书1、目的本指导书规定了医用口罩检验的技术要求、测试方法及检验规则。
2、适用范围本指导书适用于所有一次性医用口罩、防尘口罩等。
3、引用标准3.1 GB19083-2010 医用防护口罩技术要求3.2 YY0469-2004 医用外科口罩技术要求3.3 YY/T0969-2013 一次性使用医用口罩技术要求4、检验依据如有客户要求或产品标志中规定的要求,按客户要求或产品标志中规定的要求,若没有规定按本作业指导书进行检验。
如涉及到安全项目检验的按进口国标准检验。
5、检验设备略6、作业内容:6.1 检验前准备在产品检验前,需获取产品的相关详细资料或由客户提供的确认样品。
同时根据客户的要求确定检验流程和重点检验的项目。
当检验人员到达现场、发现存在与实际提供资料不符合时,需及时通知客户,以确定检验流程是否正常进行。
6.2抽样检验6.2.1 根据相关资料,对已经完完包装的产品进行清点,以确定产品已经完成包装或产品包装已达到客户认可的完成比例。
6.2.2 在已完成包装的产品中,按照常规检验抽样水平AQL,如客户有特殊要求则按客户要求,随机抽取检验样品,按《产品抽样作业指导书》实施。
6.3 产品包装及产品信息收集6.3.1 产品包装信息收集收集产品的包装信息,(包括:外箱箱唛、彩盒、条码、合格标签、说明书等),对产品包装进行测量或称重(根据客户要求),并将产品包装信息(包括包装尺寸、包装重量、包装方法等)记录在检验报告中。
6.4 产品资料检验根据收取的资料、对产品的包装资料(包括:外箱箱唛、彩盒、条码、合格标签、说明书等),产品描述(产品形状、结构、尺寸等)进行核查,确定是否符合要求,不符点记录在检验报告中。
6.5 产品的检验6.5.1 包装的检验6.5.2 产品外观检验:依据客户的要求外观检查光照度,产品距光源1~1.2m 40W日光灯下,用目视检查,检查视距:300~450mm。
6.5.3 生物指标6.5.3.1 包装上标识有“灭菌”或“无菌”字样或图示的口罩应为无菌。
一次性医用口罩检验作业指导书
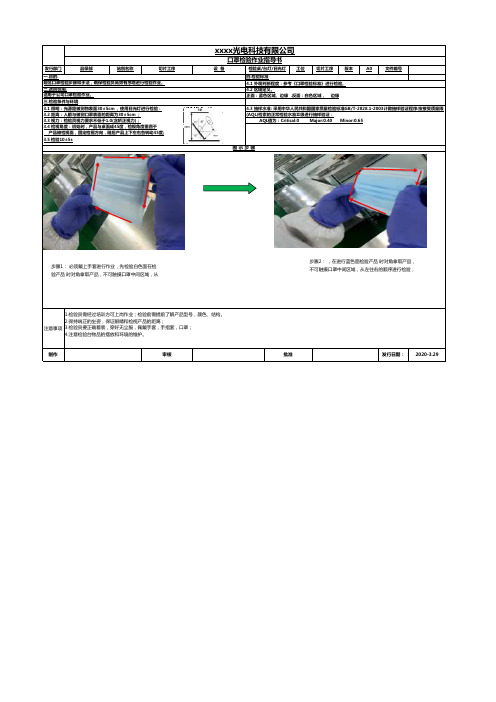
注意事项制作发行日期:2020-3.29品保部检验桌/台灯/日光灯切片工序3.1 照明:光源距被测物表面30±5cm ,使用日光灯进行检验:3.2 距离:人眼与被测口罩表面的距离为30±5cm ;3.3 视力:检验员视力要求不低于1.0(含矫正视力);3.4 检视角度:初始时,产品与桌面成45度,检视角度垂直于产品被检视面,固定检视方向,随后产品上下左右各转动45度;3.5 检验10±5s4.3 抽样水准: 采用中华人民共和国国家质量检验标准GB/T-2828.1-2003计数抽样验证程序:按接受质量限(AQL)检索的正常检验水准Ⅱ级进行抽样验证: AQL值为:Critical:0 Major:0.40 Minor:0.654.2 区域定义。
正面:蓝色区域、边缘 .反面:白色区域, 边缘审核批准二.适应范围:适用于公司口罩检验作业。
三.检验条件与环境图 示 步 骤1.检验员需经过培训方可上岗作业;检验前需提前了解产品型号,颜色、结构。
2.保持端正的坐姿,保证眼睛和检视产品的距离;3.检验员要正确着装,穿好无尘服,佩戴手套,手指套,口罩;4.注意检验台物品的摆放和环境的维护。
xxxx光电科技有限公司口罩检验作业指导书一.目的:四.检验标准规范口罩检验步骤和手法,确保检验员高效有序地进行检验作业。
4.1 外观判断程度:参考《口罩检验标准》进行检验。
发行部门站别名称设 备工位切片工序版本A0文件编号步骤1:必须戴上手套进行作业,先检验白色面在检验产品时对角拿取产品,不可触摸口罩中间区域,从步骤2:,在进行蓝色面检验产品时对角拿取产品,不可触摸口罩中间区域,从左往右的顺序进行检验,。
一次性医用口罩包装验证方案
1.验证目的
通过对包装箱的模拟运输测试确定本公司生产的一次性医用口罩(非无菌)的包装,在运输及搬运期间遭到跌落的适应性和最低牢固等级。
2. 适用范围
本公司生产的一次性医用口罩(非无菌)。
3. 测试样品的选择
3.1本次包装验证的过程一次性医用口罩(非无菌)产品进行。
3.2 本产品包装用的包装袋、内盒、外箱及数量都是相同的。
4. 外包装用纸箱
本公司一次性医用口罩(非无菌)的外包装纸箱采用了瓦楞纸箱,它的的耐压强度较高,承载能力强,弹性好,形状恢复力强,粘接强度和胶粘剂用量适中,在制楞过程中瓦楞不易磨损,芯纸的瓦楞楞峰较少被压溃,是目前广泛采用的楞形。
5.试验样品
按公司标准要求生产,达到出厂检验标准包装好的5箱产品。
6.试验条件
试验高度:1m,指定区域:平整的水泥地面。
7. 方法步骤
7.1 徒手抬高试验样品,依照规定的跌落高度,在指定的跌落区域让试验样品进行自由垂直跌
落,不能施加任何外力。
7.2 取任意的一个角,按照(7.1)步骤的要求进行1个角的跌落;
7.3取(7.2)步骤测试的与角相连的三边,按照(7.1)步骤要求进行三个边的跌落;
7.4 取前、后、左、右、上、下这六个面,按照(7.1)步骤要求进行跌落;
7.5 对5件试验样品依次做上述六个面的跌落试验。
7.6 试验完毕后,打开包装箱,对产品进行检验。
8. 结论
根据以上自由跌落试验,产品的包装箱在自由跌落过程中的弹跳及撞击后,根据检测结果判断。
9. 参考标准
GB/T 6543-2008 运输包装用单瓦楞纸箱和双瓦楞纸箱。
一次性使用医用口罩口罩带检验操作规程

一目的:建立一个口罩带检验标准操作规程,以规范化验员操作。
二适用范围:适用于一次性使用医用口罩、医用外科口罩用口罩带检验操作。
三责任人:QC全体人员。
四程序:4.1外观4.1.1 检查方法:在自然光线明亮处,用肉眼观察,记录观察结果。
4.1.2合格标准:本品为本白色弹力松紧带,外观整洁、形状完好,表面不得有破损、污渍,断面呈扁圆或类圆形。
4.1.3结果判定:符合上述规定判断为合格,否则判断为不合格。
4.2弹力4.2.1检测方法:截取待测定样品长度约10cm,用直尺测量长度(a)并记录。
在口罩带一端0.5cm处固定,另一端0.5cm处用拉力计以30N的力量对口罩带拉伸,并保持约5秒钟。
测量并记录拉伸保持过程中口罩带长度(b)。
解除口罩带拉力,用直尺测量其长度(c)。
4.2.2计算:拉伸长度系数=b÷a形变系数(%)=(c-a)/a×1004.2.3合格标准:拉伸长度系数不小于拉伸前长度的1.5倍;形变系数(%)不得超过10%。
4.2.4结果判定:符合上述规定判断为合格,否则判断为不合格。
4.3尺寸规格4.3.1检测方法:若口罩带为圆形时,用千分尺测量口罩带直径;若口罩带为扁圆形时,用千分尺测量口罩带最宽面宽度尺寸。
记录检测结果,检测结果与标准值比较。
4.3.2标准规定:3±0.5mm。
4.3.3结果判定:符合上述规定判断为合格,否则判断为不合格。
4.4材质:4.4.1检测方法:火试法:接近火焰时会发生软化,熔融卷缩现象;在火焰中时,会发生燃烧,且边熔化边冒黑烟。
燃烧后灰烬为黑褐色硬块,用手指可捻碎。
*注:锦纶口罩带:接近火焰时,可燃软化收缩呈白色胶状;在火焰中时,卷缩、熔融,燃烧缓慢,产生小气泡,在火焰中熔燃滴落;燃烧后灰烬为黑褐色硬块,用手指不易捻碎。
4.4.2合格标准:检验结果符合涤纶特征。
4.4.3结果判定:符合上述规定判断为合格,否则判断为不合格。
4.5拉断强力4.5.1检测方法:截取待测定样品长度约10cm,,在口罩带一端0.5cm处固定,另一端0.5cm处用拉力计对口罩带拉伸,观察拉力计读数达30N时,口罩带不得出现断裂现象。
一次性使用医用口罩包装验证方案
一次性使用医用口罩包装验证方案目录1.目的 (2)2.范围 (2)3.验证小组成员及职责 (2)4.概述 (2)5.参考资料 (3)6.验证时间安排 (3)7.人员培训 (3)8.内包装材料性能确认 (4)9.运输适应性验证(内外包装) (5)10.内包装有效期验证 (6)11.结论 (6)12.偏差处理与变更控制 (7)13.再确认周期 (7)14.确认结果评定与结论 (8)15.附件 (9)15.1附件1培训记录表 (9)15.2初始污染菌检测记录 (10)15.3密封效果检查 (11)15.4标签适用性检查 (12)15.5模拟运输(可引用加速老化的数据) (13)15.6内包装有效期(可引用加速老化的数据) (13)1.目的为保证在预期的贮存条件中、运输、使用和贮存寿命期间保持产品的安全有效性能,对产品的包装进行验证,以保证医疗器械的持续安全有效进行验证,符合产品要求。
2.范围本验证方案适用于公司产品的内外包装。
3.验证小组成员及职责4.概述4.1包装形式三层包装,内包装、内箱、外箱,具体包装如下图:4.2内包装内外包装材质分别为:*******图示例:4.3内箱及外箱具体包装方式及相关参数见下表:5.参考资料5.1 YY/T0681.2-2010无菌医疗器械包装试验方法第2部分:软性屏障材料的密封强度5.2 YY/T0681.4-2010无菌医疗器械包装试验方法第4部分:染色液穿透法测定透气包装的密封泄漏5.3 ISTA2A-2011系列部分模拟性能试验程序6.验证时间安排包装材料性能验证时间安排:年月日至年月日灭菌适应性验证时间安排:年月日至年月日运输适应性验证时间安排:年月日至年月日包装稳定性试验不在此验证中进行,将同产品有效期验证一同进行,包括加速老化和实际老化。
7.人员培训7.1目的:在方案起草完成并经批准实施之前,由该方案起草部门组织所有参加本次验证的小组成员进行培训,对本方案所使用相关操作规程、人员职责以及本方案进行培训,并对培训效果进行评价。
一次性医用口罩说明书检验操作规程

更改历史
1目的
为加强质量控制,规范指导检验过程,制定本规程。
2适用范围
适用于一次性医用口罩说明书的质量检验,评价其质量水平。
3职责
质量部
4要求
4.1外观
无肉眼可见污渍,破损。
4.2尺寸
长为(XX-XX)cm,宽为(XX-XX)cm。
4.3文本
应与附录A保持一致。
5检验方法
5.1外观
目视观察,应符合要求。
5.2尺寸
取通用量具测量,应符合要求。
5.3文本
取标准件进行比对检验,应符合要求。
6检验类型和抽样水平
6.1检验分为型式检验和入厂检验。
6.2型式检验所有项目均应检验。
6.3入厂检验项目为4.1、4.2。
6.4抽样水平
6.4.1型式检验选择一次性抽样,判别水平为I,4.1/4.2RQL为20 ,4.3必须全部合格。
6.4.2入厂检验选择一次性抽样,抽样水平为I,4.1、4.2AQL为6.5。
7包装、储存要求
7.1XX个/包,包装为XX包装。
7.2储存在阴凉位置。
8有效期
有效期为3年。
附录A
产品说明书
【产品标签和包装标识的解释】
切勿再次使用包装破损时切勿使用怕晒防潮
批次代码制造日期查阅使用说明
【说明书编制日期】。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
AC RE
口罩尺寸5包尺寸卡尺/直尺01口罩包装5包外观目视01外包装5箱外观目视01
日 期:_____________日 期:_____________题目:分类/次序抽样计划项目方法包装图解检验频率1次/2h 1、口罩装袋摆放,口罩、耳线统一朝向;
2、合格证方向统一字面朝上;
3、工业包装(50只):胶袋封口平整,封口前(轻
压)不得有鼓气现象,不折邹,不破裂。
4、真空包装:胶袋封口平整、居中,不折邹,不破
裂,不漏气,不得有鼓气现象;
1次/班1、洁净:包装箱无污染、无开裂破损等现象;
2、外箱包装严实,无爆箱、无裂箱、无裂隙等现象;
3、每箱成品实测为基准,每箱重量公差约为50g
4、箱外贴标:标签纸对版,位置符合指定的贴位。
制作人:_____________
核准人:_____________1、目的:规范包装过程的质量控制检验方法及标准
2、范围:适用于成品口罩在包装过程的质量控制检验及QC 检验员
3、定义:质量允收标准 AC :接收 RE :拒收
4、内容:
允收标准1次/2h 1,口罩规格尺寸:17.5cm*9.5cm;2,鼻梁条长度:100-105mm ;
3,耳带线长度:160-180mm 。
检验标准
XXXXX有限公司
包装过程检验
文件编号:Q D-QW-07版次: A 作业指导书生效日期:2020-4-18第 1/1 页。