模架参数解释资料.
《模架及标准》课件
要点二
国际模具及五金塑胶产业供应商 协会(IMDS)模架标准
IMDS 1000、IMDS 2000等,为全球模具及五金塑胶产业 提供模架标准。
国家模架标准
中国模架标准
GB/T 12763.3-2008、GB/T 12763.4-2008等,为中国模架行业提供统一的标 准和规范。
未来展望
未来,模架行业将继续保持稳定增长,并逐步实现智能化、绿色化转型 。新兴市场的需求将进一步释放,推动模架行业的技术创新和产业升级 。
模架技术的创新与突破
创新与突破概述
主要创新与突破
未来展望
随着制造业的转型升级,模架技术也 在不断创新和突破。新的材料、工艺 和设计理念不断涌现,推动了模架技 术的进步。
采用多种检测方法,如尺寸测量、表面粗糙度检测、压力测试等,确保模架的性 能和质量。
模架制造的设备与工具
设备
数控机床、铣床、磨床、热处理设备等。
工具
刀具、夹具、量具等。
模架使用与维护
05
模架使用的注意事项
01
确保模架安装稳固,防 止在使用过程中发生倾 斜或倒塌。
02
在使用前应检查模架各 部件是否完好无损,如 有损坏应及时维修或更 换。
性能和降低成本。
模架设计的优化与创新
结构优化
通过改进模架的结构设计,提 高其稳定性和使用寿命。
材料创新
采用新型材料和加工工艺,提 高模架的性能和降低成本。
智能化设计
将现代信息技术引入模架设计 ,实现智能化设计和生产管理 。
绿色设计
注重环保和可持续发展,减少 模架生产和废弃过程中的环境
UG模架资料库详解
PS_d=14 上下模固定螺丝的直径 ps_hh=15.4 上下模固定螺丝沉头孔深度 ps_h=2 上下模固定螺丝Y向数量
Ps_x=200 上下模固定螺丝X向距离 ps_y=180 上下模固定螺丝Y向距离 Mold_type=I 模架型号
H=250 I=300 dp_x=cs_x CS_d=10
模架图3 顶针板 螺线形 数量为 2个, 直径为 M8。
EJA_h=15 上顶针板的厚度 EJB_h=20 下顶针板的厚度 AP_h=60 A板的厚度 BP_h=70 B板的厚度 U_h=35 承板的厚度 es_n=2 Y向顶针板固定螺丝的数量 ES_d=8 上下顶针板的固定螺丝直径
回针 所测数 据为半 径值。 中托司
直身模顶板宽度 工边模顶板宽度 销钉X向距离等于 C板固定螺丝的距离 C板固定螺丝的直径
dp_d=10 销钉的直径 dp_l=50 销钉的长度 dp_y=(ps_y-cs_y)/2+cs_y 销钉Y向的坐标。含义是销钉孔处 在下固定板螺丝与 C板固定螺丝的中间
cs_hh=11.4 C板螺丝沉头避空深度 cs_x=200 C板固定螺丝X向距离 cs_y=60 C板固定螺丝Y向距离 GTYPE=1:On A 导柱在的位置 1:on A 导柱在A板上 0: on B 导柱在B板上 Shorten_ej=10 上下顶针板缩进量 shift_ej_screw=4 上下顶针板螺丝缩进量 supp_pocket=0 1各模架板生成各种穿透件 (如螺钉,导柱)的通孔, 0各模板不生成通孔
所调出来的 模架为模架 图1
上下顶针板固定螺 丝Y向距离缩减量。
0:ON B为导柱在 B板,导套在A板。 1:ON A为导柱在 A板,导套在B板。
模架类型,I为工字 模,H为无上固定 板直身模,T为有 上固定板直身模
模架的参数
拉杆Y向距离yo
gp_spn_y1
拉杆Y向距离y1
gp_x
导柱或拉杆X向距离
gp_y=if(SPN_TYPE==0)(gp_spn_y0)else if(SPN_TYPE==1)(gp_spn_y1)else(gp_spn_y0)
导柱Y向距离=如(拉杆在外侧)(拉杆Y向距离yo)
其余(如(拉杆在内侧)(拉杆Y向距离y1)其余(拉杆Y向距离yo))
spn_x_tp
spn_y=if(GTYPE==3)(spn_y_tp)elseif(SPN_TYPE==0&>YPE!=3) (gp_spn_y1)elseif(SPN_TYPE==1&>YPE!=3) (gp_spn_y0)elseif(SPN_TYPE==2&>YPE!=3) (gp_spn_y0)elseif(SPN_TYPE==3&>YPE!=3) (gp_spn_y1)else(gp_spn_y0)
右边C板X向偏离=半模板宽-半C板宽度
EF_w
顶出板宽度
EJA_h
面针板厚度
EJA_off=EJB_off-EJA_h-4*ETYP E
面针板偏离=底针板偏离-面针板厚度-4*ETYPE
EJB_h
底针板厚度
EJB_off=BCP_off-EJB_h-EJB_open
底针板偏离=底板偏离-底针板厚度-底针板离空(垫钉高)
U_height=supp_u*U_h
托板高度=有无托板*托板厚度
U_off=BP_off+BP_h
托板偏离=B板偏离+B板厚度
cs_bd
C板螺钉通过孔(在底板上)直径
cs_h=2*CS_d
成型零件、模架-资料-模具101、102

注意: 动、定模板的长、宽和高度尺寸都已标准化(查手册/见 PPT17,设计时靠标准取值,避免采用非标模架。(见后页-2)
模架设计和成型零件工作尺寸设计资料
二、模架尺寸设计
1.经验法:支承板厚度-查表
塑件在分型面 上的投影面积 A(cm2) ~5 >5 ~ 10 >10 ~ 50 >50 ~ 100 >100 ~ 200 >200 支承板厚度 H 15 15 ~ 20 20 ~ 25 25 ~ 30 30 ~ 40 >40
模架设计和成型零件工作尺寸设计资料
另:成型零件尺寸计算方法
成型零件尺寸计算公式2: 螺纹模具成型件尺寸计算
各制造见后表格
模架设计和成型零件工作尺寸设计资料
25 ~ 28
28 ~ 35 35 ~ 40 40 ~ 45 45 ~ 50 50 ~ 60 60 ~ 70 70 ~ 78
表中壁厚是边长比L/b=1.8时的参考尺寸; 当L/b>1.8时,壁厚应适当增大。
模架设计和成型零件工作尺寸设计资料
二、模架尺寸设计 2.动模(A)板和定模(B)板厚度的确定.
长度标准值:150mm,180ram,200mm,230mm,270mm, 300mm,以后都是50的倍数。
模架设计和成型零件工作尺寸设计资料
二、模架尺寸设计 3.模脚 (方铁)的设计
模架设计和成型零件工作尺寸设计资料
二、模架尺寸设计 1.计算法:如前面公式。 3.模脚 (方铁)的设计 2.经验法:模脚厚度-查表如下
模架设计和成型零件工作尺寸设计资料
1.定位圈
(三)其它结构零部件
模架设计和成型零件工作尺寸设计资料 二.其它结构零部件
2.浇口套(见浇注系统)
MOLDWIZARD-参数
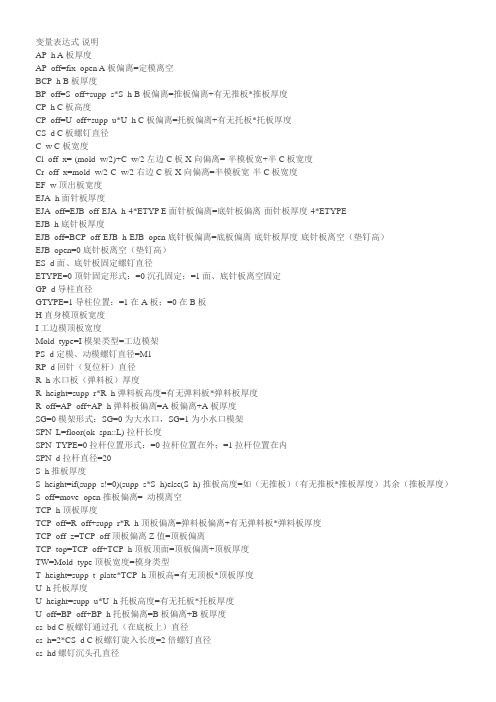
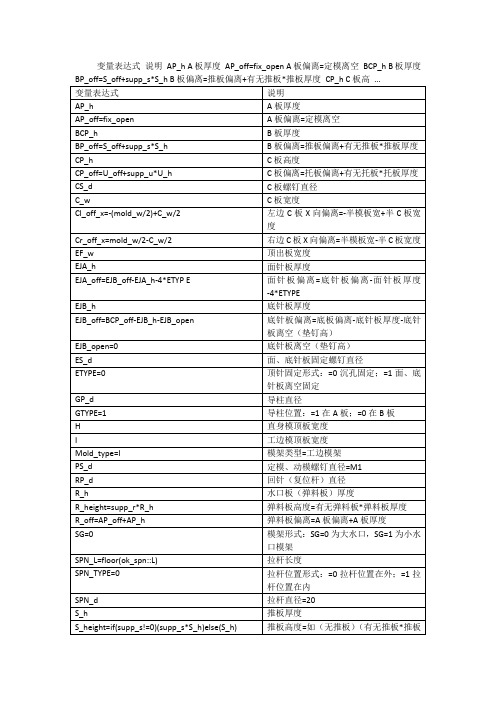
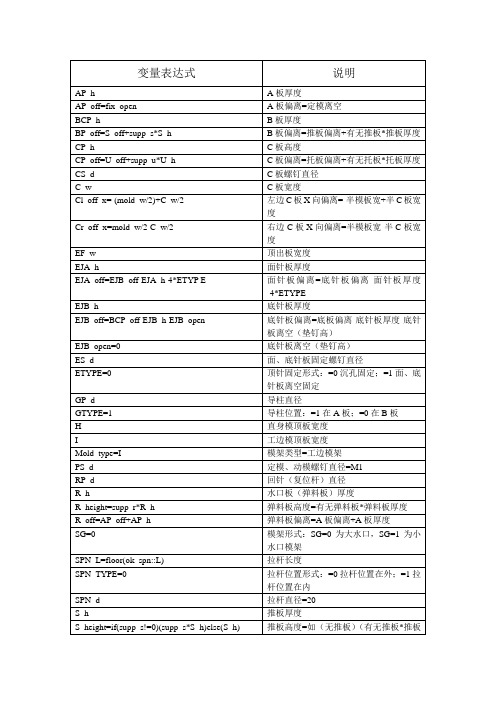
变量表达式说明AP_h A板厚度AP_off=fix_open A板偏离=定模离空BCP_h B板厚度BP_off=S_off+supp_s*S_h B板偏离=推板偏离+有无推板*推板厚度CP_h C板高度CP_off=U_off+supp_u*U_h C板偏离=托板偏离+有无托板*托板厚度CS_d C板螺钉直径C_w C板宽度Cl_off_x=-(mold_w/2)+C_w/2 左边C板X向偏离=-半模板宽+半C板宽度Cr_off_x=mold_w/2-C_w/2 右边C板X向偏离=半模板宽-半C板宽度EF_w 顶出板宽度EJA_h 面针板厚度EJA_off=EJB_off-EJA_h-4*ETYP E 面针板偏离=底针板偏离-面针板厚度-4*ETYPEEJB_h 底针板厚度EJB_off=BCP_off-EJB_h-EJB_open 底针板偏离=底板偏离-底针板厚度-底针板离空(垫钉高)EJB_open=0 底针板离空(垫钉高)ES_d 面、底针板固定螺钉直径ETYPE=0 顶针固定形式:=0沉孔固定;=1面、底针板离空固定GP_d 导柱直径GTYPE=1 导柱位置:=1在A板;=0在B板H 直身模顶板宽度I 工边模顶板宽度Mold_type=I 模架类型=工边模架PS_d 定模、动模螺钉直径=M1RP_d 回针(复位杆)直径R_h 水口板(弹料板)厚度R_height=supp_r*R_h 弹料板高度=有无弹料板*弹料板厚度R_off=AP_off+AP_h 弹料板偏离=A板偏离+A板厚度SG=0 模架形式:SG=0为大水口,SG=1为小水口模架SPN_L=floor(ok_spn::L) 拉杆长度SPN_TYPE=0 拉杆位置形式:=0拉杆位置在外;=1拉杆位置在内SPN_d 拉杆直径=20S_h 推板厚度S_height=if(supp_s!=0)(supp_s*S_h)else(S_h) 推板高度=如(无推板)(有无推板*推板厚度)其余(推板厚度)S_off=move_open 推板偏离= 动模离空TCP_h 顶板厚度TCP_off=R_off+supp_r*R_h 顶板偏离=弹料板偏离+有无弹料板*弹料板厚度TCP_off_z=TCP_off 顶板偏离Z值=顶板偏离TCP_top=TCP_off+TCP_h 顶板顶面=顶板偏离+顶板厚度TW=Mold_type 顶板宽度=模身类型T_height=supp_t_plate*TCP_h 顶板高=有无顶板*顶板厚度U_h 托板厚度U_height=supp_u*U_h 托板高度=有无托板*托板厚度U_off=BP_off+BP_h 托板偏离=B板偏离+B板厚度cs_bd C板螺钉通过孔(在底板上)直径cs_h=2*CS_d C板螺钉旋入长度=2倍螺钉直径cs_hd 螺钉沉头孔直径cs_hh 螺钉沉头孔深度cs_l=BCP_h+CS_d*1.5-cs_hh C板螺钉长度=底板厚+1.5倍螺钉直径-沉头孔深度cs_tap_d C板螺纹底孔直径cs_x C板螺钉X向距离cs_y C板螺钉Y向距离es_bd 顶出板螺钉通过孔(在底针板上)直径es_hd 顶出板螺钉沉头孔(在底针板上)直径es_hh 顶出板螺钉沉头孔深度es_l=EJB_h+EJA_h-es_hh 顶出板螺钉长度=底针板厚+ 面针板厚-沉头孔深度es_n 顶出板螺钉数量(单边)es_tap_d 面针板螺纹底孔直径es_x 顶出板螺钉X向距离es_y 顶出板螺钉Y向距离fix_open=0 定模离空gba2_l=BP_h B板导套长度(简化型小水口模架)=B板厚度gba_bd 导套安装孔直径gba_hd=35+1.4 导套头部沉孔直径gba_hh 导套头部沉孔深度gba_l=AP_h A板导套长度=A板厚度gbb_l=S_h-1 推板导套长=推板厚度-1gp1_l=AP_h+AP_off+BP_h+BP_off 导柱长度=A板厚度+A板偏离+ B板厚度+B板偏离gp_l=U_off+R_off-(3+move_open+fix_open) 导柱长度=托板偏离+ 水口板偏离-(3+动模离空+定模离空)gp_spn_y0 拉杆Y向距离yogp_spn_y1 拉杆Y向距离y1gp_x 导柱或拉杆X向距离gp_y=if(SPN_TYPE==0)(gp_spn_y0)else if(SPN_TYPE==1)(gp_spn_y1)else(gp_spn_y0) 导柱Y向距离= 如(拉杆在外侧)(拉杆Y向距离yo)其余(如(拉杆在内侧)(拉杆Y向距离y1)其余(拉杆Y向距离yo))gpa_bd=GP_d 导柱孔直径=导柱直径gpa_hd=25+1.4 导柱沉头孔直径gpa_hh=6+0.2 导柱沉头孔深度mold_chamfer=1 模板倒角mold_l 模板长度mold_w 模板宽度move_open=0 动模离空ps_bd=13.4 上、下模螺钉通过孔直径ps_hd=19. 上、下模螺钉沉头孔直径ps_hh=13.4 上、下模螺钉沉头孔深度ps_l=BCP_off+BCP_h-U_off-ps_hh+PS_d*1.5 螺钉长度=底板偏离+底板厚度-螺钉沉头孔深度+1.5倍螺钉直径ps_n 单边螺钉数量ps_tap_d (上、下模螺钉)螺纹底孔直径ps_x 上、下模螺钉X向距离ps_y 上、下模螺钉Y向距离ps_y1 上、下模螺钉Y向距离ps_y2 上、下模螺钉Y向距离rp_bd=RP_d+0.2 回针(复位杆)孔直径=回针直径+0.2rp_hd=20+1.4 回针沉头孔直径rp_hh=4+0.2 回针沉头孔深度rp_l=EJB_off-BP_off 回针长度=底针板偏离-B板偏离rp_x 回针X向距离rp_y 回针Y向距离shift_ej_screw 面、底针板固定螺钉Y向距离缩减量shorten_ej 面、底针板长度缩减量spn_bd=SPN_d+2 拉杆避空孔直径=拉杆直径+2spn_bush_bd 拉杆导套(安装空)直径spn_bush_hd=35+1.4 拉杆导套沉头孔直径spn_bush_hh=8+0.2 拉杆导套沉头孔深度spn_hd=25+1.4 拉杆沉头孔直径spn_hh=10+0.2 拉杆沉头孔深度spn_l=CP_off+CP_h/2+TCP_off+TCP_h 拉杆长度=C板偏离+半C板高度+顶板偏离+顶板厚度spn_x=if(GTYPE==3)(spn_x_tp)else(gp_x) (拉杆X向距离=如()()其余(导柱X向距离)spn_x_tpspn_y=if(GTYPE==3)(spn_y_tp)elseif(SPN_TYPE==0&>YPE!=3) (gp_spn_y1)elseif(SPN_TYPE==1&>YPE!=3) (gp_spn_y0)elseif(SPN_TYPE==2&>YPE!=3) (gp_spn_y0)elseif(SPN_TYPE==3&>YPE!=3) (gp_spn_y1)else(gp_spn_y0)spn_y_tpsupp_gba=1 有无导套:=1有导套;=0无导套supp_gbb=1 有无推板导套:=1有导套;=0无导套supp_gbb_r=1 有无水口板导套:=1有导套;=0无导套supp_gpa=1 有无导柱:=1有导柱;=0无导柱supp_pock=1 模架各模板是否生成各种穿透件(螺钉、导柱、拉杆、导套…)的通孔;=1生成,=0无孔supp_r=1 有无水口板:=1有水口板,=0无水口板supp_s=1 有无推板:=1有推板,=0无推板supp_spn=1 有无拉杆:=1有拉杆,=0无拉杆supp_t_plate=if(Mold_type==H&&SG==1)(0)else(1) 有无顶板=如(直身模&&大水口)(无顶板)其余(有顶板))(=1有顶板;=0无顶板)supp_t_screw=if(Mold_type==H&&SG==1)(0)else if(SG==0)(0)else(1) 有无顶板螺钉supp_u=1 有无托板:=1有托板,=0无托板模架调用的一般用法下面是龙记标准模架的最常用的细水口系统的调用界面:一、模架型式1. 细水口系统又成为小水口系统,它的水口(即浇口)是针点式的,一般都采用三板模型式,如子类型的DA,DB,DC,DD。
模具设计常用参数
1.排位尺寸可参考教材74页图3-2,表3-1;
2. 模架的尺寸选择可参照教材18页图2-2,19页表2-1;
3. C板厚度=推杆固定板厚度+推杆底板厚度+限位钉高度+顶出距离(塑件高度)+10~15mm。
限位钉高度一般取5mm;
4.创建浇口套;浇口套的形式及参数见教材P25
一般情况下,浇口套的直径根据模架的大小选取,模架4040以下,选用D=φ12的类型,模架4040以上,选用D=φ16的类型。
长度根据模架大小确定;
5.分流道、浇口的尺寸确定可参照教材27页中提供的经验值;
6.添加定位环;定位环的直径一般为100mm,另外还有120mm和150mm。
7.创建模仁与模架连接的螺钉见教材图2-5(P20)
①确定螺钉的数量;②确定螺钉的位置;③确定螺钉的尺寸;
8.创建推杆见教材
①确定推杆的数量;②确定推杆的位置;③确定推杆的尺寸;通常直径为4mm~6mm的圆推杆用的较多。
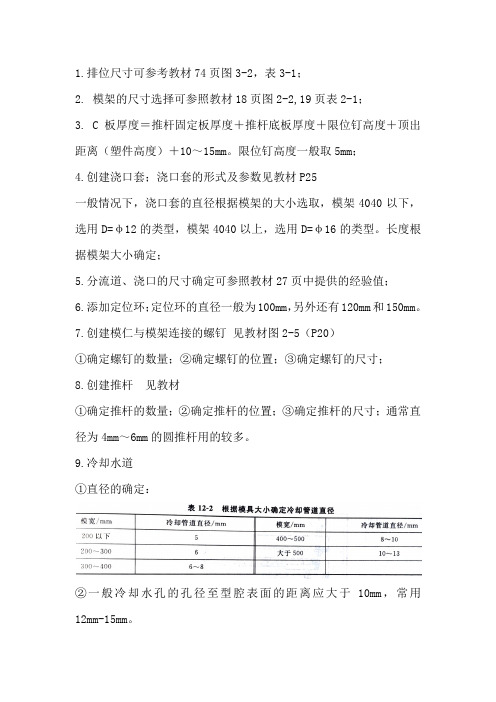
9.冷却水道
①直径的确定:
②一般冷却水孔的孔径至型腔表面的距离应大于10mm,常用12mm-15mm。
③水喉间距:。
模架参数解释
墙模板参数
主要是侧压力计算公式不同。客户根据需要自己选择 JGJ162
墙模板参数
主要是侧压力计算公式不同。客户根据需要自己选择 GB50666
墙模板参数
主要是侧压力计算公式不同。客户根据需要自己选择 GB50666 表A.0.6 混凝土下料产生的水平荷载标准值
下料方式 溜槽、串筒、导管或泵管小料 吊车匹配斗容器下料或小车直接倾倒 水平荷载 2 4
手工布置参数-梁模板参数
参数同板。 参数同板。
手工布置参数-梁模板参数
水平杆的步距以及在梁跨度方向立柱间距都是和对应的板参 数的倍数关系。 以梁水平杆步距为例:1/2表示梁的步距是旁边板的步距的一 半。其他参数类似(左图)。 梁跨度方向立柱间距la(倍),右图;
手工布置参数-梁模板参数
承受梁荷载的最两侧的立杆间距 建议数值 (1)共用时 梁宽+0.4 (2)不共用时 [梁宽-0.4,梁宽+0.4]
手工布置-柱模板参数
柱子的类型,目前支持矩形柱,和圆形柱 确定柱子的次楞布置根数。
手工布置-柱模板参数
指的是是否有对拉螺栓穿过混凝土柱子。
手工布置-柱模板参数
同墙模板的主梁参数。
智能布置参数
下限:软件在智能反算的过程中,计算的最小值 上限:软件在智能反算的过程中,计算的最大值
当给定的最小值,不能满足安全计算的要求时,软件是选择 最小值还是计算出来的值。
步距
附图4
手工布置参数-板模板参数
平行短边的是纵距LA 平行长边的是横距LB
手工布置参数-板模板参数
风压高度变化系数:基本风压随着高度变化的一个系数,和 地面粗糙类型也有关;越高基本风压越大。 风荷载体型系数:理解为迎风面积和挡风面的比值再乘一个 系数。简单理解为:风吹过来,仅有一部分是吹到架子上产 生了影响,另外一部分直接从孔洞里穿过。
移动模架讲义
小计
7
直线 曲线
59
6
206
40
318
0 0
梁宽13.0m
24.0m 箱梁(孔) 梁宽13.4m
直线
5
3Hale Waihona Puke 8曲线小计 累计 说明 0 14 0 63 0 6 5 211
4
7 47
4
12 330
1根据现有资料统计:梁片总数为341孔,梁宽13.0m的箱梁9孔,梁宽 13.4m的箱梁321孔,直线梁144孔,曲线梁197孔。
二、工程概况
新建铁路温福线位于浙江和福建两省交界的浙东南和闽 东北沿海地区,全长298.3Km;是全国“四纵四横”铁路快 速客运干线之一,即规划的沪-杭-甬-厦-深以客运为主的快速 铁路和双层集装箱通道的组成部分。向北延伸与正在建设的 甬-台-温线连接,2028年杭州湾跨海铁路建成后与上海贯通; 南与在建的福厦线接轨,延伸向广东汕头、深圳,逐步形成 东南沿海铁路大通道。线路自温州起,途经瑞安北、瑞安、 鳌江、苍南、福鼎、太姥山、霞浦、福安、宁德、罗源、连 江、樟林,至福建省省会福州市;全线设车站十四个。线路 经过地区山多、河多、软基多、人居密集区多,施工难度大。 全线特大、大、中桥76座,占全长的25%,隧道65处,占全 长的51%,总投资约175.3亿元。 温福线为全国首条开工建设的高等级铁路,被国家列为 “十五”期间重点交通建设项目,并被浙江省政府列为“五 十百亿”重点工程之首。
三、施工方案及总体布署说明
1、箱梁分布情况与梁型介绍 本工艺方案所叙32.0(24.0)m简支箱梁,系“时速250 公里客运专线铁路 有碴轨道后张法预应力砼简支箱梁(双 线)”,采用“铁路工程建设通用参考图”,由中铁工程 设计咨询集团有限公司设计,铁道部经济规划研究院 发布; 该通用参考图分二种四类:即桥梁宽度分别为:B=13.0m 的直、曲线梁,适用于轨道线间距为4.6m的路段; B=13.4m的直、曲线梁,适用于轨道线间距为5.0m的路段。 我部共有简支箱梁341孔,分布情况如下:
MoldWizard-LKM模架参数说明
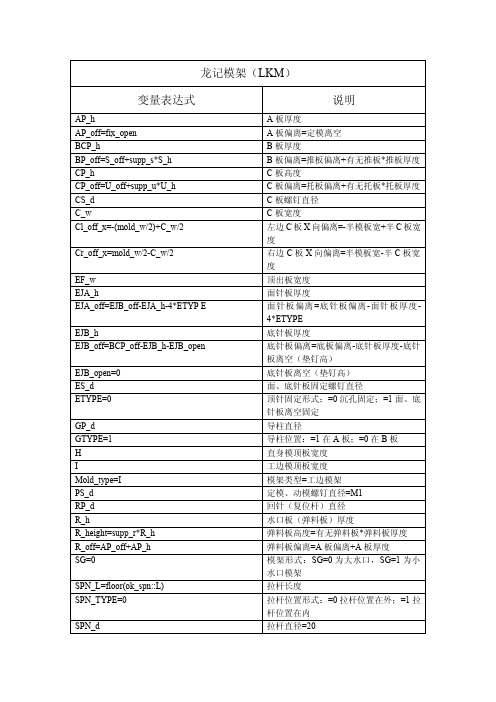
SPN_d
说明
A 板厚度 A 板偏离=定模离空 B 板厚度 B 板偏离=推板偏离+有无推板*推板厚度 C 板高度 C 板偏离=托板偏离+有无托板*托板厚度 C 板螺钉直径 C 板宽度 左边 C 板 X 向偏离=-半模板宽+半 C 板宽 度 右边 C 板 X 向偏离=半模板宽-半 C 板宽 度 顶出板宽度 面针板厚度 面针板偏离=底针板偏离-面针板厚度4*ETYPE 底针板厚度 底针板偏离=底板偏离-底针板厚度-底针 板离空(垫钉高) 底针板离空(垫钉高) 面、底针板固定螺钉直径 顶针固定形式:=0 沉孔固定;=1 面、底 针板离空固定 导柱直径 导柱位置:=1 在 A 板;=0 在 B 板 直身模顶板宽度 工边模顶板宽度 模架类型=工边模架 定模、动模螺钉直径=M1 回针(复位杆)直径 水口板(弹料板)厚度 弹料板高度=有无弹料板*弹料板厚度 弹料板偏离=A 板偏离+A 板厚度 模架形式:SG=0 为大水口,SG=1 为小 水口模架 拉杆长度 拉杆位置形式:=0 拉杆位置在外;=1 拉 杆位置在内 拉杆直径=20
cs_tap_d cs_x cs_y es_bd es_hd es_hh es_l=EJB_h+EJA_h-es_hh
es_n es_tap_d es_x es_y fix_open=0 gba2_l=BP_h
gba_bd gba_hd=35+1.4 gba_hh gba_l=AP_h gbb_l=S_h-1 gp1_l=AP_h+AP_off+BP_h+BP_off
(=1 有顶板;=0 无顶板) 有无顶板螺钉
有无托板:=1 有托板,=0 无托板
UG-模架库参数表说明
支承板厚度(承板厚度) Y向推板固定螺钉的数量 (Y向顶针板固定螺丝的数量 ) 推板、推杆固定板固定螺钉直径(上下顶针板的固定螺丝直径) 推板固定螺钉X向距离(顶针板固定螺丝X方向距离) 推板固定螺钉Y向距离(顶针板固定螺丝Y方向距离) 拉杆位置形式(0:OUT拉杆位置在外;1:IN拉杆位置在内) 推料板厚度(水口板(弹料板)厚度) 推件板厚度 复位杆直径(回针直径) 推板导柱直径(中托边直径) 复位杆X向距离(回针X向距离) 复位杆Y向距离(回针Y向距离) 拉料杆直径(拉杆直径) 导柱X向距离 拉杆在外侧,则拉杆Y向距离为Y0 拉杆在内侧,则拉杆Y向距离为Y1 上下模固定螺钉的直径 上下模固定螺钉沉头孔深度 上下模固定螺钉X向距离 上下模固定螺钉Y向距离
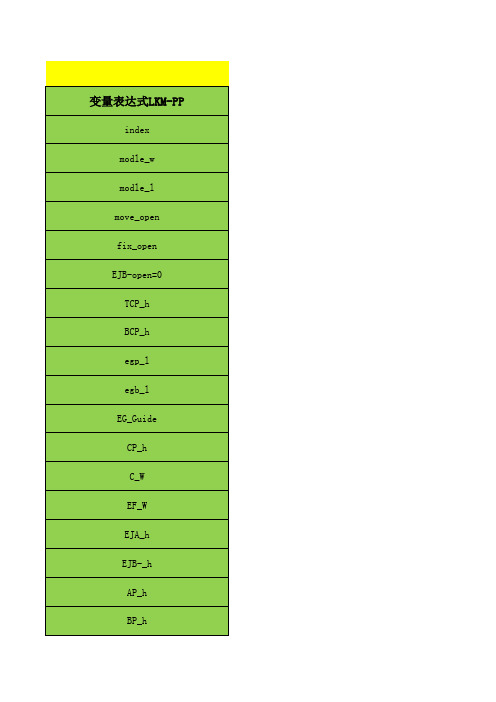
变量表达式LKM-PP
index modle_w modle_l move_open fix_open EJB-open=0 TCP_h BCP_h egp_l egb_l EG_Guide
CP_h C_W EF_W EJA_h EJB-_h AP_h BP_h
以龙记模架三板模架为例
U_h es_n Es_d es-x es_y SPN_TYPE R_h S-h RP_d EGP-d rp_x rp_y SPN_d gp_x gp-spn_y0 gp_spn_y1 ps_d ps_hh ps-x ps_y
ps-n mold_type
H I dp_d dp_l dp-x dp_y cs_d cs_hh cs-x cs-y GTYPE shorten-ej shift_ej_screw supp_pocket=1
以龙记模架三板模架为例
说明(最后面括号中为香港、台湾地区术语叫法)
模架型号 模板宽度 模板长度 B板与绝对座标Z向距离(动模离空) A板与绝对座标Z向距离(定模离空) 限位钉高度(推板与动模固定板之间的距离)(底针板离空) 定模固定板厚度(顶板厚度) 动模固定板厚度(底板厚度) 推板导柱长度(中托边导柱长度) 推板导Байду номын сангаас长度(中托司导套长度) 推板导柱、导套有无(0:OFF为没有,1:ON为有)(中托司、中托边有无) 垫块高度(C板高度) 垫块宽度(C板宽度) 推板宽度(顶出板宽度) 推杆固定板厚度(面针板厚度) 推板厚度(底针板厚度) 定模板(A板厚度) 动模板(B板厚度)
扣件式模架计算说明

参考规范下载1、《建筑施工模板安全技术规范》JGJ162-20082、《建筑施工扣件式钢管脚手架安全技术规范》JGJ130-20113、《建筑结构荷载规范》GB50009-20124、《钢结构设计规范》GB50017-20035、《混凝土结构设计规范》GB 50010-20106、《混凝土结构工程施工规范》GB50666-20117、《建筑施工临时支撑结构技术规范》JGJ300-20138、建筑施工计算手册(第二版)基本知识参数解析①基本参数模板规范计算依据:JGJ130-2011,JGJ162-2008,GB50666-2011,JGJ300-2013共四本计算规范,不同计算规范荷载取值、构造要求等都不相同,计算结果也会有差异。
如何选择计算依据:根据工程所在地专家比较认可(常规使用)规范来计算,非专家论证方案选择规范要和监理工程师确定。
②混凝土工程属性新浇混凝土板名称:验算模板支架所在混凝凝土板名称,根据实际工况填写。
新浇混凝土板板厚(mm):验算模板支架所在混凝凝土板厚度。
模板支架纵向长度L(m):指和所验算混凝土楼板模板支架架体连接一体架体,整体纵向长度(整体相对较长的一边为纵向)模板支架横向长度B(m): 指和所验算混凝土楼板模板支架架体连接一体架体,整体横向长度(整体相对较短的一边为纵向)。
模板支架纵、横向长度示意图③支架体系设计模板支架高度H(m): 一般指当前施工层层高,也有部分地区取楼层净高;为最不利情况考虑建议取层高。
主梁布置方向:包括主梁平行立柱纵向方向和主梁垂直立柱纵向方向两种情况;根据实际工况来选择。
此参数填写时,可以参考右侧CAD简图,相应变化,有助于理解。
主梁布置方向确定水平拉杆步距h(mm):上下水平杆中心间距,根据实际工况填写。
注意指的是标准部位的间距,非顶部水平杆间距。
立柱纵向间距la(mm):平行于楼板长边方向的立柱间距。
立柱横向间距lb(mm):平行于楼板短边方向的立柱间距。
模具模架的概念
模具模架的概念模具模架是指用于装配模具(如注塑模具、压铸模具、冲压模具等)的金属框架结构。
模具模架的主要功能是固定各个模具零部件,以确保模具在工作过程中的稳定性和精度。
模具模架的主要构成部分包括模座、导柱、导套、箍板、固定板、定位销等。
它们通过协同工作,形成一个完整的模具结构,将模具零部件固定在一起。
首先,模座是模具模架中主要承载模具零部件重量的组件。
它通常由高韧性的合金钢制成,以确保模具在工作中能够承受较大的冲击和压力。
模座上设有模座孔,用于接纳导柱。
导柱是将模具模架连接在注塑机、压铸机或冲床等设备上的组件。
它提供了模具的准确定位和固定支撑。
导柱通常由高速度钢或硬质合金材料制成,具有很高的硬度和耐磨性,以确保模具在长时间工作中不会发生位移或变形。
导套是装配在导柱上的一个套管,用于减少模具零部件在工作过程中的摩擦和磨损。
导套通常由高硬度的铜合金或耐磨合金制成,能够承受模具在工作中产生的高温和高压,同时保持较低的摩擦系数和较长的使用寿命。
箍板是固定模具零部件的关键组成部分。
它通常由优质工具钢制成,具有良好的硬度和韧性。
箍板上设有螺纹孔或插销孔,用于固定其他模具零部件,如固定板、压板等。
箍板的设计和制造质量直接影响模具的精度和稳定性。
固定板是模具模架中起到固定模具零部件位置的关键组件。
它通常由高精度钢材制成,经过热处理和精密加工,以确保固定板的平整度和平行度。
固定板上设有定位孔,用于接纳定位销,以保证模具零部件的准确对位。
定位销是确保模具零部件在工作中准确定位和定位的重要部件。
它通常由高硬度合金钢制成,具有很高的强度和耐磨性。
定位销的尺寸和形状必须与模具零部件相匹配,以确保模具在工作过程中的定位精度和稳定性。
总之,模具模架是用于装配模具的金属框架结构,它通过固定和定位模具零部件,保证模具在工作过程中的稳定性和精度。
不同类型的模具模架具有不同的构造和特点,但其核心原则是确保模具在工作过程中的稳定性、精度和长寿命。
模架加工知识点总结

模架加工知识点总结模架加工是指利用模架进行加工的一种加工方式。
模架是一种用来支撑工件和刀具的装置,可以使工件在加工过程中保持稳定的位置,同时可以使刀具能够按照设计要求精确地进行切削。
模架加工是现代制造业中常见的一种加工方法,具有高效、精度高、适应性强等特点,广泛应用于各种工业领域。
模架加工涉及到多个知识点,包括模架设计、加工工艺、机床选型、刀具选择、加工参数调整等方面。
下面将对模架加工的知识点进行总结,以便于读者更好地了解这一加工方法。
一、模架设计1. 模架的结构模架一般由底座、上模座、导柱、导套、螺栓等部件组成。
底座用来支撑整个模架,上模座用来固定工件,导柱和导套用来使模架的上下部分能够相对运动,螺栓用来将模架紧固在机床上。
2. 模架的材料选择模架一般采用优质合金钢或铸铁制作,具有良好的刚性和耐磨性。
在选择模架材料时,需要考虑工件的材料、加工工艺、刀具材料等因素,以确定最合适的材料。
3. 模架的尺寸设计模架的尺寸设计需要考虑工件的尺寸、形状、固定方式等因素,以确保模架能够稳定地支撑工件,并且满足加工要求。
二、加工工艺1. 加工方向在进行模架加工时,需要确定加工方向,以确保切削力和刀具磨损均匀。
一般来说,优先选择横切削方向,以减小切削力对模架的影响。
2. 刀具路径规划在进行模架加工时,需要进行刀具路径规划,以确保刀具能够按照设计要求进行切削。
通常采用数控编程进行刀具路径规划,以实现高效、精确的加工。
3. 切削参数选择在进行模架加工时,需要选择合适的切削参数,包括切削速度、进给速度、切削深度等。
这些参数的选择需要考虑工件材料、刀具材料、切削力等因素,并且需要进行试验验证,以确定最佳的切削参数。
三、机床选型1. 机床的稳定性在进行模架加工时,需要选用稳定性好的机床,以确保刀具能够稳定地进行切削。
一般来说,精密加工需要选用精密机床,而粗加工可以选用普通机床。
2. 机床的加工精度在进行模架加工时,需要选用加工精度高的机床,以确保加工出的工件精度符合要求。
模架参数说明
二、模架三维设计参数规范说明——型钢悬挑脚手架
规范出处: 《建筑施工扣件式钢管脚手架安全技术规范 JGJ130-2011》 - P47
.
17
二、模架三维设计参数规范说明——型钢悬挑脚手架
规范出处: 《建筑施工扣件式钢管脚手架安全技术规范 JGJ130-2011》 - P4
.
7
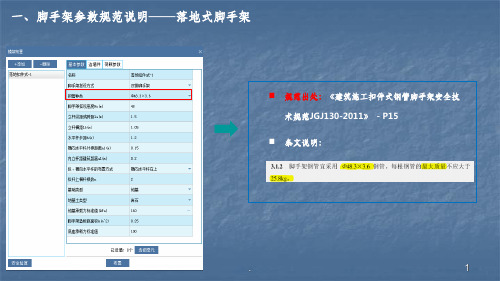
一、模架三维设计参数规范说明——落地式脚手架
规范出处:《建筑施工扣件式钢管脚手架安全技 术规范JGJ130-2011》 - P40
.
8
一、模架三维设计参数规范说明——落地式脚手架
规范出处:《50009-2012建筑结构荷载规范》 - P153
.
9
一、模架三维设计参数规范说明——落地式脚手架
规范出处: 《建筑施工扣件式钢管脚手架安全技术规范 JGJ130-2011》 - P19 -p88
.
10
一、模架三维设计参数规范说明——落地式脚手架
规范出处:《50009-2012建筑结构荷载规范》 - P42
备注:架体顶部风压高度变化系数离地高度对 应脚手架搭设高度
.
11
一、模架三维设计参数规范说明——落地式脚手架
.
21
二、模架三维设计参数规范说明——型钢悬挑脚手架
规范出处: 《建筑施工扣件式钢管脚手架安全技术规范 JGJ130-2011》 - P48
.
22
二、模架三维设计参数规范说明——型钢悬挑脚手架
规范出处: 《建筑施工扣件式钢管脚手架安全技术规范 JGJ130-2011》 - P111
.
23
二、模架三维设计参数规范说明——型钢悬挑脚手架
规范出处: 《建筑施工扣件式钢管脚手架安全技术规范 JGJ130-2011》 - P48
模架参数说明
supp_t_screw=if(Mold_type==H&&SG==1)(0)else if(SG==0)(0)else(1)
有无顶板螺钉
supp_u=1
有无托板:=1有托板,=0无托板
H
直身模顶板宽度
I
工边模顶板宽度
Mold_type=I
模架类型=工边模架
PS_d
定模、动模螺钉直径=M1
RP_d
回针(复位杆)直径
R_h
水口板(弹料板)厚度
R_height=supp_r*R_h
弹料板高度=有无弹料板*弹料板厚度
R_off=AP_off+AP_h
弹料板偏离=A板偏离+A板厚度
SG=0
C_w
C板宽度
Cl_off_x=-(mold_w/2)+C_w/2
左边C板X向偏离=-半模板宽+半C板宽度
Cr_off_x=mold_w/2-C_w/2
右边C板X向偏离=半模板宽-半C板宽度
EF_w
顶出板宽度
EJA_h
面针板厚度
EJA_off=EJB_off-EJA_h-4*ETYP E
面针板偏离=底针板偏离-面针板厚度-4*ETYPE
0suppsshelsesh厚度其余推板厚度推板偏离动模离空顶板厚度顶板偏离弹料板偏离有无弹料板弹料板厚度顶板偏离z值顶板偏离顶板顶面顶板偏离顶板厚度顶板宽度模身类型顶板高有无顶板顶板厚度托板厚度托板高度有无托板托板厚度托板偏离b板偏离b板厚度c板螺钉通过孔在底板上直径c板螺钉旋入长度2倍螺钉直径螺钉沉头孔直径螺钉沉头孔深度c板螺钉长度底板厚15倍螺钉直径沉头孔深度c板螺纹底孔直径c板螺钉x向距离c板螺钉y向距离顶出板螺钉通过孔在底针板上直径顶出板螺钉沉头孔在底针板上直径顶出板螺钉沉头孔深度顶出板螺钉长度底针板厚面针板厚沉头孔深度顶出板螺钉数量单边面针板螺纹底孔直径顶出板螺钉x向距离顶出板螺钉y向距离定模离空b板导套长度简化型小水口模架b板厚度导套安装孔直径导套头部沉孔直径导套头部沉孔深度a板导套长度a板厚度推板导套长推板厚度1导柱长度a板厚度a板偏离b板厚度b板偏离导柱长度托板偏离水口板偏离3动模离空定模离空拉杆y向距离yosoffmoveopentcphtcpoffroffsupprrhtcpoffztcpofftcptoptcpofftcphtwmoldtypetheightsupptplatetcphuhuheightsuppuuhuoffbpoffbphcsbdcsh2csdcshdcshhcslbcphcsd15cshhcstapdcsxcsyesbdeshdeshheslejbhejaheshhesnestapdesxesyfixopen0gba2lbphgbabdgbahd3514gbahhgbalaphgbblsh1gp1laphapoffbphbpoffgpluoffroff3moveopenfixopengpspny0gpspny1拉杆y向距离y1导柱或拉杆x向距离gpxgpyifspntype0gpspny0elseifspntype1gpspny1elsegpspny0导柱y向距离如拉杆在外侧拉杆y向距离yo其余如拉杆在内侧拉杆y向距离y1其余拉杆y向距离yo导柱孔直径导柱直径导柱沉头孔直径导柱沉头孔深度模板倒角模板长度模板宽度动模离空上下模螺钉通过孔直径上下模螺钉沉头孔直径上下模螺钉沉头孔深度螺钉长度底板偏离底板厚度螺钉沉头孔深度15倍螺钉直径单边螺钉数量上下模螺钉螺纹底孔直径上下模螺钉x向距离上下模螺钉y向距离上下模螺钉y向距离上下模螺钉y向距离回针复位杆孔直径回针直径02回针沉头孔
龙记模架标准规格参数表_龙记标准模架尺寸表
初中历史课堂史料教学的价值研究发表时间:2016-01-13T14:46:27.500Z 来源:《教育学》2015年12月总第91期供稿作者:恒李加[导读] 云南省怒江州福贡县石月亮中学自教育体制改革后,初中历史老师在教学过程中越来越重视运用史料教学。
云南省怒江州福贡县石月亮中学673405摘要:自教育体制改革后,初中历史老师在教学过程中越来越重视运用史料教学。
将史料合理地应用在初中历史课堂上,不但能够激发学生学习历史知识的欲望,还能加深学生对历史事实的了解,除此之外,进行史料教学对培养学生的综合能力又有着很大的推动作用。
关键词:初中历史课堂史料教学价值研究史料教学最早起源于20世纪60年代的英国,当时英国正面临着严重的历史教育危机,经过英国教育工作者的不断探索和研究,史料教学应运而生,使得历史教学面貌焕然一新,史料在历史课堂中出现的次数越来越多,并且受到众多师生的欢迎与认可。
一、史料与初中历史课本的关系所谓史料,指的是历史材料或是历史资料,是人类历史发展过程中遗留下来的重要资源。
通常情况下分为第一手史料和第二首史料,具有极其重要的教育价值。
在历史课堂中合理地利用史料,能够帮助学生认识、重构历史知识,加深对历史过程的了解。
《义务教育历史课程标准》中明确提出,教师应该善于利用文献材料、图片、实物、遗迹、影音和历史文学作品等进行历史教学,使学生了解多种历史呈现方式,进而形成历史意识和处理历史信息的能力。
但是教师却不可过于重视史料,而忽视了历史教科书的重要性。
史料与初中历史课本的关系应该是相辅相成、缺一不可的。
教师应该在历史教学中将史料与历史课本有机地结合到一起,利用史料丰富教材内容,使教材中的历史知识更具真实感,进而提高学生的学习兴趣,最大化历史教学的教学效率。
二、初中历史课堂中史料教学的价值1.有利于丰满历史细节,激发学生学习欲望。
史料教学需要教师在教学中选择最符合学生学习需求的实物、遗址、影音、图片等数据资料,这些史料能够丰富历史细节,进而激发学生对历史知识的兴趣和求知欲望,使学生深刻地感受到历史课的知识性和趣味性。
模具设计 模架介绍资料讲解
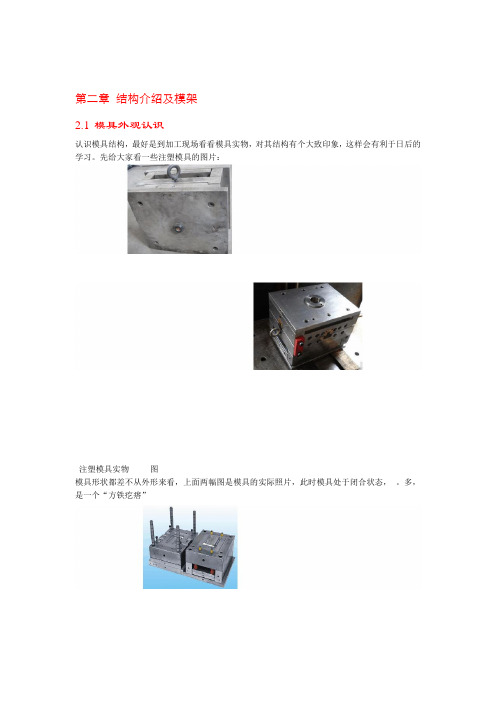
第二章结构介绍及模架2.1 模具外观认识认识模具结构,最好是到加工现场看看模具实物,对其结构有个大致印象,这样会有利于日后的学习。
先给大家看一些注塑模具的图片:注塑模具实物图模具形状都差不从外形来看,上面两幅图是模具的实际照片,此时模具处于闭合状态,。
多,是一个“方铁疙瘩”注塑模具实物图图是把模具的动定模部分打开之后的情形,我们发现其内部还是颇为复杂的。
图解模具结构3D2.2要达到这一要能想象其内部结构,学好模具设计,头脑里面要有模具内部的三维结构,见多到加工现场看模具结构也是一个非常奏效的方法。
点,除了强化制图方面的学习之外,,到实际加工现场一看,你“百闻不如一见”得多了,自然脑海中就有印象了。
俗话说的好:帮你打开模具,并一个个零件拆开给你看的话,那真是再好就全明白了。
如果有师傅在场,不过,这样印象最深刻。
软件,把模具拆开,就然而在校学子大多数情况下无法达到这种情况,但可以借助3D 像真的一样,完全可以洞穿其内部结构。
以增加大家的感官印我们就以一副简单的模具为例,来介绍其内部各零件结构,现在,象,为日后的设计做准备。
模具三维结构图现在我们把模具打开,打开后的两瓣模具如图所示。
定模部分动模部分拆开后的模具图动模部分拆分演示动模部分图这个为了让朋友们看清,标的箭头就有些乱。
上图即是动模部分各个零件的名称标示,复位杆、像导柱、例子是个简单的模具的动模部分,虽然简单,但是代表了模具的基本结构。
动模仁、上、下顶出板等等这些零件是其它模具都带有的。
其它模具都一个样,所不同的是从而能够更清晰地有下面我们就把动模部分的零件一个个拆开,其模仁部分及其内部结构。
模具内部结构的印象注模具的动模部分、定模部分的这种称呼是源自工程中,因为模具是固定在注塑机上的,随着开动作,注塑机的移动模板将带动模具的一部分沿着分型面打开与模具的另一部分分离。
于是称固定注塑机移动模板上面,并随注塑机移动模板移动的这部分模具,称为动模部分;而固定在注塑机固模板上的那部分模具称为定模部分在我国不同地方对某些模具结构零件的叫法是不一样的。
模架基础知识

模架基础知识模架、模具、零件相关知识一. 模具、模胚(模架)、注塑知识简介东莞森蓝精密模具零件我们日常生产、生活中所使用到的各种工具和产品,大到机床的底座、机身外壳,小到一个胚头螺丝、纽扣以及各种家用电器的外壳,无不与模具有着密切的关系。
模具的形状决定着这些产品的外形,模具的加工质量与精度也就决定着这些产品的质量。
因为各种产品的材质、外观、规格及用途的不同,模具分为铸造模、锻造模、压铸模等非塑胶模具,以及塑胶模具。
近年来,随着塑料工业的飞速发展和通用与工程塑料在强度和精度等方面的不断提高,塑料制品的应用范围也在不断扩大,如:家用电器、仪器仪表,建筑器材,汽车工业、日用五金等众多领域,塑料制品所占的比例正迅猛增加。
一个设计合理的塑料件往往能代替多个传统金属件。
工业产品和日用产品塑料化的趋势不断上升。
模具:在工业生产中,用各种压力机和装在压力机上的专用工具,通过压力把金属或非金属材料制出所需形状的零件或制品,这种专用工具统称为模具。
注塑过程:模具是生产塑料制品的一种工具。
它由几组零件部分构成,这个组合内有成型模腔,熔融塑料被注入成型模腔内,并在腔内冷却定型,然后上下模分开,经由顶出系统将制品从模腔顶出离开模具,最后模具再闭合进行下一次注塑,整个注塑过程是循环进行的。
简述:合模→ 注塑→ 成型→ 冷却→ 开模→ 顶出→ 合模模胚:是模具的半成品,它由一件件钢板和零件组成,基本有预成型装置、固定装置、定位装置、顶出装置。
分为标准规格和订造规格。
模具一般可分为塑胶模具及非塑胶模具:1.非塑胶模具有:铸造模、锻造模、冲压模、压铸模等。
A.铸造模——水龙头、生铁平台B.锻造模——汽车身C.冲压模——计算机面板D.压铸模——超合金,汽缸体2.塑胶模具根据生产工艺和生产产品的不同又分为:A.注射成型模——电视机外壳、键盘按钮B.吹气模——饮料瓶C.压缩成型模——电木开关、科学瓷碗碟D.转移成型模——集成电路制品E.挤压成型模——胶水管、塑胶袋F.热成型模——透明成型包装外壳G.旋转成型模——软胶洋娃娃玩具◆注射成型是塑料加工中最普遍采用的方法。