含镍材料在烟气脱硫装置中的应用No10072(英文)
镍基合金在烟气脱硫技术中的应用
万方数据
参考文献
[1]“Corrosion Resistance of Nicke卜Containing A1loys in
Flue Gas Desulphurization and Other Scrubbing
翻薹翊;烫i霾港潮岗喏窿馕雹峨瑗l才舞垌I;fji刺
鐾i
妻 囊
|
羹i市薹叼鞫雠诛眸难为雅醵啡囊鑫卡搬矍 荟委矍寄醉煞l l一荔~萋囊薹l薹塞!萼囊i i一蠹薹囊蠹霪鋈囊蓥世囊;i一鬟嚣囊禽l篓雾熏薹鍪霉j: i一塑蓉i薹鬟蓁霎l§塞;iliii i~薹篓萋蓁g鎏矍薹萋夔i: i一霪薹i主ll荸;i i墓薹ll;;一夔薹霎羹蓑霪i i~霎薹薹窆i蚕委ii;耋~墓主翼荔!荔篓囊霎霎羹l; ii一霪霪重鸯lli;目i!薹睦gl ll~霎錾茎ii重量;iiliI{ ;!’萋擎薹霎薹蓁囊!;i一耋囊i薹鬓雾i ii一萋耋享; il一耄翼雾i}i一羹蚕
1镍基合金的耐蚀性
镍基合金通常定义为主要含镍或镍是一种 主要元素的一种材料,由于镍基合金表面有一层 钝化膜,所以具有耐蚀性,这层钝化膜含有大量 的铬和氧,当这层膜遭到破坏时,只要氧存在,这 层膜也能提供耐蚀性。
增加铬和镍、钼和其它合金元素的含量可以 提高耐蚀性,铬是提供材料的耐腐蚀能力,镍能 帮助受损的保护膜重新恢复,钼能提高抗点蚀和 缝隙腐蚀能力,镍还能提高加工性能,特别是提 高焊接性能。
∞醋噤j坚蓁霁争F菊引梨鸯艮障剐二鲥黼戮砷 画e蓄i裂髫妻主篓鋈善薹卫薹。霁蒜薹!季囊=
i薹l豸潍狙条缈雏划 裂!舅鬻薹刨l熏i《拆蓍丽矧箪》酉眩鳓垂 蒂;瓢冀霎雾姐箨嘿奘鎏薅醒驰,袋罂想堵罢县 壅磊%喾叁荪型。型研瑶鐾士有助于最太成i!:,薹 镁终塑嚣翳疆掏趟弛碟揲弼垛,蒜蹬霉薹霎薹薹霎蒌薹; “~鼎嘲堕羹蓄圳蓼蓦l蚕翼÷ ;萋;石趣鱼百葶E荭 罐:正鬻嚼砸遇强堕羹薹葡裂戳}挺搿篝螽 羹憾雾到羹籼孺:衣翮醋劐蕾蠢;拦馨蚕毕南罕 囊霎垂莉一囊妻蠹蟊掌蠹薹≮m;匿瞍蚕萎童醐¨。羞尽器 鬟攫菇墨羹_(。=羁翥溜瑟宏蔼戛喁嗡曩i i叫塞≤二 ;重;蒿掣舄毁褂蹼掩 竺霆珊俄睁瞪甜谷垒冠二零星j螋鲤 l萋;;l萋|蓁墓l享=耋霹:《副矧秘静鲥眇斟F良型 臣露量矍荔茎. 霉,誉0芤鬻引到期雕驰匪;鞫硐野捌期辙 酎抑《驯瓤p郭导彳匪蓟幽。港胁邋霎磊魏建弹蝤 照摧呷骥眨,阁孽圳糕型%裂型j奠撼随缆蹋凇; 强薄精拦 万;方跸数蛲据猎露翱焉涌酸骝糕塑蠢,冒蓉臣
镍七氮化学成分

镍七氮化学成分
镍七氮化学成分,是由镍和氮两种元素组成的化合物。
它的化学式为Ni7N。
镍七氮是一种金属化合物,具有独特的物理和化学性质。
镍七氮具有很高的熔点和硬度,因此在一些高温和高压环境中具有广泛的应用。
它是一种重要的催化剂,在化学反应中起着重要的作用。
镍七氮催化剂能够加速反应速率,降低反应活化能,提高反应的选择性和产率。
镍七氮还具有良好的电导性和热导性,因此在电子器件和热管理领域也有广泛的应用。
它可以作为电极材料用于电池和超级电容器中,提供高效的电能储存和释放。
在热管理领域,镍七氮可以用作热传导材料,帮助散热和保持设备的稳定工作温度。
镍七氮还具有良好的耐腐蚀性和耐磨性。
它可以用于制造耐腐蚀和耐磨的零件和设备,例如化工设备和航空航天设备。
镍七氮能够在恶劣环境下保持良好的性能,延长设备的使用寿命。
镍七氮化学成分是一种重要的金属化合物,具有广泛的应用领域。
它在催化剂、电子器件、热管理和材料制备等方面发挥着重要作用。
通过研究和应用镍七氮化学成分,我们可以进一步提高工业生产效率,改善能源利用效率,推动科技创新和可持续发展。
AC催化剂脱除烟气中SO2和NO的研究的开题报告

V2O5/AC催化剂脱除烟气中SO2和NO的研究的开
题报告
一、选题背景
随着工业化进程的加速和人们环保意识的提高,烟气中的SO2和
NO逐渐成为环境污染的重要来源。
传统的脱硫、脱氮技术虽然取得了一定的成功,但仍然存在着效率低、设备大、成本高等缺点。
因此,研究
一种高效、经济的新型脱硫、脱氮技术,具有极其重要的意义。
V2O5/AC催化剂脱除烟气中SO2和NO是近年来备受关注的一种技术,主要原因在于其高效、环保、低成本等显著特点。
同时,V2O5/AC
催化剂还有着优异的耐寿命性能、失活后可再生等优点,因此被广泛应
用于烟气脱硫、脱氮领域。
二、研究内容
本论文拟研究V2O5/AC催化剂脱除烟气中SO2和NO的关键技术和应用性能,重点包括以下几个方面:
1. V2O5/AC催化剂的制备方法及其特点分析。
2. 烟气中SO2和NO的生成机理和特性研究。
3. V2O5/AC催化剂脱除烟气中SO2和NO的反应动力学和机理探究。
4. V2O5/AC催化剂在不同反应条件下的性能测试,包括温度、压力、空速、水汽、氧气等参数的影响。
5. V2O5/AC催化剂的失活原因及其再生方法探究。
6. V2O5/AC催化剂与其他脱硫、脱氮技术的比较分析。
三、研究意义
本论文的研究成果将为烟气脱硫、脱氮技术领域提供一种新型技术,具有极大的应用价值。
此外,本论文的研究可以进一步深化人们对
V2O5/AC催化剂脱除烟气中SO2和NO的理解,为相关的环保问题提供
科学的解决方案。
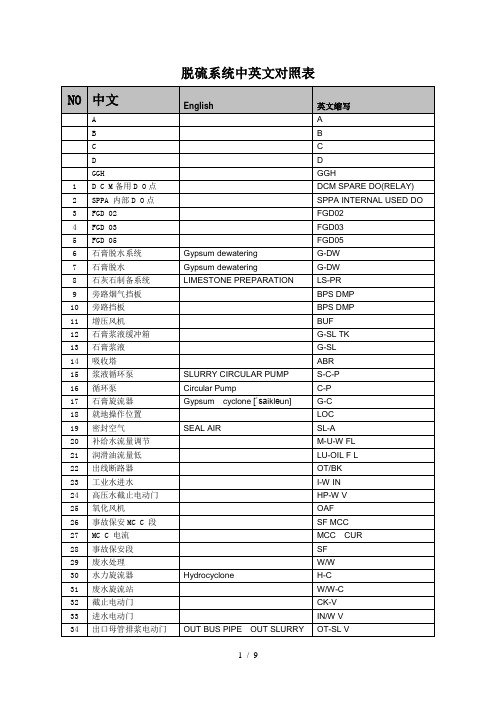
脱硫系统中英文对照表
48
石灰石制备
LS-PR
49
排水坑
DRN PIT
50
自引罐
self priming
SEF
51
自引灌
self priming
SEF
52
搅拌器电机
AGR
53
低泄露风机电机
L-LK FAN
54
取样系统
SAMPLING SYSTEM
SM-S
55
事故浆液箱
EM SL TK
56
事故浆液
EM SL
57
氧化空气
180
传感器
transmitter
TSMR
181
油站
OIL ST
182
备用泵
STANDBY PUMP
S-PU
183
电加热器
HTR
184
加热器
HTR
185
超温报警
T-ALM
186
吹灰器
SO-BLWR
187
推进状态
ENGED
188
退出状态
EXTACED
189
推进指令
ENGE
190
退出指令
EXTAC
191
S-C-P
16
循环泵
Circular Pump
C-P
17
石膏旋流器
Gypsum cyclone[ˈsaikləun]
G-C
18
就地操作位置
LOC
19
密封空气
SEAL AIR
SL-A
20
补给水流量调节
M-U-W FL
21
润滑油流量低
LU-OIL F L
镍七氮化学成分

镍七氮化学成分
镍七氮化学成分是一种具有重要应用价值的化合物。
它由镍和氮两种元素组成,化学式为Ni7N。
镍七氮化学成分在材料科学领域有着广泛的应用。
首先,它具有优异的机械性能,可以用于制备高强度的材料。
其次,镍七氮化学成分还具有良好的耐腐蚀性能,可以应用于抗腐蚀材料的制备。
此外,镍七氮化学成分还具有良好的导电性能和热稳定性,因此可以用于电子器件的制造。
在工业领域,镍七氮化学成分也有着重要的应用。
例如,在汽车制造中,镍七氮化学成分可以用于制作发动机零件,提高发动机的耐磨性和耐高温性。
此外,镍七氮化学成分还可以用于制备催化剂,促进化学反应的进行。
除了在材料科学和工业领域的应用外,镍七氮化学成分还在能源领域具有潜在的应用价值。
例如,它可以用于制备高效的电池材料,提高电池的储能密度和充放电性能。
此外,镍七氮化学成分还可以用于制备光催化剂,提高光能转化效率,从而促进可再生能源的开发和利用。
镍七氮化学成分是一种具有重要应用价值的化合物。
它在材料科学、工业和能源领域都有着广泛的应用前景。
通过充分发挥其优异的性能,可以促进科技的进步和社会的发展。
我们有理由相信,在不久
的将来,镍七氮化学成分将会在更多领域展现其价值,为人类创造更美好的未来。
湿法烟气脱硫设备不锈钢及高合金材料的应用

湿法烟气脱硫设备不锈钢及高合金材料的应用
随着人们对环境污染问题日益重视,湿法烟气脱硫技术在大气污染治理方面得到了广泛的应用。
湿法烟气脱硫设备主要是用于脱除燃烧过程中产生的二氧化硫,从而达到减少大气污染的目的。
在湿法烟气脱硫设备中,不锈钢及高合金材料是应用最为广泛的材料之一。
不锈钢具有耐腐蚀、耐高温等特性,适合于用于湿法烟气脱硫设备中的各种部件,如管道、阀门、泵体、反应器等。
其中316L不锈钢是其最具代表性的材料之一,其抗腐蚀性能和耐高温性能特别出色。
在湿法烟气脱硫设备中,316L不锈钢常用于喷雾器和进气口等部件上。
高合金材料在湿法烟气脱硫设备中的应用主要是用于制造喷嘴,其特性是抗腐蚀、抗磨损、耐高温等。
高合金材料包括钨合金、钼合金、硬质合金等,这些材料通常用于制造喷嘴的喷洒孔和切口等部分,以保证喷雾效果和稳定性。
此外,湿法烟气脱硫设备内的材料在使用过程中要经受化学腐蚀、热腐蚀以及机械磨损等的多重侵蚀作用。
因此,在材料选择过程中,需要考虑到其抗腐蚀性能、抗磨损性能以及耐高温性能等因素。
同时,材料的机械强度和耐久性也是重要的考虑因素之一,这能够确保设备的使用寿命和操作效率。
总的来说,不锈钢及高合金材料在湿法烟气脱硫设备中的应用极其广泛且重要,这些特性优异的材料的使用,保证了设备的长期稳定性和高效性能,同时减轻了环境污染的负面影响。
湿法烟气脱硫设备不锈钢及高合金材料的应用

湿法烟气脱硫设备不锈钢及高合金材料的应用
湿法烟气脱硫设备是烟气脱硫技术中的一种常见处理设备。
它利用化学反应的方法将烟气中的二氧化硫(SO2)去除,降低烟气中的污染物排放,实现环境保护。
湿法烟气脱硫设备中广泛应用了不锈钢及高合金材料,具有良好的耐腐蚀性和耐久性,保证了设备的长期稳定运行。
在湿法烟气脱硫设备中,不锈钢材料主要应用于反应器、吸收塔和氧化风机等关键部件。
不锈钢具有优良的耐酸性能,能够抵御脱硫液中的酸性腐蚀,保持设备的完整性和稳定性。
常用的不锈钢材料有304、316和321等。
这些不锈钢材料具有优异的耐蚀性,耐高温性和机械强度,适用于各种脱硫工艺条件。
除了不锈钢材料外,高合金材料也被广泛应用于湿法烟气脱硫设备。
高合金材料具有更高的耐腐蚀性和耐高温性能,可以在严酷的工作环境下保持良好的性能。
常见的高合金材料包括哈氏合金、镍基合金和钛合金等。
这些材料具有出色的耐腐蚀性、耐高温性和机械强度,适用于高温、高腐蚀性环境中的湿法烟气脱硫设备。
不锈钢及高合金材料的应用使湿法烟气脱硫设备具有了良好的耐腐蚀性和耐久性,满足了设备在恶劣工作环境下的长期运行要求。
这些材料的应用还可以降低设备的维护成本和停机时间,提高设备的可靠性和稳定性。
不锈钢及高合金材料的应用还能够提高烟气脱硫效率,减少对环境的污染,实现清洁能源的生产和利用。
含镍材料在烟气脱硫装置上的应用

含镍材料在烟气脱硫装置上的应用1.前言烟气脱硫(FGD)就是去除化石燃料燃烧过程中所产生气体产物中的硫氧化物。
传统的燃烧技术使燃料中绝大部分硫被氧化并排放到烟气中,促使“酸雨” 的形成。
“酸雨”泛指大气中各种酸的沉降,它会对环境和人类的健康造成损害。
酸雨已成为世界各国政府关注的一个主要问题。
节能和用低硫燃料来替代高硫燃料在降低总体污染方面发挥了作用,但仍然有必要采用脱除硫氧化物的技术。
目前主要采用碱性浆液如石灰/石灰石浆进行湿法洗涤去除燃烧后的硫氧化物,产出的石膏有的回收,有的不回收。
含镍材料在烟气脱硫装置中的性能表现颇具成本效益,关于这方面情况,镍发展协会(NiDl)具有丰富的经验。
这些信息可供世界上烟气脱硫设备的制造厂家、用户、材料供应厂家以及提供工艺技术的厂家参考。
2. 排放标准20世纪七十年代,最早在全国范围引入排放标准的是日本,之后是美国。
八十年代,随着人们环保意识的增强,标准规范的应用范围不断扩大并日趋严格。
这种趋势在九十年代一直在继续,因为人们越来越清楚地认识到大气污染的危害,而且对控制排放技术和经济方面的可行性有了更多的认识。
些标准一般适用于50MW以上的大型燃烧设备,包括大多数发电厂燃烧化石燃料的锅炉和其它主要的工业污染源。
有些国家如美国还对较小的工厂的排放进行控制,日益严格的法规证明是有效的。
由于各国的当地条件和需要各异,各国法规规定的标准也不同。
考虑到工厂规模、燃料的种类及达到现行排放标准的时间限制不同,也使法规有所不同。
一般而言,要求所有新建设备符合最严格的排放标准。
2.1 欧洲目前,在联合国欧洲经济委员会的支持下,正在为更严格的法规“控制长距离跨界空气污染公约”寻求国际社会的支持。
欧共体所采取的重大措施是颁布实施了“大型燃烧设备法令(LCPD)”,该法令对50MW以上的设备的固体、液体和气体燃料的污染排放规定了限制指标。
2.2 北美1990年末,美国通过了“清洁空气法案修正案(CAAA)”,要求在全国范围内降低SO2和氮氧化物的排放,使之低于1980年的排放水平。
脱硫材料介绍及应用(精品范文).doc

【最新整理,下载后即可编辑】脱硫中的应用的材料1、哈氏合金C-276一、耐蚀性能哈氏C-276合金[1][2]是一种含钨的镍-铬-钼合金,极低的硅碳含量,被认为是万能的抗腐蚀合金。
主要耐湿氯、各种氧化性氯化物、氯化盐溶液、硫酸与氧化性盐,在低温与中温盐酸中均有很好的耐蚀性能。
该合金具有以下特性:①在氧化和还原两氛围状态中,对大多数腐蚀介质具有优异的耐腐蚀性能。
②有出色的耐点蚀、缝隙腐蚀和应力腐蚀性能。
较高的Mo、Cr含量使合金能够耐氯离子腐蚀,W元素进一步提高了耐蚀性。
同时,哈氏C-276合金是仅有的几种耐潮湿氯气、次氯酸盐及二氧化氯溶液腐蚀的材料之一,对高浓度的氯化盐溶液如氯化铁和氯化铜有显著的耐蚀性。
适用于各种浓度的硫酸溶液,是少数几种能应用于热浓硫酸溶液的材料之一。
二、物理性能哈氏C-276合金的物理性能如下所示:材料成分:57Ni-16Cr-16Mo-5Fe-4W-2.5Co*-1Mn*-0.35V*-0.08Si*-0.01C* (*为最大a余量)执行标准:UNS N10276,ASTM B575,ASME SB575,DIN/EN 2.4819密度:8.90g/cm3三、机械性能抗拉强度:σb≥730Mpa,延伸率:δ≥40%,硬度:HRB ≤100。
哈氏C-276合金热成形是在1150℃时立即退火,并以水急冷。
对哈氏C-276合金进行冷变形加工会使其强度增加。
哈氏C-276合金和普通奥氏体不锈钢有相似的成形性能。
但由于其比普通奥氏体不锈钢的强度要大,所以,在冷成形加工过程中会有更大应力。
此外,这种材料的加工硬化速度比普通不锈钢快得多,因此在有广泛冷成形加工过程中,要采取中途退火处理。
四、焊接及热处理C-276合金的焊接性能和普通奥氏体不锈钢相似,在使用一种焊接方法对C-276焊接之前,必须要采取措施以使焊缝及热影响区的抗腐蚀性能下降最小,如钨极气体保护焊(GT AW)、金属极气体保护焊(GMAW)、埋弧焊或其他一些可以使焊缝及热影响区抗腐蚀性能下降最小的焊接方法。
湿法烟气脱硫设备不锈钢及高合金材料的应用

湿法烟气脱硫设备不锈钢及高合金材料的应用
湿法烟气脱硫设备是燃煤、燃气等火力发电厂的必备设备,是保护环境、减少空气污染的重要措施之一。
其主要原理是通过将烟气与一定量的氧化钙乳液或氢氧化钠溶液接触反应,使烟气中的二氧化硫被还原为硫酸,从而达到脱硫的目的。
湿法烟气脱硫设备的主要构成部分包括吸收塔、循环泵、除雾器、烟道等。
吸收塔是其中的核心部件,通常采用不锈钢及高合金材料进行制造。
这些材料具有耐腐蚀性、耐高温性、机械性能好等优点,能够有效地抵抗吸收剂的侵蚀,延长设备使用寿命。
不锈钢是一种通用的材料,广泛应用于各种工业领域。
在湿法烟气脱硫设备中,主要使用316L不锈钢、904L不锈钢等。
这些材料具有优异的耐腐蚀性能和机械性能,可以在较恶劣的环境下长期稳定运行。
除了不锈钢外,高合金材料也常用于湿法烟气脱硫设备的制造。
高合金材料是指含有高比例的合金元素的材料,如钛合金、镍基合金、钼合金等。
这些材料通常具有更高的耐腐蚀性能和高温性能,可以满足一些对材料性能要求更高的场合。
No10072含镍材料在烟气脱硫装置上的应用-NickelInstitute

Nickel containing materials in flue gas desulfurization equipmentBy: W.H.D. Plant and W.L. MathayFlue gas desulfurization (FGD) is the removal of the sulfur oxides from gaseous products produced by the combustion of fossil fuels. Conventional combustion technology results in most of the sulfur in the fuel being oxidized and released into the flue gas - which contributes to the formation of "Acid Rain", a term loosely applied to the precipitation of acids from the atmosphere which can damage the environment and health. Acid Rain has become a major issue commanding the attention of governments world-wide.Energy conservation and the burning of low sulfur fuels in place of high-sulfur fuels have played a part in achieving reduction in total pollution, but sulfur oxide capture technology is still necessary. In this regard, current emphasis is upon removal of the sulfur oxides after combustion by wet scrubbing with alkaline slurries such as lime/limestone, with or without the recovery of gypsum.The Nickel Development Institute (NiDI) has gained extensive experience concerning the cost-effective performance of nickel-containing materials in FGD environments. This information is available to fabricators and users of FGD equipment, materials suppliers, as well as to those providing process technology world-wide.Nickel containing materials influe gas desulfurization equipmentEmission standardsThe earliest introduction of emission standards was made on anational basis in the 1970's in Japan and then in the UnitedStates. As awareness of environmental problems increasedduring the 1980's, regulations became more widely applicableand stringent. This trend is continuing through the 1990's asgreater understanding is gained concerning the detrimentaleffects of atmospheric pollution and the knowledge of what istechnically and economically feasible for control of emissions.These standards generally apply to large combustion plants(greater than 50 MWth) which include the majority of thefossil-fuel-fired boilers at electricity generating stations andother major industrial sources of pollution.Some countries such as the United States address smallerplant emissions, with progressive tightening of legislationproving effective.The level of regulation has varied from country to countrydepending upon local conditions and perceived needs.Variation in legislation has also occurred as a result ofconsideration of plant size, type of fuel burned and specifiedtime limits for compliance with existing emission standards. Ingeneral, all new plants are required to meet the strictestemission limits.EuropeCurrently, international agreement is being sought fortighter legislation under the aegis of the United StatesEconomic Commission for Europe (UNECE) Convention onLong Range Transboundary Air Pollution.A significant measure adopted by the EuropeanCommunity was the Large Combustion Plant Directive(LCPD) which defined emission limits for solid, liquid, andgaseous fuels for units exceeding 50MWth. Overall, the 26million metric tons of SO2emitted by 14 countries were to bereduced to 15.4 million tons (14 million tonnes) by 1990 and to9.6 million tons (8.7 million tonnes) by the year 2000, a 62%reduction.North AmericaIn late 1990 the United States passed the Clean Air ActAmendment (CAAA) requiring a nationwide reduction in SO2 and NO, emissions compared to the 1980 levels. The CAAAcalled for a two-phase program to cut SO2emission levels by10 million tons (9.1 million tonnes) by the year 2000. After thatthere will be nationwide SO2emissions limit of 8.9 million tons(8.1 million tonnes) per year. By January 1, 1995, half of thetotal SO2emission reductions were to have been achieved(Phase 1).By January 1, 2000, all fossil-fuel fired units over25 MWth in size will be limited to emissions levels of 1.2pounds of SO, per million BTU (0.5 kg per 10' joules) of heatinput and will be required to have an allowance for each ton of SO, they emit (Phase 2). The NO, emissions reduction was originally mandated at 2000 tons per year, but the reduction is currently being renegotiated. It is estimated that US utilities will spend over 12 billion USD per year over the period 1990 to 2010 to achieve the 10 million tons (9.1 million tonnes) per year reduction in SO2emissions.JapanBecause of small land areas and the density of population, Japan was among the first to give considerable attention to air pollution control. In 1968, the Japanese government established the 'Air Pollution Prevention Law'. New improved technologies were developed and some of these have been licensed to North American and European companies. By the mid-1980's there were over 1500 air pollution control installations permeating all industries. Emission units are established for each specific plant in accordance with standard formulae and currently there are in excess of 15,000 MWth of electrical capacity in Japan that are equipped with scrubbers.Asia and the Pacific RimThis area is experiencing rapid growth and development with increasing demand for electricity. Large quantities of fossil fuels are consumed to satisfy these requirements. Coal is increasingly utilized in India, China (including Taiwan), Indonesia, Thailand and Korea. Air quality legislation has been introduced with national emissions standards which are anticipated to match existing international levels.The wet scrubbing processWhile FGD is essentially a simple process operating under relatively mild conditions in comparison with other chemical processes in industry, numerous material problems have been encountered.Details and conditions under which materials function and the specific sections of FGD plants which represent problems are described in Figure 1.Plastic and rubber linings on carbon steel are frequently specified, influenced by earlier American and Japanese experience. Failure of such linings can lead to shutdown of power stations (for example, fires in FGD units at: Rheinisch-Westfailischer Elektrizitatswerks's Neurath Plant, Grevenbroich, Germany - January 1987; Kansai Electric Power Company's Kainan Plant, Wakayama, Japan -May 1990; VEBA Kraftwerke Ruhr's Scholven Plant, Gelsenkirchen, Germany - August 1993, and in North America, Tampa Electric Big Bend Station - 1994).The development of "wallpaper" sheet lining of carbon steel with thin (1.6 mm) (0.063 in.) nickel-containing materials, including stainless steels, is significant in this respect. Early on, it appeared that non-metallic coated carbonNickel containing materials influe gas desulfurization equipment2steel would be the least expensive approach to the use of materials in FGD systems. However, this proved to be incorrect because the coatings are susceptible to mechanical damage and require a precise set of application conditions which if not met will result in poor adhesion. In terms of life-cycle costs and loss of revenues all-alloy construction usually offers an advantage over coated-steel systems.There also have been failures of metallic systems resulting from improper alloy selection, poor quality welding and fabrication and insufficient knowledge or control of the service conditions. Alloy selection can now be made with confidence on the basis of experience in conjunction with a background of extensive on-site and laboratory corrosion testing.The acid/chloride environment within an FGD scrubber can be extremely aggressive. The effects of sulfuric acid attack over a wide pH range in the presence of chlorides and fluorides derived from the fuel and accumulated in the scrubbing medium must be considered. This environment tends to initiate crevice corrosion when scaling and sludges are present.Considerable progress has been made in the development and operation of various FGD systems. Better understanding of the process chemistry involved and of the limitations of materials of construction and of equipment design has provided improved operational performance.Figure 1Operating zone generic FGD systemASTM D-33.09. (Modified)The nickel alloys and stainless steels are, with appropriate selection and application, demonstrably able to provide cost-effective solutions to most materials problems encoun-tered during the operation of FGD equipment. Thus, low maintenance costs along with high levels of equipment availability are insured over the plant service life expected with conventional electrical power production practices.Extensive experience has been gained with wet lime-lime-stone scrubbing of flue gases, using nickel-containing materials to overcome corrosion problems. Over 40 percent of all the wet limestone/gypsum absorber towers constructed world-wide, use nickel-containing alloys. Further, it is anticipated that some 70% of all absorber towers will utilize stainless steels and nickel alloys by the year 2005.Factors Influencing CorrosionSulfur ContentSulfur oxides produced from coal-combustion react with water to form corrosive acids with water. Ideally the FGD system must be able to operate with a fuel sulfur content of up to 4% with a minimum 95% removal of sulfur oxides.TemperatureWhile the normal operating temperature range within the FGD scrubber is not high, it can have a pronounced effect on the corrosivity of the environment. Incoming flue gas is usually at approximately 160°C (320°F) and is cooled to 50 - 65°C (122 - 149°F) while passing through the scrubber system. The scrubber outlet temperature is critically close to the condensation temperature for sulfurous or sulfuric acid. Acid condensation can occur in the outlet ducts, dampers and stacks, requiring the use of acid resisting materials. It is important to appreciate that full bypass conditions with untreated flue gas may occur and must be accommodated.From the adiabatic saturation curve (Figure 2), the approximate concentrations of sulfuric acid anticipated in condensate will range from 26 - 55% with normal operation, increasing to over 80% with full bypass. Full reheating toFigure 23Nickel containing materials influe gas desulfurization equipmentabove 170°C (338°F) will avoid condensation at the expense of system efficiency.Material selection can be assisted by reference to the curves in Figure 2.pH ControlProcess conditions are monitored closely to minimize scaling, in the scrubber system. Crystallization of calcium sulfite can be controlled by keeping the pH of the slurry within a suitable range. If the pH is too low, scrubber efficiency is reduced. Scrubbing slurries must generally be maintained in a slightly acid condition (4.5 - 5.5 pH) using limestone. In addition, sulfur or thiosulfate additions are increasingly used to minimize scaling. The cooling of the flue gas to optimum reaction temperatures requires water treated with neutralizing agents to avoid low pH values (1.5 or less). Optimum temperatures differ as determined by the fuel used; for example, they are higher with brown coals (Lignite) such as are used in Europe. These are operating constraints which must be considered in the selection of materials of construction.Chloride ContentA further factor concerning corrosivity of the scrubber environment is the presence of chlorides from the scrubber water and also from the absorption of hydrogen chloride generated by the combustion of chloride containing coals. Chlorides can concentrate because of evaporation and recirculation of water, in single loop circulation systems to levels reportedly exceeding 100,000 ppm resulting in highly corrosive acid chloride solutions. This is important with the imposition of strict controls on chloride discharge in waste waters. Methods such as multi-stage flash distillation or blow-down may be necessary for chloride removal from process water discharged from the FGD plant.In a two-loop system the high chloride environment can be restricted to the quench area of a scrubber. The remaining scrubber areas with chloride contents in the few thousand ppm range will encounter less corrosive conditions and may not require the most resistant nickel alloys.Fluoride ContentUp to 3,000 ppm of fluorides may be found in coals. Fluorides tend to concentrate on metal surfaces under scale deposits aggravating acid-chloride crevice corrosion of the stainless steels. A nickel-base alloy, with higher chromium and molybdenum contents, may be required to resist these corrosive effects from chloride and fluoride levels which may reach 100,000 ppm or more.than approximately 12% chromium.The composition of the oxide film obviously varies with the composition of the material. However even if the film breaks down, it can still provide resistance to corrosion in many environments.For almost every application there is a grade of material which will offer satisfactory and cost-effective service. Corrosion in FGD equipmentStress-Corrosion CrackingStress-corrosion cracking of the austenitic stainless steels is not a problem at the normal operating temperatures of scrubbers, 50 - 65 °C (122 - 149 °F), but may become a problem at temperatures of 150 - 175 °C (302 - 347 °F) and higher.It is important to recognize that even when pH and chlorides of the bulk solution are very well controlled, there is always the possibility of concentration of chlorides under deposits or on heat-transfer surfaces that can lead to the conditions required for stress-corrosion cracking.Pitting Effect of Chloride Concentration and pH There has been extensive research into the influence of chloride-ion concentration, pH and temperature on the performance of nickel-containing materials in process industry applications and with the handling of sea-waters. Much of this is relevant to the conditions experienced in FGD equipment. There is a definite correlation between localized corrosive attack and the pH and chloride levels. Deposited solids can lead to localized attack by concentrating chlorides and by providing oxygen-deprived crevice conditions. Materials selection must take into account the likelihood of such deposits in operation.Tests under controlled conditions have helped to define the pH/chloride limits for various nickel alloy materials of construction. This information can be used to indicate conditions where the stainless steels and the more corrosion resistant nickel alloys are required.The selection of appropriate alloys to satisfy conditions encountered in FGD equipment, can be facilitated by the use of the Pitting Resistance Equivalent Number, (PREN) which can be used to compare materials, based upon the formula:Stainless steels and nickel alloys owe their corrosion resistance to a thin, passive surface-oxide film, rich in chromium, which spontaneously forms when exposed to air. This film-forming property is common to all alloys containing moreNickel containing materials influe gas desulfurization equipment 4PREN = %Cr + 3.3x%Mo + 16x%NWhen tungsten is present, the following formula may be used:PREN w = %Cr + 3.3x%Mo + 1.65x%W + 16x%N The higher the number, the more resistant the alloy is to pitting attack. The PREN represents an extension of the pittingCorrosion resistance of nickel materialsindex used successfully with stainless steels in seawater.The performance of Type 316L, Type 317L and Type 317LM stainless steels is plotted in Figure 3. It provides a conservative guide to alloy selection for FGD scrubbing systems in the range 3.5 - 7.0 pH and up to about 5,000 ppm chlorides and demonstrates the use of the PREN.Effect of TemperatureIn general, an increase in temperature increases the rate of corrosion attack or degree of susceptibility of the alloy to initiation of corrosion. To accommodate higher temperature operation in FGD equipment or to take into account the possibility of temperature excursions in service, higher grades of nickel-containing materials capable of resisting the more severe conditions are available.The Influence of MolybdenumIt is known that molybdenum enhances the resistance of austenitic stainless steels and nickel alloys to general corrosion, and especially to pitting in chloride-containing solutions and sulfur dioxide vapors. For example the recognition of the value of increased amounts of molybdenum has led to the development of Type 317LM stainless steel with molybdenum contents of 4.0 to 4.5%Mo exceeding the normal specification range for 317 stainless steel for certain corrosive applications. Too, the 6 %Mo super austenitic stainless steels with even higher molybdenum contents have been developed to provide greater resistance to acidic chloride environments.Figure 3Limits of use of stainless steels FGD scrubbers(Modified Schillmoller diagram).Nickel materials - application inFGD equipmentMuch of the early FGD equipment was designed around the use of carbon steel components with non-metallic coatings and rubber linings because of a lack of understanding of the conditions to be encountered. Too, there was a lack of reliable data concerning the performance of stainless steels and nickel alloys. Despite considerable progress with improved coating technology, problems remain which may be resolved by the selection of an appropriate grade of nickel containing alloy.Corrosion resistance is improved by increasing chromium, nickel, molybdenum and nitrogen contents. Chromium provides passive protective surface films and molybdenum and nitrogen improve the resistance to pitting and crevice corrosion. Nickel assists in renewing damaged protective films and also improves fabrication and weldability.The problem facing designers is to specify the material that contains the appropriate combination of these alloying elements which will provide resistance to corrosion in FGD scrubber environments at least cost.Use of the Stainless SteelsStandard stainless steels are specified where applicable, but increasingly, stainless steels containing higher molybdenum, chromium and nickel contents are being selected because more severe conditions are being encountered. Low carbon or titanium or niobium stabilized grades of stainless steel provide resistance to intergranular corrosion. The problem of chloride stress-corrosion cracking (CSCC) can be resolved, for example, by specifying alloys containing in excess of 42% nickel or having an austenitic-ferritic microstructure such as the 22% and 25 %Cr duplex alloys.The Use of Nickel-Chromium-Molybdenum Alloys It has been determined that the modified grades of stainless steels such as Type 317LM or the nitrogen-containing Type 317LMN will have inadequate corrosion resistance in scrubber environments with a combination of high chloride levels and low pH. Utilizing the Pitting Resistance Equivalent Number (PREN) for guidance and the results of practical experience backed by extensive laboratory testing, a performance ranking of the nickel stainless steels and the higher nickel-chromium-molybdenum alloys has been developed. Its purpose is to assist in the selection of the most effective material to resist specific corrosive conditions involving decreasing pH values and increasing chloride levels.The guidelines established consider conditions of varying corrosion severity at normal operating temperatures (50 –65 °C). It is important to appreciate that the effects of temperature deviations, the presence of fluorides, heavy scaling, and undesirable features in design and fabrication5Nickel containing materials influe gas desulfurization equipmentcan influence alloy behavior and cannot be interpreted in this simplified way.It is also well to keep in mind that the environment in each scrubber is unique no matter how similar the design is to that of another. The fuel combusted, the water utilized, the operation of the unit and slight differences in unit design can affect the performance of materials.Figure 4 suggests alloy selection guidelines for chloride concentrations up to 200,000 ppm and pH values from 1 - 6.5. To facilitate consideration of the detail provided, the bases "mild" to "very severe" conditions of pH and chloride concentrations are indicated.Similar data considering the influence of fluorides together with chlorides have been published.1The nominal compositions of the nickel materials referred to in Figure 4 are given in Table I.Figure 4Guideline stainless steel and nickel alloy selection for FGD equipment.There are several factors in the design and operation of alloy FGD scrubbers that will help minimize or prevent problems with corrosion to give long, trouble-free service life:•Monitor chloride levels and pH ranges•Prevent chloride concentration•Avoid crevices in design and construction•Keep surface free of slurry accumulation or scale •Specify appropriate alloys according to operating conditions within the scrubber.Monitoring chlorides in itself will not prevent corrosion but will give a good indication of potential trouble. Whenever there is recirculation, there is a potential for concentrating chlorides to aggressive levels. Control of pH is essential for scrubbing efficiency and to prevent scaling. A significant reduction in pH can lead to accelerated corrosion.Preventing chloride concentration is primarily a matter of process design. If chlorides concentrate, it is best to confine that concentration to a small area of the system if possible and to specify materials in that area that will resist attack at the highest chloride levels anticipated.Avoiding crevices in the design and construction of any chemical process equipment is always good practice, par-ticularly where condensate can collect and concentrate to a much higher acid level than expected.Preventing condensation is important because scrubber flue gas condensates may be aggressive. If reheaters are used, it is important that heat should be maintained within the tube bundle during shutdowns to prevent condensation. It should be noted that most current FGD designs do not include reheaters.Keeping equipment free of deposits is recommended. Accumulation of deposits and scale increases the risk of pitting and crevice corrosion. Thus, cleaning during shutdowns should also be done.Nickel containing materials influe gas desulfurization equipment 6Minimizing problemsFabricationNickel materials are often disregarded during consideration of material specification for equipment because of the high cost of alloys compared to other materials in terms of cost per unit weight. However, effective reduction of the cost of equipment has been achieved by utilizing one or more of the following:-light weight structural design-structural grade steels pre-clad with nickel materials -"Wallpaper" (sheet) lining of structural steel equipment with nickel-containing materialsAs an indication of cost reductions achievable, a comparison of relative costs for non-metallic and metallic systems is illustrated in Table II for FGD absorbers."Wallpapering" (Sheet Lining)Considerable emphasis is being placed upon the "wallpapering" technique,' using 0.063 in. (1.6 mm) sheets of alloy. Appropriate sheet widths and lengths are chosen to permit convenience in handling and the least amount of welding.Figure 6 illustrates the overlap technique employed to ensure attachment to the substrate and total sealing of the alloy sheets. Plug or arc-spot welds at suitable intervals (usually 2-foot centers) satisfactorily minimizes vibration.Lining techniqueThe wallpapering (sheet lining) technique is well established,having been employed in the chemical and process industries for over 30 years. Too, experience has been developed with FGD equipment in the United States and Europe for more than 14 years.Concern has been expressed regarding the spot or plug welding weld quality with the possibility of weld dilution from the structural steel. The latter problem has been eliminated in the case of plug welds with the use of alloy caps welded over the plug welds. With the arc spot welds, the continuous capping of the weld deposits with filler metal as the process is completed eliminates weld dilution. Thermal stressing associated with differential thermal expansion between structural steels and nickel materials has also been questioned.Tests and practical experience have shown that the latter do not present problems at the temperatures encountered. Weld parameters can be closely defined and well monitored with electronic equipment utilized in conjunction with pulsed arc GMA (MIG) welding machines.Wallpapering or sheet lining of FGD equipment using microprocessor controlled, pulsed arc GMA welding equip-ment is a relatively simple operation that permits cost-effective use of the lining materials. However, wallpapering using the GMAW short circuiting technique must be avoided because of the poor quality welds that are produced.Life cycle costingLife-Cycle cost comparisons have been developed for a range of materials utilized in scrubbers. Specific detail is incorporated in the Report published by NiDI entitled:"Life-Cycle Cost Benefits of Constructing an FGD System with Selected Stainless Steels and Nickel-Base Alloys".The comparison covers a combined FGD scrubber system comprised of a solid Alloy C-276 venturi and Alloy C-296 clad absorber and Alloy C-276 clad ductwork.The results show that even with the most costly of the nickel alloys considered the life-cycle costs are lower than that of a similar system using Neoprene rubber-lined carbon steel.(Figure 7)Figure 6 Lining technique.7Nickel containing materials in flue gas desulfurization equipmentAlloy C-276 may not be an essential requirement and different alloys may be used in different areas of the same equipment -further reducing actual costs in line with the data shown. Too, the use of sheet linings, wallpapering may reduce the costs even further. Thus, it can be determined that nickel-containing materials offer cost-effective solutions to corrosion problems in FGD equipment with low maintenance costs and high equipment availability over the life of the facility.Figure 7 Life-cycle cost comparison, combined system. References ConclusionAdvantages of Nickel-Containing MaterialsIt should be recognized that the corrosion resistance of nickel-containing materials is an inherent quality. Generally, the nickel-chromium alloys with molybdenum and other alloying elements provide a stable passive film that protects the alloy against corrosion by the severe environments frequently encountered in FGD systems.The elevated temperature strength of the nickel-containing materials specified for FGD scrubbers ensures structural integrity should the temperature exceed design expectations. This eliminates the need for any backup cooling water systems that could be required with non-metallic systems.The erosion resistance of nickel-containing materials is adequate for moderately abrasive slurries, especially in corrosive environments.4 In a wet system, erosion and corrosion usually occur together, not as two separate phenomena.The good mechanical properties of nickel-containing materials can be used to advantage in scrubber construction. Design of vessels can incorporate the use of thin-gauge materials with exterior reinforcement.The fabrication characteristics of nickel-containing materials are excellent. These materials can be cut, formed and joined by methods similar to those used for carbon steel fabrication, although care must be exercised to preserve the inherent corrosion resistance. Too, shop fabrication can reduce costs below those of site fabrication, contributing further to the economy of the installation.7."New Cost-Effective Metallic Materials for FGDApplications" J. Charles Stainless Steel Europe, Ov.1993, Vol 5 (9)2."WFGD System Materials Cost Update" by M.G.Milobowski, Babcock & Wilcox Company, Corrosion/98, San Diego, CA 3. D.C. Agarwal - "Cost-Effectiveness and MaintenanceFree Reliability in Performance - The Two Seemingly Contradictory Features of an FGD System."CORROSION '85, Boston, MA, USA4.Erosion-Corrosion Behaviour of Various Alloys in FGDScrubber Environments, Nov. '86 - B. S. Phull, L.C.C.T, North Carolina, USANickel containing materials influe gas desulfurization equipment 8。
2017届高三化学一轮复习课时达标六第二章化学物质及其变化第三节氧化还原反应
课时达标(六)氧化还原反应一、选择题1. (2016 •武昌调考)已知下列反应:Cc t Q+ 6HCI(浓)===2CoCb+ CI2 f + 3fO (I) 5CI2+I 2+6H2O===10HC+l 2HIO3 (II)下列说法正确的是()A. 反应I中HCI是氧化剂b. 反应n中CI2发生氧化反应C. 还原性:CoCl2> HCI> I 2D. 氧化性:CoO3>CI2> HIO32. (2015 •四川卷)下列物质在生活中应用时,起还原作用的是()A明矶作净水剂B. 甘油作护肤保湿剂C. 漂粉精作消毒剂D. 铁粉作食品袋内的脱氧剂3. (2016 •长沙调考)近年来高铁酸钾(K2FeO4)已经被广泛应用在水处理方面,高铁酸钾的氧化性超过高锰酸钾,是一种集氧化、吸附、凝聚、杀菌的新型高效的多功能水处理剂.高铁酸钾在水处理过程中涉及到的化学过程正确的有:①蛋白质的变性②蛋白质的盐析③胶体聚沉④盐类水解⑤焰色反应⑥氧化还原反应()A. ①②③④ B .①③④⑥C.②③④⑤ D .②③⑤⑥4.(2016 •江南十校)向Fel2和FeBw物质的量之比为1 :1的混合溶液中逐滴滴入氯水,下列离子反应不可能发生的是()2+- 3 +-A.2Fe2++4I-+3CI2===2Fe3++2I2+6CI-2+- 3 +-B.2Fe2++2I -+2CI 2===2Fe3++I 2+4CI-2+--3+-C.2Fe2++2I-+2Br-+3CI2===2Fe3++I2+Br2+6CI-2+--3+-D.2Fe2++4I-+4Br-+5CI2===2Fe3++2I2+2Br2+10CI-5. (2015 •上海卷改编)工业上将Na t CO和N Q S以1 :2的物质的量之比配成溶液,再通入SQ,可制取N Q SQ,同时放出CO。
在该反应中()A. 硫元素既被氧化又被还原B. 氧化剂与还原剂的物质的量之比为 1 :2C. 每生成1 moINa2S2Q3,转移4 mol电子D. 相同条件下,每吸收10nfeQ就会放出5nfcQ6. (2016 •福建四地六校)FeS与一定浓度的HNO反应,生成Fe(NQ)3、Fe2(SO4)3、NO、20、NO和H2O,当NO、NaC4、NO的物质的量之比为1 :1 :1时,实际参加反应的FeS与HNO的物质的量之比为()A.1:6 B.1:7C.2:11 D.16:257. (2016 •襄阳四校)从矿物学资料查得,一定条件下自然界存在如下反应:14CuSO^ 5FeS2+ 12HzO===7CuB+ 5FeSQ+ 12H2SQ,下列说法正确的是()A. Cu>S既是氧化产物又是还原产物B.5 moI FeS 2发生反应,有10 moI 电子转移c. 产物中的sO「有一部分是氧化产物D. FeS只作还原剂& (2016 •甘肃河西联考)向CuSO溶液中逐滴加入KI溶液至过量,观察到产生白色沉淀CuI,蓝色溶液变为棕色。
NaY分子筛负载型离子液体在催化裂化汽油脱硫中的应用

NaY分子筛负载型离子液体在催化裂化汽油脱硫中的应用郝翊彤;颜文超;李珂【摘要】The immobilized 1-amyl-3-methylimidazolium hydrosulfate ionic liquid was obtained by physical impregnation on molecular sieve . The oxidation-extraction desulfurization effect of FCC gasoline using supported ionic liquid (SIL ) were investigated .The results show that ,the pore size of molecular sieve have certain impact on the desulfurization effect .With NaY molecular sieve as loading material ,hydrogen peroxide (35% ) as the oxidant ,the desulfurization condition were optimized by varying oxidant dosage ,extraction time ,the ratio of ILs/oil ,and so on .The best desulfurization rate was obtained after 60 min under the condition of 10 g SIL and 100 mL oil and 1 mL H2 O2 ,at 40 ℃ with the sufur removal of 94% for FCC gasoline . The sulfur content of FCC gasoline has decreased to 10 μg/g below .After the reaction ,the fuel oil and supported ionic liquid can be separated simply by decantation ,the supported ionic liquid can be recycled .%采用物理浸渍法将[C5 mim ]HSO4(1-戊基-3-甲基咪唑硫酸氢盐离子液体)负载在分子筛表面,得到分子筛负载型离子液体。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Nickel containing materials in flue gas desulfurization equipmentFlue gas desulfurization (FGD) is the removal of the sulfur oxides from gaseous products produced by the combustion of fossil fuels. Conventional combustion technology results in most of the sulfur in the fuel being oxidized and released into the flue gas - which contributes to the formation of “Acid Rain,” a term loosely applied to the precipitation of acids from the atmosphere which can damage the environment and health. Acid Rain has become a major issue commanding the attention of governments worldwide.Energy conservation and the burning of low sulfur fuels in place of high-sulfur fuels have played a part in achieving reduction in total pollution, but sulfur oxide capture technologyis still necessary. In this regard, current emphasis is upon removal of the sulfur oxides after combustion by wet scrubbing with alkaline slurries such as lime/limestone, with or without the recovery of gypsum.The Nickel Development Institute (NiDI) has gained extensive experience concerning the cost-effective performance of nickel-containing materials in FGD environments. This information is available to fabricators and users of FGD equipment, materials suppliers, as well as to those providing process technology worldwide.Nickel containing materials influe gas desulfurization equipmentNickel Development InstituteBy: W.H.D. Plant and W.L. MathayNickel Development InstituteEmission standardsThe earliest introduction of emission standards was made on a national basis in the 1970’s in Japan and then in the United States. As awareness of environmental problems increased during the 1980’s, regulations became more widely applicable and stringent. This trend is continuing through the 1990’s as greater understanding is gained concerning the detrimental effects of atmospheric pollution and the knowledge of what istechnically and economically feasible for control of emissions. These standards generally apply to large combustion plants (greater than 50 MWth) which include the majority of the fossil-fuel-fired boilers at electricity generating stations and other major industrial sources of pollution.Some countries such as the United States address smaller plant emissions, with progressive tightening of legislation proving effective.The level of regulation has varied from country to country depending upon local conditions and perceived needs. Variation in legislation has also occurred as a result of consideration of plant size, type of fuel burned and specified time limits for compliance with existing emission standards. Ingeneral, all new plants are required to meet the strictest emission limits.EuropeCurrently, international agreement is being sought for tighter legislation under the aegis of the United States Economic Commission for Europe (UNECE) Convention on Long Range Transboundary Air Pollution.A significant measure adopted by the EuropeanCommunity was the Large Combustion Plant Directive (LCPD) which defined emission limits for solid, liquid, andgaseous fuels for units exceeding 50 MWth. Overall, the 26 million metric tons of SO 2 emitted by 14 countries were to be reduced to 15.4 million tons (14 million tonnes) by 1990 and to 9.6 million tons (8.7 million tonnes) by the year 2000, a 62% reduction. North America In late 1990 the United States passed the Clean Air Act Amendment (CAAA) requiring a nationwide reduction in SO 2 and NO x emissions compared to the 1980 levels. The CAAA called for a two-phase program to cut SO 2 emission levels by 10 million tons (9.1 million tonnes) by the year 2000. After that there will be a nationwide SO 2 emissions limit of 8.9 million tons (8.1 million tonnes) per year. By January 1, 1995, half of the total SO 2 emission reductions were to have been achieved (Phase 1).By January 1, 2000, all fossil-fuel fired units over25 MWth in size will be limited to emissions levels of 1.2pounds of SO 2 per million BTU (0.5 kg per 109joules) of heatinput and will be required to have an allowance for each ton ofSO 2 they emit (Phase 2). The NO x emissions reduction was originally mandated at 2000 tons per year, but the reduction is currently being renegotiated. It is estimated that US utilities will spend over 12 billion USD per year over the period 1990 to 2010 to achieve the 10 million tons (9.1 million tonnes) per year reduction in SO 2 emissions.JapanBecause of small land areas and the density of population, Japan was among the first to give considerable attention to airpollution control. In 1968, the Japanese government established the ‘Air Pollution Prevention Law’. New improved technologies were developed and some of these have beenlicensed to North American and European companies. By the mid-1980’s there were over 1500 air pollution control installations permeating all industries. Emission units areestablished for each specific plant in accordance with standard formulae and currently there are in excess of 15,000 MWth of electrical capacity in Japan that are equipped with scrubbers.Asia and the Pacific RimThis area is experiencing rapid growth and development with increasing demand for electricity. Large quantities offossil fuels are consumed to satisfy these requirements. Coal is increasingly utilized in India, China (including Taiwan), Indonesia, Thailand and Korea. Air quality legislation has been introduced with national emissions standards which are anticipated to match existing international levels. The wet scrubbing process While FGD is essentially a simple process operating under relatively mild conditions in comparison with other chemical processes in industry, numerous material problems have been encountered. Details and conditions under which materials function and the specific sections of FGD plants which represent problems are described in Figure 1.Plastic and rubber linings on carbon steel are frequently specified, influenced by earlier American and Japanese experience. Failure of such linings can lead to shutdown of power stations (for example, fires in FGD units at: Rheinisch-Westfailischer Elektrizitatswerks’s Neurath Plant, Grevenbroich, Germany - January 1987; Kansai Electric Power Company’s Kainan Plant, Wakayama, Japan -May 1990; VEBA Kraftwerke Ruhr’s Scholven Plant, Gelsenkirchen, Germany - August 1993, and in North America, TampaElectric Big Bend Station - 1994).The development of “wallpaper” sheet lining of carbon steel with thin (1.6 mm) (0.063 in.) nickel-containingmaterials, including stainless steels, is significant in thisrespect. Early on, it appeared that non-metallic coated carbonNickel containing materials in flue gas desulfurization equipmentNickel Development Institutesteel would be the least expensive approach to the use of materials in FGD systems. However, this proved to be incorrect because the coatings are susceptible to mechanical damage and require a precise set of application conditions which if not met will result in poor adhesion. In terms of life-cycle costs and loss of revenues all-alloy construction usually offers an advantage over coated-steel systems.There also have been failures of metallic systems resulting from improper alloy selection, poor quality welding and fabrication and insufficient knowledge or control of the service conditions. Alloy selection can now be made with confidence on the basis of experience in conjunction with a background of extensive on-site and laboratory corrosion testing.The acid/chloride environment within an FGD scrubber can be extremely aggressive. The effects of sulfuric acid attack over a wide pH range in the presence of chlorides and fluorides derived from the fuel and accumulated in the scrubbing medium must be considered. This environment tends to initiate crevice corrosion when scaling and sludges are present.Considerable progress has been made in the development and operation of various FGD systems. Better understanding of the process chemistry involved and of the limitations of materials of construction and of equipment design has provided improved operational performance.Figure 1Operating zone generic FGD systemASTM D-33.09. (Modified)The nickel alloys and stainless steels are, with appropriate selection and application, demonstrably able to provide cost-effective solutions to most materials problems encoun-tered during the operation of FGD equipment. Thus, low maintenance costs along with high levels of equipment availability are insured over the plant service life expected with conventional electrical power production practices.Extensive experience has been gained with wet lime-lime-stone scrubbing of flue gases, using nickel-containing materials to overcome corrosion problems. Over 40 percent of all the wet limestone/gypsum absorber towers constructed worldwide use nickel-containing alloys. Further, it is anticipated that some 70% of all absorber towers will utilize stainless steels and nickel alloys by the year 2005.Factors Influencing CorrosionSulfur ContentSulfur oxides produced from coal-combustion react with water to form corrosive acids with water. Ideally the FGD system must be able to operate with a fuel sulfur content of up to 4% with a minimum 95% removal of sulfur oxides.TemperatureWhile the normal operating temperature range within the FGD scrubber is not high, it can have a pronounced effect on the corrosivity of the environment. Incoming flue gas is usually at approximately 160°C (320°F) and is cooled to 50 - 65°C (122 - 149°F) while passing through the scrubber system. The scrubber outlet temperature is critically close to the condensation temperature for sulfurous or sulfuric acid. Acid condensation can occur in the outlet ducts, dampers and stacks, requiring the use of acid-resisting materials. It is important to appreciate that full bypass conditions with untreated flue gas may occur and must be accommodated.From the adiabatic saturation curve (Figure 2), the approximate concentrations of sulfuric acid anticipated in condensate will range from 26 - 55% with normal operation, increasing to over 80% with full bypass. Full reheating toFigure 2Nickel containing materials influe gas desulfurization equipmentNickel Development Instituteabove 170°C (338°F) will avoid condensation at the expense of system efficiency.Material selection can be assisted by reference to the curves in Figure 2.pH ControlProcess conditions are monitored closely to minimize scaling in the scrubber system. Crystallization of calcium sulfite can be controlled by keeping the pH of the slurry within a suitable range. If the pH is too low, scrubber efficiency is reduced. Scrubbing slurries must generally be maintained in a slightly acid condition (4.5 - 5.5 pH) using limestone. In addition, sulfur or thiosulfate additions are increasingly used to minimize scaling. The cooling of the flue gas to optimum reaction temperatures requires water treated with neutralizing agents to avoid low pH values (1.5 or less). Optimum temperatures differ as determined by the fuel used; for example, they are higher with brown coals (Lignite) such as are used in Europe. These are operating constraints which must be considered in the selection of materials of construction.Chloride ContentA further factor concerning corrosivity of the scrubber environment is the presence of chlorides from the scrubber water and also from the absorption of hydrogen chloride generated by the combustion of chloride-containing coals. Chlorides can concentrate because of evaporation and recirculation of water in single-loop circulation systems to levels reportedly exceeding 100,000 ppm, resulting in highly corrosive acid chloride solutions. This is important with the imposition of strict controls on chloride discharge in waste waters. Methods such as multi-stage flash distillation or blow-down may be necessary for chloride removal from process water discharged from the FGD plant.In a two-loop system the high chloride environment can be restricted to the quench area of a scrubber. The remaining scrubber areas with chloride contents in the few thousand ppm range will encounter less corrosive conditions and may not require the most resistant nickel alloys.Fluoride ContentUp to 3,000 ppm of fluorides may be found in coals. Fluorides tend to concentrate on metal surfaces under scale deposits, aggravating acid-chloride crevice corrosion of the stainless steels. A nickel-base alloy, with higher chromium and molybdenum contents, may be required to resist these corrosive effects from chloride and fluoride levels which may reach 100,000 ppm or more. approximately 12% chromium.The composition of the oxide film obviously varies with the composition of the material. However even if the film breaks down, it can still provide resistance to corrosion in many environments.For almost every application there is a grade of material which will offer satisfactory and cost-effective service. Corrosion in FGD equipmentStress-Corrosion CrackingStress-corrosion cracking of the austenitic stainless steels is not a problem at the normal operating temperatures of scrubbers, 50 - 65 °C (122 - 149 °F), but may become a problem at temperatures of 150 - 175 °C (302 - 347 °F) and higher.It is important to recognize that even when pH and chlorides of the bulk solution are very well controlled, there is always the possibility of concentration of chlorides under deposits or on heat-transfer surfaces that can lead to the conditions required for stress-corrosion cracking.Pitting Effect of Chloride Concentration and pH There has been extensive research into the influence of chloride-ion concentration, pH and temperature on the performance of nickel-containing materials in process industry applications and with the handling of seawaters. Much of this is relevant to the conditions experienced in FGD equipment. There is a definite correlation between localized corrosive attack and the pH and chloride levels. Deposited solids can lead to localized attack by concentrating chlorides and by providing oxygen-deprived crevice conditions. Materials selection must take into account the likelihood of such deposits in operation.Tests under controlled conditions have helped to define the pH/chloride limits for various nickel alloy materials of construction. This information can be used to indicate conditions where the stainless steels and the more corrosion- resistant nickel alloys are required.The selection of appropriate alloys to satisfy conditions encountered in FGD equipment can be facilitated by the use of the Pitting Resistance Equivalent Number (PREN), which can be used to compare materials, based upon the formula:Nickel containing materials in flue gas desulfurization equipment PREN = %Cr + 3.3 x%Mo + 16x%NCorrosion resistance of nickel materialsWhen tungsten is present, the following formula may be used:PRENw= %Cr + 3.3 x%Mo + 1.65x%W + 16 x%NThe higher the number, the more resistant the alloy is to pitting attack. The PREN represents an extension of the pittingStainless steels and nickel alloys owe their corrosion resistance to a thin, passive surface-oxide film, rich in chromium, which spontaneously forms when exposed to air. This film-forming property is common to all alloys containing more thanNickel Development Instituteindex used successfully with stainless steels in seawater.The performance of Type 316L, Type 317L and Type 317LM stainless steels is plotted in Figure 3. It provides a conservative guide to alloy selection for FGD scrubbing systems in the range 3.5 - 7.0 pH and up to about 5,000 ppm chlorides and demonstrates the use of the PREN.Effect of TemperatureIn general, an increase in temperature increases the rate of corrosion attack or degree of susceptibility of the alloy to initiation of corrosion. To accommodate higher temperature operation in FGD equipment or to take into account the possibility of temperature excursions in service, higher grades of nickel-containing materials capable of resisting the more severe conditions are available.The Influence of MolybdenumIt is known that molybdenum enhances the resistance of austenitic stainless steels and nickel alloys to general corrosion, and especially to pitting in chloride-containing solutions and sulfur dioxide vapours. For example, the recognition of the value of increased amounts of molybdenum has led to the development of Type 317LM stainless steel with molybdenum contents of 4.0 to 4.5% Mo exceeding the normal specification range for 317 stainless steel for certain corrosive applications. Too, the 6% Mo super austenitic stainless steels with even higher molybdenum contents have been developed to provide greater resistance to acidic chloride environments.Figure 3 Limits of use of stainless steels FGDscrubbers (Modified Schillmoller diagram). Nickel materials -application inFGD equipmentMuch of the early FGD equipment was designed around the use of carbon steel components with non-metallic coatings and rubber linings because of a lack of understanding of the conditions to be encountered. Too, there was a lack of reliable data concerning the performance of stainless steels and nickel alloys. Despite considerable progress with improved coating technology, problems remain which may be resolved by the selection of an appropriate grade of nickel containing alloy.Corrosion resistance is improved by increasing chromium, nickel, molybdenum and nitrogen contents. Chromium provides passive protective surface films and molybdenum and nitrogen improve the resistance to pitting and crevice corrosion. Nickel assists in renewing damaged protective films and also improves fabrication and weldability.The problem facing designers is to specify the material that contains the appropriate combination of these alloying elements which will provide resistance to corrosion in FGD scrubber environments at least cost.Use of the Stainless SteelsStandard stainless steels are specified where applicable, but increasingly, stainless steels containing higher molybdenum, chromium and nickel contents are being selected because more severe conditions are being encountered. Low carbon or titanium or niobium stabilized grades of stainless steel provide resistance to intergranular corrosion. The problem of chloride stress-corrosion cracking (CSCC) can be resolved, for example, by specifying alloys containing in excess of 42% nickel or having an austenitic-ferritic microstructure such as the 22% and 25% Cr duplex alloys.The Use of Nickel-Chromium-Molybdenum AlloysIt has been determined that the modified grades of stainless steels such as Type 317LM or the nitrogen-containing Type 317LMN will have inadequate corrosion resistance in scrubber environments with a combination of high chloride levels and low pH. Utilizing the Pitting Resistance Equivalent Number (PREN) for guidance and the results of practical experience backed by extensive laboratory testing, a performance ranking of the nickel stainless steels and the higher nickel-chromium-molybdenum alloys has been developed. Its purpose is to assist in the selection of the most effective material to resist specific corrosive conditions involving decreasing pH values and increasing chloride levels.The guidelines established consider conditions of varying corrosion severity at normal operating temperatures (50 – 65 °C). It is important to appreciate that the effects of temperature deviations, the presence of fluorides, heavy scaling, and undesirable features in design and fabricationNickel containing materials influe gas desulfurization equipmentNickel Development InstituteFigure 4Guideline stainless steel and nickel alloy selection for FGD equipment. There are several factors in the design and operation of alloy FGD scrubbers that will help minimize or prevent problems with corrosion to give long, trouble-free service life:• Monitor chloride levels and pH ranges• Prevent chloride concentration• Avoid crevices in design and construction• Keep surface free of slurry accumulation or scale• Specify appropriate alloys according to operating conditions within the scrubber.Monitoring chlorides in itself will not prevent corrosion but will give a good indication of potential trouble. Whenever there is recirculation, there is a potential for concentrating chlorides to aggressive levels. Control of pH is essential for scrubbing efficiency and to prevent scaling. A significant reduction in pH can lead to accelerated corrosion.Preventing chloride concentration is primarily a matter of process design. If chlorides concentrate, it is best to confine that concentration to a small area of the system if possible and to specify materials in that area that will resist attack at the highest chloride levels anticipated.Avoiding crevices in the design and construction of any chemical process equipment is always good practice, particularly where condensate can collect and concentrate to a much higher acid level than expected.Preventing condensation is important because scrubber flue gas condensates may be aggressive. If reheaters are used, it is important that heat should be maintained within the tube bundle during shutdowns to prevent condensation. It should be noted that most current FGD designs do not include reheaters.Keeping equipment free of deposits is recommended. Accumulation of deposits and scale increases the risk of pitting and crevice corrosion. Thus, cleaning during shutdowns should also be done.Nickel containing materials in flue gas desulfurization equipment Minimizing problemscan influence alloy behaviour and cannot be interpreted in this simplified way.It is also well to keep in mind that the environment in each scrubber is unique no matter how similar the design is to that of another. The fuel combusted, the water utilized, the operation of the unit and slight differences in unit design can affect the performance of materials.Figure 4 suggests alloy selection guidelines for chloride concentrations up to 200,000 ppm and pH values from 1 - 6.5. To facilitate consideration of the detail provided, the bases “mild” to “very severe” conditions of pH and chloride concentrations are indicated.Similar data considering the influence of fluorides together with chlorides have been published.1The nominal compositions of the nickel materials referred to in Figure 4 are given in Table I.Nickel Development InstituteFabrication Nickel materials are often disregarded during consideration of material specification for equipment because of the high cost of alloys compared to other materials in terms of cost per unit weight. However, effective reduction of the cost of equipment has been achieved by utilizing one or more of the following: - lightweight structural design - structural grade steels pre-clad with nickel materials - “wallpaper” (sheet) lining of structural steel equipment with nickel-containing materials As an indication of cost reductions achievable, a comparison of relative costs for non-metallic and metallic systems is illustrated in Table II for FGD absorbers. “Wallpapering” (Sheet Lining) Considerable emphasis is being placed upon the “wallpapering” technique 3, using 0.063 in. (1.6 mm) sheets of alloy. Appropriate sheet widths and lengths are chosen to permit convenience in handling and the least amount of welding. Figure 6 illustrates the overlap technique employed to ensure attachment to the substrate and total sealing of the alloy sheets. Plug or arc-spot welds at suitable intervals (usually 2-foot centres) satisfactorily minimize vibration. Lining techniqueThe wallpapering (sheet lining) technique is well established, having been employed in the chemical and process industries for over 30 years. Too, experience has been developed with FGD equipment in the United States and Europe for more than 14 years. Concern has been expressed regarding the spot or plug welding weld quality with the possibility of weld dilution from the structural steel. The latter problem has been eliminated in the case of plug welds with the use of alloy caps welded over the plug welds. With the arc-spot welds, the continuous capping of the weld deposits with filler metal as the process is completed eliminates weld dilution. Thermal stressing associated with differential thermal expansion between structural steels and nickel materials has also been questioned. Tests and practical experience have shown that the latter do notpresent problems at the temperatures encountered. Weld parameters can be closely defined and well monitored with electronic equipment utilized in conjunction with pulsed arc GMA (MIG) welding machines. Wallpapering or sheet lining of FGD equipment using microprocessor-controlled, pulsed arc GMA welding equip-ment is a relatively simple operation that permits cost-effective use of the lining materials. However, wallpapering using theGMAW short circuiting technique must be avoided because of the poor quality welds that are produced. Life-cycle costingLife-cycle cost comparisons have been developed for a range of materials utilized in scrubbers. Specific detail is incorporated in the Report published by NiDI entitled:“Life-Cycle Cost Benefits of Constructing an FGD System with Selected Stainless Steels and Nickel-Base Alloys”.The comparison covers a combined FGD scrubber system comprised of a solid Alloy C-276 venturi and Alloy C-296 clad absorber and Alloy C-276 clad ductwork.The results show that even with the most costly of the nickel alloys considered the life-cycle costs are lower than that of a similar system using Neoprene rubber-lined carbon steel.(Figure 7).Figure 6 Lining technique.Nickel containing materials in flue gas desulfurization equipmentNickel Development InstituteAlloy C-276 may not be an essential requirement and different alloys may be used in different areas of the same equipment - further reducing actual costs in line with the data shown. Too, the use of sheet linings (wallpapering) may reduce the costs even further. Thus, it can be determined that nickel-containing materials offer cost-effective solutions to corrosion problems in FGD equipment with low maintenance costs and high equipment availability over the life of the facility.Figure 7 Life-cycle cost comparison, combined system. References ConclusionAdvantages of Nickel-Containing Materials It should be recognized that the corrosion resistance of nickel-containing materials is an inherent quality. Generally, the nickel-chromium alloys with molybdenum and other alloying elements provide a stable passive film that protects the alloy against corrosion by the severe environments frequently encountered in FGD systems.The elevated temperature strength of the nickel-containing materials specified for FGD scrubbers ensures structural integrity should the temperature exceed design expectations. This eliminates the need for any backup cooling water systems that could be required with non-metallic systems.The erosion resistance of nickel-containing materials is adequate for moderately abrasive slurries, especially in corrosive environments.4 In a wet system, erosion and corrosion usually occur together, not as two separate phenomena.The good mechanical properties of nickel-containing materials can be used to advantage in scrubber construction. Design of vessels can incorporate the use of thin-gauge materials with exterior reinforcement.The fabrication characteristics of nickel-containing materials are excellent. These materials can be cut, formed and joined by methods similar to those used for carbon steel fabrication, although care must be exercised to preserve the inherent corrosion resistance. Too, shop fabrication can reduce costs below those of site fabrication, contributing further to the economy of the installation.1. “New Cost-Effective Metallic Materials for FGDApplications” J. Charles Stainless Steel Europe, Ov.1993, Vol 5 (9)2. “WFGD System Materials Cost Update” by M.G.Milobowski, Babcock & Wilcox Company, Corrosion/98, San Diego, CA 3. D.C. Agarwal - “Cost-Effectiveness and MaintenanceFree Reliability in Performance - The Two SeeminglyContradictory Features of an FGD System.”CORROSION ‘85, Boston, MA, USA4. Erosion-Corrosion Behaviour of Various Alloys in FGDScrubber Environments, Nov. ‘86 - B. S. Phull, L.C.C.T,North Carolina, USANickel containing materials in flue gas desulfurization equipment。