加工中心刀具转速-2
加工中心常用刀具参数
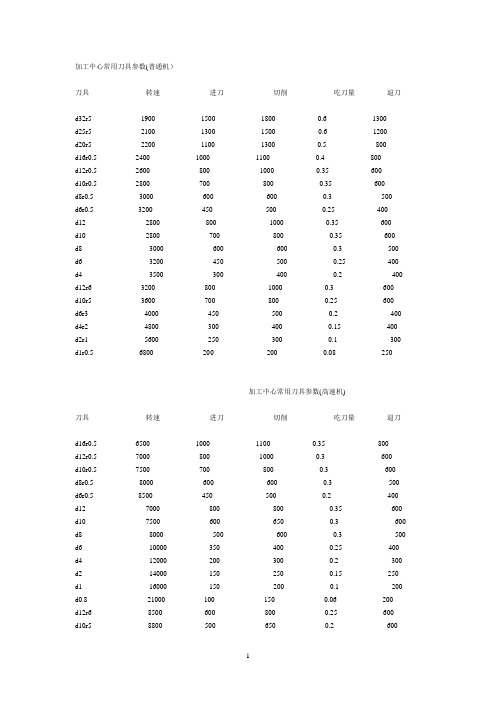
加工中心常用刀具参数(普通机)刀具转速进刀切削吃刀量退刀d32r5 1900 1500 1800 0.6 1300d25r5 2100 1300 1500 0.6 1200d20r5 2200 1100 1300 0.5 800d16r0.5 2400 1000 1100 0.4 800d12r0.5 2600 800 1000 0.35 600d10r0.5 2800 700 800 0.35 600d8r0.5 3000 600 600 0.3 500d6r0.5 3200 450 500 0.25 400d12 2800 800 1000 0.35 600d10 2800 700 800 0.35 600d8 3000 600 600 0.3 500 d6 3200 450 500 0.25 400 d4 3500 300 400 0.2 400 d12r6 3200 800 1000 0.3 600d10r5 3600 700 800 0.25 600d6r3 4000 450 500 0.2 400 d4r2 4800 300 400 0.15 400d2r1 5600 250 300 0.1 300 d1r0.5 6800 200 200 0.08 250加工中心常用刀具参数(高速机)刀具转速进刀切削吃刀量退刀d16r0.5 6500 1000 1100 0.35 800d12r0.5 7000 800 1000 0.3 600d10r0.5 7500 700 800 0.3 600d8r0.5 8000 600 600 0.3 500 d6r0.5 8500 450 500 0.2 400d12 7000 800 800 0.35 600 d10 7500 600 650 0.3 600 d8 8000 500 600 0.3 500 d6 10000 350 400 0.25 400 d4 12000 200 300 0.2 300 d2 14000 150 250 0.15 250 d1 16000 150 200 0.1 200 d0.8 21000 100 150 0.06 200d12r6 8500 600 800 0.25 600d10r5 8800 500 650 0.2 6001d6r3 11000 450 400 0.25 400 d4r2 14000 350 250 0.2 300 d2r1 17000 250 200 0.15 250 d1r0.5 19000 200 150 0.1 200常用G代码G00快速定位G01直线G02顺圆G03逆圆G04暂停G08加速G09 试建G17xy平面G18xz平面G19yx平面G20英制G21公制G28返回机床参考点G33螺纹切削G40刀补取消G41左补偿G42右补偿G43刀正偏G44刀负偏G80固定循取消G81固定循环G90绝对坐标G91增量坐标G92工件原点G96--G97恒线速控制G98没分进给G99每转进给常用M代码M00程式停M01选折停M03主轴顺转M04主轴反转M05主轴停M06换刀M07冷却液开(液态)M09------------(雾状)M10卡盘加紧M30程式结束M98调用子程式M99子程式并反回主程式文件(F)-新建(N)... Ctrl+N文件(F)-打开(O)... Ctrl+O文件(F)-保存(S) Ctrl+S文件(F)-另存为(A)... Ctrl+Shift+A 文件(F)-绘图(L)... Ctrl+P文件(F)-导出(E)-部件(P) 0文件(F)-执行(T)-图形交互编程(G)... Ctrl+G文件(F)-执行(T)-Grip 调试(D)... Ctrl+Shift+G 文件(F)-执行(T)-NX Open(N)... Ctrl+U编辑(E)-撤消列表(U)-1 进入“建模”Ctrl+Z编辑(E)-修剪(T) Ctrl+X编辑(E)-粘贴(P) Ctrl+V编辑(E)-删除(D)... Ctrl+D Delete 编辑(E)-选择(L)-最高选择优先级- 特征(F) F编辑(E)-隐藏(B)-隐藏(B)... Ctrl+B2编辑(E)-隐藏(B)-反向隐藏全部(R) Ctrl+Shift+B编辑(E)-隐藏(B)-取消隐藏所选的(S)... Ctrl+Shift+K编辑(E)-隐藏(B)-显示部件中所有的(A) Ctrl+Shift+U编辑(E)-变换(N)... Ctrl+T编辑(E)-对象显示(J)... Ctrl+J编辑(E)-特征(F)-移除参数(V)... Y视图(V)-刷新(R) F5视图(V)-操作(O)-缩放(Z)... Ctrl+Shift+Z视图(V)-操作(O)-旋转(R)... Ctrl+R视图(V)-操作(O)-剖面(C)... Ctrl+H视图(V)-布局(L)-新建(N)... Ctrl+Shift+N视图(V)-布局(L)-打开(O)... Ctrl+Shift+O视图(V)-布局(L)-充满所有视图(F) Ctrl+Shift+F视图(V)-可视化(V)-高质量图像(H)... Ctrl+Shift+H视图(V)-重设方位(E) Ctrl+F8插入(S)-草图(S)... S插入(S)-基准/点(D)-点(P)... P插入(S)-曲线(C)-基本曲线(B)... L插入(S)-设计特征(E)-拉伸(E) (X)插入(S)-设计特征(E)-回转(R)... R插入(S)-联合体(B)-求差(S)... C插入(S)-联合体(B)-求交(I)... Ctrl+C插入(S)-裁剪(T)-修剪的片体(R)... T插入(S)-细节特征(L)-边倒圆(E)... B插入(S)-扫掠(W)-变化的扫掠(V) (V)插入(S)-直接建模(I)-偏置区域(O)... O格式(R)-图层的设置(S)... Ctrl+L格式(R)-视图中的可见层(V)... Ctrl+Shift+V格式(R)-移动至图层(M)... Shift+Z格式(R)-复制至图层(O)... Shift+X格式(R)-WCS-显示(P) W工具(T)-日记(J)-播放(P)... Alt+F8工具(T)-日记(J)-编辑(E) Alt+F11工具(T)-宏(R)-开始记录(R)... Ctrl+Shift+R工具(T)-宏(R)-回放(P)... Ctrl+Shift+P工具(T)-宏(R)-步进(S)... Ctrl+Shift+S工具(T)-特定于工艺(O)-注塑模向导(M)-模具工具(T)-分割实体(O) (4)信息(I)-对象(O)... Ctrl+I分析(L)-距离(D).. K分析(L)-角度(A)... G分析(L)-曲线(C)-刷新曲率图表(R) Ctrl+Shift+C首选项(P)-对象(O)... Ctrl+Shift+J首选项(P)-选择(E)... Ctrl+Shift+T应用(N)-建模(M)... Ctrl+M3M应用(N)-外观造型设计(T)... Ctrl+Alt+S 应用(N)-制图(D)... Ctrl+Shift+DD应用(N)-加工(N)... Ctrl+Alt+MN应用(N)-钣金(H)-NX 钣金(H)... Ctrl+Alt+N 应用(N)-船舶设计(S)... Ctrl+E应用(N)-装配(L) A应用(N)-基本环境(G)... Ctrl+W帮助(H)-根据关联(C)... F1适合窗口(F) Ctrl+F缩放(Z) F6Z旋转(O) F7定向视图(R)-正二测视图(T) HomeF4定向视图(R)-正等测视图(I) End定向视图(R)-俯视图(O) Ctrl+Alt+T 定向视图(R)-前视图(F) Ctrl+Alt+F 定向视图(R)-右(R) Ctrl+Alt+R 定向视图(R)-左(L) Ctrl+Alt+L 捕捉视图(N) F8常用材质缩水none 1.000nylon 1.016abs 1.005ppo 1.010ps 1.006pc+abs 1.0045abs+pc 1.0055pc 1.0045pmma 1.002pa+60%gf 1.001pc+10%gf 1.00354。
加工中心刀具转速-1
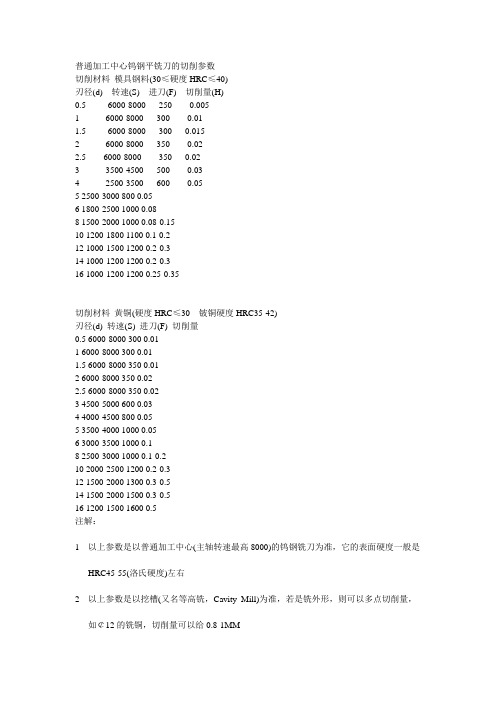
普通加工中心钨钢平铣刀的切削参数切削材料模具钢料(30≤硬度HRC≤40)刃径(d) 转速(S) 进刀(F) 切削量(H)0.5 6000-8000 250 0.0051 6000-8000 300 0.011.5 6000-8000 300 0.0152 6000-8000 350 0.022.5 6000-8000 350 0.023 3500-4500 500 0.034 2500-3500 600 0.055 2500-3000 800 0.056 1800-2500 1000 0.088 1500-2000 1000 0.08-0.1510 1200-1800 1100 0.1-0.212 1000-1500 1200 0.2-0.314 1000-1200 1200 0.2-0.316 1000-1200 1200 0.25-0.35切削材料黄铜(硬度HRC≤30 铍铜硬度HRC35-42)刃径(d) 转速(S) 进刀(F) 切削量0.5 6000-8000 300 0.011 6000-8000 300 0.011.5 6000-8000 350 0.012 6000-8000 350 0.022.5 6000-8000 350 0.023 4500-5000 600 0.034 4000-4500 800 0.055 3500-4000 1000 0.056 3000-3500 1000 0.18 2500-3000 1000 0.1-0.210 2000-2500 1200 0.2-0.312 1500-2000 1300 0.3-0.514 1500-2000 1500 0.3-0.516 1200-1500 1600 0.5注解:1 以上参数是以普通加工中心(主轴转速最高8000)的钨钢铣刀为准,它的表面硬度一般是HRC45-55(洛氏硬度)左右2 以上参数是以挖槽(又名等高铣,Cavity_Mill)为准,若是铣外形,则可以多点切削量,如¢12的铣铜,切削量可以给0.8-1MM3 刀具的切削量一般给75%(粗加工)。
加工中心常用刀具参数
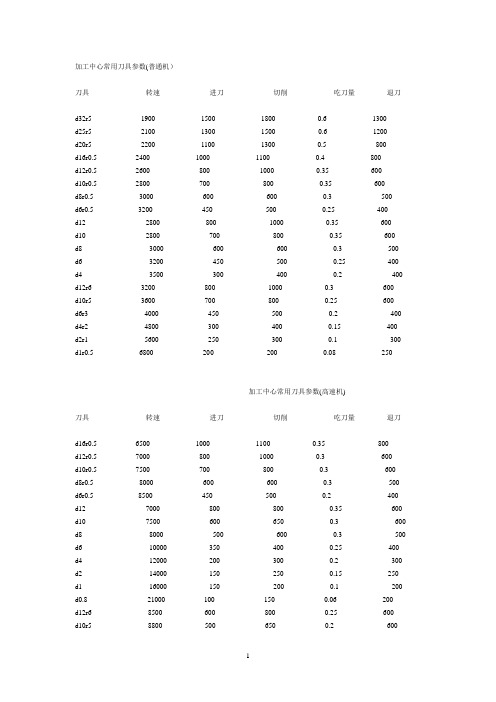
加工中心常用刀具参数(普通机)刀具转速进刀切削吃刀量退刀d32r5 1900 1500 1800 0.6 1300d25r5 2100 1300 1500 0.6 1200d20r5 2200 1100 1300 0.5 800d16r0.5 2400 1000 1100 0.4 800d12r0.5 2600 800 1000 0.35 600d10r0.5 2800 700 800 0.35 600d8r0.5 3000 600 600 0.3 500d6r0.5 3200 450 500 0.25 400d12 2800 800 1000 0.35 600d10 2800 700 800 0.35 600d8 3000 600 600 0.3 500 d6 3200 450 500 0.25 400 d4 3500 300 400 0.2 400 d12r6 3200 800 1000 0.3 600d10r5 3600 700 800 0.25 600d6r3 4000 450 500 0.2 400 d4r2 4800 300 400 0.15 400d2r1 5600 250 300 0.1 300 d1r0.5 6800 200 200 0.08 250加工中心常用刀具参数(高速机)刀具转速进刀切削吃刀量退刀d16r0.5 6500 1000 1100 0.35 800d12r0.5 7000 800 1000 0.3 600d10r0.5 7500 700 800 0.3 600d8r0.5 8000 600 600 0.3 500 d6r0.5 8500 450 500 0.2 400d12 7000 800 800 0.35 600 d10 7500 600 650 0.3 600 d8 8000 500 600 0.3 500 d6 10000 350 400 0.25 400 d4 12000 200 300 0.2 300 d2 14000 150 250 0.15 250 d1 16000 150 200 0.1 200 d0.8 21000 100 150 0.06 200d12r6 8500 600 800 0.25 600d10r5 8800 500 650 0.2 6001d6r3 11000 450 400 0.25 400 d4r2 14000 350 250 0.2 300 d2r1 17000 250 200 0.15 250 d1r0.5 19000 200 150 0.1 200常用G代码G00快速定位G01直线G02顺圆G03逆圆G04暂停G08加速G09 试建G17xy平面G18xz平面G19yx平面G20英制G21公制G28返回机床参考点G33螺纹切削G40刀补取消G41左补偿G42右补偿G43刀正偏G44刀负偏G80固定循取消G81固定循环G90绝对坐标G91增量坐标G92工件原点G96--G97恒线速控制G98没分进给G99每转进给常用M代码M00程式停M01选折停M03主轴顺转M04主轴反转M05主轴停M06换刀M07冷却液开(液态)M09------------(雾状)M10卡盘加紧M30程式结束M98调用子程式M99子程式并反回主程式文件(F)-新建(N)... Ctrl+N文件(F)-打开(O)... Ctrl+O文件(F)-保存(S) Ctrl+S文件(F)-另存为(A)... Ctrl+Shift+A 文件(F)-绘图(L)... Ctrl+P文件(F)-导出(E)-部件(P) 0文件(F)-执行(T)-图形交互编程(G)... Ctrl+G文件(F)-执行(T)-Grip 调试(D)... Ctrl+Shift+G 文件(F)-执行(T)-NX Open(N)... Ctrl+U编辑(E)-撤消列表(U)-1 进入“建模”Ctrl+Z编辑(E)-修剪(T) Ctrl+X编辑(E)-粘贴(P) Ctrl+V编辑(E)-删除(D)... Ctrl+D Delete 编辑(E)-选择(L)-最高选择优先级- 特征(F) F编辑(E)-隐藏(B)-隐藏(B)... Ctrl+B2编辑(E)-隐藏(B)-反向隐藏全部(R) Ctrl+Shift+B编辑(E)-隐藏(B)-取消隐藏所选的(S)... Ctrl+Shift+K编辑(E)-隐藏(B)-显示部件中所有的(A) Ctrl+Shift+U编辑(E)-变换(N)... Ctrl+T编辑(E)-对象显示(J)... Ctrl+J编辑(E)-特征(F)-移除参数(V)... Y视图(V)-刷新(R) F5视图(V)-操作(O)-缩放(Z)... Ctrl+Shift+Z视图(V)-操作(O)-旋转(R)... Ctrl+R视图(V)-操作(O)-剖面(C)... Ctrl+H视图(V)-布局(L)-新建(N)... Ctrl+Shift+N视图(V)-布局(L)-打开(O)... Ctrl+Shift+O视图(V)-布局(L)-充满所有视图(F) Ctrl+Shift+F视图(V)-可视化(V)-高质量图像(H)... Ctrl+Shift+H视图(V)-重设方位(E) Ctrl+F8插入(S)-草图(S)... S插入(S)-基准/点(D)-点(P)... P插入(S)-曲线(C)-基本曲线(B)... L插入(S)-设计特征(E)-拉伸(E) (X)插入(S)-设计特征(E)-回转(R)... R插入(S)-联合体(B)-求差(S)... C插入(S)-联合体(B)-求交(I)... Ctrl+C插入(S)-裁剪(T)-修剪的片体(R)... T插入(S)-细节特征(L)-边倒圆(E)... B插入(S)-扫掠(W)-变化的扫掠(V) (V)插入(S)-直接建模(I)-偏置区域(O)... O格式(R)-图层的设置(S)... Ctrl+L格式(R)-视图中的可见层(V)... Ctrl+Shift+V格式(R)-移动至图层(M)... Shift+Z格式(R)-复制至图层(O)... Shift+X格式(R)-WCS-显示(P) W工具(T)-日记(J)-播放(P)... Alt+F8工具(T)-日记(J)-编辑(E) Alt+F11工具(T)-宏(R)-开始记录(R)... Ctrl+Shift+R工具(T)-宏(R)-回放(P)... Ctrl+Shift+P工具(T)-宏(R)-步进(S)... Ctrl+Shift+S工具(T)-特定于工艺(O)-注塑模向导(M)-模具工具(T)-分割实体(O) (4)信息(I)-对象(O)... Ctrl+I分析(L)-距离(D).. K分析(L)-角度(A)... G分析(L)-曲线(C)-刷新曲率图表(R) Ctrl+Shift+C首选项(P)-对象(O)... Ctrl+Shift+J首选项(P)-选择(E)... Ctrl+Shift+T应用(N)-建模(M)... Ctrl+M3M应用(N)-外观造型设计(T)... Ctrl+Alt+S 应用(N)-制图(D)... Ctrl+Shift+DD应用(N)-加工(N)... Ctrl+Alt+MN应用(N)-钣金(H)-NX 钣金(H)... Ctrl+Alt+N 应用(N)-船舶设计(S)... Ctrl+E应用(N)-装配(L) A应用(N)-基本环境(G)... Ctrl+W帮助(H)-根据关联(C)... F1适合窗口(F) Ctrl+F缩放(Z) F6Z旋转(O) F7定向视图(R)-正二测视图(T) HomeF4定向视图(R)-正等测视图(I) End定向视图(R)-俯视图(O) Ctrl+Alt+T 定向视图(R)-前视图(F) Ctrl+Alt+F 定向视图(R)-右(R) Ctrl+Alt+R 定向视图(R)-左(L) Ctrl+Alt+L 捕捉视图(N) F8常用材质缩水none 1.000nylon 1.016abs 1.005ppo 1.010ps 1.006pc+abs 1.0045abs+pc 1.0055pc 1.0045pmma 1.002pa+60%gf 1.001pc+10%gf 1.00354。
加工中心转速和进给参数表

加工中心转速和进给参数表1. 引言在现代工业生产中,加工中心是一种重要的工具,用于精密加工各种零部件。
加工中心的性能取决于转速和进给参数的设置。
本文将探讨加工中心转速和进给参数表的制定和优化方法。
2. 加工中心的转速和进给参数2.1 加工中心转速加工中心转速是指主轴的旋转速度,通常以转/分钟(RPM)为单位。
转速的选择直接影响加工中心的加工效率和质量。
较高的转速可以加快加工速度,但也容易导致工件表面粗糙度增加和切削工具磨损加剧。
因此,在制定转速参数时需要根据具体工件的材料和要求进行合理选择。
2.2 加工中心进给参数加工中心进给参数是指刀具在加工时沿轴线方向的进给速度,通常以mm/min为单位。
进给参数的设置直接影响切削效果和工件的精度。
较高的进给速度可以提高加工效率,但也容易导致表面质量下降和工件变形。
因此,需要根据具体加工要求和材料特性综合考虑进给参数。
3. 加工中心转速和进给参数表的制定3.1 数据收集制定加工中心转速和进给参数表的第一步是收集数据。
需要了解具体工件的材料、几何形状、加工要求等信息。
同时,还需要考虑加工中心的性能和切削工具的特性。
3.2 参数优选根据收集的数据,可以进行参数优选。
优选的目标是在保证加工效率和工件质量的前提下,尽可能减少加工时间和成本。
可以使用优化算法进行参数搜索和调整,例如遗传算法和模拟退火算法。
3.3 参数验证在进行大批量加工之前,需要进行参数验证。
可以选择少量工件进行试加工,然后对加工效果进行评估和调整。
如果需要,可以进行迭代优化,直到得到合理的转速和进给参数。
4. 加工中心转速和进给参数表的优化4.1 参数调整一旦制定了初始的转速和进给参数表,就可以根据具体的加工实际情况进行调整。
例如,针对不同的工件材料和形状,可以进行微调和优化。
4.2 加工参数管理为了方便管理和追溯,可以建立加工参数数据库。
将每个工件的加工参数和加工结果进行记录,以便后续参考和优化。
各材料常用刀具转速进给参数对照表
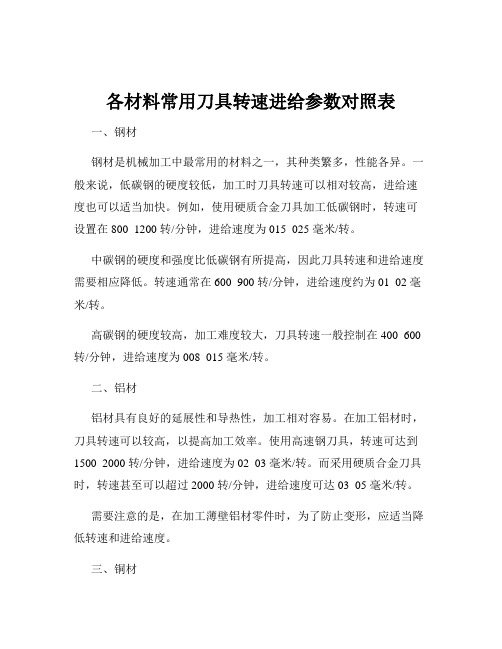
各材料常用刀具转速进给参数对照表一、钢材钢材是机械加工中最常用的材料之一,其种类繁多,性能各异。
一般来说,低碳钢的硬度较低,加工时刀具转速可以相对较高,进给速度也可以适当加快。
例如,使用硬质合金刀具加工低碳钢时,转速可设置在 800 1200 转/分钟,进给速度为 015 025 毫米/转。
中碳钢的硬度和强度比低碳钢有所提高,因此刀具转速和进给速度需要相应降低。
转速通常在 600 900 转/分钟,进给速度约为 01 02 毫米/转。
高碳钢的硬度较高,加工难度较大,刀具转速一般控制在 400 600 转/分钟,进给速度为 008 015 毫米/转。
二、铝材铝材具有良好的延展性和导热性,加工相对容易。
在加工铝材时,刀具转速可以较高,以提高加工效率。
使用高速钢刀具,转速可达到1500 2000 转/分钟,进给速度为 02 03 毫米/转。
而采用硬质合金刀具时,转速甚至可以超过 2000 转/分钟,进给速度可达 03 05 毫米/转。
需要注意的是,在加工薄壁铝材零件时,为了防止变形,应适当降低转速和进给速度。
三、铜材铜材的延展性较好,切削时容易产生积屑瘤,影响加工表面质量。
对于黄铜,刀具转速一般在 600 1000 转/分钟,进给速度为 01 02 毫米/转。
青铜的硬度相对较高,转速可控制在 400 800 转/分钟,进给速度为 008 015 毫米/转。
四、铸铁铸铁的硬度较高,脆性较大。
在加工灰铸铁时,刀具转速通常在300 500 转/分钟,进给速度为 005 01 毫米/转。
球墨铸铁的韧性较好,加工时转速可以适当提高到 400 600 转/分钟,进给速度为 008 015 毫米/转。
五、工程塑料工程塑料的种类丰富,常见的有尼龙、聚碳酸酯等。
由于塑料的熔点较低,切削时容易产生粘连,因此刀具转速不宜过高。
一般来说,转速在 500 800 转/分钟,进给速度为 01 02 毫米/转。
六、不锈钢不锈钢具有较高的强度和耐腐蚀性,但加工难度较大。
加工中心新刀具常用切削参数参照表1
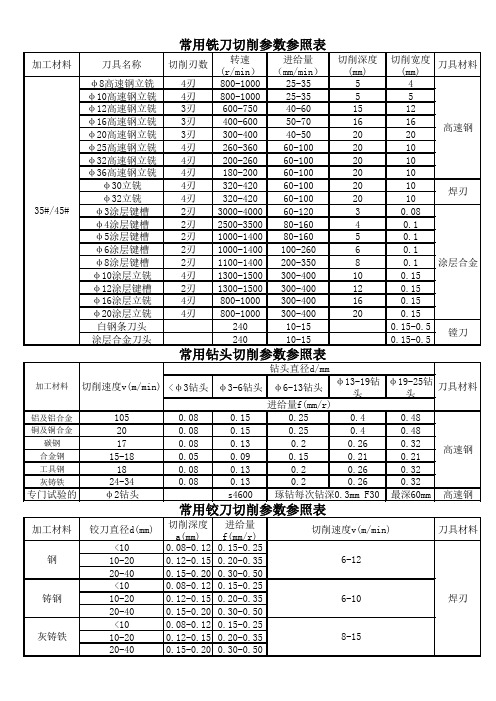
刀具名称
φ16圆鼻刀 φ20圆鼻刀 φ25圆鼻刀 φ25圆鼻刀 φ40圆鼻刀 φ40圆鼻刀 φ63圆鼻刀 φ63圆鼻刀 φ25圆鼻刀 φ32圆鼻刀 φ40圆鼻刀
用途
精加工 精加工 粗加工 精加工 粗加工 精加工 粗加工 精加工 粗加工 粗加工 粗加工
转速 (r/min)
3300 3300 1800 3000 1500 3000 1300 2500 2000 3300 1800
进给量 (mm/min)
3800 3800 3800 3800 3800 3800 3800 3800 2500 3800 3800
切削深度 (mm) 0.1 0.1 0.6 0.3 0.8 0.3 1 0.3 0.5 0.6 0.6
切削宽度 (mm)
刀具材料
10 涂层合金
10
10
涂层合金
备注:此表仅供加工中心车间(使用新刀具时)参考
800
60
钻孔
800
20
扩孔
700
50
钻孔
400
60
钻孔
400
80
扩孔
120
40-50
精铰孔
120
40-50
精铰孔
高速钢 合金 高速钢 高速钢 高速钢 合金 焊刃
φ68-72/T型刀
8
120-140
10-20 粗铣T型槽
焊刃
40Cr/滑块 φ68-72/T型刀
8
120-150
20-30 半精铣T型槽
12
φ16高速钢立铣 3刃
400-600
50-70
16
16
高速钢
φ20高速钢立铣 3刃
300-400
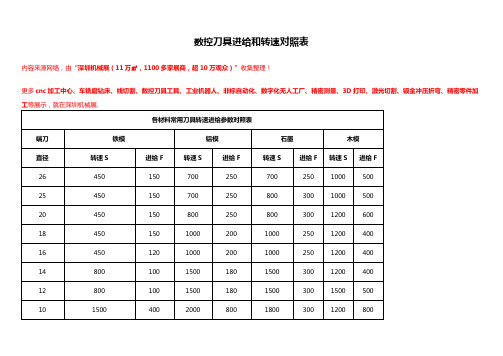
刀具进给和转速对照表
1200
1000
TAP-10-10
700
300
1000
500
1200
1000
TAP-10-5
700
300
1000
500
1200
1000
TAP-6-10
700
300
1000
500
1200
1000
TAP-6-5
700
300
1000
500
1200
1000
TAP-6-2
700
300
1000
500
1200
2000
800
3000
2000
14
1500
300
2500
500
2000
800
3500
2500
12
2000
800
2500
500
2000
800
3500
2500
10
3500
2000
2000
500
2000
800
3500
2500
8
5000
2500
4000
2000
2000
800
3500
2500
6
5000
2500
开粗
D36
65
(铝/500/1200)
光刀
D30
65
(铝/500/1200)
光刀
D25
100
(铝/500/1200)
光刀
D20
(铝100)(钢50)
(铝/500/1200)(钢/500/1000)
光刀
数控加工中心刀具转速进给参考表
数控加工中心刀具转速进给参考表1.刀具转速的选择:刀具转速是指刀具每分钟转动的次数,常用的单位是转/分钟(r/min)。
刀具转速的选择需要根据加工材料的硬度、切削类型和刀具直径等因素来确定。
硬度大的材料,如不锈钢、耐热合金等,通常需要较慢的刀具转速。
因为材料硬度大,切削时需要较大的切削力,过快的刀具转速会导致刀具磨损较快、切削力变大,影响加工质量和寿命。
切削类型也会对刀具转速产生影响。
例如,对于粗加工,通常选择较低的刀具转速,以提高切屑排出效果;对于精加工,通常选择较高的刀具转速,以提高加工表面质量。
刀具直径也是刀具转速选择的一个重要因素。
刀具直径越大,相同的转速下,切削速度越高。
因此,对于直径较大的刀具,通常需要较低的转速,以保证切削速度的协调。
2.进给速度的选择:进给速度是指工件在加工过程中,工作台每分钟移动的距离,常用单位是毫米/分钟(mm/min)。
进给速度的选择需要根据加工材料的硬度、刀具进给量和切削深度等因素来确定。
和刀具转速一样,硬度大的材料通常需要较低的进给速度。
较低的进给速度可以保证刀具与材料之间的接触时间足够长,切削力分散,减少刀具磨损和工件变形的风险。
刀具进给量和切削深度也会对进给速度的选择产生影响。
较大的进给量和切削深度通常需要较高的进给速度,以保证加工效率。
除了以上的一些基本原则,实际的刀具转速和进给速度的选择还需要根据具体的加工要求、机床的性能和刀具的材质等因素来考虑。
为了保持良好的加工质量和提高生产效率,通常需要进行试切试验,通过调整刀具转速和进给速度,找到最佳的加工参数。
总之,刀具转速和进给速度是数控加工中心切削参数中的两个重要因素,正确选择和调整它们可以提高加工质量、延长刀具寿命、提高生产效率。
设计师应该根据不同材料的特性和加工要求合理选择刀具转速和进给速度,并根据实际情况进行不断优化调整。
加工中心常用参数

常用加工中心刀具转速和进给率
刀具使用原则和方法
1.钢件的加工应优先选用飞刀(可转位式刀具)
2.刀具选用原则是在允许的范围内尽量选用直径大的刀具,特别是在钢件的
粗加工中,尽量选用大飞刀(如Φ50r5)以提高效率
3.刀具转速设定的规律是直径越大,转速越慢,反之越快
4.飞刀一般都没有侧刃,因此在使用中一定要考虑到擦刀杆问题
5.用飞刀光刀时,一般都要先测刀
6.球刀不用于粗加工
7.钨钢刀较贵重,一般用于精光侧面
8.白钢刀一般只用来加工软质材料(如铜/铝)而铝件的加工只能选用白钢刀
注:以上数据主要是针对钢件加工,适用于最高转速8000r/min的机床,S表转速F表进给率
以上资料仅凭老师加工经验制定,可供参照,实际运用中可根据实际情况作相应调整。
数控加工中心刀具转速进给参考表(专业研究)

CNC 轉速進給S50C參考飛刀下刀量S F 備註∅11 0.320002000P20*0.8∅130.320002000P20*0.8∅170.520002000~2400P20*0.8∅210.520002000~2400P20*0.8∅260.520002000~2400P20*0.8圓刀下刀量S F 備註∅350.5 1500 3000~3500 P20*0.8∅500.5 1000 3000~3500 P20*0.8∅630.5 1000 3000~3500 P20*0.8噴水鑽Q值S F 備註∅28 2 600~800 70~100 一律使用G73 ∅33 2 600~800 50~70 一律使用G73 ∅381~2 600~800 50~70 一律使用G73 ∅471~2 500~600 50以下一律使用G73 ∅541~2 500~600 50以下一律使用G73麻花鑽Q值S F 備註∅3以下 1 1500~1800 100 一律使用G83 ∅3~∅5.5 1~2 1200~1500 100 一律使用G83 ∅6~∅8.5 2 1000~1200 100 一律使用G83 ∅9~∅10.5 2 800~1000 100 一律使用G83 ∅11~∅13 2 600~800 100 一律使用G83 ∅14~∅16 2 500~600 100 一律使用G83 ∅17~∅19 2 400~500 80~100 一律使用G83 ∅20~∅231~2300~400 80以下一律使用G83 ∅24~∅27 1~2300以下80以下一律使用G83 沉頭刀Q值S F 備註∅21 1~2 500 50~100 一律使用G73 ∅26 1~2 500 50~100 一律使用G73 ∅31 1~2 500 50~100 一律使用G73 ∅36 1~2 500 50~100 一律使用G73 ∅41 1~2 500 50~100 一律使用G73 ∅46 1~2 500 50~100 一律使用G73 ∅48 1~2 500 50~100 一律使用G73 ∅55 1~2 500 50~100 一律使用G73粗膛刀Q值S F 備註∅20 0 800 100 使用G81∅25 0 800 100 使用G81∅30 0 800 100 使用G81∅32 0 800 100 使用G81∅35 0 800 100 使用G81∅40 0 600~800 80~100 使用G81∅42 0 600~800 80~100 使用G81∅48 0 600 80~100 使用G81∅55 0 600 80~100 使用G81精膛刀Q值S F 備註∅8~∅12 0 800 100 使用G81∅12~∅140 800 100 使用G81∅15~∅180 800 100 使用G81∅18~∅200 800 100 使用G81∅20~∅25 0 800 100 使用G81∅25~∅320 800 100 使用G81∅32~∅42 0 800 100 使用G81∅42~∅52 0 600 100 使用G81∅52以上0 600 100 使用G81山維刀下刀量S F 備註∅16R0.8 0.8 3000 2000 修框或繞斜面∅22R0.8 1 3000 2000 修框或繞斜面光底刀下刀量S F 備註∅12 R0.8 2500~3000 600~800∅16 R0.8 2500~3000 600~800∅20 R0.8 2500~3000 600~800∅25 R0.8 2500~3000 600~800∅32 R0.8 2000~2500 600~800∅50 R0.8 1500~1800 600~800鎢鋼刀下刀量S F 備註∅3以下3000 400 頂針沉頭∅4 3000 400 頂針沉頭∅5 3000 400 頂針沉頭∅6 1500 500 光邊修框∅8 1500 500 光邊修框∅10 1500 500 光邊修框。
1mm钻头加工中心切削参数

1mm钻头加工中心切削参数
对于1mm的钻头在加工中心上的切削参数,主要涉及主轴转速、进给速度和切削深度等。
1. 主轴转速:通常,1mm的钻头在加工中心上的转速建议为1800转左右。
这取决于所使用的刀具和加工材料,因为不同的刀具和材料有不同的最高切削速度。
例如,高速钢刀具的最高切削速度为50m/min,而超硬工具的最
高切削速度为150m/min。
此外,还有主轴转速的计算公式:主轴转速
=1000Vc/πD,其中Vc是切削速度,D是刀具直径。
2. 进给速度:进给速度是指钻头在钻孔过程中沿钻孔轴向运动的速度。
对于1mm的钻头,进给速度一般建议控制在\~/r之间,具体数值取决于加工材料的硬度和机床的进给装置。
3. 切削深度:对于深孔加工,需要选择合适的切削深度。
根据所使用的刀具和加工材料的硬度,切削深度会有所不同。
一般来说,1mm的钻头在加工
深度为1mm的孔时,切削深度不应超过5微米。
请注意,以上参数只是建议值,实际应用中还需要根据具体情况进行调整。
同时,为了保证安全,操作加工中心时一定要遵守安全操作规程。
加工中心转速和进给参数表
加工中心转速和进给参数表一、加工中心转速和进给参数表的概述加工中心是一种高效率、高精度的数控机床,广泛应用于各种零部件的加工。
在进行加工时,需要设置合适的转速和进给参数,以保证加工质量和效率。
因此,制定加工中心转速和进给参数表是非常必要的。
二、加工中心转速和进给参数表的制定原则1. 根据材料特性制定转速和进给参数不同材料具有不同的硬度、刚性等特性,因此需要根据材料特性制定相应的转速和进给参数。
通常情况下,硬度较高的材料需要较低的转速和较小的进给量,而软性材料则需要较高的转速和较大的进给量。
2. 根据刀具类型制定转速和进给参数不同类型的刀具适用于不同种类的材料,在选择刀具时需要根据材料特性选择相应类型。
同时,不同类型刀具也需要不同的转速和进给参数来保证其正常使用。
3. 根据机床型号制定转速和进给参数不同型号机床在使用时也需要根据其特点来设置相应的转速和进给参数。
例如,高速加工中心需要较高的转速和进给量,而普通加工中心则需要较低的转速和进给量。
三、加工中心转速和进给参数表的制定步骤1. 确定材料种类和刀具类型首先需要确定要加工的材料种类和所使用的刀具类型。
根据不同材料特性和刀具类型,可以确定相应的转速和进给参数范围。
2. 进行试加工并调整参数在制定转速和进给参数表之前,需要进行试加工并根据实际情况进行调整。
在试加工过程中,可以根据加工效果来确定最佳的转速和进给参数。
3. 制定转速和进给参数表根据试验结果,在保证加工质量的前提下,制定相应的转速和进给参数表。
在制定表格时可以按照材料种类、刀具类型、机床型号等因素进行分类,并分别列出对应的转速和进给参数范围。
四、总结制定合适的加工中心转速和进给参数表对于保证加工质量、提高生产效率非常重要。
在制定过程中需要考虑材料特性、刀具类型、机床型号等因素,并进行试验调整以确定最佳的参数范围。
最终制定出的转速和进给参数表应该具有可操作性和实用性,以方便加工人员进行操作。
加工中心刀具转速-2

加工中心刀具转速-2此段为铜料加工参数刀具大小材质刃数开粗下刀量大斜面光刀下刀量开粗进给光平面进给光斜面进给开粗转数光刀转数1MM 白刚两刃0.03 0.02 300 150 300 5000 60001MM 合金两刃0.05 0.03 400 150 400 5500 60002MM 白刚四刃0.08 0.03 600 200 500 4000 45002MM 合金两刃0.1 0.03 800 200 500 4200 50002.5MM 白刚四刃0.1 0.03 700 200 600 3500 40002.5MM 合金两刃0.1 0.03 800 200 600 4000 45003MM 白刚四刃0.13 0.03 800 200 600 3500 40003MM 合金两刃0.15 0.03 1200 200 650 4000 45004MM 白刚四刃0.2 0.03 1000 250 600 30004MM 合金两刃0.3 0.03 1200 250 650 3500 40005MM 白刚四刃0.25 0.03 1000 250 600 3000 35005MM 合金两刃0.3 0.03 1200 300 650 3500 40006MM 白刚四刃0.3 0.06 1000 250 600 2800 32006MM 合金两刃0.5 0.06 1200 300 700 3000 40008MM 白刚四刃0.5 0.06 1000 250 600 2200 25008MM 合金两刃0.7 0.06 1200 300 800 2200 300010MM 白刚四刃0.8 0.06 1500 300 600 2200 250010MM 合金两刃 1 0.06 1500 400 800 2200 300012MM 白刚四刃 1 0.06 1500 300 600 2200 250012MM 合金两刃1.2 0.06 1500 400 800 220016MM 白刚四刃1.2 0.06 1500 400 800 1200 120016MM 合金两刃1.5 0.06 1500 450 1000 1200 150020MM 白刚四刃1.5 0.06 1500 400 800 1000 100020MM 合金两刃1.5 0.06 1500 450 1000 1200 120025MM 白刚四刃 1.5 0.06 1500 400 800 800-100 80025MM 合金两刃1.5 0.06 1500 450 1000 1000 1000飞刀刀具刀具大小材质刃数开粗下刀量大斜面光刀下刀量开粗进给光平面进给光斜面进给开粗转数光刀转数R6 合金刀粒两刃0.45 0.15 1500 1500 2500 3000R8 合金刀粒两刃0.5 0.2 1500 1500 2100 2500R10 合金刀粒两刃0.6 0.2 1500 1500 2000 250012R0.4 合金刀粒一刃0.7 0.1 1200 500 1100 2200 300016R0.4 合金刀粒两刃0.7 0.1 1500 600 1200 1800 300020R0.4 合金刀粒两刃0.7 0.1 1500 600 1200 1800 300025R0.8 合金刀粒两刃 1 0.1 1500 600 1300 1800 280030R5 合金刀粒两刃0.6 0.3 1600 700 1200 1600 2000球刀刀具刀具大小直径材质刃数开粗下刀量斜面光刀下刀量开粗进给光斜面进给开粗转数光刀转数R0.5 1MM 合金两刃0.02 0.02 300 350 5500 6000R1 1MM 合金两刃0.04 0.05 600 500 4500 4500R1.5 3MM 合金两刃0.06 0.07 700 600 4200 4500R2 4MM 合金两刃0.15 0.1 1100 900 4000 4500R2.5 5MM 合金两刃0.2 0.1 1200 800 4000 4200R3 6MM 合金两刃0.3 0.12 1500 1200 3000 3800R4 8MM 合金两刃0.3 0.12 1500 1300 3000 3500R5 10MM 合金两刃0.5 0.15 1700 1500 2600 3000R6 12MM 合金两刃0.5 0.15 1800 1500 2500 3000R8 16MM 合金两刃0.6 0.2 1800 1500 2500 3000R10 20MM 合金两刃0.6 0.2 1800 1500 25002800编程参数参照表此段为钢料加工参数刀具大小材质刃数开粗下刀量大斜面光刀下刀量开粗进给光平面进给光斜面进给开粗转数光刀转数光侧面进给斜面转速2MM 白刚四刃0.02 0.03 400 200 450 3000 32002MM 合金两刃0.04 0.03 500 250 500 3200 35002.5MM 白刚四刃0.02 0.03 400 200 450 3000 32002.5MM 合金两刃0.04 0.03 500 250 500 3200 35003MM 白刚四刃0.03 0.03 400 200 450 2500 28003MM 合金两刃0.05 0.03 600 250 500 2600 30004MM 白刚四刃0.05 0.03 600 200 450 2200 25004MM 合金两刃0.05 0.03 600 250 500 2500 30005MM 白刚四刃0.05 0.03 600 250 500 1800 25005MM 合金两刃0.05 0.03 800 300 650 2200 28006MM 白刚四刃0.06 0.06 600 250 500 1500 22006MM 合金两刃0.06 0.06 800 300 600 2000 25008MM 白刚四刃0.08 0.06 800 250 600 1300 2300 300 8008MM 合金两刃0.1 0.06 1100 300 800 1800 2300 300 80010MM 白刚四刃0.1 0.06 800 300 600 1200 2000 250 80010MM 合金两刃0.15 0.06 1100 400 800 1800 2000 250 80012MM 白刚四刃0.13 0.07 1200 300 800 1200 1600 250 80012MM 合金两刃0.15 0.07 1300 400 800 1500 1800 250 80016MM 白刚四刃0.15 0.1 1300 400 800 700 1200 230 40016MM 合金两刃0.2 0.1 1300 450 1000 800 1200 250 40020MM 白刚四刃0.2 0.1 1200 400 800 600 1000 200 30020MM 合金两刃0.25 0.1 1200 450 1000 600 1000 200 30025MM 白刚四刃0.2 0.1 1200 400 800 500 800 200 25025MM 合金两刃0.25 0.13 1200 450 1000 500 800 200 250飞刀刀具刀具大小材质刃数开粗下刀量大斜面光刀下刀量开粗进给光平面进给光斜面进给开粗转数光刀转数R6 合金刀粒两刃0.4 0.15 1500 1500 2500 3000R8 合金刀粒两刃0.4 0.2 1500 1500 2100 2500R10 合金刀粒两刃0.5 0.2 1500 1500 2000 250012R0.4 合金刀粒一刃0.2 0.1 1200 500 1100 2200 300016R0.4 合金刀粒两刃0.25 0.1 1500 600 1200 1800 300020R0.4 合金刀粒两刃0.3 0.1 1500 600 1200 1800 300025R0.8 合金刀粒两刃0.3 0.2 1500 600 1300 1800 280030R5 合金刀粒两刃0.5 0.3 1600 700 1200 1600 200040R6 合金刀粒两刃0.5 0.3 1500 800 12001600 200063R5 合金刀粒六刃0.6 0.3 1300 1000 1200 700-1000 1500球刀刀具刀具大小直径材质刃数开粗下刀量斜面光刀下刀量开粗进给光斜面进给开粗转数光刀转数R1 1MM 合金两刃0.03 0.03 400 400 3500 4500R1.5 3MM 合金两刃0.06 0.07 700 600 3500 4000R2 4MM 合金两刃0.15 0.1 1100 900 3500 4000R2.5 5MM 合金两刃0.2 0.1 1200 800 3500 4000R3 6MM 合金两刃0.3 0.12 1500 1200 2500 3000R4 8MM 合金两刃0.3 0.12 1500 1300 25003000R5 10MM 合金两刃0.5 0.15 1700 1300 2200 2800R6 12MM 合金两刃0.5 0.15 1800 1500 2200 2800R8 16MM 合金两刃0.6 0.2 1800 1500 2000 2600R10 20MM 合金两刃0.6 0.2 1800 1500 1800 2300常用刀具参数设置表开粗常用刀具刀具型号切削深度切削给进量主轴转速D63R6 0.8--1.0 2000-2400 800D50R5(6) 0.8—1.0 2000—2400 800—1000 D35R5(6) 0.5—0.7 1600—2500 1200—1500 D30R5(6) 0.5—0.7 1600—2000 1200—1800 D25R5 0.4—0.5 1600—2000 1500—1800D20R5 0.4—0.5 1300—1500 1700—2000D20 0.5 800 1000D16 0.5 800 1000半精加工常用刀具刀具型号切削间距切削给进量主轴转速32*0.8(0.4) 0.6—0.7 1600—2000 1200—150025*0.8(0.4) 0.5—0.6 1500—1800 1500—200020*0.8(0.4) 0.4—0.5 1500—1800 1800—250016*0.8(0.4) 0.4—0.5 1300—1800 2000—250012*0.8(0.4) 0.3—0.4 1400—1600 2000—250010*0.5 0.3—0.4 1200—1400 2500—28008*0.4 0.3—0.4 1000—1200 2500—28006*0.5 0.3—0.4 1000—1200 2800—30004*0.5 0.2—0.3 800—1000 3000—35003*0.5 0.2—0.3 600—800 3500—40002*0.5 0.1—0.2 300—500 4500—50001*0.5 0.1—0.1 100—200 5000—6000精加工平底刀刀具型号切削间距切削给进量主轴转速D25 0.4—0.5 1500—1600 1800—2200D20 0.3—0.4 1200—1500 2000—2500D16 0.3—0.4 1200—1400 2500—2800D12 0.3—0.4 1000—1300 2800—3000D10 0.3—0.4 900—1200 2800—3000 D8 0.3—0.4 800—1000 2800—3000 D6 0.2—0.3 700—1000 3000—3500 D4 0.2—0.3 600—800 3000—3500 D3 0.1—0.2 300—500 4500—5000 D2 0.1—0.2 200—400 4800—5000 D1 0.1—0.1 150—300 5000—5500。
加工中心转速进给计算公式

加工中心转速进给计算公式好的,以下是为您生成的关于“加工中心转速进给计算公式”的文章:在机械加工的世界里,加工中心就像是一位超级能工巧匠,而转速和进给则是它手中的关键工具。
要想让这个能工巧匠发挥出最大的效能,准确掌握转速进给的计算公式那可是至关重要的。
先来说说转速的计算。
转速(n)通常可以通过下面这个公式来计算:n = 1000×v÷(π×d)。
这里的“v”代表切削速度,而“d”则是刀具直径。
就拿我曾经遇到的一个加工案例来说吧。
有一次,我们接到一个加工一批圆柱形零件的任务。
零件的直径大概是 50 毫米,要求的切削速度是 150 米/分钟。
按照公式,先把切削速度的单位换算一下,150 米/分钟 = 150000 毫米/分钟。
然后,把数字代入公式,n = 1000×150000÷(3.14×50),算出来转速大约是 9554 转/分钟。
这可真是个不小的数字,当时我心里还犯嘀咕,这么高的转速机器能不能吃得消。
好在我们的加工中心性能强劲,顺利完成了任务。
再聊聊进给的计算。
进给速度(vf)可以通过公式vf = n×z×f 得出,其中“z”是刀具的齿数,“f”是每齿进给量。
有一回,我们要加工一个形状比较复杂的零件,选用的刀具齿数是4,每齿进给量是 0.1 毫米。
已经算出转速是 3000 转/分钟,代入公式vf = 3000×4×0.1 ,算出来进给速度是 1200 毫米/分钟。
在实际的加工过程中,可不能生搬硬套这些公式。
要考虑到材料的硬度、刀具的材质和磨损情况、机床的性能等等因素。
比如说,加工硬度较高的材料时,转速可能就得适当降低,进给速度也要放慢,不然刀具很容易磨损甚至崩坏。
还有啊,不同的刀具形状和刃口也会影响转速和进给的选择。
像那种锋利的刀具,就可以适当提高转速和进给;而对于刃口比较钝的刀具,就得小心谨慎,降低转速和进给,以保证加工质量。
数控加工中心刀具转速进给参考表
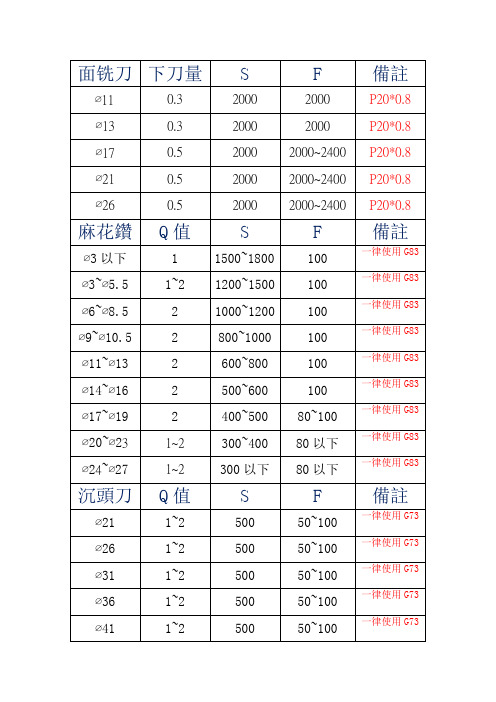
面铣刀下刀量S F備註∅110.320002000P20*0.8∅130.320002000P20*0.8∅170.520002000~2400P20*0.8∅210.520002000~2400P20*0.8∅260.520002000~2400P20*0.8麻花鑽Q值S F備註∅3以下11500~1800100一律使用G83∅3~∅5.51~21200~1500100一律使用G83∅6~∅8.521000~1200100一律使用G83∅9~∅10.52800~1000100一律使用G83∅11~∅132600~800100一律使用G83∅14~∅162500~600100一律使用G83∅17~∅192400~50080~100一律使用G83∅20~∅231~2300~40080以下一律使用G83∅24~∅271~2300以下80以下一律使用G83沉頭刀Q值S F備註∅211~250050~100一律使用G73∅261~250050~100一律使用G73∅311~250050~100一律使用G73∅361~250050~100一律使用G73∅411~250050~100一律使用G73∅461~250050~100一律使用G73∅481~250050~100一律使用G73∅551~250050~100一律使用G73粗膛刀Q值S F備註∅200800100使用G81∅250800100使用G81∅300800100使用G81∅320800100使用G81∅350800100使用G81∅400600~80080~100使用G81∅420600~80080~100使用G81∅48060080~100使用G81∅55060080~100使用G81精膛刀Q值S F備註∅8~∅120800100使用G81∅12~∅140800100使用G81∅15~∅180800100使用G81∅18~∅200800100使用G81∅20~∅250800100使用G81∅25~∅320800100使用G81∅32~∅420800100使用G81∅42~∅520600100使用G81∅52以上0600100使用G81光底刀下刀量S F備註∅12R0.82500~3000600~800∅16R0.82500~3000600~800∅20R0.82500~3000600~800∅25R0.82500~3000600~800∅32R0.82000~2500600~800∅50R0.81500~1800600~800鎢鋼刀下刀量S F備註∅3以下3000400頂針沉頭∅43000400頂針沉頭∅53000400頂針沉頭∅61500500光邊修框∅81500500光邊修框∅101500500光邊修框∅121500500光邊修框攻丝转速200-400,进给F=转速*螺距铰孔转速。
【加工】数控加工中心刀具转速进给参考表

∅47
1~2
500~600
50以下
一律使用G73
∅54
1~2
500~600
50以下
一律使用G73
麻花鑽
Q值
S
F
備註
∅3以下
1
1500~1800
100
一律使用G83
∅3~∅5.5
1~2
1200~1500
100
一律使用G83
∅6~∅8.5
2
1000~1200
100
一律使用G83
∅9~∅10.5
50~100
一律使用G73
∅55
1~2
500
50~100
一律使用G73
粗膛刀
Q值
S
F
備註
∅20
0
800
100
使用G81
∅25
0
800
100
使用G81
∅30
0
800
100
使用G81
∅32
0
800
100
使用G81
∅35
0
800
100
使用G81
∅40
0
600~800
80~100
使用G81
∅42
0
600~800
∅4
3000
400
頂針沉頭
∅5
3000
400
頂針沉頭
∅6
1500
500
光邊修框
∅8
1500
500
光邊修框
∅10
1500
500
光邊修框
∅12
1500
500
光邊修框
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
此段为铜料加工参数刀具大小材质刃数开粗下刀量大斜面光刀下刀量开粗进给光平面进给光斜面进给开粗转数光刀转数1MM 白刚两刃0.03 0.02 300 150 300 5000 60001MM 合金两刃0.05 0.03 400 150 400 5500 60002MM 白刚四刃0.08 0.03 600 200 500 4000 45002MM 合金两刃0.1 0.03 800 200 500 4200 50002.5MM 白刚四刃0.1 0.03 700 200 600 3500 40002.5MM 合金两刃0.1 0.03 800 200 600 4000 45003MM 白刚四刃0.13 0.03 800 200 600 3500 40003MM 合金两刃0.15 0.03 1200 200 650 4000 45004MM 白刚四刃0.2 0.03 1000 250 600 3000 35004MM 合金两刃0.3 0.03 1200 250 650 3500 40005MM 白刚四刃0.25 0.03 1000 250 600 3000 35005MM 合金两刃0.3 0.03 1200 300 650 3500 40006MM 白刚四刃0.3 0.06 1000 250 600 2800 32006MM 合金两刃0.5 0.06 1200 300 700 3000 40008MM 白刚四刃0.5 0.06 1000 250 600 2200 25008MM 合金两刃0.7 0.06 1200 300 800 2200 300010MM 白刚四刃0.8 0.06 1500 300 600 2200 250010MM 合金两刃1 0.06 1500 400 800 2200 300012MM 白刚四刃1 0.06 1500 300 600 2200 250012MM 合金两刃1.2 0.06 1500 400 800 2200 300016MM 白刚四刃1.2 0.06 1500 400 800 1200 120016MM 合金两刃1.5 0.06 1500 450 1000 1200 150020MM 白刚四刃1.5 0.06 1500 400 800 1000 100020MM 合金两刃1.5 0.06 1500 450 1000 1200 120025MM 白刚四刃1.5 0.06 1500 400 800 800-100 80025MM 合金两刃1.5 0.06 1500 450 1000 1000 1000飞刀刀具刀具大小材质刃数开粗下刀量大斜面光刀下刀量开粗进给光平面进给光斜面进给开粗转数光刀转数R6 合金刀粒两刃0.45 0.15 1500 1500 2500 3000R8 合金刀粒两刃0.5 0.2 1500 1500 2100 2500R10 合金刀粒两刃0.6 0.2 1500 1500 2000 250012R0.4 合金刀粒一刃0.7 0.1 1200 500 1100 2200 300016R0.4 合金刀粒两刃0.7 0.1 1500 600 1200 1800 300020R0.4 合金刀粒两刃0.7 0.1 1500 600 1200 1800 300025R0.8 合金刀粒两刃1 0.1 1500 600 1300 1800 280030R5 合金刀粒两刃0.6 0.3 1600 700 1200 1600 2000球刀刀具刀具大小直径材质刃数开粗下刀量斜面光刀下刀量开粗进给光斜面进给开粗转数光刀转数R0.5 1MM 合金两刃0.02 0.02 300 350 5500 6000R1 1MM 合金两刃0.04 0.05 600 500 4500 4500R1.5 3MM 合金两刃0.06 0.07 700 600 4200 4500R2 4MM 合金两刃0.15 0.1 1100 900 4000 4500R2.5 5MM 合金两刃0.2 0.1 1200 800 4000 4200R3 6MM 合金两刃0.3 0.12 1500 1200 3000 3800R4 8MM 合金两刃0.3 0.12 1500 1300 3000 3500R5 10MM 合金两刃0.5 0.15 1700 1500 2600 3000R6 12MM 合金两刃0.5 0.15 1800 1500 2500 3000R8 16MM 合金两刃0.6 0.2 1800 1500 2500 3000R10 20MM 合金两刃0.6 0.2 1800 1500 2500 2800编程参数参照表此段为钢料加工参数刀具大小材质刃数开粗下刀量大斜面光刀下刀量开粗进给光平面进给光斜面进给开粗转数光刀转数光侧面进给斜面转速2MM 白刚四刃0.02 0.03 400 200 450 3000 32002MM 合金两刃0.04 0.03 500 250 500 3200 35002.5MM 白刚四刃0.02 0.03 400 200 450 3000 32002.5MM 合金两刃0.04 0.03 500 250 500 3200 35003MM 白刚四刃0.03 0.03 400 200 450 2500 28003MM 合金两刃0.05 0.03 600 250 500 2600 30004MM 白刚四刃0.05 0.03 600 200 450 2200 25004MM 合金两刃0.05 0.03 600 250 500 2500 30005MM 白刚四刃0.05 0.03 600 250 500 1800 25005MM 合金两刃0.05 0.03 800 300 650 2200 28006MM 白刚四刃0.06 0.06 600 250 500 1500 22008MM 白刚四刃0.08 0.06 800 250 600 1300 2300 300 8008MM 合金两刃0.1 0.06 1100 300 800 1800 2300 300 80010MM 白刚四刃0.1 0.06 800 300 600 1200 2000 250 80010MM 合金两刃0.15 0.06 1100 400 800 1800 2000 250 80012MM 白刚四刃0.13 0.07 1200 300 800 1200 1600 250 80012MM 合金两刃0.15 0.07 1300 400 800 1500 1800 250 80016MM 白刚四刃0.15 0.1 1300 400 800 700 1200 230 40016MM 合金两刃0.2 0.1 1300 450 1000 800 1200 250 40020MM 白刚四刃0.2 0.1 1200 400 800 600 1000 200 30020MM 合金两刃0.25 0.1 1200 450 1000 600 1000 200 30025MM 白刚四刃0.2 0.1 1200 400 800 500 800 200 25025MM 合金两刃0.25 0.13 1200 450 1000 500 800 200 250飞刀刀具刀具大小材质刃数开粗下刀量大斜面光刀下刀量开粗进给光平面进给光斜面进给开粗转数光刀转数R6 合金刀粒两刃0.4 0.15 1500 1500 2500 3000R8 合金刀粒两刃0.4 0.2 1500 1500 2100 2500R10 合金刀粒两刃0.5 0.2 1500 1500 2000 250012R0.4 合金刀粒一刃0.2 0.1 1200 500 1100 2200 300016R0.4 合金刀粒两刃0.25 0.1 1500 600 1200 1800 300020R0.4 合金刀粒两刃0.3 0.1 1500 600 1200 1800 300025R0.8 合金刀粒两刃0.3 0.2 1500 600 1300 1800 280030R5 合金刀粒两刃0.5 0.3 1600 700 1200 1600 200040R6 合金刀粒两刃0.5 0.3 1500 800 1200 1600 200063R5 合金刀粒六刃0.6 0.3 1300 1000 1200 700-1000 1500球刀刀具刀具大小直径材质刃数开粗下刀量斜面光刀下刀量开粗进给光斜面进给开粗转数光刀转数R1 1MM 合金两刃0.03 0.03 400 400 3500 4500R1.5 3MM 合金两刃0.06 0.07 700 600 3500 4000R2 4MM 合金两刃0.15 0.1 1100 900 3500 4000R2.5 5MM 合金两刃0.2 0.1 1200 800 3500 4000R3 6MM 合金两刃0.3 0.12 1500 1200 2500 3000R4 8MM 合金两刃0.3 0.12 1500 1300 2500 3000R5 10MM 合金两刃0.5 0.15 1700 1300 2200 2800R6 12MM 合金两刃0.5 0.15 1800 1500 2200 2800R10 20MM 合金两刃0.6 0.2 1800 1500 1800 2300常用刀具参数设置表开粗常用刀具刀具型号切削深度切削给进量主轴转速D63R6 0.8--1.0 2000-2400 800D50R5(6) 0.8—1.0 2000—2400 800—1000D35R5(6) 0.5—0.7 1600—2500 1200—1500D30R5(6) 0.5—0.7 1600—2000 1200—1800D25R5 0.4—0.5 1600—2000 1500—1800 D20R5 0.4—0.5 1300—1500 1700—2000D20 0.5 800 1000 D16 0.5 800 1000半精加工常用刀具刀具型号切削间距切削给进量主轴转速32*0.8(0.4) 0.6—0.7 1600—2000 1200—150025*0.8(0.4) 0.5—0.6 1500—1800 1500—200020*0.8(0.4) 0.4—0.5 1500—1800 1800—250016*0.8(0.4) 0.4—0.5 1300—1800 2000—250012*0.8(0.4) 0.3—0.4 1400—1600 2000—250010*0.5 0.3—0.4 1200—1400 2500—2800 8*0.4 0.3—0.4 1000—1200 2500—2800 6*0.5 0.3—0.4 1000—1200 2800—3000 4*0.5 0.2—0.3 800—1000 3000—35003*0.5 0.2—0.3 600—800 3500—40002*0.5 0.1—0.2 300—500 4500—50001*0.5 0.1—0.1 100—200 5000—6000精加工平底刀刀具型号切削间距切削给进量主轴转速D25 0.4—0.5 1500—1600 1800—2200D20 0.3—0.4 1200—1500 2000—2500D16 0.3—0.4 1200—1400 2500—2800D12 0.3—0.4 1000—1300 2800—3000D10 0.3—0.4 900—1200 2800—3000D8 0.3—0.4 800—1000 2800—3000D6 0.2—0.3 700—1000 3000—3500 D4 0.2—0.3 600—800 3000—3500 D3 0.1—0.2 300—500 4500—5000 D2 0.1—0.2 200—400 4800—5000 D1 0.1—0.1 150—300 5000—5500。