伸臂式焊接变位机设计--工作台回转机构设计
焊接工艺工装课程设计-2010
(2)框架式焊接翻转机 (3)链条式翻转机 链条式翻转机是利用电动机驱动链轮带 动环形链条翻转焊件的一种变位机械,如图所示。
一种专用于梁柱构件自动焊接的链式翻转机 1—链轮 2—链条 3—工字梁 4—轴承座 5—驱动机构 6—制动轮
(4)圆环式翻转机 形状较特殊的型钢及桁架结构采用上述链条式翻转机翻转 变位比较困难,这些构件可以采用圆环式翻转机,如图所示。
焊接变位机械的分类
焊件变位机械是在焊接过程中改变焊件空间位置, 焊件变位机械是在焊接过程中改变焊件空间位置,使 是在焊接过程中改变焊件空间位置 其有利于焊接作业的各种机械装备。 其有利于焊接作业的各种机械装备。根据焊件变位机 械的功能不同,可分为焊接回转台 焊接翻转机、 焊接回转台、 械的功能不同,可分为焊接回转台、焊接翻转机、焊 等四类。 接变位机和焊接滚轮架等四类 接变位机和焊接滚轮架等四类。 它们各自的变位特点是有差异的,应注意选择。此 它们各自的变位特点是有差异的,应注意选择。 外,还要注意各自的承重能力、驱动方式及驱动功率 还要注意各自的承重能力、 和制动、自锁能力等。 和制动、自锁能力等。
圆环形翻转机结构外形图 1—下环 2—上环 3—夹紧器 4—顶紧螺栓 5—焊件
(5)推举式翻转机 推举式翻转机是利用液 压缸和杠杆机构,将焊件翻 转到预定位置的一种变位机 构,它具有结构简单、动作 快捷和操作方便的特点。经 常用于梁柱焊接生产线中配 合自动焊接装置,将焊件翻 转到船形位置施焊。 右图示出推举式翻转机与悬 臂式自动焊装置组合使用的 示意图。
(1)头尾架式翻转机 结构形式与车床类似,其头架为驱 动端,可单独使用,利用安装在头架卡盘上的夹具,可为短 小的工件翻转变位。为适应不同长度的系列产品生产需要, 尾架可模仿车床上的尾座,做成可移动式如图 。
焊接变位机的设计(全套图纸)
本次设计是以焊接变位机作为主要的研究对象。
在焊接变位机中采用全液压系统,使之重量减轻,自动化程度增强,变位机中的传动部分是由一个油泵机组分别驱动油马达和三组油缸带动工作台进行回转和倾斜,并使主,副臂产生俯仰动作调节工作台的高低。
本次设计对焊接变位机的传动机构的特点和组成都做了详细的介绍,对机构中的主要零部件做了具体的设计。
本次设计采取了独特的设计,使得产品更为先进、实用,设计后制造出来的焊接变位机主要应用在焊接行业上,这样可以缩短焊接辅助时间,提高工人的劳动生产率,减轻工人劳动强度,改善焊接质量,并充分发挥各种焊接方法的效能。
在焊接生产中,经常会遇到焊接变位以及选择合适的焊接位置的情况,针对这一实际需要,我们设计的焊接变位机,它可通过工作台的回转和倾斜,使焊缝处于易焊位置。
焊接变位机与焊接操作机配合使用,可实现焊接的机械化、自动化,提高了焊接的效率和焊接质量。
焊接变位机可应用于化工、锅炉、压力容器、电机电器、铁路交通、冶金等工业部门的自动焊接系统。
关键词:焊接变位机;液压系统;回转;倾斜;The design is subject to weld change site equipment .The weld change site equipment,which the hydraulic system been used to lighten its weight and achieve highly automatically. The transmission part of the equipment is powered by one group of oil pump,several hydraulic motor and three hydrocylinder drive the work table to achieve rotation, incline and vice-arm to adjust work table height. The detailed system feature and components have been introduced in this design to emphasis the cutting edge and reality feature, which been enhanced by the specialty design of its major component. Weld change site equipment is mainly for welding industry to reduce the welds the assistance period, enhance work efficiency, reduce utility of labour and improve quality of welding. Most importantly, weld change site equipment could enhance the effect of almost every sort of welding。
焊接变位机资料
.1 关于焊接变位机的几个概念和大体的要求焊接变位机的概念在焊接进程中,咱们常常会碰到焊接变位和选择适合的焊接位置的情形,为了解决这一问题,焊接变位机也就理所应当的显现了。
它能够通过工作台的回转和翻转,使待焊处置于适合位置,专门好的和焊接设备结合利用,实现焊接的自动化,机械化,提高生产效率和焊接质量。
归纳来讲,焊接变位机确实是移动工件,使之待焊部位处以适合易焊接的位置的焊接辅助设备。
选择适合的焊接变位性能提高焊接质量及生产效率,降低工人的劳动强度及生产本钱,增强平安文明生产,有利于现场治理。
专门是入世的冲击,工程机械市场竞争将会愈来愈猛烈,国内企业必需适应形势,通过焊接变位机等基础设备投入达到生产能力的革命。
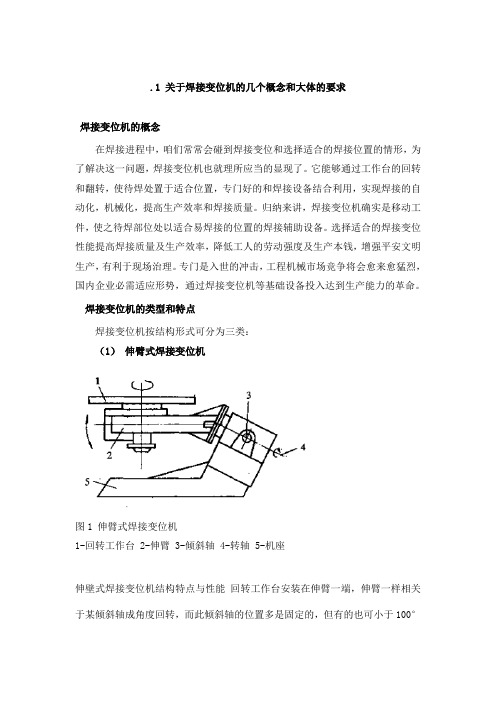
焊接变位机的类型和特点焊接变位机按结构形式可分为三类:(1)伸臂式焊接变位机图1 伸臂式焊接变位机1-回转工作台 2-伸臂 3-倾斜轴 4-转轴 5-机座伸壁式焊接变位机结构特点与性能回转工作台安装在伸臂一端,伸臂一样相关于某倾斜轴成角度回转,而此倾斜轴的位置多是固定的,但有的也可小于100°的范围内上下倾斜。
该机变位范围大,作业适应性好,但整体稳固性差。
其适用范围为1t以下中小工件的翻转变位。
在手工焊中应用较多。
多为电动机驱动,承载能力在0.5t以下,适用于小型罕有的翻转变位。
也有液压驱动的,承载能力多,适用于结构尺寸不大,但自重较大的焊件。
伸臂式的焊接变位机在手工焊中应用较多。
(2)座式焊接变位机图2 座式焊接变位机1-回转工作台 2-倾斜轴 3-扇形齿轮 4-机座座式焊接变位机工作台有一个整体翻转的自由度。
能够将工作翻转到理想的焊接位置进行焊接。
另外工作台还有一个旋转的自由度。
该种变位机已经系列化生产,要紧用于一些管,盘的焊接。
工作台边同回转机构支承在两边的倾斜轴上,工作台以焊速回转,倾斜边通过扇形齿轮或液压油缸,多在140°的范围内恒速倾斜。
该机稳固性好,一样不用固定在地地基上,搬移方便。
焊接夹具复习题

《焊接夹具》复习题名词解释1. 定位;同批工件在夹具中占有同一正确的加工位置。
2. 夹紧:将工件固定,保护工件已定好的定位。
3. 过定位:工件的同名自由度被定位元件重复限制的定位。
4. 组合夹具:是一种模块化的夹具,它由具有较高的精度和耐磨性的标准模块元件来组装成各种夹具;夹具用毕可拆卸,留待组装新的夹具。
5. 步进电动机:是一种把电脉冲信号转换成与脉冲数成正比的角位移或直线位移量的执行元件。
6. 可调整夹具:是指通过调整或更换个别零部件能适用多种工件焊装的夹具。
7. 欠定位:工件实际限制的自由度数少于该工序加工要求所必须限制的自由度数。
8. 六点定位原理: 用六个正确布置的支承点就可完全限制工件的六个自由度,使工件在夹具中占有完全确定的位置,这种用支承点来分析限制工件自由度的方法,称为六点定位原理,又称六点定位法则或六点定则。
9. 铰链-杠杆夹紧机构:铰链—杠杆夹紧机构是利用杠杆原理将杠杆系通过固定铰链和活动铰链组成的夹紧机构,也称肘杆夹紧器。
10. 组合夹具:是一种模块化的夹具,它由具有较高的精度和耐磨性的标准模块元件来组装成各种夹具;夹具用毕可拆卸,留待组装新的夹具。
11. 组合汽缸:组合汽缸一般指汽缸与液缸相组合形成的气--液阻尼缸、气--液增压缸等。
12. 全定位:工件的六个自由度全部被限制而在夹具中占有完全确定的位置,这种定位方式称为全定位或完全定位。
填空:1、焊接夹具的基本组成定位元件、夹紧装置和基础件。
2、夹紧机构的组成力源、中间传力、夹紧元件。
3、常用基本夹紧机构斜楔、螺旋、偏心、铰链四类组成。
4、液压传动系统由动力装置、执行机构、控制装置、辅助装置四部分组成。
5、组合式滚轮架是由两个滚轮支撑在同一个基座上组成一个独立的滚轮架,分为双主动滚轮架、从动滚轮架、单主动滚轮架。
6、气动三联件包括分水滤气器、减压阀、油雾器元件。
7、焊接工艺装备就是在焊接结构生产的装配与焊接过程中起配合及辅助作用的夹具、机械装置或设备的总称,简称焊接工装。
5变位机械
一、焊接变位机械的定义、作用及分类 焊接变位机械 是改变焊件、焊机或焊工空间位臵来完成机
械化、自动化焊接的各种机械设备。
作用
缩短焊接辅助时间 提高劳动生产率 减轻工人劳动强度 保证和改善焊接质量
充分发挥各种焊接方法的效能。
二、焊接变位机械应具备的性能
较宽的调速范围,稳定的运行速度,良好的结构刚度。 对尺寸和形状各异的焊件有一定的适用性。 传动链中有一级反行程自锁传动。 与焊接机器人和精密焊接作业配合使用的焊件变位机械, 到位精度和运行轨迹精度应控制在0.1~2mm之间。
图示是国产 100t双座式焊接变位机的传动简图。其回转系统由 22kW直流 电动机,通过带传动—变速器—蜗轮减速器—外齿传动减速后;带动工作 台回转。该系统总传动比在 5112~30148之间,无级可调工作台的许用回 转力矩为98kN.m。倾斜系统由两台22kW直流电动机,遍过蜗杆减速器— 三级外齿传动减速后,带动工作台倾斜。该系统总传动比为 13903,工作 台许用倾斜力矩为196kN.m,倾斜角度为-10~+120。在电动机的输出端还 安装了电磁制动器,以保证工作台倾斜时准确到位。另外,该变位机为适 应空间曲线焊缝的焊接和空间曲面的堆焊,还设臵了液压抗齿隙装臵。
M T max G h12 e 2
以此计算倾斜轴的驱动功率和扇形齿上的圆周力。 作用在倾斜轴轴颈 C1和C2上的支反力,以回转轴在图 5-11b 倾斜位臵时最大。但在图 5-11a 位臵时,因工件重心偏离机 座中心线,因而两轴颈处的载荷不等,也可能出现最大值。
当扇形齿轮固定在回转机构的箱体上时,倾斜轴在其轴颈处仅受支反力和 弯曲力矩作用。其中轴颈工作部分的弯曲力矩
N e2 cos2 (h sin e cos sin )2
焊接变位机课程设计报告
目录1.设计方案确定……………………………………………………………………………………1.1设计要求、技术要求……………………………………………………………………….1.2回转机构的确定…………………………………………………………………………….1.3倾斜机构的确定…………………………………………………………………………….1.4机构预期寿命估算………………………………………………………………………….2.回转机构设计……………………………………………………………………………………2.1回转轴强度计算…………………………………………………………………………….2.2根据回转轴直径及受力情况选择轴承…………………………………………………….2.3设计回转轴结构尺寸、选择键…………………………………………………………….2.4回转机构驱动功率计算及电机选择……………………………………………………….2.5设计回转轴减速机构……………………………………………………………………….2.6回转主轴受力分析及校核,轴承校核…………………………………………………….3.倾斜机构设计. …………………………………………………………………………………3.1方案确定… ………………………………………………………………………………3.2最大倾斜力矩计算… ……………………………………………………………………3.3V带传动…… ………………………………………………………………………………3.4涡轮蜗杆传动………………………………………………………………………………3.5扇形齿轮机构………………………………………………………………………………3.6倾斜轴及轴承设计…………………………………………………………………………4.总结… ………………………………………………………………………………………......参考文献1.设计方案确定图1-11.1设计要求、技术要求表1-1设计要求、技术要求工作台回转工作台倾斜载重量回转速度倾斜速度工作台尺寸重心高度偏心距工作台倾斜角度电机驱动电机驱动660Kg 0-1r/min 0-1r/min φ700mm340mm 200mm 0-135°1.2回转机构的确定由于工作台回转速度低,调速范围长,额定功率低,所以选择直流电动机;因为总传动比较大,故可选择外购一个减速器及涡轮蜗杆机构,选用一级齿轮。
伸臂式焊接变位机设计--工作台回转机构设计资料
摘要焊接变位机运动系统的设计是焊接变位机方案设计的核心内容,而焊接变位机运动自由度的确定是其前提条件。
焊接变位机的关键是对变位机进行最佳位置焊接所需要的运动自由度的设计,如平动或转动的设计。
伸臂式焊接变位机是将工件回转,翻转,以便使工件上的焊缝置于水平和船形位置的机械装置。
伸臂式焊接变位机是应用最广泛的一种焊接变位机,载重量一般不超过1吨。
其主体部分是翻转机构、回转机构、底座。
此次论文论述了焊接变位机械的组成,工作原理,重点讲述了其中的回转机构的设计,回转机构通过带传动,二级蜗杆蜗轮减速器的传动,从而使工作台得到预期的回转速度。
回转机构中测速发电机的使用,将其工作台的瞬间速度反馈到电动机,从而调整电动机的转速,进而使工作台的回转速度稳定在某个范围内,保证了焊缝质量。
关键词:焊接变位机械;测速发电机;回转机构;减速器AbstractThe design of the moving system of the welding positioner is the core content of the scheme design ,but the system depends on the moving freedom`s certainty.The key part of the design of the welding positioner is the design of the moving freedom, according to the best welding position. The main parts of the welding positioner include overturning machinery, circumgyrating machinery,and the base.The arm-extending welding posioner is used most widely ,the load is less than one ton.The arm-extending welding positioner is the machine which makes the workpiece circumgyrate and overturn to make the welding line on the workpiece park the level direction and cymbate position. The welding positioner`s makeup and operating principle make up of the paper ,which disserates the design of the turning gear of the machine .The belt driving and two stage worm –worm wheel retarder make the turning gear realize the man`s anticipating speed.The use of the techogenerator which will feed back the instant speed to the generator and then the controller will adjust the speed makes sure of the high welding line quality.Key words: welding positioner; techogenerator; turning gear; retarder目录摘要 (I)Abstract (II)目录 (Ⅲ)前言 (1)第1章绪论 (2)1.1伸臂式焊接变位机械概述..................................................... 错误!未定义书签。
最新伸臂式焊接变位机设计(有图纸
伸臂式焊接变位机设计(有图纸)目录题目 (Ⅰ)摘要 (Ⅰ)1引言 (1)1.1开发焊接变位机的意义和目的 (1)1.2焊接变位机目前的发展状况 (1)1.2.1国内焊接变位机的产品简介 (1)1.2.2国外焊接变位机的产品简介 (1)1.3本次设计的意义和工作内容 (2)2伸臂式焊接变位机总体方案设计 (2)2.1设计要求 (2)2.2总体方案的确定 (2)3伸臂式焊接变位机的设计 (3)3.1伸臂旋转减速器的设计 (3)3.1.1伸臂旋转减速器的传动方案简图 (3)3.1.2选择电动机 (3)3..1..3确定传动比 (4)3.1.4计算传动装置的运动和动力参数 (5)3.1.5V带轮的设计计算 (6)3.1.6高速级蜗轮蜗杆设计 (9)3.1.7低速级蜗轮蜗杆设计 (11)3.1.8轴的校核 (1)23.1.9轴承寿命的计算 (15)3.1.10较核轴上的键的强度 (16)3.2工作台回转机构的设计 (17)3.2.1总体传动方案简图 (17)3.2.2选择电机 (1)73.2.3确定传动比 (18)3.2.4计算传动装置的运动和动力参数 (18)3.2.5V带轮的设计计算 (19)3.2.6高速级蜗轮蜗杆设计 (22)3.2.7低速级蜗轮蜗杆设计 (24)3.2.8轴的校核 (2)63.2.9轴承寿命的计算 (29)3.2.10校核轴上的键的强度 (29)4结论 (30)致谢·························································································································································3 1 参考文献··················································································································································3 1伸臂式焊接变位机设计学生专业:机械设计制造及其自动化指导教师:摘要:焊接变位机运动系统的设计是焊接变位机方案设计的核心内容,而焊接变位机运动自由度的确定是其前提条件。
500kg伸臂式焊接变位机祥解
摘要随着现代工程机械结构焊接件大多数趋向复杂化,而且是整机主要关键部件,其焊接质量的好坏直接影响整机性能。
设计合适的焊接变位机能提高焊接质量及生产效率,降低工人的劳动强度及生产成本,加强安全文明生产,有利于现场管理。
而且有利于自动化大生产,特别是入世的冲击,工程机械市场竞争将会越来越激烈,国内企业必须适应形势,通过焊接变位机等基础设备投入达到生产能力的革命。
从而使整个工程进入一个好的发展态势。
焊接变位机,是通用型系列化产品,焊接变位机被广泛应用在钢铁企业、汽车企业、造船厂以及轻工业的生产线。
主要用于机架、机座、机壳等非长形工件的焊接。
既可以焊接大型零件,也可以焊接精密小型零件。
工作过程中噪音较小,结构简单。
焊接变位机按结构形式可分为三种。
伸臂式焊接变位机适用于轻小焊件的翻转变位。
座式焊接变位机是应用较广的一种焊接变位机。
双座式焊接变位机适用于大型和重型工件的翻转变位。
本设计因考虑小型零件焊接的精度,故选用伸臂式焊接变位机。
在设计过程中,通过实地考察,并查阅大量相关资料,对伸臂式焊接变位机有了一定的了解。
根据实际需要,本设计选用500kg伸臂式焊接变位机,其主要由工作台回转机构、旋转伸臂机构、伸臂旋转减速器机构等部分组成,并且在其中安有测速发电机和导电装置,保证了设备的精度和使用寿命。
关键词:焊接变位机;旋转;翻转AbstractSince the modern mechanical engineering structure welding, which is the main part of the whole machine, becomes more complex, the quality of welding directly associates with the performance of the machine. Thus, the design of a fine welding conjugation machine can consequently raise welding quality and efficiency, reduce labor and cost of production, enhance manufacturing safety, and benefit the on-the-spot management. What is more, it fits the enormous production of automation. Especially under the pressure of the entrance to WTO, competition in the mechanical engineering market will become fiercer, therefore, domestic enterprises have to comply with the tendency through the application of some basic equipment, such as welding configuration machine to realize the revolution of productive forces and lead the whole project to a better prosperous future.Welding configuration machine is a kind of general production which is widely applied in the steel and iron enterprises、auto-enterprises、shipyard and light industry. It is primarily for the non-long work piece, such as the machine rack, seat and shell. It can not only weld big part, but also some precision parts. Little noise will be produced during its working and it bears simple structure. According to the structure form, welding conjugation machine can be divided into three kinds: Stretching welding conjugation machine is applicable to the small welded pieces.Stand type welding machine is a broader application of conjugation machine. Double-stand welding machine fits the conjugation of big and heavy work pieces.Since this design considers the precision of some small parts’ welding, thus stretching welding conjugation machine is employed. During the process of the whole design, the author conducted the on-the-spot investigation and consulted plenty of technical data and literature, which made him understand more about the machine. Based on the practical need, this design employed 500 KG stretching welding machine, which is mainly composed byworkstations rotation、rotation stretching structure and stretching rotation reducer. Moreover, speed-testing generator and electricity conduct device is set in this machine, thus the precision and service life of the equipment is guaranteed.key word:Welding displacing machine;revolve;turnover目录摘要 (I)Abstract (II)一、概述 (1)(一)国内外焊接装备的发展应用与现状 (1)1.国内焊接装备的发展与类型 (1)2.国外焊接装备的发展与类型 (4)(二)选题材料与总体设计要求 (7)(三)本论文研究内容 (7)二、方案设计 (8)(一)伸臂式焊接变位机的整体结构设计 (8)(二)伸臂式焊接变位机的主要部件 (9)1.驱动装置 (9)2.传动装置 (9)3.工作台 (10)4.导电装置 (10)5.控制装置 (11)6.旋转伸臂设计 (11)7.其余辅助零件设计与选择 (12)三、设计计算 (15)(一)工作台回转机构初定设计参数 (15)(二)电动机计算参数与选用 (15)(三)工作台回转机构V带传动计算参数与选用 (16)(四)工作台回转机构高速级蜗轮蜗杆设计与选用 (18)四、提高圆柱蜗杆传动质量的方法 (24)(一)合理选择几何参数,提高传动质量 (24)(二)消除不利的啮合部位 (24)(三)利用良好的啮合场 (24)(四)双重蜗杆传动 (25)(五)改变共轭齿面的摩擦形式 (25)(六)变蜗杆副接触线特性 (25)(七)其他方法 (25)五、技术经济分析与评价 (26)(一)伸臂式焊接变位机经济性分析 (26)(二)伸臂式焊接变位机的环保性分析 (26)结束语 (27)参考文献 (28)致谢 (29)一、概述(一)国内外焊接装备的发展应用与现状焊接辅助设备确切的名称应为焊接工艺装备,简称焊接装备。
焊接变位机的设计(全套图纸)
本次设计是以焊接变位机作为主要的研究对象。
在焊接变位机中采用全液压系统,使之重量减轻,自动化程度增强,变位机中的传动部分是由一个油泵机组分别驱动油马达和三组油缸带动工作台进行回转和倾斜,并使主,副臂产生俯仰动作调节工作台的高低。
本次设计对焊接变位机的传动机构的特点和组成都做了详细的介绍,对机构中的主要零部件做了具体的设计。
本次设计采取了独特的设计,使得产品更为先进、实用,设计后制造出来的焊接变位机主要应用在焊接行业上,这样可以缩短焊接辅助时间,提高工人的劳动生产率,减轻工人劳动强度,改善焊接质量,并充分发挥各种焊接方法的效能。
在焊接生产中,经常会遇到焊接变位以及选择合适的焊接位置的情况,针对这一实际需要,我们设计的焊接变位机,它可通过工作台的回转和倾斜,使焊缝处于易焊位置。
焊接变位机与焊接操作机配合使用,可实现焊接的机械化、自动化,提高了焊接的效率和焊接质量。
焊接变位机可应用于化工、锅炉、压力容器、电机电器、铁路交通、冶金等工业部门的自动焊接系统。
关键词:焊接变位机;液压系统;回转;倾斜;The design is subject to weld change site equipment .The weld change site equipment,which the hydraulic system been used to lighten its weight and achieve highly automatically. The transmission part of the equipment is powered by one group of oil pump,several hydraulic motor and three hydrocylinder drive the work table to achieve rotation, incline and vice-arm to adjust work table height. The detailed system feature and components have been introduced in this design to emphasis the cutting edge and reality feature, which been enhanced by the specialty design of its major component. Weld change site equipment is mainly for welding industry to reduce the welds the assistance period, enhance work efficiency, reduce utility of labour and improve quality of welding. Most importantly, weld change site equipment could enhance the effect of almost every sort of welding。
伸臂式焊接变位机设计--工作台回转机构设计

摘要焊接变位机运动系统的设计是焊接变位机方案设计的核心内容,而焊接变位机运动自由度的确定是其前提条件。
焊接变位机的关键是对变位机进行最佳位置焊接所需要的运动自由度的设计,如平动或转动的设计。
伸臂式焊接变位机是将工件回转,翻转,以便使工件上的焊缝置于水平和船形位置的机械装置。
伸臂式焊接变位机是应用最广泛的一种焊接变位机,载重量一般不超过1吨。
其主体部分是翻转机构、回转机构、底座。
此次论文论述了焊接变位机械的组成,工作原理,重点讲述了其中的回转机构的设计,回转机构通过带传动,二级蜗杆蜗轮减速器的传动,从而使工作台得到预期的回转速度。
回转机构中测速发电机的使用,将其工作台的瞬间速度反馈到电动机,从而调整电动机的转速,进而使工作台的回转速度稳定在某个范围内,保证了焊缝质量。
关键词:焊接变位机械;测速发电机;回转机构;减速器AbstractThe design of the moving system of the welding positioner is the core content of the scheme design ,but the system depends on the moving freedom`s certainty.The key part of the design of the welding positioner is the design of the moving freedom, according to the best welding position. The main parts of the welding positioner include overturning machinery, circumgyrating machinery,and the base.The arm-extending welding posioner is used most widely ,the load is less than one ton.The arm-extending welding positioner is the machine which makes the workpiece circumgyrate and overturn to make the welding line on the workpiece park the level direction and cymbate position. The welding positioner`s makeup and operating principle make up of the paper ,which disserates the design of the turning gear of the machine .The belt driving and two stage worm –worm wheel retarder make the turning gear realize the man`s anticipating speed.The use of the techogenerator which will feed back the instant speed to the generator and then the controller will adjust the speed makes sure of the high welding line quality.Key words: welding positioner; techogenerator; turning gear; retarder目录摘要 (I)Abstract (II)目录 (Ⅲ)前言 (1)第1章绪论 (2)1.1伸臂式焊接变位机械概述..................................................... 错误!未定义书签。
伸臂式焊接变位机设计--液压系统设计资料
毕业设计(论文)任务书摘要焊接作为一种工艺手段,已经成为很重要的热处理加工技术。
焊接技术是随着金属的应用出现的,金属焊接的方法有很多种,各种压焊方法的共同特点是在焊接过程中施加压力而不加填充材料。
焊接产品质量的好坏不仅取决于焊接工艺质量,与备料、装配等工序也有密切联系。
因此,在整个焊接生产过程中,不论产品的质量要求和批量的大小,均应考虑采用生产工艺装备。
焊接质量与生产装备工业密不可分,其中装载工件的工作台是在焊接过程中利用自身的各部分完成焊接变位的机械。
本次设计的主要内容是:已知工作台的装载能力,焊接时要求的工作台的变位各种参数,设计出利用液压系统传动的0.5t液压焊接变位机械,其中包括液压系统的设计,对液压元件的选用,和工作台中回转机构的计算设计。
再根据总体上对轴、轴承、联轴器等的刚度、寿命要求、综合位移要求等等,确定其余零部件。
关键词:液压;变位;焊接;传动AbstractWith the high level of modern industrial development and the continuous advancement of welding technology, welding metal as a way to connect the technology in the production of metal structures has basically replaced the rivets connecting process. The quality of welding quality depends not only on the quality of welding technology, but also on the preparation and assembly processes are closely linked. Hence, throughout the welding process, regardless of the quality of the product requirements and batch size,we should consider the use of production technology and equipment. Among them, the wheel frame is welding driving wheel with the workpiece by means of friction between the cylindrical workpiece driven welding positioner rotating machinery, mainly used in the cylindrical workpiece and welding assembly. This paper studys the following:Cylindrical workpiece in a known weight and rotation speed under the premise of the process of taking into account the transmission efficiency of the existence of friction and, ultimately, the output power to determine the motor type. Then selected based on speed, calculated the transmission gear ratio, so as to further determine the selection of the drive reducer form, quantity, and so on. The quality of welding quality depends not only on the quality of welding technology, but also on the preparation and assembly processes are closely linked. On the basis of the whole shaft, bearings, couplings, such as stiffness, longevity requirements,integrated displacement requirements. we could determine the remaining components.Key words: hydradulic ;pressure,;jointing,;changing ,;drive目录摘要 (I)ABSTRACT (II)目录.............................................................................................................. I II 第1章绪论. (1)参考文献 (27)附件1 (29)附件2 (45)第1章绪论1.1液压传动系统的发展概况液压传动相对机械传动来说,是一门新的传动技术。
0.5T焊接变位机的设计开题报告 (115)

开题报告题目:0.5T焊接变位机的设计转减速器、工作台回转机构[12]。
其中皮带传动机构主要由皮带和两个皮带轮组成,在设计过程中采用皮带传动机构主要是为了实现过载保护。
伸臂旋转减速器初步计划采用两级蜗轮蜗杆传动来实现减速。
因为两级蜗轮蜗杆传动有传动比大,结构紧凑的特点。
工作台回转机构内部包含电动机和减速机构,电动机与减速机构通过皮带传动来实现过载保护。
减速机构同样采用两级蜗轮蜗杆传动来实现减速。
在工作台回转机构中安有测速发电机和导电装置,前者可以进行速度反馈,使工作台能以稳定的焊速回转,以便获得优良的焊缝成形。
后者可防止焊接电流通过轴承、齿轮等传动零件时起弧,产生“咬伤”零件的现象。
在设计过程中,主要内容是确定各带轮的参数和蜗轮蜗杆的各项参数以及电动机的选择。
图2.2.1 伸臂式焊接变位机2.2.2 已知参数本次设计0.5T焊接变位机的基本参数如下表1:表1 0.5T焊接变位机的基本参数最大承载及驱动重量500 kg额定载荷时最大偏心距250 mm工作台直径φ800 mm翻转角度范围0~120°翻转速度0.75 r/min回转速度0.1~1 r/min回转调速方式变频无级调速额定载荷时最大重心距250 mm翻转电机功率0.75 KW三、本课题研究的重点及难点,前期已开展工作参考文献[1] 王斌武. 应用于采煤机滚筒制造的数控焊接变位机的设计与计算[J]. 煤械,2009,(7).[2] 王斌武. 数控焊接变位机在截割头制造中的设计与应用[J]. 煤炭技术,2009,(11)[3] 杨超,刘红旗,南光熙. 基于平行四边形机构的同步式变位焊接机分析[J]. 机电产品开发与创新,2008,(4).[4] 何立. 焊接与切割设备的使用和维修(七十八)——烘干箱、变位机、操作机的使用与维修[J]. 电焊机,2008,(8).[5] 何立. 焊接与切割设备的使用和维修(七十九)——烘干箱、变位机、操作机的使用与维修[J]. 电焊机,2008,(10).[6] 唐佳富. 新型焊接变位机的研制[J]. 机械工人.热加工,2007,(1).[7] 何文平,王宗才,李铁成. 球面环状密封带堆焊工艺分析及焊接双变位机的设计[J].煤矿机械,2007,(7).[8] 徐鹿眉,王铁钧. 变频器在轧辊焊接机焊件组合变位控制中的应用[J]. 电焊机,2007,(8).[9] 刘远宏,李利平,侯文辞. 一种自制焊接变位机的改进设计[J]. 机械,2007,(11).[10] 何广忠,高洪明,吴林. 基于焊接位置数学模型的变位机逆运动学算法[J]. 机械工程学报,2006,(6).[11] 李旻,张小旭. T90型推土机行车架焊接变位机的改造[J]. 工程机械与维修,2006,(10).[12] 石玗,樊丁,王政,陈剑虹. 数控焊接变位机示教再现控制系统[J]. 焊接学报,2005,(1).[13] 任宇飞,许文清,于亮,严哲明,贾艳. L形双回转升降式焊接变位机[J]. 工程机械,2005,(3).[14] 机械手册(新版3)[M].北京:机械工业出版社,2004.[15] 朱龙根.简明零件设计手册[M]北京:机械工业出版社,1997.[16] S.B. Chen, N. Lv Research evolution on intelligentized technologies for arc weldingprocess[M]. Original Research Article Journal of Manufacturing Processes, In Press, Corrected Proof, Available online 21 September 2013.[17] H.Yang,H.Shao. Distortion-oriented welding path optimization based on elastic netmethodand genetic algorithm[M]. Original Research Article Journal of Materials Processing Technology, V olume 209, Issue 9, 1 May 2009, Pages 4407-4412.[18] R.S.Florea,C.R.Hubbard,K.N.Solanki,D.J. Bammann, W.R. Whittington, E.B. MarinQuantifying residual stresses in resistance spot welding of 6061-T6 aluminum alloy sheets via neutron diffraction measurements[M]. Journal of Materials Processing Technology, Volume 212, Issue 11, November 2012, Pages 2358-2370.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
坏毕业设计(论文)任务书摘要焊接变位机运动系统的设计是焊接变位机方案设计的核心内容,而焊接变位机运动自由度的确定是其前提条件。
焊接变位机的关键是对变位机进行最佳位置焊接所需要的运动自由度的设计,如平动或转动的设计。
伸臂式焊接变位机是将工件回转,翻转,以便使工件上的焊缝置于水平和船形位置的机械装置。
伸臂式焊接变位机是应用最广泛的一种焊接变位机,载重量一般不超过1吨。
其主体部分是翻转机构、回转机构、底座。
此次论文论述了焊接变位机械的组成,工作原理,重点讲述了其中的回转机构的设计,回转机构通过带传动,二级蜗杆蜗轮减速器的传动,从而使工作台得到预期的回转速度。
回转机构中测速发电机的使用,将其工作台的瞬间速度反馈到电动机,从而调整电动机的转速,进而使工作台的回转速度稳定在某个范围内,保证了焊缝质量。
关键词:焊接变位机械;测速发电机;回转机构;减速器AbstractThe design of the moving system of the welding positioner is the core content of the scheme design ,but the system depends on the moving freedom`s certainty.The key part of the design of the welding positioner is the design of the moving freedom, according to the best welding position. The main parts of the welding positioner include overturning machinery, circumgyrating machinery,and the base.The arm-extending welding posioner is used most widely ,the load is less than one ton.The arm-extending welding positioner is the machine which makes the workpiece circumgyrate and overturn to make the welding line on the workpiece park the level direction and cymbate position. The welding positioner`s makeup and operating principle make up of the paper ,which disserates the design of the turning gear of the machine .The belt driving and two stage worm –worm wheel retarder make the turning gear realize the man`s anticipating speed.The use of the techogenerator which will feed back the instant speed to the generator and then the controller will adjust the speed makes sure of the high welding line quality.Key words: welding positioner; techogenerator; turning gear; retarder目录摘要 (I)Abstract (II)目录 (Ⅲ)前言 (1)第1章绪论 (2)1.1伸臂式焊接变位机械概述..................................................... 错误!未定义书签。
1.2课题研究的意义及现状 (5)1.3论文主要研究内容 (5)第2章回转机构中非标准件的设计计算及校核 (7)2.1回转主轴的设计计算和校核 (7)2.2减速器的设计计算 (9)2.3带传动的设计计算 (26)第3章回转机构中标准件的选择及校核 (29)3.1轴承的选择及校核 (29)3.2键的选择及校核 (34)3.3电动机.螺纹紧固件.密封圈的选择及校核 (36)第4章焊接变位机械其它机构的简单设计概述 (37)4.1伸臂梁的设计计算 (37)4.2倾斜机构中减速器的设计计算 (37)4.3底座和箱体的设计 (37)结论 (39)参考文献 (40)致谢 (41)附件1 (42)附件2 (53)前言随着现代工业的发展和焊接技术的不断进步,焊接作为一种金属连接的工艺方法。
在金属结构生产中已基本取代了铆接连接工艺。
许多传统的铸锻制品也有焊接制品或铸-焊,锻-焊制品所代替。
焊接结构广泛用于是由于化工工业重型与矿山机械,起重与运输设备,汽车与船舶制造,航空航天技术,建筑结构与国防工业等领域中。
许多产品,例如大型的超高压容器,除采用焊接工艺外,难以设想有更好的方法。
在先进的工业国中,焊接产品的用钢量已达到总用钢量的43%以上,为了制造如此庞大的焊接结构产品,需建立大量专门制造焊接结构的工厂,而其中焊接变位机则是满足其焊接工艺的重要基础。
本次论文主要介绍0.5t伸臂式旋转焊接变位机的总体设计及其装配,其中包括回转机构,倾斜机构,箱体,底座的设计及其计算,重点介绍其中的回转机构的设计,回转机构主要包括工作台,回转主轴,二级蜗轮蜗杆减速器,带传动部分,电动机等。
经过设计计算及其校核各个主轴,所选零件的强度和寿命达到要求的标准。
编者2009年6月第1章绪论1.1伸臂式焊接变位机械概述随着现代工业的发展和焊接技术的不断进步,焊接作为一种金属连接的工艺方法。
在金属结构生产中已基本取代了铆接连接工艺。
许多传统的铸锻制品也有焊接制品或铸-焊,锻-焊制品所代替。
焊接结构广泛用于是由于化工工业重型与矿山机械,起重与运输设备,汽车与船舶制造,航空航天技术,建筑结构与国防工业等领域中。
许多产品,例如大型的超高压容器,除采用焊接工艺外,难以设想有更好的方法。
在先进的工业国中,焊接产品的用钢量已达到总用钢量的43%以上,为了制造如此庞大的焊接结构产品,需建立大量专门制造焊接结构的工厂,而其中焊接变位机则是满足其焊接工艺的重要基础。
近几年来对焊接产品的质量要求也越来越高,传统的手工定位已不能够满足其精度要求,焊接变位机械便应运产生使用,近几年并随着控制理论的成熟发展,将其运用到其机械当中,发挥了越来越大的作用。
伸臂式焊接变位机械主要用于手工焊和筒形工件的自动焊,为了防止侧向倾覆以及不使整机机构尺寸过大,其载重量一般设计在1000千克,最大不超过3000千克。
1.1.1焊接变位机械的组成分类及使用特点焊接变位机械是焊接工艺设备的一部分,焊接工艺设备的分类见图2-1。
概括地说焊接变位机械由回转机构,倾斜机构及其底座三大部分组成:回转机构由工作台,回转主轴,二级蜗轮蜗杆减速器,带轮,电动机,箱体等组成;倾斜机构由伸臂梁,二级蜗轮蜗杆减速器,带轮,电动机,箱体等组成。
通常焊接变位机械可分为变位机、翻转机、滚轮架、升降机等四大类:一、变位机变位机是通过工作台的旋转和翻转运动,使工件所有焊缝处于最理想的位置进行焊接,使焊缝质量的提高有了可靠的保证,它是焊接各种轴类、盘类、筒体等回转体零件的理想设备,同时也可用来焊接机架、机座、机壳等非长形工件。
选用变位机时应注意以下几点:(1) 应根据工件的质量、固定在工作台上的工件重心至台面的重心高度、重心偏心距来选用适当吨位的变位机。
(2) 要在变位机上焊接圆形焊缝时,应根据工件直径与焊接速度计算出工作台的回转速度;如变位机仅用于工件的变位,工作台的回转速度及倾翻速度应根据工件的几何尺寸及重量选择,对大型、重型工件速度应慢些。
工作台的倾翻速度一般是不能调节的,如在倾翻时要进行焊接工作,应对变位机提出特殊要求。
(3) 工作台应有联接焊接地线的位置,且不受工作台回转的影响。
不允许将焊接地线接在变位机机架上,从而使焊接电流通过轴承的转动零件。
(4) 批量生产定型工件时,可选用具有程序控制性能的变位机。
(5) 变位机只能使工件回转、翻动,要使焊接过程自动化、机械化,还应考虑用相应的焊接操作机械。
二、翻转机它是将工件绕水平轴翻转,使之处于有利施焊位置的机械,适用于梁、柱、框架、椭圆容器等长形工件的装配焊接。
焊接翻转机种类繁多,常见的有头架式、头尾架式、框架式、转环式、链条式及油压千斤顶式。
(1) 头尾架式翻转机 这种翻转机由主动的头架及从动的尾架组成,它们之间的距离可根据所支撑的工件长度调节。
当工作较重时应考虑将头尾架固定在基础上,防止倾倒。
头尾架式翻转机的缺点是工件由两端支承,翻转时头架端要施加扭转力,因而不适用于刚性小,易挠曲的工件;另外,当设备安装不当,头尾架的两根枢轴不在同一轴线上时,工件会受到过大的扭转力矩使翻转困难,甚至造成工件扭坏或枢轴因发生超负荷而扭断。
对于短工件可以不考虑两端支撑,可仅将工件固定在头架上进行反转,而不用尾架。
(2) 框架式翻转机 用一根横梁连接在头尾架的枢轴上或工作台上,可构成框架式翻转机。
工作时工件固定在横梁上有横梁带动工件一起翻转。
为减小驱动力矩,应使横梁—工件合成的纵向重心线尽可能与枢轴的轴线相重合。
(3) 转环式翻转机 这类翻转机使用于长度和重量均较大,截面又多变化的工件翻转。
(4) 液压千斤顶式翻转机 液压千斤顶式翻转机结构简单,载重量大,通常用于将工件作 90~45 的翻转。
三、滚轮架图2-1 焊接生产工艺装备的分类它是借助焊件与主动滚轮间的摩擦力带动圆筒形焊件旋转的机械装置。
主要用于回转体工件的装配与焊接,其载重可从几十千克到千吨以上。
按其结构形式可分为三大类: 1、自调式滚轮架 2、长轴式焊接滚轮架。
3、组合式焊接滚轮架。
四、升降机它是用来将工人及装备升降到所需的高度的装置,主要用于高大焊件的手工焊和半自动焊及装配作业。
其主要结构形式有: 1、管结构肘臂式。
2、管筒肘臂式。
焊接生产工艺装备装配用工艺装备焊接用工艺装备装配—焊接组 合工艺装备 装配—焊接组 合辅助装备 检查用工艺装备定位器及定位装置推拉装置 压夹器及装配装置 装配台架焊件操作机械焊接机械焊工操作机械 焊接辅助装置焊接变位机焊接滚轮架 焊接翻转机横臂式焊接机单轨式焊接机悬架式焊接机 门架式焊接机 爬行式焊接机电渣焊焊接机焊接机器人 焊丝处理装置 焊剂回收装置 焊剂垫3、板结构肘臂式。