Com4立达纱——纱线之精选
环锭纺纱——精选推荐

环锭纺纱新技术——紧密纺(上)秦贞俊教授级高级工程师中国纺织工程学会棉纺织专业委员会当代环锭纺纱在短纤维纺纱体系中占有十分主要的地位,即使在20世纪后20年许多新型纺纱技术已有了很大发展,像转杯纺、喷气枋等新型纺纱体系统具有速度高,产量高及生产费用少的特点。
比环锭纱好,如毛羽、纱疵及条干均匀度等,但所生产纱线的特性在一些方面远不如环锭纱如单纱强力,手感等方面。
一、近期紧密纱环锭纱的研究与开发,使纱线质量得到很大改进,紧密环锭纱的毛羽显著减少,细纱强力进一步提高,断裂伸长率也得到改进,十分有利於生态环境的改进(飞花少),耐磨度提高,手感好及具有理想的纱线结构等。
紧密纺环锭纺纱技术展示了许多优势。
在传统的环锭纺中,从前罗拉钳口线引出的纤维受到加捻,加捻点与前罗拉钳口之间形成纺纱加捻三角区,加捻三角区的外侧纤维承受较大的张力,中间的纤维承受的张力较小。
大部分纤维会加捻成纱,而部分纤维会形成纱线毛羽及飞花。
新型紧密纺环锭纺纱体系,使处於罗拉钳口与加捻点之间三角区的纤维受到控制,从前罗拉钳口引出的纤维束在牵伸区完成牵伸后,受到设在三角区负压的凝聚,在负压凝聚力的作用下,使纤维受控到达加捻点进行加捻,因此,纺纱三角区基本不存在,使所有纺纱三角区中的纤维被凝聚全部被纺成纱。
在普通环锭细纱机中,如图1所示,在离开前罗拉钳口线之前,牵伸区中的纤维束宽度为B,它取决许多因素如纺纱支数,粗纱捻度及牵伸状况。
假如纤维须条离开前罗拉钳口线即开始加捻,对於特定的纱线即一定的纱支并伸直的纤维束,纺纱三角区宽度大小主要取决於卷绕张力P,纺纱三角区b与卷绕张力P成反比,这个关系表明:纺纱三角区的宽度小於喂入须条的宽度,三角区边缘的纤维与纱体连接差的纤维,一端伸在纱体外而另一端被捻入纱体中或者出现不被捻入纱体的情况,由此会产生飞花及纱线毛羽。
与普通环锭纺相反,在紧密环锭纺中,纤维受负压气流的作用,在离开主牵伸区前罗拉钳口的会出现凝聚现象。
拥有出色经济性的立达环锭细纱机和紧密纺纱机
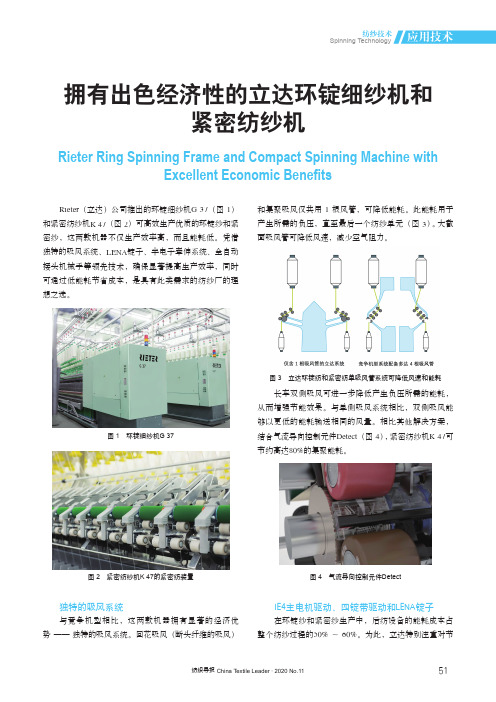
图 1 环锭细纱机G 37图 2 紧密纺纱机K 47的紧密纺装置独特的吸风系统与竞争机型相比,这两款机器拥有显著的经济优——独特的吸风系统。
回花吸风(断头纤维的吸风)长车双侧吸风可进一步降低产生负压所需的能耗,从而增强节能效果。
与单侧吸风系统相比,双侧吸风能够以更低的能耗输送相同的风量。
相比其他解决方案,结合气流导向控制元件Detect(图 4),紧密纺纱机K 47节约高达80%的集聚能耗。
图 4 气流导向控制元件DetectIE4主电机驱动、四锭带驱动和LENA锭子在环锭纱和紧密纱生产中,后纺设备的能耗成本占整个纺纱过程的50% ~ 60%。
为此,立达特别注重对节图 3 立达环锭纺和紧密纺单吸风管系统可降低风速和能耗纺织导报China Textile Leader · 2020 No.1152纺织导报 China Textile Leader · 2020 No.11图 7 接头机械手ROBOspin 可确保稳定的纱线接头质量如此一来,机械手可自动运行完整的接头循环,从寻找管纱上的纱线到将纱线穿过钢丝圈,并置于输出皮辊之后。
机械手从单锭监测系统ISM 接收关于对应断头位置的信息。
单锭监测系统ISM Basic 是所有立达环锭细纱机和紧密纺纱机的标配。
各纺纱单元上的LED 灯显示各纺纱单元的运行性能,并向挡车工指示出现断头问题的锭子。
这样的指示能够提高挡车工的工作效率。
选配的集成单锭监测系统ISM premium 可进一步提高效率。
它在各节段设有LED 灯,并在机头和机尾处设有附加信号灯。
它们在超出断头限制时会立刻亮起,这样会缩短挡车工的巡回距离。
通过每个纺纱单元上的两个不同LED 灯,集成单锭监测系统ISM premium 可指示各单锭的速度偏差、从络筒机获得质量反馈的准确纺纱单元以及断头时的粗纱停止。
图 5 90°缠绕有助于实现出色的能量传递降低总能耗紧密纺纱机K 47的总能耗如图 6 所示,与竞争机型相比,紧密纺纱机K 47的锭子驱动、牵伸系统驱动和总吸风所需的能耗更少。
环锭纺和紧密纺的定制解决方案
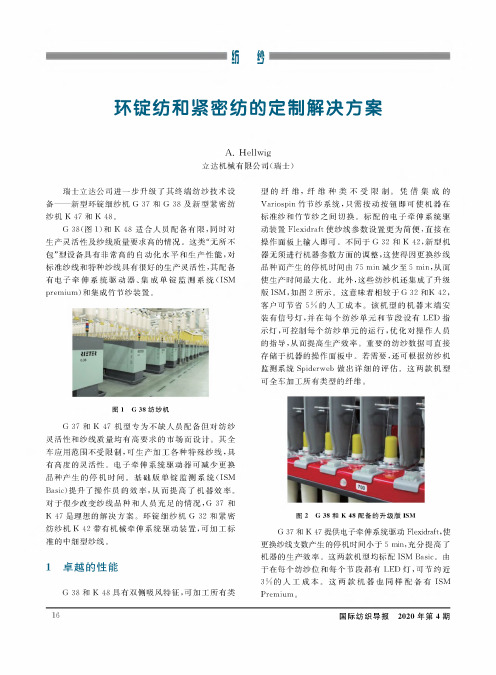
>($!环锭纺和紧密纺的定制解决方案A.Hellwig立达机械有(瑞士)瑞士立达公司进一步升级了其终端纺纱技术设备——新型环锭细纱机G37和G38及新型紧密纺纱机K27和K28。
G38(图1)和K28适合人员配备有限,同时对生产灵活纱要求高的情况。
这类“无所不包-具有高的自动化水能,对标准纱种纱线具有很好的灵活性,其配备有电子牵伸驱动器、集成单锭监(ISM premium)和集成竹节纱装置。
图1G38纺纱机G37和K27机型专为不缺人员配备但对纺纱灵活性和纱有高要求的市场。
其全范围不#种纱线,具有高度的灵活性。
电子牵伸驱动减换品种产生的停机时间。
基础版单锭监(ISM Basic)提升了操作员的效率,从而提高效率。
对于纱线品种和人员充足的情况,G37和K27是理想的解决方案。
环锭细纱机G32和紧密纺纱机K22带有机械牵伸系统驱动装置,可加工标的中细型纱线。
1卓越的性能G38和K28具有双侧吸风特征,可加工所有类型的纤维,纤维种类不受限制。
凭借集成的Variospin竹节纱系统,只需按动按钮使丰在标准纱和竹节纱之间切换。
的电子牵伸驱动装置Flexidraft使纱为简便,直接在操作。
不同于G32和K22,新型机方面的,这使得因更换纱线品种而产生的停机时间由75min减少至5min,从而使时间最大化。
此外,这些纺纱机还集成了升级版ISM,如图2所示。
这意味着相较于G32和K22,客户可节省5,的人工成本。
的末端安装有信号灯,并在每个纺纱节有LED指示灯,可控制每个纺纱的运行,优化对操作人员的指导,从而提高效率。
重要的纺纱数据可直接存储于的操作中。
若需要,还可根据纺纱机监Spiderweb做出详细的评估。
这两款!所有类型的纤维。
图2G38和K48配备的升级版ISMG37和K27提供电子牵伸系统驱动FleXdraft,使更换纱线支数产生的停机时间小于5min,充分提高了机器的效率。
这两款机型均标配ISMBasic。
长岭纺电XJ128快速棉纤维性能测试仪批量装备全国公检实验室

璺 璺曼 星: 苎! ! 堂: 蔓曼 塑
v0 1 . 4 1 N O . 6.2 0 1 3
要 闻链 接
英威 达在 亚洲 的工 厂 包括 在 上 海市 青 浦 区 、 广东
种纺纱技术的区别 : 环锭纺、 紧密纺、 转杯纺和喷气纺 ; 以C o n r  ̄ 纱线为例 , 介绍了在后道工序 中的表现 , 使用 这些纱线生产织物的优势及其典型的最终产晶。 本次技术交流会报名方式 : 发送 邮件并标 明主题 “ 立达纱 研讨会” 至z h o n g l i . j i @w h o—n e e d s —s p a m .
整 的充 分肯 定 。国家 质 检 总局 、 国家 发 改委 、 农业 部 、
立达纱研讨会 : 关于纱线的识别 、 评估和应用
2 0 1 3年 6月 1 4日至 1 5日立达 纱研讨 会在立 达 常
州工厂举办。本次研讨会面向纱线销售 、 贸易和采购 人员 , 主要介绍 4种 纺纱技术 的最 新知识 , C o n r 4 @ 立 达 纱及其在后道工序中的加工性能、 典型应用领域和最 终产 品。C o n r 4 @ 立 达纱着 眼于发 掘纱线 采购 和销 售 领 域的需求 。立达纱研讨会是 C o m 4  ̄ 立达纱全 球推广
年 6月 1 0~1 3 日, 在 上海新 国 际博 览 中 心举 行。 “ S h a n g h a i T e x 2 0 1 3 ” 由上海纺织 ( 集团) 有 限公 司、 中 国国际贸易促进委员会上海市分会及 中国国际商会上 海商会共同主办 ; 并由雅式展览服务有限公司、 上海纺 织技术服务展览 中心及 上海市国际展览有 限公 司承 办 。 目前 展 会 各 项 工 作 基 本 就 绪 , 展 会 蓄势 待 发。 “ S h a n g h a i T e x 2 0 1 3 ” 与时俱进 , 于展会 中推 出众多新亮 点, 并推 陈出新 , 让观众耳 目一新 , 以下是展会 4大亮
立达将在ITMA ASIA+CITME2012上展出所有4种纺纱系统

6 ℃的条件下处理9 ri , 0 0 n 漂后纱线亨特 白度值 限公司董事长王克生介绍 , 金麦丝”纤维是利 a “ 较高 , 且纱线强力变化不大 。 碱溶解度测 定结果 用谷朊粉的高蛋白和小麦麸皮 的纤维素相结合 , 表 明 ,纱 线 羊 毛组 分 损 伤 程 度 不 大 ,采 用 通过湿法纺丝的方法生产 出来 的植物蛋 白纤维。 A O O 常规活性染料一浴法染色 , N ZL 部分染料品 这种全新 的植物蛋 白纤维具有亲肤性优越 、手 种对棉 、 毛两组分可获得 较好 的同色性 。
度, 不仅打破 了国外产品垄 断国内市场的局面 , 公 司研制并 已获得专利 。
实现替代进 口, 而且还满足 了国内客户的需求, 减少了用户 的使用成本 。
立达将在 I MA A I + l ME 0 上展 T sA cT 2 1 2
出所有 4种 纺纱系统
Ree( itr立达) 将在 2 1 0 2年中国际纺织机械
品E0 8 将采用多媒体 方式进行演示 ,向参观者 申请人 :武汉 纺织大学
传达 其优势和 特点 。 新型 梳棉机 C7 ; 0 公开 了一种 溶胀 苎麻精梳麻 纤维 的方 法 , ★工作宽度为 1 m、 . 5 有效梳理面积最大 的 具体是 :以 N 一甲基吗啉 一 一氧化物水 溶液为 N 溶剂 , 控制溶胀 温度为2 ~ 0 N 甲基吗啉 一 0 8 %, 一 ★最新精梳机 E8 可达到无与伦 比的质 量 N一 化物水溶液的质量分数为 2 ~ 0 0 氧 0 9 %,溶胀 精梳麻纤维实行溶胀 。该方法能够有效地溶胀
金 精 练工 艺 ,在精练 酶质量 浓度 5 / g L、渗透剂 飞 跃 科 技 首 创 “ 麦 丝 ” 纤 维
J C质量浓度 3 / F gL、p H值 7 ,温 度为 5 ℃的 5
立达全流程

标题: 立达全流程纺纱系统第1楼 方志同 发表于 2007/12/19 12:25立达是全球唯一一家提供整套从纤维到纱线的环锭纺纱系统和转杯纺纱系统的供应商,因此能为客户提供最优化的产品解决方案。
只有从抓棉机到最终纺纱工序的工艺优化组合,才能确保所需纱线品质能够实现,使之具有最大的灵活性和经济性。
立达环锭纺系统工序流程:立达转杯纺系统工序流程:第2楼 方志同 发表于 2007/12/19 12:26立达紧凑型短流程开清系统立达开清棉生产线完全保证您的系统在高效除杂和高产量条件下极其温和处理并充分混和原棉。
设备在减少清洁作用点的同时却可以保证其更加有效的除杂,所需能耗更低。
随着开松和除杂一步一步地深入,所有的棉,化纤和混纺纤维得到了充分的混合梳理。
现代化的立达开清棉系统是基于以下两个主要设计思想:两步开清通过VarioSet简便地设定机器的工艺参数立达开清棉设备具有极其多样化的功能:相同的操作原理和标准化的零部件使今后的维修保养十分简便,以及技术领先的控制系统。
两者紧密的结合保证了最大生产效率下所需空间的最小。
独立的开清棉改装件设计保证了最优的灵活配置,系统的高效率同时赋予了最快的投资回报承诺。
立达拥有开清棉系统每一个环节的机器:全自动抓棉机UNIFLOC A 11抓棉机-开清时,温和开松成细小纤维束,为最大清洁特性提供了理想的前提条件更大的纤维束表面积可以获得更高的清洁效率第3楼方志同发表于2007/12/19 12:37 两级清棉和VARIOSETUNIclean B 12预清棉机,温和而彻底的清洁原料;CLEANfeed集成了精细清棉的梳棉箱,配合梳棉机,始终在生产中保持纤维供给。
VarioSet控制系统确保在使用不同的原棉时,高产量且保持高度的灵活性。
所有的设定可以重复利用。
彻底混棉的最佳选择UNIBLEND A 81可对多达8种不同的原料进行定量的混棉,生产色纱当中最热销的产品,提高了下游工序的质量。
集聚纺纱技术的机理分析和研究

集聚纺纱技术的机理分析和研究程隆棣翟涵于修业周志华(东华大学纺织面料技术教育部重点实验室)摘要:本文主要对现有的集聚纺纱装置进行集聚原理的机理分析,分析指出各类装置具有的优点和存在的缺陷,特别对这些装置的集聚原理进行系统的归类,提出开发集聚纺纱装置的研究方向。
关键词:集聚纺纱技术,气流集聚,负压集聚引言早在1988年,Dr. Ernst Fehrer就开始着眼于集聚纺纱技术(Condensed Spinning)或称为紧密纺纱技术(Compact Spinning)的研制[1]。
在1999年巴黎国际纺织机械展览会(ITMA’99)上首次展出了集聚纺纱设备,这是对环锭纺纱工艺的一项重大技术突破。
目前的集聚纺纱技术是将普通环锭细纱机进行适当改进,增加了对从前罗拉钳口到加捻点的纺纱三角区纤维的控制,一方面确保了纺纱三角区的最小化,另一方面也保证了纤维束边缘纤维的集聚,从而生产出新型高品质的集聚环锭纱[2]。
1 传统环锭纺纱工艺的现状在传统环锭纺纱牵伸装置中,预牵伸区的牵伸力将粗纱解捻,经主牵伸区的牵伸,解捻后的纤维束拉细到所需要的细度,同时由于前罗拉表面气流受到气阻作用,更促使纤维束的宽度有一定的展开(如图1所示)。
图1 前罗拉气流对须条宽度的影响离开前罗拉钳口后,牵伸过的纤维须条完全呈松散状态,并在加捻点之前的一段距离中形成一个加捻三角区。
输出须条的横向宽度较宽,一些边缘纤维头端先伸出牵伸区,形成纤维的浮游头端。
这些纤维在成纱过程中由于纱线回转的离心力而不容易向纱条中心靠拢而形成纱线毛羽。
车速越高,离心力越大,毛羽越多,因此也限制了车速的提高。
这样纺出的环锭纱的纱线结构达不到理想纱线结构模型。
集聚纺纱技术利用集聚装置进行纤维的凝聚,实现对牵伸须条的牵伸、集聚和加捻的分步作用,即牵伸区时无集聚,集聚时无加捻,避免了牵伸区中由于集聚作用的存在而影响摩擦力界的分布,而牵伸后的纤维束再经集聚后,减小了纤维束宽度,增加了纤维须条紧密度,集聚后再加捻,减小或消除了加捻三角区,有利于改善纱线的毛羽质量。
纺纱新技术-资料

▪ 10、AUTOhelp波谱图故障诊断,快速清除故 障。CD版SLIVERprofessional棉条专家系统 为您提供设置建议和故障分析。
▪ 11、牵伸隔距中央设置刻度,无需隔距块。
▪ 12、槽带传动取代了复杂的齿轮传动。
▪ 13、非机械式的棉条切断。
四、粗纱
CT3000的机织物仿真
电脑绘制纱线模拟图
电脑黑板模拟
USTER TESTER 5-S800纱线测 试系统
▪ 1、集成多种传感器技术,检测纱线的毛羽、 直径变异、形状、密度、杂质、灰尘、异 纤,可以对纱线做出全面的质量评价。
▪ 2、测试速度快,800m/min。目前测试速 度400m/min.
厂 区
有 个 性 的 雕 塑
餐厅外的架子
挂 衣 服 和 插 雨 伞
车间门口的木箱
放置需要清洗的工作服
车间休息区
有 自 动 售 货 机 和 吧 台
宿舍区的双层自行车架
车间门口的电话机
虽 然 古 老 但 还 能 用
瑞士的交通
▪ 1、火车晚点、公交堵车等在国内屡见不鲜的现象 在瑞士难得一见。公交车的站牌电子屏上显示了该 段路线的几个班次抵达的不同时间,你所要等待的 公交车会在所显示的时间准点到来,分秒不差。
意 大 利 马 佐 里 C501 梳 棉 机
锡 林 前 面 的 固 定 分 梳 板
英国Platt 2000型梳棉机
小结:
增加附加分梳元 件的数量,分梳 效果显著增加;
配有除尘刀以及 吸风系统,进一 步加强了梳棉机 对杂质、短绒、 微尘的排出作用, 使生条质量大为 改观。
5、在线磨针
▪ 锡林和盖板采用在线磨针。 ▪ 瑞士Rieter公司开发了梳棉机自动磨针系统,安
纺纱机械设备的技术进步

纺纱机械设备的技术进步董奎勇【摘要】ITMA 2011是全球纺机业最重要的国际展会,国际著名的纺纱机械设备制造商悉数亮相,Oerlikon Schlafhorst(欧瑞康赐来福)、Rieter(立达)、Trützschler(特吕茨勒)、Savio(萨维奥)、Muratec(村田)、UsterTechnologies(乌斯特技术)等知名公司均展出了各自的最新产品和技术.在这些展品当中,更多的是对原有产品系列的进一步改良或升级,从而推出新的机器版本,但也有公司首次展出新机器,例如立达公司首次展出了喷气涡流纺纱机J 20,成为全球唯一能够提供全流程环锭纺纱系统、紧密纺纱系统、转杯纺纱系统和喷气纺纱系统的设备供应商,具有里程碑意义.【期刊名称】《纺织导报》【年(卷),期】2011(000)012【总页数】14页(P60-73)【作者】董奎勇【作者单位】中国纺织信息中心【正文语种】中文ITMA 2011是全球纺机业最重要的国际展会,国际著名的纺纱机械设备制造商悉数亮相,Oerlikon Schlafhorst(欧瑞康赐来福)、Rieter(立达)、Trützschler (特吕茨勒)、Savio(萨维奥)、Muratec(村田)、Uster Technologies(乌斯特技术)等知名公司均展出了各自的最新产品和技术。
在这些展品当中,更多的是对原有产品系列的进一步改良或升级,从而推出新的机器版本,但也有公司首次展出新机器,例如立达公司首次展出了喷气涡流纺纱机J 20,成为全球唯一能够提供全流程环锭纺纱系统、紧密纺纱系统、转杯纺纱系统和喷气纺纱系统的设备供应商,具有里程碑意义。
国际先进的纺织机械制造商都把目前市场上最受关注的热点问题放在技术开发的核心位置,即:原材料、能源、用工以及效率和灵活性。
1.1 应对原料价格问题如今的纺织行业,原材料价格在不断上涨或剧烈震荡,这使各种纤维都变得更加昂贵。
Com4立达纱——纱线之精选

龙源期刊网 Com4立达纱——纱线之精选作者:Iris Biermann来源:《纺织导报》2013年第06期Com4?— Rieter(立达)的纱线品牌,在纺织界已有10多年的历史。
原先,Com4?品牌仅用于立达紧密纺纱机上生产的高品质紧密纱。
最近,此品牌已延伸至所有 4 种立达后纺设备。
Com4?品牌家族(图 1)包括Com4?ring环锭纱、Com4?compact紧密纱、Com4?rotor 转杯纱和 Com4?jet喷气纱,代表立达 4 种后纺设备生产的高品质纱线。
Com4?是立达在全球范围内注册的商标。
除了立达纱认证用户以外,下游加工商只要证实其产品采用Com4?纱制成,在其织物上也可以申请使用Com4?商标。
每一种纺纱工艺均会形成一种特有的纱线结构,也就决定了纱线的特性及其品牌的特点。
纱线结构决定了纱线自身的特性及其在后道加工中的性能或者后续纺织品的特使用Com4?商标的优势简单地说,使用Com4?商标是合作伙伴可持续成功的保证(图 2)。
使合作伙伴的产品独特或者更优,确保其在众多竞争对手中脱颖而出,与竞争对手相比,合作伙伴能为客户提供更多服务。
销售及交易Com4?纱,代表合作伙伴能为客户提供高品质的纱。
合作伙伴将直接从立达Com4?纱的市场推广活动中获益。
针织厂和机织厂了解Com4?纱的优势,可以信赖所交付纱线的质量。
派发。
立达收到了下游的纱线加工商和纱线贸易商的积极反馈,证实该手册已经成为他们的日常工具。
此外,立达积极准备Com4?纱最新工艺成果的发布。
在行业媒体上刊登广告推广立达纱品牌。
始终使用主视觉—纱线结构—是信息发布的一个重要组成部分,确保认知度。
针对纱线贸易商、销售商和下游加工商如针织厂和机织厂举办的研讨会是市场推广活动的必要组成部分。
立达也积极地参加贸易展览会,认证用户可借此机会展示其产品。
Com4?认证纱厂与下游的加工商可获得入门工具包,内含销售支持资源。
客户的成功就是立达的成功。
紧密纺纱技术特点及与普通环锭纺纱性质的比较

紧密纺纱技术特点及与普通环锭纺纱性质的比较秦贞俊【摘要】紧密纺是环锭纺纱技术的一次重大改革.紧密纺可用于加工原棉及混纺的各种纱支.紧密纺产品(紧密纱及最终产品--织物)不仅强力高,而且外观好,毛羽少,可以用较低级的原料生产出好的产品;用紧密纱及织物替代环锭普梳及精梳纱及织物,是节约用棉、用好原棉的好途径.文章介绍了多款紧密纺环锭细纱机及采用紧密纺专件把普通环锭细纱机改装成紧密纺环锭细纱机的经验.【期刊名称】《现代纺织技术》【年(卷),期】2010(018)005【总页数】4页(P57-60)【关键词】新型纺纱;紧密纺;纺纱三角区;断裂强力;毛羽【作者】秦贞俊【作者单位】中国纺织工程学会棉纺织专业委员会,北京,100025【正文语种】中文【中图分类】TS104.7紧密纺技术的研制开发及应用,使环锭纺更加完善,环锭纱质量也有很大的提高。
进入21世纪后,国内外紧密纺环锭纱发展很快,2007幕尼黑ITMA上展出的环锭细纱机几乎全部都是紧密纺细纱机。
1 紧密纺纱的优点及技术特点a)紧密纺技术以普通环锭细纱机改进成紧密纺纱(Compect)或称凝聚纺纱(Condensed),缩小了引出絮条宽度、消除了纺纱三角区,产生飞花比普通环锭纺少70%~80%,使生产环境净化。
纱体边缘没有杂乱的纤维,纱的捻度分布均匀,改善了纱体结构,纱的质量提高(见图1)。
图1 普通环锭纱与紧密环锭纱外形比较b)在环锭纺三上三下的三罗拉牵伸系统的前区,装上带孔的转笼或带孔的皮圈以完成负压气流的凝聚作用,纤维束经过负压气流的凝聚作用而变窄,而且使每根纤维纺入纱体中,从而更有效的消除三角区并使细纱在主牵伸区形成更理想的纱线结构。
由于紧密纺在凝聚过程中纤维须条由宽变窄,在成纱时比有三角区的普通环锭纱有更多的纤维承受纱线的抗拉张力,因此在同样的捻度下紧密纱的强力较高。
c)在传统的环锭纺中,纺纱三角区是当纤维离开前罗拉钳口到加捻点的瞬间形成的,纺纱三角区是不受控的弱区,捻度很少,一般情况下靠近三角区的地方易发生细纱断头,而且在纺纱三角区的细纱强力与纺纱速度成负相关,因此消除纺纱三角区可使纺纱速度增加、细纱强力提高、毛羽减少、飞花减少和细纱断头减少。
紧密纺纱的原理性能特点和产品开发

紧密纺纱的原理性能特点及产品开发摘要:紧密纺纱技术成功地解决了环锭纺纱产生的毛羽及飞花,提高了纱线的强力和耐磨强度,纱线外观及物理性能都有专门大提高和改善,与一般环锭纺纱相较,在纱的质量和产量方面都具有明显优势,为提高后续织造等工序的效率,改善面料的强度、手感、外观质量等方面提供了靠得住保证。
瑞士立达公司、德国绪森公司、青泽公司、日本丰田公司等都接踵推出了紧密环锭纺纱机。
关键词:紧密纺纱结构原理成纱特点价值问题应用引言:紧密纺纱是近几年进展起来的纺纱新技术,它代表现今世界环锭纺纱最先进的技术。
由于能有效地排除环锭纺纱毛羽的危害和随之而带来的对后续工序的益处和对新的纺织品特有的开发潜力,使紧密纺纱技术受到普遍关注。
正文:一、紧密纺纱装置的结构特点立达(Rieter)ComforSpin纺纱装置瑞土立达公司紧密纺纱装置名称为ComforSpin,机型有Com4型、K44型,装置结构示意见图1。
图1 立达ComforSpin纺纱装置1-空心网眼滚筒(前罗拉);2-第二胶辊(牵伸胶辊);3-第一胶辊(握持胶辊)。
ComforSpin纺纱装置结构特点如下:(1)在原牵伸区前增加一个气动集束区。
(2)将原先的前罗拉改成钢质空心网眼滚筒(罗拉),直径比一样前罗拉大,其上装有两个胶辊,第一胶辊(握持胶辊)与前罗拉组成纱条加捻握持钳口,第二胶辊(牵伸胶辊)与前罗拉组成牵伸区的前牵伸钳口。
第一胶辊与第二胶辊间为须条的集聚区。
(3)前罗拉为钢质网眼滚筒,形似一个小尘笼,内有圆形截面吸聚管(负压)与吸风风机等组成吸聚罗拉,即有负压的前罗拉。
圆形截面吸聚管上装有一块开了一个由后向前慢慢变窄的V形狭槽的工程塑料部件组成的吸气槽,V形槽长度跟须条与前罗拉接触长度相适应,并与输出方向有必然偏斜度,当在主牵伸区须条离开牵伸钳口时,因负压的吸附作用,须条由V形槽操纵在网眼前罗拉上,并向前输送到第一胶辊处,即握持钳口处。
绪森(Suessen)Elite纺纱装置德国绪森公司紧密纺纱装置名称为Elite,机型有Fiomax E1型、Fiomax E2型,装置结构示意见图2。
使用“COM4(卡摩纺)K44”设备对纱线品质的提升

1 3 2 混合 成份 所 使用 的原 棉 8 为长 绒棉 、 O .. O 2 %为细绒 棉 , 论 是在 纺精 梳 卡摩 纺 8 无 O 还是 在 纺精 梳环 锭 纺 8 棉是 完全 一样 的 , O原 也就 是混 合 比例 、 地 、 次 、 产 批 包号 、 包抓 棉 时原棉 所 处 的位 置 每 等都 是不变 的 。
维普资讯
《 新疆 纺 织 》
・ 5・ 3
20 0 7年第 3期
使用“ OM4 卡摩纺) 4 C ( K4 "
李 加 云 新 疆 昌棉 有 限 责任 公 司
摘要 : 我公 司于 2 0 0 2年 引进 了全 流程 进 口纺 纱设备 , 中细纱 工序 选 用的是 瑞 士 Ri e 司生产 其 e r公 t 的C OM4卡摩 g K4 3 4细纱机 , 过 了对纱 线的试验 对 比 , - 通 达到下 工序 纱线表 面光 洁及 强 力的要 求 。 纱 成
.
2 O. 8. .1 5 2 9 872 2l2 4【 . 2 .7】 .6 7 . .6 5 2 25 2 3 6 .5 6 1 9 4 8 7 2 .3 2 . O. 7 61
8 1 6 9 3 66 .1
细 绒
1 3 混 合方式 与成份 : . 1 3 1 混合方 式采用 的是原 棉混合 , . . 目的是增加混 合工序 , 使原 棉更 加充分 混合 , 到均 匀混 合 。 达
63 . 24 .
C 1梳棉 5 E 2精梳 6
D3C并条 5 F D 粗纱 TI
02 . 06 .
29 . 4O . %
2 2粒 2 粒 2
6 粒 3 粒
24 . 28 .
结论 : 由于配棉 完全 一样 , 时又采用 相 同工艺 流程 、 同工艺 、 同设 备 , 同 相 相 因此精 梳环 锭 纺前 纺所 有工 序半制 品质 量与精 梳卡摩 纺是完全 一样 2 2 后纺 半制 品、 品质量 : . 成 表 3 后 纺精梳 卡摩纺 环锭纺 8 : O 半制 品、 品质 量 成 \ 项目 纱强力 C 、 r 工序\ \ 条干 C V 细节 一5 粗 节 +5 啸结 +2 0 毛 羽 H 值 ( O O 0 O 强力 C V 5 / ) 米 分
立达:数字纺纱 立己达人——访立达(中国)董事总经理胡本石博士

018 中国纺织 2018F eature立达:数字纺纱 立己达人18~20文|本刊记者 盖佳立达是全球领先的短纤纺纱系统供应商,也是全球唯一能够提供所有四种纺纱技术的全流程纺纱设备制造商。
20世纪90年代,立达在中国建立了第一家工厂,在随后的几十年,立达又先后在江苏、上海、新疆等地投资布局。
立达致力于开发和制造加工天然纤维、化纤及其混纺的纺纱系统、机械和工艺部件。
在国内纺机行业竞争日益激烈的今天,立达是如何在行业立足并长远发展?立达的品牌定位发展理念是什么?在当今纺织行业形势下,立达如何为纺机行业的可持续发展注入新的活力?《中国纺织》记者采访了立达(中国)董事总经理胡本石博士。
——访立达(中国)董事总经理胡本石博士《中国纺织》:立达发展的简单经历和转折点有哪些?胡本石博士:立达在中国已经活跃很长时间了:第一台立达设备早在1927年就抵运中国。
2000年立达收购了法国ICBT公司并在常州开始运行。
在接下来的几年里,立达在中国的业务迅速增长,并于2002年在常州建立了一厂,2010年我们在常州开始建设新工厂,2014年纺纱中心的建成为新工厂项目画上一个完美的句号,立达自此开始为中国客户提供全方位服务。
为了更好地服务于新疆客户,我们于2016年在新疆乌鲁木齐设立了新的销售服务中心——新疆立达纺织仪器有限公司。
常州工厂的生产覆盖大部分立达产品线,从纤维开清、纺纱准备到后纺设备。
《中国纺织》:立达在企业品牌的打造过程中有哪些收获?今后,在品牌发展方面有哪些规划?胡本石博士:立达品牌具有悠久的历史。
公司由Johann Jacob Rieter于1795年创建。
这比法国大革命还要早4年,由此可见公司历史之悠久。
公司最初几年的业务是经营进口香料和棉花。
后来公司开始投资建立自己的纺纱厂,并开始生产纺纱机械。
立达在纺纱技术上有着悠久的历史,是世界上领先的短纤纺纱系统供应商,是国际知名品牌。
可持续发展根植于我们的全球业务,同时也是企业理念的根本支柱。
适用于精梳棉纱的立达高效喷气纺系统

适用于精梳棉纱的立达高效喷气纺系统作者:高华斌来源:《中国纺织》2020年第10期喷气纱及使用这种纱线加工成的针织和机织面料是现今备受关注的发展潮流之一,对它的需求也出现了明显上升,这主要得益于喷气纺纱具有多种独特优势。
例如,在所有纺纱机中,喷气纺纱机的纱线产能首屈一指,每分钟可生产出500米短纤纱;生产速度约为转杯纺纱机的5倍、环锭细纱机或紧密纺纱机的20倍。
喷气还具有毛羽极少的优点,织成的面料极其不易起毛起球,成品具有出色的耐水洗性。
从柔性开清线VARIOline、SB和RSB并条机,到精梳准备系统OMEGAlap E 36、精梳机E 90及喷气纺纱机J 26,立达可一站式提供全套喷气纱生产系统。
一项关于立达系统与多厂家机器组成的“混搭型系统”比较研究表明,立达系统更具投资价值。
研究中使用了两套立达机器生产30英支精梳棉纱。
这两套系统每小时均可生产1345千克纱线。
与选用其他品牌的纺纱系统的客户相比,选用立达喷气纺系统的客户每年可多产生大约180万美元的现金流。
原料利用率最佳得益于柔性开清线VARIOline的出色纤维准备质量、精梳机E 90的高效落棉清除能力以及噴气纺纱机J 26纺纱单元经过优化的纤维喂入效果,立达喷气纺系统能够高效地利用原料。
在喷气纺纱过程中,纱线通过气流加捻,三分之一的纤维平行排列并形成纱芯,三分之二的纤维则缠绕在纱芯上,这样就形成了典型的纱线结构。
喷气纺纱机J 26的纤维喂入经过精心设计,纤维损失量较其他喷气纺纱机可减少50%。
这意味着加工100%纯棉时,最终纺成纱线的纤维量要比与“混搭型系统”多出3%~4%(绝对值)。
通过节能促进可持续性后纺设备是整个纺纱过程中能耗最高的部分。
因此,节能会对能耗平衡产生特别显著的影响。
喷气纺纱机J 26的纺纱和卷绕装置均配备单独的节能驱动装置,不工作时,纺纱单元既不耗电,也不会消耗压缩空气。
此外,产生负压所需的电能会持续受到监控,一旦超过设定的限值——例如滤网需要清洁时,就会发出警告通知,挡车工可迅速做出反应。
纱线定捻——精选推荐

纱线定捻纱线定捻有多种方式,根据不同纤维原料、不同捻度,采用不同的方式。
对于绉类织物,这种定捻是暂时的,因为加捻产生的扭应力在后整理时应该释放出来,得到织物设计所预期的“绉效应”,使织物表面光泽柔和,并有轻微的高低不平,以改善织物的外观。
纱线定形利用纤维具有的松弛特性和应力弛缓过程,把纤维的急弹性变形转化成缓弹性变形,而纤维总的变形不变。
通过加热和加湿,可以使这种应力弛缓过程加速,在较短的时间内完成定形、定捻工作。
一、自然定形自然定形就是把加捻后的纱线在常温常湿下放置一段时间。
纤维内部的大分子相互滑移错位,纤维内应力逐渐减少,从而使捻度稳定。
自然定形方式适用于捻度较小的纱线,比如1000捻/米以下的人造丝在常态下放置3~10天,就能达到定形目的。
二、加热定形加热定形即把需定形的纱线置于一密室中,通过热交换器(用蒸汽或电热丝)或远红外线,使纤维吸收热量温度升高、分子链节的振动加剧,分子动能增加,使线型大分子相互作用减弱,无定形区中的分子重新排列,纤维的弛缓过程加速,从而使捻度暂时稳定。
由于合成纤维具有独特的热性质,因而定形必须控制在玻璃化温度之上、软化点温度之下进行,否则达不到定形目的。
加热定形适用中低捻度的人造丝,一般掌握温度40~60℃,时间为16~24小时。
目前利用烘房来热定形日趋减少,通常是用定形箱来进行热定形。
三、给湿定形给湿定形是使水分子渗入到纤维长链分子之间,增大彼此之间的距离,从而使大分子链段的移动相对比较容易,加速弛缓过程的进行。
对于棉纺织行业来说,纱线过度吸湿会恶化纱线的物理机械性能,在布面形成黄色条纹,并且引起管纱退解困难。
纱线给湿后的回潮率要控制适当,通常棉纱回潮率控制在8%~9%为宜。
纱线给湿定形有如下几种方式。
1.喷雾法棉织生产采用喷雾法时,纱线室内的相对湿度保持在80%~85%,纱线存放12~24h后取出使用。
存放24h之后,纡子表面的回潮率可提高2%~3%左右。
2.潮间给湿丝织生产中,低捻度的天然丝线在相对湿度90%~95%的给湿间内存放2~3天,也可得到较好的定捻效果。
纺织机械文献综述

纺织机械文献综述姓名:专业:学号:导师:一、纺织机械简介纺织机械就是把天然纤维或化学纤维加工成为纺织品所需要的各种机械设备。
生产化学纤维的机械虽然包括多种化工机械,现被认为是纺织机械的延伸,属广义的纺织机械。
把棉、麻、丝、毛等不同的纤维加工成纺织品所需要的工序不尽相同,有的完全不同,所以需要的机器也各式各样,种类繁多。
纺织机械通常按生产过程分类,计有:纺纱设备、织造设备、印染设备、整理设备、化学纤维抽丝设备、缫丝设备和无纺织布设备。
纺纱设备又分为加工短纤维和加工长纤维两类。
棉和棉型化纤属短纤维类,毛、麻、绢及其混纺化纤属长纤维类。
两类纤维的加工工序不同,设备也不能通用,只不过某些机器的设计原理相近。
即使同一类设备,机器的结构也相类似,但由于原料的性质和对织物的最终要求不同,一般也不能通用。
纺织机械是纺织工业的生产手段和物质基础,它的技术水平、质量和制造成本,都直接关系到纺织工业的发展[1]。
二、纺织工艺流程清棉工序:主要任务:1、开棉:将紧压的原棉松解成较小的棉块或棉束,以利混合、除杂作用的顺利进行;2、清棉:清除原棉中的大部分杂质、疵点及不宜纺纱的短纤维。
3、混棉:将不同成分的原棉进行充分而均匀地混和,以利棉纱质量的稳定。
4、成卷:制成一定重量、长度、厚薄均匀、外形良好的棉卷。
梳棉工序:主要任务:1、分梳:将棉块分解成单纤维状态,改善纤维伸直平行状态。
2、除杂:清除棉卷中的细小杂质及短绒。
3、混合:使纤维进一步充分均匀混合。
4、成条:制成符合要求的棉条[2]。
条卷工序:主要任务:1、分梳:并合和牵伸:一般采用21根予并进行并合、牵伸,提高小卷中纤维的伸直平等程度。
2、成卷:制成规定长度和重量的小卷,要求边缘平整,退解时层次清晰。
精梳工序:主要任务:1、除杂:清除纤维中的棉结、杂质和纤维疵点。
2、梳理:进一步分离纤维,排除一定长度以下的短纤维,提高纤维的长度整齐度和伸直度。
3、牵伸:将棉条拉细到一定粗细,并提高纤维平行伸直度。