BS EN 1435:1997 中文版焊接的无损检查-焊接的射线探伤检查
EN1435-1997:焊缝射线照相检验

本标准不规定缺陷的验收级别 。 若签约单位采用较低的检测标准 ,则所得质量 将明显低于严格使用本标准时得到的质量 。
2 规范性引用文件
其它文件中的条款通过本标准的引用而成为本 标准的条款 ,这些规范性文件引述于文中相应处 ,篇 名如下 。凡注明日期的引用文件 ,只有含修改条文 的修订版才适用于本标准 。凡不注明日期的引用文 件 ,其最新版适用于本标准 。
EN 444 金属材料 X 射线和γ射线照相检验通 则
EN 462 —1 射线照相影像质量 1 丝型像质 计及像质数值的确定
图 11 曲面工件双壁双影透照布置 (椭圆法) (射线源和胶片均在工件外侧)
参见图 13~18 。 6. 1. 9 不等厚材料透照法
图 14 双壁单影透照布置 (射线源紧贴工件表面)
图 15 纵焊缝双壁单影透照布置
参见图 19 。 6. 2 管电压和射线源的选择 6. 2. 1 500kV 以下的 X 射线机
注 :附录 A 给出了对管子或圆筒对接环焊缝作 100 %透 检时 ,所需拍摄的最少底片张数 。
6. 1. 2 射线源在工件一侧胶片在工件另一侧 参见图 1 。
图 2 曲面工件单壁透照布置 (环缝) 图 3 曲面工件单壁透照布置 (管座填角焊缝 ,插入式)
图 4 曲面工件单壁透照布置 (管座填角焊缝 ,骑座式)
中图分类号 :TG115. 28 文献标识码 :C 文章编号 :100026656 (2004) 0420202210
1 范围
本欧洲标准规定射线照相的基本方法 ,旨在可经 济地获得符合要求且有重复性的结果 。这些方法是 根据一般公认的实践经验和专业基础理论制定的 。
BS EN 1435-1997 中文版焊接的无损检查-焊接的射线探伤检查
焊接的无损检查-焊接的射线探伤检查本英国标准等同于欧洲标准EN 1435:1997除获得复制法允许外不得翻印ICS 25.160.40BSI - 英国标准协会BSI为独立的国家机构负责准备英国标准。
在欧洲和国际上代表应该标准水平。
与皇家立法机构一体。
修订信息英国标准的版本是经过修改的.使用英国标准必须要弄清楚它是否具有最新版本或修订本.BSI的目的是不断提高我们产品质量和服务水平.我们需要感谢那些使用英国标准过程中发现不对或含糊不清的地方并且告知给技术委员会秘书处负责人.那些负责人可以在文献的序言页中查到.BSI提供给每个成员独立的叫做PLUS的最新版,那能明确每个订阅者自动地获得最新的版本或标准.购买标准订阅所有BSI标准的,无论是国际的还是国外的标准出版物都应该提供顾客电话和传真.为了满足顾客对国际标准的需要,也是BSI的一向方针,即指出那些已经出版的作为英国标准执行的条文,除非要求不这样.有关标准的信息BSI通过它的图书馆和技术帮助出口服务规定了更广泛的关于本国、欧洲和国际标准的信息。
当查找产品和服务的详细细节时,任何一个BSI电子信息服务体系都可以查到。
BSI的订阅成员一直保持着与标准的发展和获得实实在在的不打折扣的标准购买价格。
想详细获得这个细节以及其他提供给成员的利益,请电话或传真联系。
版权版权属于所有的BSI 成员。
在英联邦内BSI同时拥有出版国际标准化原材料体的权利。
除非得到1988年版权、设计和专利法案同意不得额外出版、保存在检索系统下或者任何方式的传送或利用任何方式包括电子、图片拷贝、记录或其他方式。
这不是在执行过程中阻止自由使用必要的细节向符号、尺寸、类型或尺寸等级。
假如这些条文被用做其他目的超过BSI执行过程中预先写明允许的范围那么必须让BSI知道。
如果得到允许,期刊可能得到王室的许可协议。
详情和建议可以从版权管理-处得到。
国家标准的前言本英国标准是EN 1712:1997的英语版本。
EN 1435-2002焊接无损检验-熔化焊接透视检查

5.3 在透视图上的焊缝位置 ················································································································6
5.4 透视图分布情况····························································································································6
ICS 25.160.40
德国标准
焊接无损检验 熔化焊接透视检验 德文本 EN 1435: 1997 + A1:2002
2002 年 9 月
DIN EN 1435
DIN EN 1435 : 1997-10 代用品
欧洲标准 EN 1435:1997 具有德国标准的地位,包括所增添的修改部分 EN 1435/A1:2002 在内, 修改是由欧洲标准化委员会(CEN)分别进行的。
3.
概念 ···············································································································································4
4.
5.8 图象质量的评估····························································································································7
常用钢管环焊缝射线探伤(EN1435)规格与拍片张数对照表

序号
规格
透照方式
拍片张数
B级
序号
规格
透照方式
拍片张数
B级
1
Φ6×1.5
垂直透照
3
37
Φ114×4
双壁单影
6
2
Φ8×1.5
垂直透照
3
38
Φ114×9
双壁单影
7
3
Φ10×2
垂直透照
3
39
Φ114×14
双壁单影
7
4
Φ12×2
垂直透照
3
40
Φ114×17.5
6
10
Φ28×3
46
Φ168×14
双壁单影
7
11
Φ30×3
47
Φ168×20
双壁单影
8
12
Φ30×4
48
Φ219×6
双壁单影
6
13
Φ30×5
49
Φ219×16
双壁单影
6
14
Φ35×3
50
Φ273×6
双壁单影
6
15
Φ38×4
51
Φ325×7.5
双壁单影
6
16
Φ38×5
52
Φ356×9
双壁单影
6
17
Φ38×6
双壁单影
8
5
Φ16×2.5
垂直透照
3
41
Φ140×4
双壁单影
6
6
Φ18×3
垂直透照
3
42
Φ140×11
双壁单影
7
7
焊缝检测的国内外标准对比分析

焊缝检测的国内外标准对比分析0 概述对于日常工件的无损检测而言,标准是最重要的工作依据。
从工件的检测方法选择、检测过程的注意事项,到工件的最终评定、报告的参数出具,往往都需要遵循一定的、供需双方均认可的标准规范。
随着国际合作的不断加强,我们和国外的交流也日益广泛。
其中,涉及到产品质量验收时,应该遵循何种标准、采取怎样的验收级别,这往往是供需双方讨论的焦点之一。
因此,将国内焊接构件焊缝无损检测标准和国外、国际标准进行一定的对比,分析其在日常生活中的应用,对于我们的工作,也是非常有好处的。
1. 国内、外焊缝无损检测标准钢结构焊缝的无损检测在国内已有成熟标准,以锅炉压力容器部门运用最为广泛,如GB/T 11345、NB/T 47013、GB/T 3323和TB/T 1558等。
近来铝合金轻量化材料的使用,使铝合金焊接结构的探伤检验也变得越来越重要,由于国内起步较晚,实用标准还不是很多。
随着航空航天和高铁技术的发展,铝合金焊接结构件越来越多。
如高速动车组全部采用铝合金车体,大量使用预制型材、板材以焊接方式连接,如法国阿尔斯通的全铝焊接车体,德国克诺尔的铝合金焊接风缸等,由于国内尚无成熟检验标准,不得不按外方要求采用国际标准进行检验,因此关于铝合金焊接结构件的无损检测标准的研究正在开展之中。
国内外关于焊接结构件的无损检测主要有下列所示标准:GB/T 14693 焊缝无损检测符号GB/T 3323 金属熔化焊焊接接头射线照相GB/T 12605 钢管环缝熔化焊对接接头射线透照工艺和质量分级GB/T 11345 钢焊缝手工超声波探伤方法和探伤结果的分级GB/T 15830 钢制管道对接环焊缝超声波探伤方法和检验结果的分级JB/T 9212 常压钢质油罐焊缝超声波探伤JB/T 6061 焊缝磁粉检验方法和缺陷磁痕的分级JB/T 6062 焊缝渗透检验方法和缺陷磁痕的分级NB/T 47103 承压设备无损检测TB/T 1558 对接焊缝超声波探伤ISO 5817 焊缝钢、镍、钛及各自合金熔化焊接头(除波束焊外)不完整性质量分级ISO 10042 焊缝铝及其合金弧焊接头不完整性质量分级ISO 17636-1 焊缝无损检测射线检测X和伽马射线胶片技术ISO 17636-2 焊缝无损检测射线检测X和伽马射线电子成像技术ISO 10675-1 焊缝的无损检测第1部分钢、镍、钛及其合金制品射线检测的评价可接受水平ISO 10675-2 焊缝的无损检测第2部分铝合金制品射线检测的评价可接受水平ISO 17640 焊缝无损检测超声波检测检测技术、验收等级和结果评估ISO 11666 焊缝无损检测焊接接头超声波检测验收等级ISO 17638 焊接无损检测焊接接头磁粉检测ISO 23278 焊缝的无损检测焊接接头磁粉检测验收等级ISO 3452 无损检测渗透检测ISO 23277 焊缝无损检测焊缝渗透检测验收等级JIS Z3105 铝焊缝的射线照相检验方法和底片评级方法JIS Z3080 铝焊缝超声波斜角探伤方法及检验结果的等级分类方法JIS Z3081 铝管焊缝超声波斜角探伤方法及检验结果的等级分类方法ASTM E1032 焊接件的射线透照检测方法ASTM E390 钢熔化焊射线检验标准底片ASTM E1648 用于铝熔焊检验的射线照相参考底片2. 国内、外焊缝检验标准对比分析由于ASTM标准中关于焊缝检验需要采用相应的图谱进行比对,这种方式对于要求较高的焊缝而言,相对难以评判,因此国内若无特殊需求一般很少采用。
焊缝无损探伤(超声波法)标准化作业指导书

省公路工程试验检测中心有限公司焊缝无损探伤标准化作业指导书一、依据的检测标准及技术要求(1)《钢结构现场检测技术标准》(GB/T 50621-2010);(2)《焊缝无损检测超声检测技术、检测等级和评定》(GB/T 11345-2013)。
二、适用范围本作业指导书适用于母材厚度不小于8mm、曲率半径不小于160mm的碳素结构钢和低合金高强度结构钢对接全熔透焊缝,使用A型脉冲反射法手工超声波的质量检测。
三、试验目的超声波探伤的目的是为了发现材料或制件中影响其使用的缺陷或特性,从而对其应用于特定目的的适用性进行评价。
四、试验原理声源产生超声波,采用一定的方式使超声波进入工件;超声波在工件中传播并与工件材料以及其中的缺陷相互作用,使其传播方向或特征被改变,改变后的超声波通过检测设备被接受,并可对其进行处理和分析,根据接受的超声波的特征,评价工件本身及其内部是否存在缺陷及缺陷的特性。
五、仪器设备北京智博联科技股份有限公司ZBL—U630数字式超声波探伤仪,主要配置包括主机、斜探头、直探头和信号线,检测设备见图 5.1;数字式超声波探伤仪指标参数见表5.1。
图5.1ZBL—U630数字式超声波探伤仪表5.1 ZBL—U630数字式超声波探伤仪指标参数六、试验准备6.1仪器的调整工作开始前,需要根据探头和被测工件的情况来校准仪器的声速,声程以及探头零点,以适应探伤条件。
其中,声速和探头零点的校准是因为状态行所显示参数的计算都是与声速和探头零点相关,声程校准是为了使屏幕上显示适当声程范围内的波形,以便更好的判断,评价缺陷。
具体操作如下:(1)直探头校准为了方便操作者校准直探头零点及材料声速,仪器提供了探头校准功能,利用此功能可方便的完成直探头的校准工作。
直探头校准功能位于自校准功能菜单中。
以标配的直探头为例,它是一个频率2.5MHz,直径20mm的单晶探头。
校准需要两个和测量物体同材质且厚度已知的试块。
假设以厚度为100mm的试块对该探头进行校准,其步骤如下:先初步设定一个大概的声速值如5920m/s第一步:选择(自动校准按键)选择直探头校准--开启自动校准功能(显示:是否有效调节到(是)第二步:设置工件厚度(高于已知厚度)第三步:探头连接好涂上耦合剂、放在被测工件上、找到回波第四步:调到校准闸门(用闸门套住回波--按一下自动增益回波高度会到屏幕的80%)在(校准闸门栏目按一下确认键)这样直探头校准完成。
非正式EN 1714-2002 中文版 焊缝的无损检验 焊接连接件的超声波检验 允许极限值
大型铸锻件研究所无损检测室1目录1.总则---------------------------------------------------------------------------------------------22.标准文件---------------------------------------------------------------------------------------23. 指示的评定----------------------------------------------------------------------------------2 3.1总则---------------------------------------------------------------------------------------2 3.2灵敏度调整------------------------------------------------------------------------------2 3.3参考水平---------------------------------------------------------------------------------2 3.4评定水平---------------------------------------------------------------------------------3 3.5记录水平---------------------------------------------------------------------------------3 3.6指示长度的测定------------------------------------------------------------------------34.验收水平----------------------------------------------------------------------------------------3 4.1 总则--------------------------------------------------------------------------------------3 4.2纵向指示---------------------------------------------------------------------------------3 4.3横向指示---------------------------------------------------------------------------------3 4.4采用收发技术检测的指示------------------------------------------------------------4 4.5线形排列和成群的指示---------------------------------------------------------------4 4.6合格指示的累积长度------------------------------------------------------------------45.检测报告----------------------------------------------------------------------------------------4 附录A (参考的)验收水平----------------------------------------------------------------------5 附录B (标准化的)固定波幅技术-------------------------------------------------------------8 附录ZA(参考的) 关于本欧洲标准与欧盟导则中基本要求和规范的对应说明----9w ww .b zf x w.c om大型铸锻件研究所无损检测室2EN 1714—2002焊缝的无损检测—焊接接头的超声检测 验收级别(包括修订文件A1:2002) 1. 总则本欧洲标准规定了铁素体全焊透焊缝的验收级别2,3级,它们分别对应EN25817中的B 和C 级,当有特殊对定时可以采用其它验收级别。
最新EN欧盟无损检测NDT标准目录清单

无损检测欧洲标准目录EN序号标准号1.CEN/TC 121 Welding,焊接2.CEN/TR 15135:2005 Welding - Design and non-destructive testing of welds焊接焊缝无损检测和符号3.EN 12062:1997 Non-destructive examination of welds -General rules for metallicmaterials4.EN 12062:1997/A1:2002 Non-destructive examination of welds -General rules formetallic materials5.EN 12062:1997/A2:2003 Non-destructive examination of welds -General rules formetallic materials焊缝无损检测金属材料通则6.EN 12517:1998 Non-destructive examination of welds - Radiographic examination ofwelded joints - Acceptance levels焊缝无损检测焊接接头射线照相检测验收水平7.EN 1289:1998 Non-destructive examination of welds -Penetrant testing of welds -Acceptance levels8.EN 1289:1998/A1:2002 Non-destructive testing of welds - Penetrant testing of welds -Acceptance levels9.EN 1289:1998/A2:2003 Non-destructive testing of welds - Penetrant testing of welds -Acceptance levels焊缝无损检测焊缝渗透检测验收水平10.EN 1290:1998 Non-destructive examination of welds - Magnetic particle examination ofwelds11.EN 1290:1998/A1:2002 Non-destructive testing of welds - Magnetic particle testing ofwelds12.EN 1290:1998/A2:2003 Non-destructive testing of welds - Magnetic particle testing ofwelds焊缝无损检测焊缝磁粉检测13.EN 1291:1998 Non-destructive examination of welds -Magnetic particle testing ofwelds - Acceptance levels14.EN 1291:1998/A1:2002 Non-destructive testing of welds - Magnetic particle testing ofwelds - Acceptance levels15.EN 1291:1998/A2:2003 Non-destructive testing of welds - Magnetic particle testing ofwelds - Acceptance levels焊缝无损检测焊缝磁粉检测验收水平16.EN 1435:1997 Non-destructive examination of welds -Radiographic examination ofwelded joints17.EN 1435:1997/A1:2002 Non-destructive testing of welds -Radiographic testing ofwelded joints18.EN 1435:1997/A2:2003 Non-destructive testing of welds -Radiographic testing ofwelded joints焊缝无损检测焊接接头射线照相检测19.EN 1711:2000 Non-destructive examination of welds -Eddy current examination ofwelds by complex plane analysis20.EN 1711:2000/A1:2003 Non-destructive examination of welds -Eddy currentexamination of welds by complex plane analysis焊缝无损检测基于复平面分析的焊缝涡流检测21.EN 1712:1997 Non-destructive examination of welds -Ultrasonic examination ofwelded joints - Acceptance levels22.EN 1712:1997/A1:2002 Non-destructive testing of welds - Ultrasonic testing of weldedjoints - Acceptance levels23.EN 1712:1997/A2:2003 Non-destructive testing of welds - Ultrasonic testing of weldedjoints -Acceptance levels焊缝无损检测焊接接头超声检测验收水平24.EN 1713:1998 Non-destructive examination of welds -Ultrasonic examination -Characterization of indications in welds25.EN 1713:1998/A1:2002 Non-destructive testing of welds -Ultrasonic testing -Characterization of indications in welds26.EN 1713:1998/A2:2003 Non-destructive testing of welds -Ultrasonic testing -Characterization of indications in welds焊缝无损检测超声检测焊缝中显示的表征27.EN 1714:1997 Non-destructive examination of welds -Ultrasonic examination ofwelded j oints28.EN 1714:1997/A1:2002 Non-destructive testing of welds - Ultrasonic testing of weldedjoints29.EN 1714:1997/A2:2003 Non-destructive testing of welds - Ultrasonic testing of weldedjoints焊缝无损检测焊接接头超声检测30.CEN/TC 138 Non-destructive testing,无损检测31.CEN ISO/TS 21432:2005 Non-destructive testing -Standards test method fordetermining residual stresses by neutron diffraction (ISO 21432:2005)无损检测测定残余应力的中子衍射方法32.CEN/TR 14748:2004 Non-destructive testing -Methodology for qualification ofnon-destructive tests无损检测无损检测的鉴定方法33.CEN/TS 15053:2005 Non-destructive testing -Recommendations fordiscontinuities-types in test specimens for examination无损检测推荐的考试用检测试样中的不连续类型34.CR 13935:2000 Non-destructive testing - Generic NDE data format model无损检测普通NDE数据格式模型35.EN 12084:2001 Non-destructive testing - Eddy current testing - General principles andguidelines36.EN 12084:2001/A1:2003 Non-destructive testing -Eddy current testing -Generalprinciples and guidelines无损检测涡流检测总则与指南37.EN 12223:1999 Non-destructive testing -Ultrasonic examination -Specification forcalibration block No. 1无损检测超声检测1 号校准试块规格38.EN 12543-1:1999 Non-destructive testing -Characteristics of focal spots in industrialX-ray systems for use in non-destructive testing - Part 1: Scanning method无损检测无损检测用工业X射线系统焦点特性第1 部分:扫描方法39.EN 12543-2:1999 Non-destructive testing -Characteristics of focal spots in industrialX-ray systems for use in non-destructive testing - Part 2: Pinhole camera radiographic method无损检测无损检测用工业X射线系统焦点特性第2 部分:针孔射线照相方法40.EN 12543-3:1999 Non-destructive testing -Characteristics of focal spots in industrialX-ray systems for use in non-destructive testing -Part 3: Slit camera radiographicmethod无损检测无损检测用工业X射线系统焦点特性第3 部分:狭缝射线照相方法41.EN 12543-4:1999 Non-destructive testing -Characteristics of focal spots in industrialX-ray systems for use in non-destructive testing - Part 4: Edge method无损检测无损检测用工业X射线系统焦点特性第4 部分:边缘方法42.EN 12543-5:1999 Non-destructive testing -Characteristics of focal spots in industrialX-ray systems for use in non-destructive testing - Part 5: Measurement of the effective focal spot size of mini and micro focus X-ray tubes无损检测无损检测用工业X射线系统焦点特性第5 部分:小和微小焦点X 射线管有效焦点尺寸的测量43.EN 12544-1:1999 Non-destructive testing - Measurement and evaluation of the X-raytube voltage - Part 1: Voltage divider method无损检测X射线管电压的测量与评价第 1 部分:电压分压器方法44.EN 12544-2:2000 Non-destructive testing - Measurement and evaluation of the X-raytube voltage - Part 2: Constancy check by the thick filter method无损检测X射线管电压的测量与评价第2 部分:用厚过滤器的恒定校验方法45.EN 12544-3:1999 Non-destructive testing - Measurement and evaluation of the X-raytube voltage -Part 3: Spectrometric method无损检测X射线管电压的测量与评价第 3 部分:频谱方法46.EN 12668-1:2000 Non-destructive testing -Characterization and verification ofultrasonic examination equipment - Part 1: Instruments47.EN 12668-1:2000/A1:2004 Non-destructive testing - Characterization and verification ofultrasonic examination equipment - Part 1: Instruments无损检测超声检测设备的性能与验证第1 部分:仪器48.EN 12668-2:2001 Non-destructive testing -Characterization and verification ofultrasonic examination equipment - Part 2: Probes49.EN 12668-2:2001/A1:2004 Non-destructive testing - Characterization and verification ofultrasonic examination equipment - Part 2: Probes无损检测超声检测设备的性能与验证第2 部分:探头50.EN 12668-3:2000 Non-destructive testing -Characterization and verification ofultrasonic examination equipment - Part 3: Combined equipment51.EN 12668-3:2000/A1:2004 Non-destructive testing - Characterization and verification ofultrasonic examination equipment - Part 3: Combined equipment无损检测超声检测设备的性能与验证第3 部分:组合设备52.EN 12679:1999 Non-destructive testing -Determination of the size of industrialradiographic sources -Radiographic method无损检测工业射线照相源尺寸的测定射线照相方法53.EN 13018:2001 Non-destructive testing - Visual testing - General principles54.EN 13018:2001/A1:2003 Non-destructive testing - Visual testing - General principles无损检测目视检测总则55.EN 13068-1:1999 Non-destructive testing -Radioscopic testing -Part 1: Quantitativemeasurement of imaging properties无损检测射线透视检测第1 部分:成像性能的定量测量56.EN 13068-2:1999 Non-destructive testing - Radioscopic testing - Part 2: Check of longterm stability of imaging devices无损检测射线透视检测第2 部分:成像装置长期稳定性的校验57.EN 13068-3:2001 Non-destructive testing -Radioscopic testing -Part 3: Generalprinciples of radioscopic testing of metallic materials by X- and gamma rays无损检测射线透视检测第3 部分:金属材料X 和伽玛射线透视检测总则58.EN 13184:2001 Non-destructive testing - Leak testing - Pressure change method59.EN 13184:2001/A1:2003 Non-destructive testing -Leak testing -Pressure changemethod无损检测泄漏检测变压方法60.EN 13185:2001 Non-destructive testing - Leak testing - Tracer gas method61.EN 13185:2001/A1:2003 Non-destructive testing - Leak testing - Tracer gas method无损检测泄漏检测示踪气体方法62.EN 13192:2001 Non destructive testing - Leak testing - Calibration of reference leaks forgases63.EN 13192:2001/AC:2003 Non destructive testing - Leak testing - Calibration of referenceleaks for gases无损检测泄漏检测参考泄漏气体的校准64.EN 1330-1:1998 Non destructive testing - Terminology - Part 1: List of general terms无损检测术语第1 部分:一般术语65.EN 1330-10:2003 Non-destructive testing - Terminology - Part 10: Terms used in visualtesting无损检测术语第10 部分:目视检测66.EN 1330-2:1998 Non destructive testing - Terminology - Part 2: Terms common to thenon-destructive testing methods无损检测术语第2 部分:无损检测方法通用术语67.EN 1330-3:1997 Non-destructive testing - Terminology - Part 3: Terms used in industrialradiographic testing无损检测术语第3 部分:工业射线照相检测68.EN 1330-4:2000 Non destructive testing - Terminology - Part 4: Terms used in ultrasonictesting无损检测术语第4 部分:超声检测69.EN 1330-5:1998 Non-destructive testing -Terminology -Part 5: Terms used in Eddycurrent testing无损检测术语第5 部分:涡流检测70.EN 1330-7:2005 Non-destructive testing - Terminology - Part 7: Terms used in magneticparticle testing无损检测术语第7 部分:磁粉检测71.EN 1330-8:1998 Non-destructive testing -Terminology -Part 8: Terms used in leaktightness testing无损检测术语第8 部分:泄漏检测72.EN 1330-9:2000 Non-destructive testing - Terminology - Part 9: Terms used in acousticemission testing无损检测术语第9 部分:声发射检测73.EN 13477-1:2001 Non-destructive testing -Acoustic emission -Equipmentcharacterisation - Part 1: Equipment description无损检测声发射设备性能第1 部分:设备概述74.EN 13477-2:2001 Non-destructive testing -Acoustic emission -Equipmentcharacterisation - Part 2: Verification of operating characteristic无损检测声发射设备性能第2 部分:操作特性的验证75.EN 13554:2002 Non-destructive testing - Acoustic emission - General principles76.EN 13554:2002/A1:2003 Non-destructive testing -Acoustic emission -Generalprinciples无损检测声发射总则77.EN 13625:2001 Non-destructive testing -Leak test -Guide to the selection ofinstrumentation for the measurement of gas leakage无损检测泄漏检测气体泄漏测量仪的选择指南78.EN 13860-1:2003 Non destructive testing -Eddy current examination -Equipmentcharacteristics and verification - Part 1: Instrument characteristics and verification无损检测涡流检测设备性能与验证第1 部分:仪器性能与验证79.EN 13860-2:2003 Non-destructive testing -Eddy current examination -Equipmentcharacteristics and verification - Part 2: Probe characteristics and verification无损检测涡流检测设备性能与验证第2 部分:探头性能与验证80.EN 13860-3:2003 Non-destructive testing -Eddy current examination -Equipmentcharacteristics and verification - Part 3: System characteristics and verification无损检测涡流检测设备性能与验证第3 部分:系统性能与验证81.EN 13925-1:2003 Non-destructive testing -X-ray diffraction from polycrystalline andamorphous material - Part 1: General principles无损检测多晶和非晶材料的X射线衍射第1 部分:总则82.EN 13925-2:2003 Non-destructive testing -X-ray diffraction from polycrystalline andamorphous materials -Part 2: Procedures无损检测多晶和非晶材料的X射线衍射第 2 部分:工艺规程83.EN 13925-3:2005 Non destructive testing -X ray diffraction from polycrystalline andamorphous materials - Part 3: Instruments无损检测多晶和非晶材料的X射线衍射第 3 部分:仪器84.EN 13927:2003 Non-destructive testing - Visual testing - Equipment无损检测目视检测设备85.EN 14096-1:2003 Non-destructive testing -Qualification of radiographic filmdigitisation systems - Part 1: Definitions, quantitative measurements of image quality parameters, standard reference film and qualitative control无损检测射线照相胶片数字系统的质量鉴定第1 部分:定义、像质参数的定量测量、标准参考胶片和定量控制86.EN 14096-2:2003 Non-destructive testing -Qualification of radiographic filmdigitisation systems - Part 2: Minimum requirements无损检测射线照相胶片数字系统的质量鉴定第2 部分:最低要求87.EN 14127:2004 Non-destructive testing - Ultrasonic thickness measurement无损检测超声测厚88.EN 14584:2005 Non-destructive testing -Acoustic emission -Examination of metallicpressure equipment during proof testing - Planar location of AE sources无损检测声发射金属压力设备调试期检测AE源的平面定位89.EN 14784-1:2005 Non-destructive testing -Industrial computed radiography withstorage phosphor imaging plates - Part 1: Classification of systems无损检测存储式磷成像板工业计算机射线照相第1 部分:系统分类90.EN 14784-2:2005 Non-destructive testing -Industrial computed radiography withstorage phosphor imaging plates -Part 2: General principles for testing of metallic materials using X-rays and gamma rays无损检测存储式磷成像板工业计算机射线照相第2 部分:金属材料X射线和伽玛射线检测总则91.EN 1518:1998 Non-destructive testing -Leak testing -Characterization of massspectrometer leak detectors无损检测泄漏检测质谱检漏仪的性能92.EN 1593:1999 Non-destructive testing - Leak testing - Bubble emission techniques93.EN 1593:1999/A1:2003 Non-destructive testing -Leak testing -Bubble emissiontechniques无损检测泄漏检测气泡技术94.EN 1779:1999 Non-destructive testing -Leak testing -Criteria for method andtechnique selection95.EN 1779:1999/A1:2003 Non-destructive testing - Leak testing - Criteria for method andtechnique selection无损检测泄漏检测方法和技术选择准则96.EN 25580:1992 Non-destructive testing -Industrial radiographic illuminators -Minimum requirements (ISO 5580:1985)无损检测工业射线照相观片灯最低要求97.EN 27963:1992 Welds in steel - Calibration block No. 2 for ultrasonic examination ofwelds (ISO 7963:1985)钢焊缝焊缝超声检测用2 号校准试块98.EN 444:1994 Non-destructive testing - General principles for radiographic examinationof metallic materials by X-and gamma-rays无损检测金属材料X 和伽玛射线照相检测总则99.EN 462-1:1994 Non-destructive testing - Image quality of radiographs - Part 1: Imagequality indicators (wire type) - Determination of image quality value无损检测射线照相底片像质第1 部分:线型像质计像质值的测定100.EN 462-2:1994 Non-destructive testing - Image quality of radiographs - Part 2: Image quality indicators (step/hole type) - Determination of image quality value无损检测射线照相底片像质第2 部分:阶梯孔型像质计像质值的测定101.EN 462-3:1996 Non-destructive testing - Image quality of radiographs - Part 3: Image quality classes for ferrous metals无损检测射线照相底片像质第3 部分:黑色金属像质级别102.EN 462-4:1994 Non-destructive testing -Image quality of radiographs -Part 4: Experimental evaluation of image quality values and image quality tables无损检测射线照相底片像质第4 部分:像质值和像质表的实验评价103.EN 462-5:1996 Non-destructive testing - Image quality of radiographs - Part 5: Image quality indicators (duplex wire type), determination of image unsharpness value无损检测射线照相底片像质第5 部分:双线型像质计图像不清晰度的测定104.EN 473:2000 Non destructive testing - Qualification and certification of NDT personnel -General principles无损检测NDT人员资格鉴定与认证总则105.EN 571-1:1997 Non destructive testing - Penetrant testing - Part 1: General principles无损检测渗透检测第1 部分:总则106.EN 583-1:1998 Non-destructive testing -Ultrasonic examination -Part 1: General principles107.EN 583-1:1998/A1:2003 Non-destructive testing -Ultrasonic examination -Part 1: General principles无损检测超声检测第1 部分:总则108.EN 583-2:2001 Non-destructive testing - Ultrasonic examination - Part 2: Sensitivity and r ange setting无损检测超声检测第2 部分:灵敏度与测距调整109.EN 583-3:1997 Non-destructive testing - Ultrasonic examination - Part 3: Transmission technique无损检测超声检测第3 部分:穿透技术110.EN 583-4:2002 Non-destructive testing - Ultrasonic examination - Part 4: Examination for discontinuities perpendicular to the surface111.EN 583-4:2002/A1:2003 Non-destructive testing -Ultrasonic examination -Part 4: Examination for discontinuities perpendicular to the surface无损检测超声检测第4 部分:垂直于表面的不连续的检测112.EN 583-5:2000 Non-destructive testing -Ultrasonic examination -Part 5: Characterization and sizing of discontinuities113.EN 583-5:2000/A1:2003 Non-destructive testing -Ultrasonic examination -Part 5: Characterization and sizing of discontinuities无损检测超声检测第5 部分:不连续的定性与定量114.EN 584-1:1994 Non destructive testing -Industrial radiographic film -Part 1: Classification of film systems for industrial radiography无损检测工业射线照相胶片第 1 部分:工业射线照相胶片系统的分类115.EN 584-2:1996 Non destructive testing - Industrial radiographic film - Part 2: Control of film processing by means of reference values无损检测工业射线照相胶片第2 部分:用参考值方法控制胶片处理116.EN ISO 12706:2000 Non-destructive testing -Terminology -Terms used in penetrant testing (ISO 12706:2000)无损检测术语渗透检测117.EN ISO 3059:2001 Non-destructive testing -Penetrant testing and magnetic particle testing - Viewing conditions (ISO 3059:2001)无损检测渗透检测和磁粉检测观察条件118.EN ISO 3452-2:2000 Non-destructive testing -Penetrant testing -Part 2: Testing of penetrant materials (ISO 3452-2:2000)无损检测渗透检测第2 部分:渗透材料的检验119.EN ISO 3452-3:1998 Non-destructive testing - Penetrant testing - Part 3: Reference test blocks (ISO 3452-3:1998)120.EN ISO 3452-3:1998/AC:2001 Non-destructive testing -Penetrant testing -Part 3: Reference test blocks (ISO 3452-3:1998)无损检测渗透检测第3 部分:参考试块121.EN ISO 3452-4:1998 Non-destructive testing -Penetrant testing -Part 4: Equipment (ISO 3452-4:1998)无损检测渗透检测第4 部分:设备122.EN ISO 9934-1:2001 Non-destructive testing - Magnetic particle testing - Part 1: General principles (ISO 9934-1:2001)123.EN ISO 9934-1:2001/A1:2003 Non-destructive testing - Magnetic particles testing - Part 1: General principles (ISO 9934-1:2003)无损检测磁粉检测第1 部分:总则124.EN ISO 9934-2:2002 Non-destructive testing -Magnetic particle testing -Part 2: Detection media (ISO 9934-2:2002)无损检测磁粉检测第2 部分:检测介质125.EN ISO 9934-3:2002 Non-destructive testing -Magnetic particle testing -Part 3: Equipment (ISO 9934-3:2002)无损检测磁粉检测第3 部分:设备126.ENV 583-6:2000 Non-destructive testing -Ultrasonic examination -Part 6: Time-of-flight diffraction technique as a method for detection and sizing of discontinuities无损检测超声检测第6 部分:用衍射声时技术检测和定量不连续127.BS EN ISO6520-1 金属熔化焊焊缝缺陷分类及说明128.EN 25580:1992 工业射线照相观片灯所需的最低要求。
《焊接质量检测技术》课件任务二射线探伤

工作。
控制器与辅助器材
控制器种类
辅助器材
控制器是控制射线源和探测器的关键设备 ,根据不同的需求可以选择不同的控制器 ,如机械控制器、计算机控制器等。
辅助器材包括防护用品、支撑装置和标记 器材等,这些器材对于保证检测人员的安 全和检测结果的准确性具有重要作用。
控制器功能
控制器的功能包括控制射线源的发射、 控制探测器的扫描、图像处理和数据 存储等。
03
射线探伤操作流程
探伤前准备
确定探伤设备
根据探伤需求选择合适的探伤设备,如X射 线机或γ射线机。
制定检测方案
根据焊接接头形式、材料种类等因素制定合 理的检测方案。
检查设备状态
确保探伤设备处于良好工作状态,包括检查 设备性能、配件是否齐全等。
确定检测参数
根据检测方案确定合适的曝光参数,如管电 压、管电流、曝光时间等。
探测器
探测器种类
01
常见的探测器包括胶片、荧光屏、影像增强器和数字化探测器
等,每种探测器都有其特定的适用范围。
探测器性能
02
探测器的性能决定了检测结果的准确性和可靠性,因此选用探
测器时需要关注其灵敏度、分辨率和稳定性等关键指标。
探测器的维护与校准
03
为了保证探测器的准确性和可靠性,需要定期进行维护和校准
探伤后处理
数据整理与分析
对记录的缺陷信息进行整理和分析,评估焊接质量。
出具检测报告
根据分析结果出具详细的检测报告,指出焊接接头的质量状况。
反馈与改进
将检测报告反馈给相关部门或人员,针对焊接质量不佳的部位进 行改进。
04
射线探伤结果解读
缺陷识别与分类
识别
根据射线的透射图像,判断是否 存在缺陷。
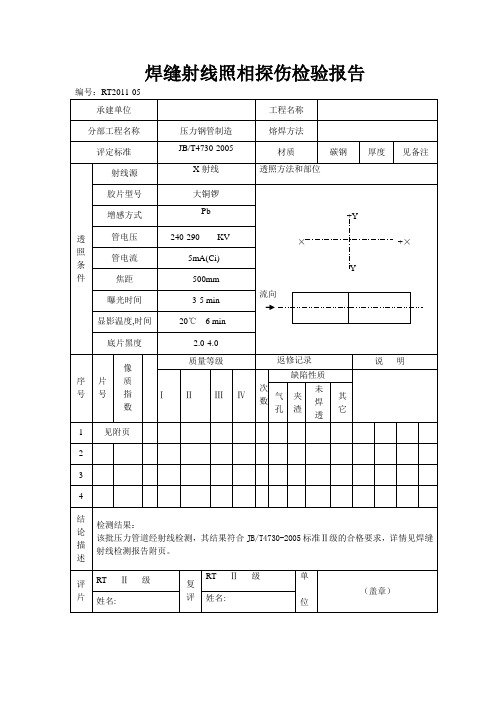
焊缝射线照相探伤检验报告
43
SP13-B1
Φ2700×14mm
250
11
未见
Ⅰ
44
XJ5-B1
Φ2700×16mm
250
11
未见
Ⅰ
45
XJ6-B1
Φ2700×16mm
250
11
未见
Ⅰ
46
XJ7-B1
Φ2700×16mm
250
11
未见Ⅰ47XJ8-1Φ2700×16mm
250
11
未见
Ⅰ
48
XJ9-B1
Φ2700×16mm
姓名:
姓名:
射线检测报告
报告编号:RT2011-05
分部工程名称
压力钢管制造
承建单位
四川温江双竹油罐网架厂
检测日期
2010-12- 11/2011-5-15
探伤标准
JB/T4730-2005
序
号
焊缝编号
规格
一次透照长度mm
象质
指数
缺欠位置、性质
及长度 mm
级别
备注
57
XJ32-B1
Φ2700×16mm
250
10
未见
Ⅰ
81
SCGA6
Φ1800×28mm
250
10
未见
Ⅰ
82
SCGA7
Φ1800×28mm
250
10
未见
Ⅰ
83
SCGA8
Φ1800×28mm
250
10
未见
Ⅰ
初评人员:
级别:RT-Ⅱ 2011年5月17日
复评人员:
级别:RT-Ⅱ2011年5月17日
金属材料及其制品无损检测相关标准

JGJ 81-2002 《厚钢板超声波检验方法》
GB/T 2970-2004
超声波探伤
《钢结构焊接规范》
1
(UT)
1101 AWSD 1.1/D1.1M:2006
《焊缝无损检测-焊接接头超
声波检测-合格等级》
BS EN 1712:1997
《焊缝无损检测-焊接接头超 声波检测》
BS EN 1714:1998
《承压设备无损检测 第 2 部
2 射线探伤(RT) 1103
分射线检测》
承压设备无损
126
检测
JB/T 4730.2-2005
《无损检测》ASME Ⅴ:2004
《承压设备无损检测 第 1 部 分 通用要求》
只测:钢 锻件、板 、焊缝。
JB/T 4730.1-2005
《承压设备无损检测 第 4 部
3 磁粉探伤(MT) 1103
3 磁粉探伤(MT) 1104 《现场设备、工业管道焊接工 程施工及验收规范》 GB 50236-1998
《工业金属管道工程施工及 验收规范》GB 50235-1997 4 渗透探伤(PT) 1104 《现场设备、工业管道焊接工
程施工及验收规范》
GB50236-1998
《石油天然气钢质管道无损 检测》SY/T4109-2005
分磁粉检测》
JB/T 4730.4-2005
只测:钢
《无损检测》ASME Ⅴ:2004 锻件、板
、焊缝。
《承压设备无损检测 第 1 部
分 通用要求》
JB/T 4730.1-2005
《承压设备无损检测 第 5 部
4 渗透探伤(PT) 1103
分 渗透检测》
JB/T 4730.5-2005
无损检测-射线检验常用标准

当缺陷分布在相邻的多张底片上时应该把这些底片拼当缺陷分布在相邻的多张底片上时应该把这些底片拼接起来拍片时应放置搭接标记然后按照评定区域评接起来拍片时应放置搭接标记然后按照评定区域评当评定区域内有两种以上不同缺陷的等级各自达到了相当评定区域内有两种以上不同缺陷的等级各自达到了相关标准的最大允许等级则这部分铸件在得到满意的修复关标准的最大允许等级则这部分铸件在得到满意的修复之前应判定为不合格
标准的体系
1. 美国体系(典型:如铸件的射线检测。以 对照参考底片为评片方式); 2. 欧洲体系(典型:如焊缝的射线检测。以 实际尺寸为评片方式); 3. 日本体系(如焊缝的射线检测。以评定框 计点为评片方式)。
铸件射线标准
铸件射线标准以ASTM标准为典型。其中使用最多的是 铸件射线标准以ASTM标准为典型。其中使用最多的是 ASTM E446《厚度不大于2英寸(51mm)的铸钢件的参考 E446《厚度不大于2英寸(51mm)的铸钢件的参考 底片》 底片》。 此标准的评片方式为提供参考底片,将其与实际底片对照, 从而决定其缺陷类型和级别。参考底片的大小为5 从而决定其缺陷类型和级别。参考底片的大小为5×7英寸, 将其与同样大小的实物底片对照,从而判定级别。当实物 底片中有怀疑的区域要比单位区域小时,这种有怀疑的区 域应该按比例分配到参考射线底片的区域上。 不同人员评级时,得到的结果可能会比真实值大一级或小 一级,即结果有可能相差两级。 参考底片上包括完好部分和缺陷部分,应该综合考虑而分 级。 该标准虽然针对2英寸以下铸钢件,但大于2 该标准虽然针对2英寸以下铸钢件,但大于2英寸时,仍可 选用。
石油天然气钢质管道无损检测射线检测人员要求

石油天然气钢质管道无损检测射线检测人员要求射线检测人员除应符合4.4条的有关规定外,还应符合以下要求:7.1射线检测人员的健康状况应符合GB8703的有关规定,上岗前应按GB11924的规定进行辐射安全知识的培训。
7.2 射线检测工作的人员,视力必须满足下列要求:a)校正视力不得低于5.0(小数记录值为1.0),测试方法应符合GB11533的规定。
b)从事射线评片人员应能辨别距离400㎜远的一组高为0.5㎜、间距为0.5㎜的印刷字母。
并一年检查一次。
这里规定了射线检测人员除应符合 4.4条的有关规定外,还必须具有良好的身体素质。
上岗前应进行辐射安全知识培训,取得放射工作人员证,才允许上岗工作。
8 射线检测设备、器材和材料8.1射线源和能量的选择8.1.1X射线照相应尽量选用较低的管电压。
透照不同厚度焊缝时,允许使用的最高管电压应控制在图3的范围内。
对透照截面厚度变化大的工件时,允许采用超过图3规定的X 射线管电压,但最高不得超过50KV。
图3 透照厚度和允许使用的最高管电压射线源和能量的选择应按透照厚度来确定,图3中的斜线之下的区域为允许使用的能量范围,通常应尽可能选用能量较低的射线,以提高工件的对比度。
但对焊缝余高较高或厚度差较大(如小径管或焊缝两侧母材厚度差较大),为使有效透照区的焊缝和热影响区的黑度均在标准规定的范围内,在保证灵敏度要求的情况下,允许采用超过图3规定的X射线管电压,但最高不得超过50KV,以增大宽容度。
图3透照厚度和允许使用的最高管电压来源于GB3323-1987标准,最高不得超出50Kv主要参照欧洲标准和GB/T12605-1990标准,与JB4730标准规定相当。
8.1.2 γ射线源的最小透照厚度见表1。
表1 γ射线源的最小透照厚度γ射线源最小透照厚度T A(mm)名称平均能量(Mev)Se75 0.206 ≥5Ir192 0.35 ≥10 油气管道检测过去一般选择用Ir192γ射线源,近年来中薄壁管道广泛采用了Se75射线源。
BS EN 1435:1997 中文版焊接的无损检查-焊接的射线探伤检查

焊接的无损检查- 焊接的射线探伤检查本英国标准等同于欧洲标准EN 1435:1997 除获得复制法允许外不得翻印ICS 25.160.40w ww .b z f x w .c o mBSI - 英国标准协会BSI 为独立的国家机构负责准备英国标准。
在欧洲和国际上代表应该标准水平。
与皇家立法机构一体。
修订信息英国标准的版本是经过修改的.使用英国标准必须要弄清楚它是否具有最新版本或修订本.BSI 的目的是不断提高我们产品质量和服务水平.我们需要感谢那些使用英国标准过程中发现不对或含糊不清的地方并且告知给技术委员会秘书处负责人.那些负责人可以在文献的序言页中查到.BSI 提供给每个成员独立的叫做PLUS 的最新版,那能明确每个订阅者自动地获得最新的版本或标准. 购买标准订阅所有BSI 标准的,无论是国际的还是国外的标准出版物都应该提供顾客电话和传真.为了满足顾客对国际标准的需要,也是BSI 的一向方针,即指出那些已经出版的作为英国标准执行的条文,除非要求不这样. 有关标准的信息BSI 通过它的图书馆和技术帮助出口服务规定了更广泛的关于本国、欧洲和国际标准的信息。
当查找产品和服务的详细细节时,任何一个BSI 电子信息服务体系都可以查到。
BSI 的订阅成员一直保持着与标准的发展和获得实实在在的不打折扣的标准购买价格。
想详细获得这个细节以及其他提供给成员的利益,请电话或传真联系。
版 权 版权属于所有的BSI 成员。
在英联邦内BSI 同时拥有出版国际标准化原材料体的权利。
除非得到1988年版权、设计和专利法案同意不得额外出版、保存在检索系统下或者任何方式的传送或利用任何方式包括电子、图片拷贝、记录或其他方式。
w ww .b z f x w .c o m这不是在执行过程中阻止自由使用必要的细节向符号、尺寸、类型或尺寸等级。
假如这些条文被用做其他目的超过BSI 执行过程中预先写明允许的范围那么必须让BSI 知道。
EN 1435-2002焊接无损检验-熔化焊接透视检查
5.8 图象质量的评估····························································································································7
5.9 最小图象质量数值························································································································7
已登记注册德意志联邦共和国标准化研究所(DIN)的材料试验标准委员会(NMP)
德意志联邦共和国标准化研究所(DIN)的焊接技术标准委员会(NAS)
© 德意志联邦共和国标准化研究所(DIN)—已登记注册研究所。每种复制方式均应予以证明。只有在柏林已登记注册的德意志联邦
共和国标准化研究所(DIN)书面对允许才可复制。 标准通过 10772 本报特约记者林博依特出版有限公司独家出售。
欧洲标准
ICS 25.160.40
EN 1435
1997 年 10 月
+A1
2002 年 5 月
德文本
焊接无损坏检验 熔化焊接透视检验 (本标有修改 A1:2002)
本欧洲标准是于 1997 年 8 月 2 日由 EN(欧洲标准化委员会)采用的。 修改 A1 是于 2002 年 5 月 5 日由欧洲标准化委员会(CEN)采用的。 欧洲标准化委员会成员有义务遵守欧洲标准化委员会和欧洲电工标准化委员会 (CEN/CENELEC)议事规程,在此议事规程中规定了一些条件,在此条件下,对欧洲标准应提供国 家标准地位,而无任何修改。 本欧洲标准是由欧洲标准化委员会以三种正式文本(德文、英文、法文)制定的。另一种语言的 文本,只要作为一名欧洲标准化委员会成员负责任地将其译成本国语言并通知管理中心,就有与正式 文本相同的合法地位。 欧洲标准化委员会成员是下述各国的国家标准化研究所,即:比利时、丹麦、德国、芬兰、法国、 希腊、爱尔兰、冰岛、意大利、荷兰、挪威、奥地利、葡萄牙、瑞典、瑞士、西班牙、捷克共和国、 英国。
石油天然气钢质管道无损检测[最终版]
![石油天然气钢质管道无损检测[最终版]](https://img.taocdn.com/s3/m/e4faaf653968011ca2009126.png)
一、概述1 SY/T4109-2005编制背景和简要经过随着我国石油天然气管道工程建设的发展,管道无损检测技术也得到了很大的发展。
同时管道工程施工技术,特别是管道焊接技术的发展,对无损检测技术提出了新的要求。
为确保工程质量,进一步完善无损检测标准,根据原国家石油和化学工业局《关于下达2001年石油天然气、石油化工行业标准、修订项目计划的通知》(国石化政发(2000)410号)文件要求,由石油天然气管道局盘锦北方无损检测公司负责对SY4056-93《石油天然气管道对接焊缝射线照相及质量分级》、SY4065-93《石油天然气管道对接焊缝超声波探伤及质量分级》、SY/T 0444-98《常压钢制焊接储罐及管道磁粉检测技术标准》及SY/T 0443-98《常压钢制焊接储罐及管道渗透检测技术标准》进行了整合修订,修订后标准名称为《石油天然气钢质管道无损检测》。
本标准在修订过程中,编制人员遵照国家有关方针政策,进行了比较广泛的调查研究,在全面总结和吸纳多年石油天然气钢质管道无损检测经验和技术,充分考虑石油天然气钢质管道工程施工实际特点的基础上,积极参照采用国外有关先进标准,并多次以发函或会议形式征求相关方意见,经反复修改形成送审稿,于2004年12月在海南三亚通过了由石油工程建设专业标准化委员会施工分标委组织的标准审查会的审查。
2 SY/T4109-2005修订的指导思想(1)目前石油天然气管道(含集输管道及其站场),特别是油气长输管道正向着大口径、大壁厚、高钢级及高压力方向发展,而与之相配套的先进的焊接和无损检测技术及设备也在广泛采用。
作为无损检测标准,必须适应和满足这种变化。
另外,管道施工建设不仅要占领国内市场,而且还要走向世界。
因此,与国外标准接轨也是本次标准修订应考虑的的一个重要因素。
(2)在检测工艺方面,应总结我国石油天然气企业在国内外长输管道施工检测的成功经验,积极吸纳国内外相关标准的长处来修订。
焊接-无损探伤

.焊接材料及设备1.1.1焊接材料应符合下列要求:一、有出厂合格证或质量证明书或质量复检报告;二、应优先选用国家或部颁标准推荐的材料三、国外引进的焊接材料,除与母材配套引进的以外,应先作焊接工艺试验,符合设计要求方可使用。
1.1.2施焊前应检查焊件,并符合下列要求:一、检查焊接接头的坡口,组对形式和组对质量是否符合设计或焊接工艺要求,如不合格,焊工有权要求返修后再施焊。
二、坡口两侧20㎜范围内油、垢、锈、氧化皮、泥土等污垢应清除干净,露出金属光泽。
三、清除管内的一切杂物四、焊件应放置稳固,以避免产生过大的焊接变形或事故。
五、为减少焊接裂纹和减小内应力,应尽是避免强行组对。
计量间工艺管线及工业管道的焊接施焊前应根据工艺试验结果编制焊接工艺说明书,焊接工作应根据说明书进行,其主要内容如下:一、焊接材料二、焊接三、坡口形式及制备方法四、焊缝接头的组对要求及公差五、焊缝结构形式六、焊接电流的种类和极性七、焊接线能量及保护气体流量八、预热、后热及层间温度的要求九、焊后热处理的要求十、指定检验1、等直径管线组对要求如下:一、应做到内壁齐平,内壁错边量:Ⅰ、Ⅱ级焊缝不超过壁 10%且不大于1㎜;Ⅲ、Ⅳ级焊缝不超过壁厚的20%,且不大于2㎜;二、管口与管道轴线垂直(有特殊要求者除外),直径426㎜以下管线,不垂直度小于1㎜三、两根有缝管(包括直缝管的螺纹焊缝管)对接时,纵焊缝应错开,直径大于100㎜的管,至少要错开100㎜2、当管道较短或在预制厂对焊短管时,可利用辊道或手工翻转的方法,进行转动焊接,此法由于焊接位置在上部,焊接速度较快,因此要特别注意第一层焊道的穿透质量。
焊接时焊条角度与焊接方向按相关要求进行。
3、在管线长或不能转动时,应对管线进行固定管口的焊接。
固定管焊接有垂直、倾斜、水平三种形式,其中水平固定焊常用。
水平固定管的焊接应符合下列要求:一、根据管径大小确定点固焊数量,一般管径42~133㎜时,为3处,最少2处,管径十六大,应适当增加点固焊数量,点固焊的位置按相关要求执行。
焊缝射线探伤检验规范R

1.前言本规范规定了在焊缝透照过程中,为获得合格透照底片所遵循的程序和要求.2.目的采用射线的照相技术要求及通过射线摄影的底片来检验缺陷,并对缺陷进行分类定级.3.适用范围本规范主要用于本公司及其外协厂碳素钢、低合金钢的对接焊缝及钢管的对接环焊缝的射线透照的检测.4.参考标准QA-I-101 焊工培训考核程序GB3323-82 钢焊缝射线照相及底片等级分类法JB4730-94 压力容器无损检测5.射线透照的一般要求5.1 射线对人体有不良影响,应尽量避免射线的直接照射和散射线的影响.5.2 在现场进行射线检测时应设置安全线,安全线上应有明显的警告标志.5.3 从事射线探伤的人员必须经过培训,按照《锅炉压力容器无损检测人员资格考核规则》执行.6.射线透照的技术要求6.1 焊缝表面的要求: 焊缝需经表面检验合格后才能进行射线照相.焊缝表面的不规则程度应不妨碍底片上缺陷的辨认,如咬边,焊瘤等.否则应在射线照相前修整.6.2 工件的表面应采用永久性的标记作为对每张射线底片重新定位的依据,产品上不适合打印标记时,应采用透视部位草图或其他标记方法.6.3 底片上必须有工件编号、底片编号、定位记号等标志,这些标志应离焊缝边缘至少5mm,并应与工件上的标志相符.7.射线透照射线透照的具体步骤和内容应参照GB3323-82 《钢焊缝射线照相及底片等级分类法》或JB4730-94《压力容器无损检测》.8.焊缝质量评级8.1 焊缝质量根据缺陷数量的规定分成四级:优等焊缝----- Ⅰ级焊缝,焊缝内部不准有裂纹、未熔合、未焊透、条状夹渣.一级焊缝---- Ⅱ级焊缝,焊缝内部不准有裂纹、未熔合以及双面焊和加垫板的单面焊中的未焊透.合格焊缝---- Ⅲ级焊缝,焊缝内部不准有裂纹、未熔合以及双面焊和加垫板的单面焊中的未焊透.不合格焊缝--- Ⅳ级焊缝,焊缝内部的缺陷数量超过Ⅲ级者为Ⅳ级.8.2 对于焊缝内部的不同尺寸的气孔(包括点状夹渣)按表1换算.8.3 各等级的焊缝内部允许气孔的限量(包括点状夹渣)按表2规定,表中的数字系指底片上任何10×50mm2的焊缝区域内(宽度小于10mm的焊缝仍以50mm长度计算),Ⅰ、Ⅱ、Ⅲ级焊缝中气孔点数.多者用于厚度上限,少者用于厚度下限,中间厚度的气孔点数用插入法决定.当缺陷在评定区边界线上时(包括外切),应把它划在该评定区内计算点数.表2 气孔(包括点状夹渣)的分级Ⅳ级.8.5 不计点数的气孔尺寸(包括点状夹渣):a.母材厚度小于等于25mm时为0.5mm.b.母材厚度大于25mm,小于等于50mm时为0.7mm.c.母材厚度大于50mm时为母材厚度的1.4%.母材厚度不同时,取薄的厚度值8.6 表3是条状夹渣的分级规定.条状夹渣必须同时满足单个条状夹渣、条状夹渣群总长及条状夹渣间距的规定.2.当焊缝长度不足12T(Ⅱ级)或6T(Ⅲ级)时,可按比例折算.如T或折算的条状夹渣群总长小于单个条状夹渣长度时,以单个条状夹渣长度为允许值.在12T焊缝长度内(如焊缝长度不足12T时,以焊缝长度未限)几种缺陷同时存在时,应先按各类缺陷单独评级.如有二种缺陷,应将其级别之和减1作为缺陷的综合的焊缝质量等级.如有三种缺陷,应将其级别数之和减2作为缺陷综合的焊缝质量等级.9.探伤检验报告级底片的保存.9.1 探伤检验后应对探伤结果及有关事项进行详细记录并写出探伤检验报告.报告内容应包括:探伤方法、探伤规范、缺陷名称、评定等级、返修次数、标号、日期及评定人员姓名.9.2 探伤底片、探伤报告和原始记录应妥善保存以备检查核对.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接的无损检查- 焊接的射线探伤检查本英国标准等同于欧洲标准EN 1435:1997 除获得复制法允许外不得翻印ICS 25.160.40w ww .b z f x w .c o mBSI - 英国标准协会BSI 为独立的国家机构负责准备英国标准。
在欧洲和国际上代表应该标准水平。
与皇家立法机构一体。
修订信息英国标准的版本是经过修改的.使用英国标准必须要弄清楚它是否具有最新版本或修订本.BSI 的目的是不断提高我们产品质量和服务水平.我们需要感谢那些使用英国标准过程中发现不对或含糊不清的地方并且告知给技术委员会秘书处负责人.那些负责人可以在文献的序言页中查到.BSI 提供给每个成员独立的叫做PLUS 的最新版,那能明确每个订阅者自动地获得最新的版本或标准. 购买标准订阅所有BSI 标准的,无论是国际的还是国外的标准出版物都应该提供顾客电话和传真.为了满足顾客对国际标准的需要,也是BSI 的一向方针,即指出那些已经出版的作为英国标准执行的条文,除非要求不这样. 有关标准的信息BSI 通过它的图书馆和技术帮助出口服务规定了更广泛的关于本国、欧洲和国际标准的信息。
当查找产品和服务的详细细节时,任何一个BSI 电子信息服务体系都可以查到。
BSI 的订阅成员一直保持着与标准的发展和获得实实在在的不打折扣的标准购买价格。
想详细获得这个细节以及其他提供给成员的利益,请电话或传真联系。
版 权 版权属于所有的BSI 成员。
在英联邦内BSI 同时拥有出版国际标准化原材料体的权利。
除非得到1988年版权、设计和专利法案同意不得额外出版、保存在检索系统下或者任何方式的传送或利用任何方式包括电子、图片拷贝、记录或其他方式。
w ww .b z f x w .c o m这不是在执行过程中阻止自由使用必要的细节向符号、尺寸、类型或尺寸等级。
假如这些条文被用做其他目的超过BSI 执行过程中预先写明允许的范围那么必须让BSI 知道。
如果得到允许,期刊可能得到王室的许可协议。
详情和建议可以从版权管理-处得到。
w ww .b z f x w .c o m国家标准的前言本英国标准是EN 1712:1997的英语版本。
它的级别高于BS 2600:第一部分:1983,第二部分:1973,BS 2910:1986和BS7257:1989,这些已经取消了的。
英联邦参与本英国标准的编制是受无损测试技术委员会WEE/46的委托,下给超声波检测技术分委会WEE/46/-13 ,它主要承担以下职责: -帮助询问理解标准文本-代表向负责标准化的欧盟提出阐述方面的咨询,提出更改建议,并且保证英国的利益-关注相关的国际和欧洲的发展并在英国国内的发布其发展。
可从技术分委会的秘书处得到一份描述这个分委会的组织结构表。
交叉引用这份执行于国际和欧洲的英国标准编写所参照的文献可以在《符合国际标准准则的索引》下的BSI 标准文献查到,或者直接使用BSI 标准电子目录下的“查询” 方式查询。
执行英国标准并不是意味着本身就被赋予免除法律的义务 文献结构简要这份文献包括封面、序言、EN 标题页、第2页到第21页、尾声和背面。
出版后的修正修正次数日 期改正部分10616勘误表 第一期 1999年8月 改正表2w ww .b z f x w .c o mICS 25.160.40关键字:焊接接头,融化焊接,对接焊,质量控制,无损测试,放射探测分析,凝结条件英语版本焊接的无损检测—射线技术检测焊接这份欧洲标准1997年8月2被CEN 批准。
CEN 成员国都是忠心维护那个规定了欧洲标准条件作为一项国际标准不容许有任何改变的CEN/CENELEC 国际准则组织。
最新的包含此类国际标准的列表和引用书目可能适用于中央秘书处或者适合于任何CEN 成员。
这份欧洲标准存在着三种官方版本(英语,法语,德语)。
在CEN 职责允许范围内,CEN 的每一个成员国都把这份文献翻译成自己国家的语种,并且告知中央秘书处说明他已经把这当作官方版本一样使用。
把这个作为国家标准的CEN 成员有:澳大利亚、保加利亚、捷克斯洛伐克共和国、丹麦、芬兰、法国、德国、希腊、冰岛、爱尔兰、意大利、卢森堡、荷兰、挪威、葡萄牙、西班牙、瑞士、瑞典和大不列颠联合王国。
CEN欧洲标准委员会秘书中心处:rue de Stassart 36,B-1050 Brusselsw ww .b z f x w .c o m前 言这份欧洲标准是由DS 的秘书处,即焊接技术委员会CEN/TC121起草的。
这份欧洲标准在国家标准中的地位是要么完全照搬,要么最迟到1998年4月签署而且与国家标准有冲突的必须在1998年4月前改掉。
根据CEN/CENELEC 国际准则机构要求,下列国家的国家标准机构需执行欧洲标准:澳大利亚、保加利亚、捷克斯洛伐克共和国、丹麦、芬兰、法国、德国、希腊、冰岛、爱尔兰、意大利、 卢森堡、荷兰、挪威、葡萄牙、西班牙、瑞士、瑞典和大不列颠联合王国。
目 录前言................................................................................................6 1 适用范围......................................................................................8 2 引用标准......................................................................................8 3 要求限定.. (8)标称厚度 t (9)深入厚度 u (9)物象间距 b (9)3.4 放射源尺寸 d…………………………………………………………….….…...9 3.5 放射源到影象间距(SFD )…………………………………………….………..9 3.6 放射源和物体间距离 f (9)3.7直径 De...................................................................................... 9 4 放射探测技术的分类. (9)5 摘 要.........................................................................................10 5.1 反电离辐射的保护........................................................................10 5.2 表面处理和制造的阶段..................................................................10 5.3 放射线照射焊接点的位置.............................................................10 5.4 核实性射线照相..........................................................................10 5.5 标 记......................................................................................10 5.6 交错影象.. (10)w ww .b z f x w .c o m5.7 IQI 的类型和位置....................................................................11 5.8 图像质量评价..........................................................................11 5.9 最低图像质量指标....................................................................11 5.10 人员素质要求. (11)6 使用射线探测技术的引用方法......................................................12 6.1 测试方案................................................................................13 6.2真空管电压和放射源的选择........................................................18 6.3 影象系统和屏蔽......................................................................21 6.4 光束的调整............................................................................22 6.5 减少放射线的散射...................................................................22 6.6 放射源和物体间距...................................................................22 6.7 单个曝光点所需要的最大面积....................................................23 6.8 射线照相的密度......................................................................24 6.9 冲洗进程...............................................................................25 6.10 观察成像条件........................................................................25 7 检测报告...............................................................................25 附录A (标准的)推荐.. (26)圆周焊接的验收标准附录B (标准的)最小外型质量指数 (31)w ww .b z f x w .c o m1适用范围这份欧洲标准所明确的是很经济地使用射线探测基本技术满意地得到不可重复的结果。