mazak小巨人马扎克伺服报警说明
马扎克MAZAK说明书QTN全功能车床结构及选项介绍-精品文档
标准选项(5/11)
7. 卡爪自动开闭
4. 自动门
标准选项(3/11)
门自动开闭 适用场合:
在操作者装卸 较重的零件时,减 少麻烦,可提高效 率。 原理:气缸控制
标准选项(4/11)
5. 日历式电源自动接通+暖机运行
功能:操作者到达之前, 主轴自动开启,使得机床 进入热平衡状态,进而提 高加工精度。 自动暖机时,冷却液仍需 开启。
6. 电源自动关断
PARTS CODE No. 23378084371 23418041090 23208084890 23418041840 23418041130 43201948870 33178132490 33178132480 33178132471 33178132461 33178132451 33178132441 33178132431 43418041451 43418041461 43418041471 43208084810 43208084820 43208084830
d
STD. QTY.
4
1
2
4
Φ32
2
Φ25
2
Φ20
2
Φ16
Φ12
Φ10
Φ8
1
Φ32 Φ25 Φ20
工
刀塔分度
作
刀盘锁紧、松开
原
理
啮合牙盘的润滑
—
一
刀塔 200/250M
VDI 12D
工 作 原 理 二
—
工作原理—三
工作原理—四
驱动单元
尾座及顶尖
液压单元
mazak_小巨人_马扎克_伺服报警说明
更换编码器
伺服电机的连续输出超过额定输出。 减小电机负载。检查运行方式。 更换为输出更大的电机或放大器
。 伺服放大器的输出超过容许输出。
伺服系统不稳定,发生振荡。
更改自动加工时的反应特性的设 置。
电机连接错误
正确连接
编码器故障
更换伺服电机
机床撞机
机床运行方式
电机连接错误 伺服系统不稳定,发生振荡。 编码器故障 加/减速时间常数过小
Z73 0001
绝对位置寄存器电池电压警告
Z73 0003
绝对位置计数器警告 88 watch dog
Q01 #### q1 紧急停止
E7 紧急停止 q1 ##
位0:伺服报警 位1:绝对位置丢失 位2:母线紧急停止high-order输入 位3:母线紧急停止low-order输入
位4:外部紧急停止 位5: 位6:PLC紧急停止 位7:其它原因
伺服放大器或伺服过载保护功 能启动。(参见过载保护特性
中的11-1)
由于机床撞机或过载,最大输 出电流连续几秒针。
S03 0052 S3 52 超差错误
位置偏差超过偏差设定容许值
S52 0092 S 92 电池电压低
S52 00E0 S E0 过度再生警告 S52 00E1 S E1 过载警告 S52 00E3 S E3 绝对位置计数警告 S52 00E9 S E9 主电路断开警告
电源接通时,检测到接地输出 错误
S03 0010 S3 10 电压不足
电源电压为160V或更低
S03 0030 S3 30 再生错误 S03 0031 S3 31 超速 S03 0032 S3 32 过电流
内部再生电阻或外部再生选项 超过再生容许值
Mazak机床移机报警的快捷处理

摘要:基于移机检知装置的电路识别与移机报警的机理分析,详述139n (n =1-9)报警的快捷处理方法,给出梯形图的修改步骤,对机床用户具有较高的应用价值。
关键词:机床移机检知装置报警处理梯形图中图分类号:TG659文献标识码:ADOI :10.19710/ki.1003-8817.20180169Mazak 机床移机报警的快捷处理刘胜勇(中国重汽集团济南桥箱有限公司,济南250022)作者简介:刘胜勇(1978—),男,高级工程师,硕士,中国科普作协会员&济南青科协理事,出版著作13部,发表论文50篇,研究方向为车辆工程、数控技术。
1现状分析为防止机床进行军品生产,或被他国转卖受管制的伊朗、伊拉克或朝鲜等国家,在进口型高档数控机床上,配装移机检知装置(下称R.D )已司空见惯。
通常,这类机床的安装位置只要发生移动,便会触发移机检知报警。
有些机床的安装位置虽未改变,但在更换随机硬盘(见图1),重装数控系统或移除供电电池后,以及电池/电缆异常时(见图2),也会触发移机检知报警。
CITIZEN 车床的移机检知报警如图3所示,Mazak 机床的移机检知报警见表1。
机床在屏显移机检知报警时,将不能继续自动运转,或是仅可执行很少时间的操作。
此时,点按[Reset/复位]键或关机再起动,均不能消除移机检知报警。
机床在屏显移机检知报警后,制造厂商会要求用户写明该机床报警前的有关操作,尤其是移机的原因,例如工艺调整、厂房搬迁或设备外出大修等,并注明机床型号(如QTN 250M )和出厂编号(如232714),随后以传真形式发送至其售后服务部门;待他们计算出正确的新密码后,派人到现场进行有偿服务(约1500元/台),或由用户在机床上规定区域的地址/参数(如Windows 资源管理器的C:\MzazakRD\MazakRD.exe )内输入密码。
该过程图1更换随机硬盘图2移除供电电池图3CITIZEN车床的移机检知报警大致需要1-3天时间,某些用户的紧张生产任务必会受到影响。
LGmazak伺服报警 (2)

报警检 查阶 意义:NC向驱动器发送数据时发生错误C和驱动单元、电池单元和驱动单元、驱动 接头松动。
1
单元和驱动单元之间的电缆连接是否牢固。接头
处是否承受过大的外力。
正常
2
关闭电源,用万用表检测项目1中的通讯电缆。 电缆问题
可以通过更换新电缆来判断。
电缆正常
更换过
3
确认NC和驱动单元的软件版本是否近期更换过。
未更换
4
与另一轴的正常驱动器进行交换,判断故障是驱 驱动器问题
动器问题还是NC问题。
不是驱动器问题
无异常原因
5
检查驱动器安装环境 (例:环境温度,噪音,
接地)
环境因素异常
处理方法 正确连接 进行2步 更换电缆 进行3步 恢复为原版本 进行4步 更换驱动器 进行5步 更换NC的MCP卡 根据产生原因采取措施 例:高温……检查冷却风扇
接地……增加接地
MAZAK 马扎克车床参数报警

处理
59 PLC 停止 PLC 处于停止中。 ( , , ) F H P 红
原因
起动 PLC。
处理
如果未能解除报警,请与 MAZAK 技术服务中心或技术中心联系。 ( , , )
原因
处理
66 参数异常 —— 请与 MAZAK 技术服务中心或技术中心联系。 ( , , ) E H O 蓝
原因
处理
67 不能高速同时攻丝的轴存在 ( , , ) E H O 蓝
原因
——
处理
2
—— 紧急停止 硬件发生故障。 ( , , ) E H M 红
原因
即使电源再接通仍然不能解除时,请与 MAZAK 技术服务中心或技术中心联系。
处理
3 紧急停止 按下了操作面板上的紧急停止按钮。 ( , , ) A H M 红
原因
释放紧急停止按钮,将 NC 系统复位至初始状态。
处理
4 —— —— ( , , )
原因
处理
断开 NC 与机械的电源,解除负荷后重新接通电源。 如果未能解除报警,请与 MAZAK 技术服务中心或技术中心联系。 ( , , )
原因
处理
81 主轴参数错误 —— 请与 MAZAK 技术服务中心或技术中心联系。 ( , , ) E H O 蓝
原因
处理
82 主轴警告 —— 请与 MAZAK 技术服务中心或技术中心联系。 ( , , ) E H O 蓝
原因
请与 MAZAK 技术服务中心或技术中心联系。
处理
12 绝对位置警告 绝对位置检测系统发生异常。 (报警号, 轴, ) E H M 红
原因
请与 MAZAK 技术服务中心或技术中心联系。
处理
马扎克伺服报警

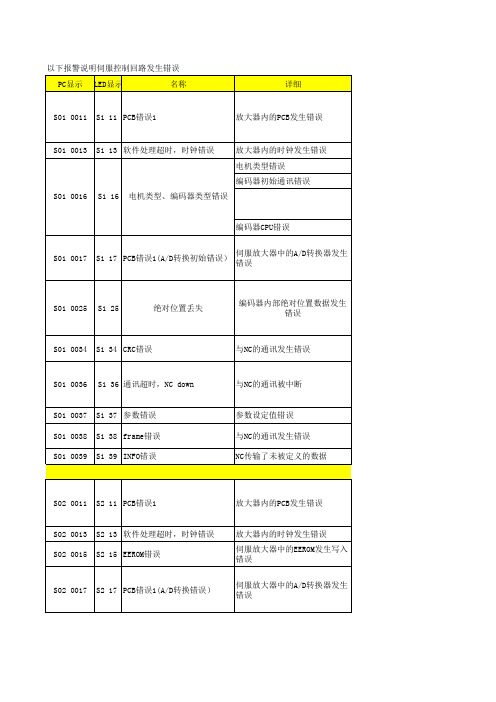
以下报警说明伺服控制回路发生错误PC显示LED显示名称详细S010011S111PCB错误1放大器内的PCB发生错误S010013S113软件处理超时,时钟错误放大器内的时钟发生错误S010016S116电机类型、编码器类型错误电机类型错误编码器初始通讯错误编码器CPU错误S010017S117PCB错误1(A/D转换初始错误)伺服放大器中的A/D转换器发生错误S010025S125绝对位置丢失编码器内部绝对位置数据发生错误S010034S134CRC错误与NC的通讯发生错误S010036S136通讯超时,NC down与NC的通讯被中断S010037S137参数错误参数设定值错误S010038S138frame错误与NC的通讯发生错误S010039S139INFO错误NC传输了未被定义的数据S020011S211PCB错误1放大器内的PCB发生错误S020013S213软件处理超时,时钟错误放大器内的时钟发生错误S020015S215EEROM错误伺服放大器中的EEROM发生写入错误S020017S217PCB错误1(A/D转换错误)伺服放大器中的A/D转换器发生错误S020018S218PCB错误(LSI错误)伺服放大器中的LSI发生错误S020020S220编码器故障伺服放大器与编码器之间的通讯发生错误S020024S224接地问题电源接通时,检测到接地输出错误S030010S310电压不足电源电压为160V或更低S030030S330再生错误内部再生电阻或外部再生选项超过再生容许值再生晶体管错误S030031S331超速电机速度超过允许的瞬间速度S030032S332过电流电流超过伺服放大器容许值S030033S333过电压伺服放大器中的转换器电压达到400V或更高S030046S346电机过热运行方式使得电机连续过载S030050S350过载1伺服放大器或伺服过载保护功能启动。
(参见过载保护特性中的11-1)S030051S351过载2由于机床撞机或过载,最大输出电流连续几秒针。
伺服常见报警处理

---------------------------------------------------------------最新资料推荐------------------------------------------------------伺服常见报警处理常见报警处理方法 27 号报警(编码器 U、 V、 W 信号错误报警)发生原因:检测出的编码器 U、 V、 W 信号无效,同时为 0 或同时为 1 。
处理办法:1 . 查看编码器线是否固定牢固。
编码器线与电机连接处或 CN3 端口处连接是否松弛。
如有松弛将其固定牢固,重新上电就可消除 27 号报警。
2. 查看编码器信号是否连接正确,检查编码器各个信号是否连接到对应的端口上。
如发现有信号接错,则需重新接编码器线。
待接好后重新上电就可消除 27 号报警。
3. 查看编码器状态 dp20,看数码管三段是否会出现同时亮,如有出现同时亮的情况,则说明电机编码器有问题,更换电机。
4. 如上面方法都不能消除 27 号报警,则更换编码器线再试,如还不行,则有可能是伺服驱动器出现问题。
先更换伺服驱动器后再试,看是否可以消除 27 号报警。
30 号报警(电机失速报警)发生原因:定子速度长时间跟不上设定转速。
处理方法:1 . 检查伺服电机动力线 U、 V、 W 相序是否连接正确,是1 / 11否把电机动力线端子 U 相错误的连接到驱动器V 相端子上了,如U、 V、 W 相序接错,再运行时则会出现 30 号报警。
2. 检查电机负载机械部分是否卡死。
3. 检查驱动器各个连接端口是否连接正确。
查看驱动器端子 L1 、 L2、 R、 S、 T、 U、 V、 W 是否连接到对应的端口上。
4. 查看电机实际负载是否超过电机额定负载。
5. 把电机动力线线从驱动器取下,用万用表测 U-V、 V-W、U-W 两两之间阻抗,若阻值范围 5 欧以内, 且三组数据大概相等,则说明电机绕组没问题(若阻值异常,则电机绕组可能有问题)。
MAZAK机床操作说明书

MAZAK 机床操作说明书操作说明书 MAZATROL MATRIX (INTEGREX IV 规格) NC 单元的操作和自动运行准备说明书编号: H740S30030C 机械编号: 在使用本机之前,请充分掌握本说明书内容,进行正确的操作或作业。
如果有任何疑问之处,请与就近的MAZAK 技术服务中心或技术中心联系。
重要说明 1. 务必遵守说明书内的安全事项,以及贴在机械上的安全铭牌的内容。
如果没有遵从这些内容,可能会造成重大的人身事故或物品损害。
如果需要交换用的安全铭牌,请向MAZAK 技术服务中心或技术中心订购。
2. 切忌擅自进行影响机械安全性的任何改造。
如果希望进行改造,请与MAZAK 技术服务中心或技术中心联系。
3. 为说明细节部分,本说明书中部分例图以卸下护罩或门的状态画出。
请注意,为安全起见,在实际运转时必须装好。
4. 本说明书根据最新材料编写,然而因为不断的技术革新而万一在所购买的机械与本说明书内容有所不同,请与MAZAK 技术服务中心或技术中心联系。
MAZAK 技术服务中心或技术中心将会提供正确的资料。
5. 请将本使用说明书保管在机械附近,以便随时查阅。
6. 要重新订购说明书时,请与说明书编号(或机械名称、机械编号、说明书名称)一并与就近的 MAZAK 技术服务中心或技术中心联系。
说明书制作: YAMAZAKI MAZAK CORP. 说明书编辑科02. 2006 第3 部NC 单元的操作和自动运行准备INTEGREX IV 规格H740S30030C 安全注意事项S-1 安全注意事项前言为进一步安全使用安装有CNC(电脑数控)装置(以下简称NC)的本机,下面说明有关NC 的安全注意事项。
为此,不仅是进行程序设计的人员,而且是进行机械操作等的人员也需要充分掌握本说明书内容后进行作业。
另外,根据所使用的NC 不同,由于没有对应的功能、任选装置,因此会有不符合的注意事项,但希望通读一下。
马扎克MAZAK说明书QTN全功能车床结构及选项介绍

数控系统选项还包括各种辅助 功能,如自动编程、图形界面、 动态模拟等,以提高生产效率 和加工精度。
主轴电机选项
主轴电机是马扎克mazak QTN 全功能车床的重要部件,它驱动 主轴旋转并实现各种切削运动。
主轴电机选项包括不同功率和转 速的电机,以满足不同加工需求。
主轴电机选项还包括电机控制和 调节功能,以确保加工过程的稳
02
其他附加功能选项包括自动上下料装置、冷却系统、 排屑装置等。
03
其他附加功能选项还包括各种安全保护装置,以确 保操作安全和加工过程的稳定性。
05
操作与维护指南
安全操作规程
操作前检查
确保机床周围环境安全, 检查机床各部位是否正
常,无异常情况。
穿戴防护用品
操作时应穿戴合适的工 作服、安全鞋、手套等 防护用品,以保障人身
部件,它通过旋转将旋转
导
运动转换为直线运动,使
轨
刀具在工件表面移动。
导轨用于支撑和引导刀
驱 动
具沿着设定的路径移动, 电
确保加工精度和稳定性。 机
刀架与刀具结构
刀架
刀具
刀架是用来安装和固定刀具的部件,它具 有多个刀具安装位置,可以根据需要快速 更换刀具。
刀具是车床加工中的重要工具,根据不同 的加工需求,可以选择不同类型的刀具, 如外圆刀、内圆刀、切槽刀等。
服务优质
客户对马扎克提供的售后 服务表示赞赏,认为它能 够及时解决使用中的问题。
产品改进与升级
新功能开发
马扎克不断开发新的功能,以满足客户不断变化 的需求。
性能提升
通过技术升级和改进,不断提高产品的性能和稳 定性。
智能化发展
马扎克正致力于产品的智能化发展,以实现更高 效、更智能的生产方式。
MAZAK 刀塔刀库伺服报警

刀塔/刀库伺服报警中级培训〔3〕以下报警说明伺服控制回路发生错误PC 显示LED 显示名称详细原因措施S01 0011S1 11PCB 错误1放大器内的PCB 发生错误伺服放大器内部元件损坏〔检查方法〕即使将所有的接头都断开,接通电源,仍然发生报警AL11.更换伺服放大器S01 0013S1 13软件处理超时,时钟错误放大器内的时钟发生错误更换伺服放大器电机型号错误所连接的电机不能被驱动使用正确的电机和放大器编码器初始通讯错误编码器电缆未连接好正确连接编码器故障更换电机编码器电缆故障(破裂或短路)更换或修理电缆编码器CPU 错误编码器故障更换电机(编码器)S01 0017S1 17PCB 错误(A/D 转换初始化错误)伺服放大器中的A/D 转换器发生错误伺服放大器内部元件故障〔检查方法〕即使将所有的接头都断开,接通电源,仍然发生报警AL10.更换伺服放大器编码器的电容电压下降。
(设定期间或驱动器与编码器之间电缆断开超过1小时或更长时)报警发生时,接通电源2到3分钟,断电再次接通电源。
电池电压低更换电池,再次设定绝对位置S01 0034S1 34CRC 错误与NC 的通讯发生错误由于噪音等因素的影响,通讯数据发生错误采取措施防噪电缆(SH21)未连接好正确连接关断NC 电源接通NC 电源放大器或NC 故障更换放大器或NCS01 0037S1 37参数错误参数设定值错误未集成的外部再生电阻被参数#002指定正确设定参数S01 0038S1 38数据序列(Frame )错误与NC 的通讯发生错误由于噪音等因素的影响,通讯数据发生错误采取措施防噪S01 0039S1 39INFO 错误NC 传输了未被定义的数据所安装的NC 不匹配更改NC 软件的版本S02 0011S2 11PCB 错误1(驱动回路错误)放大器内的PCB 发生错误伺服放大器内部元件损坏〔检查方法〕即使将所有的接头都断开,接通电源,仍然发生报警AL11.更换伺服放大器S02 0013S2 13软件处理超时,时钟错误放大器内的时钟发生错误更换伺服放大器S02 0015S2 15EEROM 错误伺服放大器中的EEROM发生写入错误EEROM 故障更换伺服放大器S02 0017S2 17PCB 错误(A/D 转换错误)伺服放大器中的A/D 转换器发生错误伺服放大器内部元件故障〔检查方法〕即使将所有的接头都断开,接通电源,仍然发生报警AL17.更换伺服放大器绝对位置丢失编码器内部绝对位置数据发生错误S01 0025S1 25S01 0016S1 16电机型号、编码器型号错误与NC 的通讯被中断通讯超时,NC 断电(down )S01 0036S1 36S02 0018S2 18PCB 错误(LSI 错误)伺服放大器中的LSI 发生错误伺服放大器内部元件故障〔检查方法〕即使将所有的接头都断开,接通电源,仍然发生报警AL18.更换伺服放大器编码器连接问题正确连接编码器电缆问题(破损或短路)更换或维修电缆S02 0024S2 24接地问题电源接通时,检测到接地输出错误输出电缆或电机的接地有问题正确接地。
小巨人_马扎克_伺服报警说明

伺服放大器内部元件故障 〔检查方法〕 更换伺服放大器 即使当所有的接头都断开,并接通电 源,发生报警AL18. 编码器连接问题 编码器电缆问题(破损或短路) 输出电缆或电机的接地有问题 正确连接 更换或维修电缆 正确接地。更换电缆或电机
电源电压低 瞬间电源故障达到15ms或更长时间 电源容量不足,机床启动时,引起电 检查电源 压下降 电源断开后立即接通电源 伺服放大器内部元件故障 〔检查方法〕 更换伺服放大器 即使当所有的接头都断开,并接通电 源,发生报警AL10. #002参数设定错误 设定正确
对应增量系统,未返回参考点之前, 执行参考点返回操作。 执行自动/手动操作。 当初始化绝对位置时,输入了启动信 完成绝对位置参考点初始化 号。 初始化绝对位置参考点,然后固 绝对位置报警期间输入了启动信号。 定绝对位置坐标 转换到手动运行模式之前,关闭 自由定位期间,启动了手动运行模式。 自由定位模式。 uneven分度期间,指定的station编 检查指定的station编号和分度 号超过分度数或9。 station的#100编号。
S3 52 超差错误
位置偏差超过偏差设定容许值
S52 0092
S 92 电池电压低
绝对位置编码器电池电压低
S52 00E0 S52 00E1 S52 00E3 S52 00E9
S E0 S E1
过度再生警告 过载警告
再生电源超过内部再生电阻或 外部再生选项的容许范围。 可能发生过载报警1 编码器内部数据发生错误
伺服放大器内部元件故障 〔检查方法〕 更换伺服放大器 即使当所有的接头都断开,并接通电 源,发生报警AL10. 编码器的电熔电压下降。(设定期间 报警发生时,接通电源2到3分 或驱动器与编码器之间电缆断开超过 钟,再次接通电源。 1小时或更长) 电池电压低 更换电池,再次初始化绝对位置
马扎克MAZAK说明书QTN全功能车床结构及选项介绍
标准选项(1/11)
1. 自动中心架 SMW SLU-2/SLUA-2
夹持范围:8-101(8-80) 夹持方式:液压自动 中心架润滑方式:自动脂润滑 2. 自动中心架安装准备 用户在定购、安装中心架之前, 预留了各种安装必须条件。可在 用户现场进行安装。
标准选项(2/11)
3. 润滑脂枪
尾座、中心架导轨面油膜层被破坏时,重新注脂; 为润滑脂箱注脂; 均预留的注脂口。
6. 电源自动关断
在操作者离开现场时,加工完毕后,电源自动关断。 注:使用机械手及棒料输送机时,不可选用该选项。
标准选项(5/11)
7. 卡爪自动开闭
控制方式:利用M代码自动控制卡爪的开、闭 适用场合:使用棒料输送机及机械手 卡盘张开:M06 卡盘闭合: M07
8. 卡爪气吹
运行时,在卡盘的上部装有喷嘴,以去除工件和 卡盘上的铁屑,适合在使用棒料输送机及机械手 时使用。
QTN150/300U QTN150/500U
QTN200/500U QTN250/500U QTN200M/500U QTN250M/500U
QTN200/1000U QTN250/1000U QTN200M/1000U QTN250M/1000U
YES
YES
YES
YES
YES
NO
G07GU002120 G07GU003170
工作原理—四
驱动单元
尾座及顶尖
液压单元
品号:G49FH007991 G49FH008310
厂家:NACHI
气动单元
品号:G46SV001390 厂家:SMC 压力开关:0.35MPa
气动单元
1.对刀仪 2.卡盘气吹 3.工件测量 4.自动门 5.选择气吹
马扎克MAZAK说明书维修保养培训VCN

售后服务科培训教室
1.主轴
液压单元:只用于刀具卡紧/松开,所以不需要定期更换油品
HYDRAULIC PUMP MOTOR液压站控制电路图: 562002403000 SPINDLE主轴卡紧/松开和油气润滑电路图:562002401040
2020/3/29
6
售后服务科培训教室
1.主轴
主轴油气润滑
注意:开机后,必须进行暖机运行。
HEAD LUBE PUMP主轴油气润滑电路图:562002403400
2020/3/29
7
售后服务科培训教室
1.主轴
主轴冷却单元
该单元为整体外购件 根据环境温度自动 调节油箱温度。
CHILLER UNIT 主轴冷却单元:562002403302
2020/3/29
8
1.主轴
主轴典型装配工艺及精度检测
试运行
温升检测
联轴节内孔跳动
动平衡 2020/3/29
动平衡数据显示 12
售后服务科培训教室
1.主轴
主轴典型装配工艺及精度检测
油缸和主轴平面度
油缸和主轴垂直度
配键
主轴弹刀量确认 2020/3/29
主轴锥孔跳动
主轴变位量
13
振动检测 售后服务科培训教室
1.主轴
典型问题
加工冷却单元 主要有贯通冷却和标准冷却
SOLENOID OUTPUT冷却回路电磁阀:562002401050
2020/3/29
10
售后服务科培训教室
1.主轴
主轴典型装配工艺及精度检测
轴承清洗
轴承及隔套热装
预紧套热装
端盖配磨
刚性试验 2020/3/29
马扎克6800伺服报警

报警编号12:寄存器错误
意义:驱动单元寄存IC(SRAM或FLROM)错误
报警检查阶段:f1,f2
检查项目
检查结果
1 是否重复发生
经常发生 定期发生
检查驱动单元的安装环境 2 (例:环境温度,噪音,接
地)
无异常原因 环境因素异常
处理方法
更换驱动单元
进行2步
更换驱动单元 根据产生原因采取措施 例:高温……检查冷却风扇
检查项目
检查结果
1 是否重复发生
经常发生 定期发生
无异常原因
2
检查驱动单元安装环境 (例:
环境温度,噪音,接地)
环境因素异常
处理方法
更换驱动单元
进行2步
更换驱动单元
根据产生原因采取措施 例:高温……检查冷却风扇
未接地……接地
报警编号18:初始通讯错误
报警检查阶段:f2
意义:对于电机侧使用了高速串口编码器的系统,与编码器的初始通讯不执行
经常发生 定期发生
无异常原因
3
检查驱动单元安装环境 (例:
环境温度,噪音,接地)
环境因素异常
处理方法
更换为原版本的驱动单元
进行2步
更换驱动单元
进行3步
更换驱动单元 根据产生原因采取措施 例:高温……检查冷却风扇
未接地……接地
报警编号17:AD转换器错误
报警检查阶段:f2
意义:驱动单元AD转化时出现错误
未接地……接地
报警编号13:软件处理错误
报警检查阶段:f2,f3,f4
意义:驱动单元数据处理在规定时间内未完成或输入非法的IT
检查项目
检查结果
改过 1 检查伺服软件版本是否更改过
MAZAK 电源伺服报警
电源伺服报警中级培训〔2〕报警编号:与电源模块相连的伺服模块上的报警编号LED 显示:电源模块上显示的报警编号报警解除方法:AR PR NR报警编号LED 显示名称意义解除方法61l 电源模块过电流电源模块(IPM)检测到过电流PR 622频率错误输入电压频率不在设定范围之内范围:50Hz +-3%/60Hz +-3%PR 677缺相缺少一个输入相(R 、S 、T)PR 688Watch dog 电源模块软件处理在规定时间内未完成AR 699接地错误电机接地错误。
只有在READY ON 时可以检测到PR 6A A 外部接触器熔化(melt )即使是在READY OFF 状态下,外部接触器接通PR 6C C 主电路错误主电路电容充电不正常PR 6E E 寄存器错误寄存器回路检测到错误AR 6F F AD 转换器错误电源故障检测到AD 转换器错误或电源故障AR 71H 突然停止外部紧急停止即使是在READY ON 状态下,外部接触器断开瞬间断电达55ms 或更长NR 73J 超过再生能力超过电源的再生能力PR 75L 过电压L+和L -之间的电压超过410VNR 76N 外部紧急停止设定错误旋转开关设定和参数(PTYP)设定不匹配AR 77n电源模块过热电源模块(IPM)过热AR警告Warning警告编号LED 显示名称意义E9p 瞬间停止警告瞬间断电达到25ms 或更长,(主电路电压未下降,报警还未发生)EA q 外部紧急停止输入外部紧急停止输入信号被输入(CN23接头没有24V 电)EBr再生警告达到再生报警极限的80%再次接通电源模块再次接通NC 单元按下NC 复位键。
MAZAK_刀塔刀库伺服报警处理
q1 ##
位0:伺服报警
位1:绝对位置丢失
位2:主紧急停止高电平(high-order)输入
位3:主紧急停止(low-order)输入
位4:外部紧急停止 位5: 位6:PLC紧急停止 位7:其它原因
与操作相关的报警 M01 0001 n0 01 M01 0003 n0 03 M01 0004 n0 04 M01 0005 n0 05 M01 0007 n0 07 M01 0024 n0 24 M01 0025 n0 25 M01 0101 n1 01
返回参考点未完成。不 对于增量系统,未返回参考点之
能启动。
前,执行自动/手动操作。
执行参考点返回操作。
设定参考点时,不能启 当设定绝对位置时,输入了启动信
动。
号。
完成绝对位置设定。
绝对位置报警。不能启 绝对位置报警期间输入了启动信号 设定绝对位置,然后固定
动。
。
绝对位置坐标
M01 0164 n1 64 M01 0165 n1 65
参考点不能执行。 点
定绝对位置坐标
无运行模式 进给速度0
未指定运行模式,或轴运动期间更 改了运行模式
正确指定运行模式
运行参数的进给速度设定为0。
运行参数进给速度设定为0。或, 将进给速度或倍率设定为0
倍率有效,倍率为0。
以外的数值。
位置编号设定错误。不 能启动。
位置编号超过分度机构指定编号。
正确指定位置编号。
接通主电源
接触器故障
系统报警内容及对策
Z70 0001
零点设定未完成
Z70
0002 20
02
绝对位置数据丢 失
Z70
0003 20
伺服报警说明

伺服、主轴驱动器检测作业指导书1.伺服驱动器的性能检测2.1 按照伺服驱动器上的端子标示将两相220V、三相220V、地线及电机动力线对应接好。
上电前一定要检查接线正确。
2.2 给伺服驱动器供电,伺服驱动器的显示板要显示正常,不能出现无显、少笔、部分显示暗。
按键功能要正常,不允许出现按键无效、按键卡死等不合格产品。
2.3 设置参数。
根据产品型号的不同,参数的设置也有所不同。
具体参数的设置如下表:型号参数设置160 160-020 PA--0设为2000,PA--2设为12560,PA--4设为4,PA--32设为5160-03016B 16B-020 PA--0设为2000,PA--2设为12560,PA--4设为4,PA--32设为516B-03016L 16L-050 PA--0设为2000,PA--2设为6560,PA--4设为4,PA--32设为516L-07518D 18D-025 PA--2设为4000,PA--3设为40 18D-050 PA--2设为1000,PA--4设为4 18D-075 PA--2设为1000,PA--4设为4 18D-100 PA--5设为1000018D-150 PA--5设为1000018D-200 PA--5设为1000018S18S-025 使用初始值18S-050 使用初始值18S-075 PA--33设为4500,PA--34设为45018S-100 PA--33设为6000,PA--34设为1500,PA--35设为150018S-150 PA--33设为6000,PA--34设为3800,PA--35设为1350参数设置完毕后,选择世纪星程序运行。
如无法正常运行,看伺服驱动是否使能并准备好。
如无使能,则不合格。
运行过程中伺服驱动器可能会报警,报警代码从A1到A16,详情见下表:160、16B、16L系列伺服驱动器报警详情一览表报警代码报警名称处理方法1 主电路欠压接通主电源时①检查供电电源②换伺服驱动器电机运行过程中①检查负载情况②换伺服驱动器2 主电路过压接通控制电源时换伺服驱动器接通主电源时检查供电电源电机运行过程中①换伺服驱动器②检查外部制动电路3 IPM模块故障接通控制电源时换伺服驱动器电机运行过程中①换伺服驱动器②检查检查U、V、W之间接线是否短路4 制动故障接通控制电源时换伺服驱动器电机运行过程中①检查主电源②换伺服驱动器5 保险丝熔断电机运行过程中①检查U、V、W之间接线是否短路②换伺服驱动器6 电机过热接通控制电源时①检查伺服驱动参数STA-12是否为1,不是则改为1保存,断电后重新上电②更换伺服驱动器电机运行过程中①检查机械部分②更换伺服驱动器7 编码器A、B、Z故障①检查编码器接线②换伺服驱动器③更换电机8 编码器U、V、W故障①检查编码器接线②换伺服驱动器③更换电机9 控制电源欠压①检查控制电源②换伺服驱动器10 过电流①检查U、V、W之间接线是否短路②换伺服驱动器③检查伺服电机11 系统超速接通控制电源时①换伺服驱动器②更换伺服电机电机刚启动时①更换伺服电机电机运行过程中①换伺服驱动器②更换伺服电机③换编码器电缆12 跟踪误差过大接通控制电源时换伺服驱动器电机刚启动时①检查U、V、W接线是否正确②换伺服驱动器③更换伺服电机电机运行过程中①换伺服驱动器②更换伺服电机13 软件过热换伺服驱动器14 控制参数读错误①检查控制电源电压②换伺服驱动器15 DSP故障①检查控制电源电压②换伺服驱动器16 看门狗故障①检查控制电源电压②换伺服驱动器18D系列伺服驱动器报警信息一览表报警号报警信息处理方法A-1 主电源电压低于300V ①检查主电源电压②更换伺服驱动器A-2 主电源电压高于780V ①检查主电源电压②更换伺服驱动器A-3 逆变器功率器件故障更换伺服驱动器A-4 制动电路故障更换伺服驱动器A-5 主电源输入缺相①检查主电源相数②更换伺服驱动器A-6 伺服电机过热①检查参数STA-12(为1是正确的)②更换伺服驱动器A-7 编码器A、B、Z故障①检查编码器电缆②更换伺服驱动器③更换电机A-8 编码器U、V、W故障①检查编码器电缆②更换伺服驱动器③更换电机A-9 控制电源欠压①检查控制电源电压②更换伺服驱动器A-10 逆变器过流故障②更换伺服驱动器A-11 电机超速①更换伺服驱动器②更换电机A-12 跟踪误差过大①检查码盘线、指令线是否松动②检查伺服参数(23控制方式,24极对数)③更换伺服驱动器④更换伺服电机A-13 系统过载①更换伺服驱动器②检查码盘线、指令线是否松动A-14 系统参数错误①检查伺服参数②更换伺服驱动器A-15 控制板电路故障更换伺服驱动器A-16 DSP故障更换伺服驱动器A-17 驱动器过热更换伺服驱动器18S系列主轴驱动器报警信息一览表报警号报警信息处理方法A-1 主电源电压低于300V ①检查主电源电压②更换主轴驱动器A-2 主电源电压高于780V ①检查主电源电压②更换主轴驱动器A-3 逆变器功率器件故障更换主轴驱动器A-4 制动电路故障更换主轴驱动器A-5 主电源输入缺相①检查主电源相数②更换主轴驱动器A-6 主轴电机过热①检查参数STA-12(为1是正确的)②更换伺服驱动器A-7 编码器A、B、Z故障①检查编码器电缆②更换主轴驱动器③更换电机A-8 编码器U、V、W故障①检查编码器电缆②更换主轴驱动器③更换电机A-10 过电流故障①更换主轴驱动器A-11 电机超速①更换主轴驱动器②更换电机A-12 跟踪误差过大①检查码盘线、指令线是否松动②检查驱动器参数(23控制方式,24极对数)③更换主轴驱动器④更换伺服电机A-13 系统过载①更换主轴驱动器②检查码盘线、指令线是否松动A-14 系统参数错误①检查伺服参数②更换主轴驱动器A-15 控制板电路故障更换主轴驱动器A-16 DSP故障更换主轴驱动器A-17 驱动器过热更换主轴驱动器3.检测完成后操作伺服驱动能正常运行完程序,并且没有出现以上的报警现象、显示正常、风扇能正常运行的驱动器则是合格品。