钨极氩弧焊气体消耗一览表
氩弧焊焊接工艺参数-12页文档资料

氩弧焊焊接工艺参数的选择钨极氩弧焊的工艺参数主要有焊接电流种类及极性、焊接电流、钨极直径及端部形状、保护气体流量等,对于自动钨极氩弧焊还包括焊接速度和送丝速度。
脉冲钨极氩弧焊主要参数有Ip 、tp 、Ib 、tb 、fa脉幅比RA = Ip / Ib 、脉冲电流占空比Rw =tp / tb+ tp(1) 钨极氩弧焊工艺参数1) 焊接电流种类及大小一般根据工件材料选择电流种类,焊接电流大小是决定焊缝熔深的最主要参数,它主要根据工件材料、厚度、接头形式、焊接位置,有时还考虑焊工技术水平( 钨极氩弧时) 等因素选择。
2) 钨极直径及端部形状,钨极直径根据焊接电流大小、电流种类选择。
钨极端部形状是一个重要工艺参数。
根据所用焊接电流种类,选用不同的端部形状。
尖端角度α 的大小会影响钨极的许用电流、引弧及稳弧性能。
表1列出了钨极不同尖端尺寸推荐的电流范围。
小电流焊接时,选用小直径钨极和小的锥角,可使电弧容易引燃和稳定;在大电流焊接时,增大锥角可避免尖端过热熔化,减少损耗,并防止电弧往上扩展而影响阴极斑点的稳定性。
表1 钨极尖端形状和电流范围(直流正接)钨极尖端角度对焊缝熔深和熔宽也有一定影响。
减小锥角,焊缝熔深减小,熔宽增大,反之则熔深增大,熔宽减小。
3) 气体流量和喷嘴直径在一定条件下,气体流量和喷嘴直径有一个最佳范围,此时,气体保护效果最佳,有效保护区最大。
如气体流量过低,气流挺度差,排除周围空气的能力弱,保护效果不佳:流量太大,容易变成紊流,使空气卷入,也会降低保护效果。
同样,在流量子定时,喷嘴直径过小,保护范围小,且因气流速度过高而形成紊流;喷嘴过大,不仅妨碍焊工观察,而且气流流速过低,挺度小,保护效果也不好。
所以,气体流量和喷嘴直径要有一定配合。
一般手工氩弧焊喷嘴孔径和保护气流量的选用见表2。
表 2 喷嘴孔径与保护气流量选用范围4) 焊接速度焊接速度的选择主要根据工件厚度决定并和焊接电流、预热温度等配合以保证获得所需的熔深和熔宽。
氩弧焊焊接电流参数表

氩弧焊焊接电流参数的选择取决于多个因素,包括但不限于:
1. 焊接材料:不同类型的金属(如不锈钢、碳钢、铝等)需要不同的焊接电流。
2. 板厚:板材的厚度决定了所需的焊接电流大小,薄板通常需要较低的电流防止过热和烧穿,而厚板则需要更大的电流来保证熔透。
3. 接头形式:对接、搭接或角接等不同的接头形式对电流选择也有影响。
4. 焊接位置:平焊、立焊、仰焊或横焊的位置差异会影响热量分布,从而影响所需电流大小。
5. 焊接工艺:比如脉冲氩弧焊时,除了基本的焊接电流(基值电流Ib)外,还涉及峰值电流Ip、脉冲频率tp/tb(即占空比Rw)以及脉冲幅度比RA等参数。
以下是根据您之前提供的信息整理的一些一般性指导范围:
不锈钢:
薄板:60-100安培
中厚板:100-180安培
铝材:
薄板:40-100安培
中厚板:100-250安培
碳钢:
薄板:50-90安培
中厚板:具体数值未给出,但通常会根据实际情况调整在一定范围内
实际操作中应参考详细的焊接工艺手册,并结合试验与实践经验来确定最适
合的焊接电流和其他相关参数。
同时,焊接条件的变化(如气体流量、电极直径、焊接速度等)都会影响到最佳电流的选择。
钨极氩弧焊(TIG焊)焊接工艺参数

钨极氩弧焊(TIG焊)的焊接工艺参数
钨极氩弧焊简称为TIG焊,它使用熔点很高的纯钨或钨合金(钍钨、铈钨)作为不熔化电极的氩气保护焊,故也称不熔化极氩弧焊。
为了确保钨极氩弧焊的质量,必须对焊件与焊丝表面进行清理,去除金属表面的氧化膜、油污等杂质,否则在焊接过程中将会影响电弧的稳定性,产生气孔和未熔合等缺陷.焊接工艺参数如下;
1)钨极直径:
钨极直径主要根据焊件厚度选取.此外,在同等焊接条件下,选用不同的电流种类和极性,钨极电流许用值不同,采用的钨极直径也不同.如钨极直径选择不当,将造成电弧不稳、钨极烧损和焊缝夹钨现象;
2)焊接电流:
当钨极直径选定后,再选择合适的焊接电流.各种直径的钍(铈)钨极许用电流值见表1-001;
3)氩气流量:
氩气流量主要根据钨极直径和喷嘴直径来选取,通常在3~20L/min范围内;
4)焊接速度:
氩气保护层是柔性的,当遇到侧向风力或焊接速度过快时,则氩气气流会产生弯曲而偏离熔池,影响气体保护效果,而且焊接速度会影响焊缝成形,因此应选择合适的焊接速度;
5)工艺因素:
主要指喷嘴形状与直径、喷嘴至焊件的距离、钨极伸出长度、填充焊丝直径等.虽然这些工艺因索变化不大,但对气体保护效果和焊接过程有一定影响,应根据具体情况选择.通常喷嘴直径在5~20mm内选用;喷嘴至焊件的距离不超过15mm;钨极伸出喷嘴长度为3~4mm;填充焊丝直径根据焊件厚度选择。
TIG焊焊接工艺参数:
杨怡平
2011-6-19。
焊材消耗定额标准

焊材消耗定额标准HBPC-CHB-0011.本标准适合于手工电弧焊、氩弧焊、气体保护焊、自动埋弧焊。
2.制定本标准的依据和参考资料相应的焊缝标准、焊接工艺规程及生产实际情况。
3.附表中给出各种坡口形式的熔焊金属重量,具体焊接材料由相应的焊接工艺指定。
4.计算公式熔焊金属重量公式见附表焊条消耗定额(Kg)=熔焊金属重量×1.7焊丝消耗定额(Kg)=熔焊金属重量×1.04埋弧自动焊焊剂定额(Kg)=焊丝消耗定额×1.75.附表F=δ×b+2/3B×C附表2单面不开坡口带垫板对接焊缝附表3单面不开坡口有底对接焊缝F=δ×b+4/3B×C附表4双面对称X型坡口对接焊缝F=δ×b+(δ-p)/2×tg(α/2)+4/3B×CF=δ×b+(δ-p)/2×tg(α/2)+2/3B×C 附表6双边V型坡口有底对接焊缝F=δ×b+δ×tg(α/2)+2/3B×CF=δ×b+δ×tg(α/2)+2/3B×C附表8双面不开坡口埋弧自动焊对接焊缝F=δ×b+4/3B×C附表9双边V型坡口埋弧自动焊对接焊缝F=δ×b+(δ-10)/2×tg(α/2)+4/3×(E+4) 附表10对称X型坡口埋弧自动焊对接焊缝F=δ×b+(δ-p)/2×tg(α/2)+4/3B×C附表11无坡口单面角焊缝F=K/2+K×h 注:无坡口双面角焊缝按两条焊缝计算附表12有坡口单面角焊缝附表13水冷壁(光管+扁钢)纵向焊缝焊材消耗定额标准附表14管子对接V型坡口熔焊金属计算表。
1.1.13钨极氩弧焊I
1、焊接方法原理根据ISO标准,钨极氩弧焊数字代号为141。
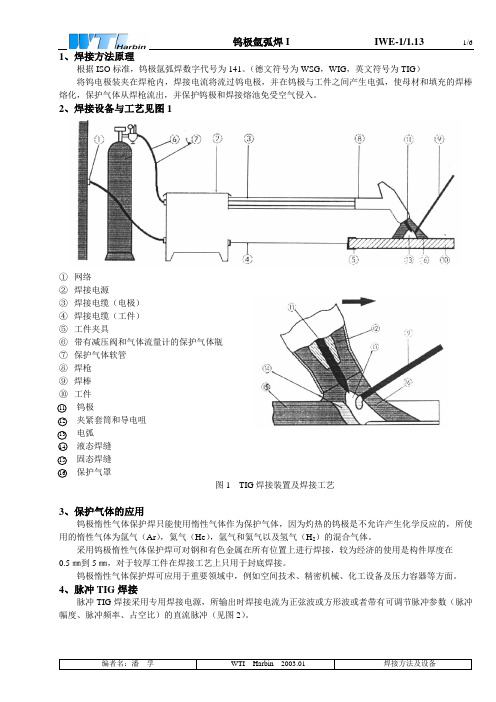
(德文符号为WSG,WIG,英文符号为TIG)将钨电极装夹在焊枪内,焊接电流将流过钨电极,并在钨极与工件之间产生电弧,使母材和填充的焊棒熔化,保护气体从焊枪流出,并保护钨极和焊接熔池免受空气侵入。
2、焊接设备与工艺见图1①网络②焊接电源③焊接电缆(电极)④焊接电缆(工件)⑤工件夹具⑥带有减压阀和气体流量计的保护气体瓶⑦保护气体软管⑧焊枪⑨焊棒⑩工件11 钨极12 夹紧套筒和导电咀13 电弧14 液态焊缝15 固态焊缝16 保护气罩图1 TIG焊接装置及焊接工艺3、保护气体的应用钨极惰性气体保护焊只能使用惰性气体作为保护气体,因为灼热的钨极是不允许产生化学反应的,所使用的惰性气体为氩气(Ar),氦气(He),氩气和氦气以及氢气(H2)的混合气体。
采用钨极惰性气体保护焊可对钢和有色金属在所有位置上进行焊接,较为经济的使用是构件厚度在0.5㎜到5㎜,对于较厚工件在焊接工艺上只用于封底焊接。
钨极惰性气体保护焊可应用于重要领域中,例如空间技术、精密机械、化工设备及压力容器等方面。
4、脉冲TIG焊接脉冲TIG焊接采用专用焊接电源,所输出时焊接电流为正弦波或方形波或者带有可调节脉冲参数(脉冲幅度、脉冲频率、占空比)的直流脉冲(见图2)。
图2 TIG —脉冲焊电流波形原理(J1=基值电流,J2=脉冲电流,t1=脉冲电流时间,t2=基值电流时间)脉冲电流时,将较高的热输入量输送到所焊部位,使工件熔化,在脉冲间歇时,低的焊接电流只将少量热量送给工件,焊接熔池相对热量较低(见图3)。
图3 TIG 焊时的热输入通过对脉冲时间和电流值的调整可明显改变热输入量,在极端情况下,焊缝可以由相邻的脉冲焊点的叠加而形成。
脉冲TIG 焊与直流TIG 焊相比较有以下优缺点: 优点:·较低的能量输入·在厚板焊接时具有良好的深/宽比 ·稳定的电弧 ·均匀的封底成形 ·良好定位性 ·工件变形小 ·熔池容易控制 ·良好的弥隙性能缺点:·焊接设备昂贵 ·设备调整较复杂5、TIG 焊枪(结构)TIG 焊时,根据电弧容量(焊接电流)大小,焊枪可分为气冷和水冷式,焊枪的结构原理见图4。
各种焊接工艺及焊条烟尘产生量
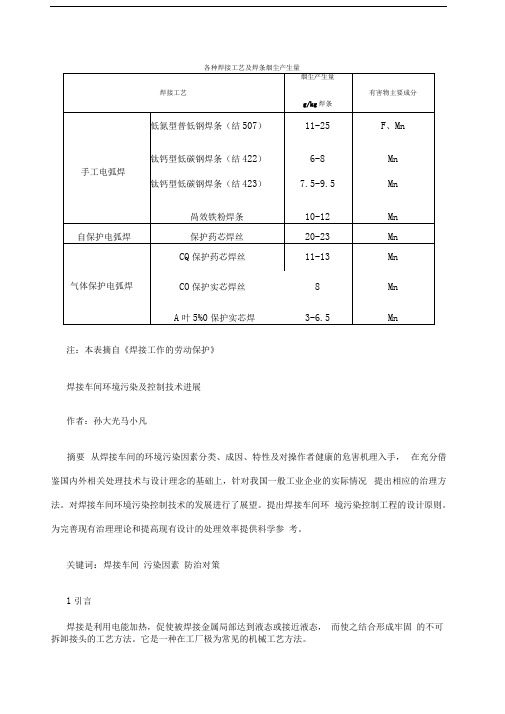
注:本表摘自《焊接工作的劳动保护》焊接车间环境污染及控制技术进展作者:孙大光马小凡摘要从焊接车间的环境污染因素分类、成因、特性及对操作者健康的危害机理入手,在充分借鉴国内外相关处理技术与设计理念的基础上,针对我国一般工业企业的实际情况提出相应的治理方法。
对焊接车间环境污染控制技术的发展进行了展望。
提出焊接车间环境污染控制工程的设计原则。
为完善现有治理理论和提高现有设计的处理效率提供科学参考。
关键词:焊接车间污染因素防治对策1引言焊接是利用电能加热,促使被焊接金属局部达到液态或接近液态,而使之结合形成牢固的不可拆卸接头的工艺方法。
它是一种在工厂极为常见的机械工艺方法。
焊接过程中产生的污染种类多、危害大,能导致多种职业病(如焊工硅肺、锰中毒、电光性眼炎等)的发生,已成为一大环境公害。
随着相关研究的深入,治理技术日趋完善,焊接污染已得到了相对有效的控制。
本文依据我国焊接车间具体情况,结合国内外最新的研究成果及实用技术,从焊接污染的形成、特点及危害入手,提出切实可行的防治对策。
2国内外焊接车间污染控制技术的现状分析国外对焊接污染研究开始得比我国早,处理技术相对先进、成熟。
焊接污染处理设备从单一性、固定式、大型化,向成套性、组合性、可移动性、小型化、资源低耗方向发展。
对主要污染焊接烟尘的处理采用局部通风为主、全面通风为辅的手段,以此改善作业环境的污染。
我国对焊接污染研究虽然起步较晚,但发展较快。
在充分借鉴国外相关产品设计和研究成果的基础上,形成了适合我国国情的设计思想。
但由于整体水平上的差距,导致在处理设备设计制造、运行费用控制以及处理效果上与国外同类产品相比还有一定的差距。
3焊接车间污染焊接车间的污染按不同的形成方式,可以分为化学有害污染和物理有害污染两大类。
3.1化学有害污染化学有害污染是指焊接过程中形成的焊接烟尘和有害气体。
3.1.1焊接烟尘⑴焊接烟尘是由金属及非金属物质在过热条件下产生的蒸气经氧化和冷凝而形成的。
焊材消耗(新)
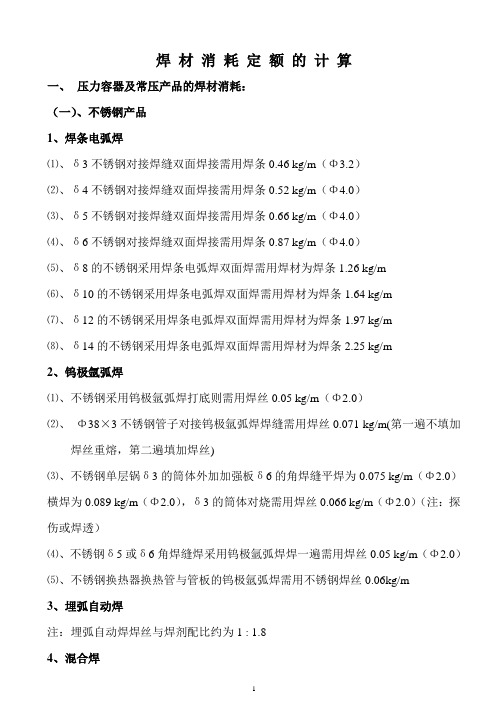
焊材消耗定额的计算一、压力容器及常压产品的焊材消耗:(一)、不锈钢产品1、焊条电弧焊⑴、δ3不锈钢对接焊缝双面焊接需用焊条0.46 kg/m(Φ3.2)⑵、δ4不锈钢对接焊缝双面焊接需用焊条0.52 kg/m(Φ4.0)⑶、δ5不锈钢对接焊缝双面焊接需用焊条0.66 kg/m(Φ4.0)⑷、δ6不锈钢对接焊缝双面焊接需用焊条0.87 kg/m(Φ4.0)⑸、δ8的不锈钢采用焊条电弧焊双面焊需用焊材为焊条1.26 kg/m⑹、δ10的不锈钢采用焊条电弧焊双面焊需用焊材为焊条1.64 kg/m⑺、δ12的不锈钢采用焊条电弧焊双面焊需用焊材为焊条1.97 kg/m⑻、δ14的不锈钢采用焊条电弧焊双面焊需用焊材为焊条2.25 kg/m2、钨极氩弧焊⑴、不锈钢采用钨极氩弧焊打底则需用焊丝0.05 kg/m(Φ2.0)⑵、Φ38×3不锈钢管子对接钨极氩弧焊焊缝需用焊丝0.071 kg/m(第一遍不填加焊丝重熔,第二遍填加焊丝)⑶、不锈钢单层锅δ3的筒体外加加强板δ6的角焊缝平焊为0.075 kg/m(Φ2.0)横焊为0.089 kg/m(Φ2.0),δ3的筒体对烧需用焊丝0.066 kg/m(Φ2.0)(注:探伤或焊透)⑷、不锈钢δ5或δ6角焊缝焊采用钨极氩弧焊焊一遍需用焊丝0.05 kg/m(Φ2.0)⑸、不锈钢换热器换热管与管板的钨极氩弧焊需用不锈钢焊丝0.06kg/m3、埋弧自动焊注:埋弧自动焊焊丝与焊剂配比约为1 : 1.84、混合焊⑴、δ8的不锈钢采用钨极氩弧焊打底焊条电弧焊盖面则需用:焊丝0.05 kg/m(Φ2.0)+焊条0.584 kg/m(Φ4.0)(注:单面焊双面成形)⑵、δ8的不锈钢采用焊条电弧焊打底,埋弧自动焊盖面需用焊材为焊条0.526 kg/m(Φ4.0)+焊丝0.58 kg/m(Φ3.2)(二)、碳钢产品1、焊条电弧焊⑴、碳钢δ6若探伤则需焊条0.36 kg/m(Φ3.2)+0.42(Φ4.0),若不探伤单面焊则为0.26 kg/m(Φ3.2)⑵、碳钢δ8双面焊条电弧焊需用焊条0.36 kg/m (Φ3.2)+0.80 kg/m(Φ4.0) (J427)⑶、碳钢δ8双面焊焊条电弧焊需用焊条0.94 kg/m(Φ4.0)(J422)⑷、δ10的碳钢板双面焊条电弧焊需用焊条1.68kg/m(J427)或1.42kg/m(J507)⑸、δ12的碳钢板双面焊条电弧焊需用焊条1.96 kg/m(J427)或1.68 kg/m(J507)⑹、δ14的碳钢板双面焊条电弧焊需用焊条2.45 kg/m(J427)或1.98 kg/m(J507)(7)、δ22的碳钢板双面焊条电弧焊需用焊条6.5kg/m(J427)或5.6 kg/m(J507)(8)、δ25的碳钢板双面焊条电弧焊需用焊条7.9kg/m(J427)或6.4 kg/m(J507)2、钨极氩弧焊⑴、碳钢换热器换热管与管板的钨极氩弧焊需用碳钢焊丝0.0572kg/m⑵、20# Φ89×4的管子对接钨极氩弧焊焊缝需用焊丝0.162 kg/m(Φ2.5)注:管子对接钨极氩弧焊时只考虑管子的壁厚,而不考虑外径,当壁厚与以上实测的管子壁厚相同,而管子的外径与以上实测的管子不相同时,也可按照实测管子的相同的壁厚去计算焊材的消耗。
弧焊作业中的烟尘发尘量及其最高允许浓度及酸性焊条和碱性焊条施焊时烟尘的化学成分
弧焊作业中的烟尘发尘量及其最高允许浓度及酸性焊条和碱性焊条施焊时烟尘的化学成分
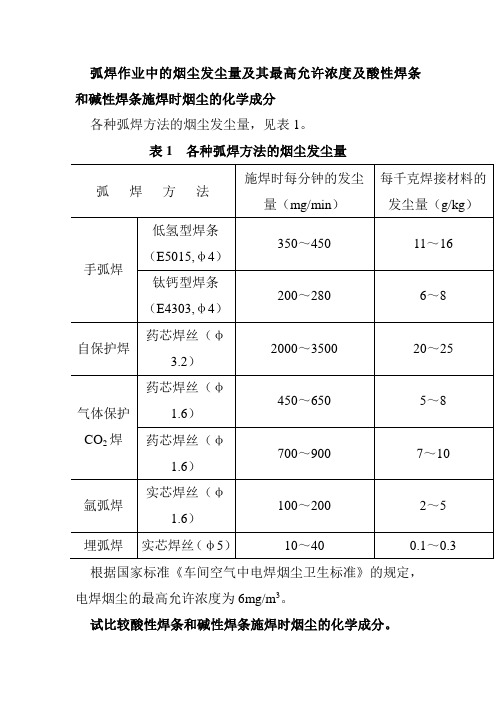
各种弧焊方法的烟尘发尘量,见表1。
表1 各种弧焊方法的烟尘发尘量
弧焊方法施焊时每分钟的发尘
量(mg/min)
每千克焊接材料的
发尘量(g/kg)
手弧焊
低氢型焊条
(E5015,φ4)
350~450 11~16 钛钙型焊条
(E4303,φ4)
200~280 6~8
自保护焊药芯焊丝(φ
3.2)
2000~3500 20~25
气体保护CO2焊药芯焊丝(φ
1.6)
450~650 5~8 药芯焊丝(φ
1.6)
700~900 7~10
氩弧焊实芯焊丝(φ
1.6)
100~200 2~5
埋弧焊实芯焊丝(φ5)10~40 0.1~0.3 根据国家标准《车间空气中电焊烟尘卫生标准》的规定,
电焊烟尘的最高允许浓度为6mg/m3。
试比较酸性焊条和碱性焊条施焊时烟尘的化学成分。
酸性焊条和碱性焊条由于药皮的组成物不同,施焊时生成的烟尘中化学成分也不一样,见表2。
由表2可知,酸性焊条施焊时烟尘中的有毒成分主要是锰化物,而碱性焊条施焊时烟尘中的有毒成分除锰化物外,还有毒性较大的氟化物,因此对焊工的身体影响更大。
500一天的手工钨极氩弧焊,到底是怎么焊的?

500一天的手工钨极氩弧焊,到底是怎么焊的?手工钨极氩弧焊钨极氩弧焊简称TIG焊,属于非熔化极焊接。
它是利用钨极与工件间产生的电弧热熔化母材和填充焊丝而完成的焊接。
在焊接过程中,氩气从喷嘴流出,在电弧和熔池周围形成连续封闭的气流,保护钨极和熔池不被氧化,避免了空气对熔化金属的有害作用。
同时,由于氩气是惰性气体,它与熔化金属不起化学反应,也不溶解于金属,因此,氩弧焊接质量较高。
一、手工钨极氩弧焊的工艺参数选择:工艺参数包括焊接电源极性和种类,钨极直径、焊接电流、氩气流量、喷嘴直径、焊接速度、钨极伸出长度、钨极端部形状。
二、基本操作:包括焊接手法、引弧,收弧、接头等。
焊接工艺参数1、焊接电源和极性的选用:焊接电源有交流直流两大类,极性分为直流反接和正接。
焊接电源和极性是根据焊接材料进行选择。
采用直流正接时,工件接正极,工件温度较高,适用焊接碳钢、低合金钢、不锈钢、紫铜等材料焊接。
同时由于钨极接负极,可以减少钨极烧损。
采用直流反接,钨极烧损严重,一般不予采用,但可用在熔化极焊接。
采用交流电源,可焊接铝、铝镁合金等材料。
2、钨极的选用:市场上供应的钨极一般有两种,钍钨极和铈钨极。
钍钨极由于存在微量放射性,所以一般不做采用。
广泛选用的是铈钨极代号WCe。
钨极直径选用根据工件厚度、被焊金属材料、焊接电流大小和焊接极性来选择。
如果选用不当,会造成电弧不稳,钨极烧损严重和夹钨现象。
3、焊接电流的选择:焊接电流主要根据工件的厚度,被焊金属材料和焊接空间位置选择。
焊接电流或大或小,都会使焊缝成形不良或产生焊接缺陷。
如咬或熔合不良。
应该在钨极直径允许的范围内正确选择焊接电流。
4、电弧长度的与电弧电压对焊接的影响:电弧电压的变化是由弧长决定,电弧长度变化,电弧电压也有变化。
当电弧长时,电弧电压增大,熔池宽度增加,熔深减少。
电弧过长时,电弧电压增大很多,电流会小很多,氩气保护效果也会差,一般在不断路的情况下,尽量将电弧控制在2-3。