如何绘制价值流程图(1)
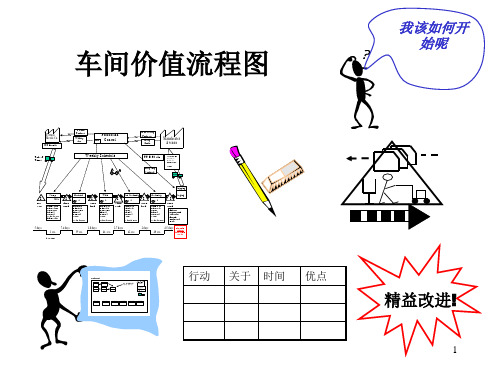
价值流程图

=22 CT = 117s 节拍时间:10S 等待3天 可用时间:11H Quality 97% 360只/H 3天 确定精益生产改善机会 38天 制造时间=23.08+13+42+3+38=119.08天 I 等待31天
IQC检验
CT = 1243s 节拍时间:12S 等待13天 可用时间:11H Quality 90% 300只/H 13天
.
定拍生产循环
出货
裁剪
= 6 7天库存 CT =148s 节拍时间:12S 可用时间:22H Quality98%
=78
=52 CT = 1064s 节拍时间:12S 可用时间:11H Quality95 %
=26 CT = 117s 节拍时间:12S 可用时间:11H Quality 97%
FIFO
注意!
产品多样性可能成为限制性因素
23
形成愿景
我们想让它成为何种工厂? 什么可以确保客户满意? 我们想得到客户何种评价? 我们的愿景和组织商业目标是否一致?
24
在现状图上标注改进点
确定合理的排期点
明确系统中哪个点是节拍时间最长的,并将其单
独列出 确定哪些工序可以合并进单元(创造生产流)
30
项目完成了?
当未来形态成为现实,它就成为现在形态 现在我们只是站在持续改善提高旅程的起点 为完美而努力!
31
什么是精益生产-三个层次
32
什么是精益生产-价值流层五个原则
Value 价值
Perfect 完美
站在客户 的立场上
Value Stream 价值流
在价值流图绘出从左至右的时间轴,按事件先
后顺序标出
价值流程图培训

征求反馈意见
将流程草图展示给相关人 员,征求他们的反馈意见 ,以便进一步完善和优化 。
更新和完善流程图
根据收集到的反馈意见和 审查结果,对流程草图进 行更新和完善,形成最终 的价值流程图。
04
价值流程图的分析技 巧
识别瓶颈与浪费环节
识别生产瓶颈
通过观察价值流程图中的工作流 程,找出限制生产速度或效率的 环节。
根据实际需要选择适合的流程图软件或手绘工具。
02
绘制流程草图
按照实际流程的顺序,逐步绘制出流程的草图,包括各环节的处理步骤
、输入输出、关键节点等。
03
添加必要的说明和标注
在流程草图中添加必要的文字说明和标注,以便他人理解和评估。
完善并优化流程图
01
02
03
审查和优化流程
对绘制的流程草图进行审 查,发现其中存在的问题 和瓶颈,提出优化建议。
现状分析
价值流图绘制
通过对现有客户服务流程的全面梳理,发 现存在服务响应慢、客户体验差等问题。
运用价值流图工具,详细描绘从客户发起 请求到问题解决的整个服务流程,明确各 环节的增值和非增值活动。
流程再造
效果评估
针对发现的问题,提出再造措施,如建立 快速响应机制、优化服务流程、提高服务 人员素质等。
通过对比再造前后的价值流图,量化评估 改进效果,如提高客户满意度、降低服务 成本等。
客户导向
价值流程图强调从客户的角度出发 ,确保产品或服务在整个价值流中 始终围绕客户需求进行。
适用范围及场景
服务业
优化服务流程,提高客户满意 度和服务质量。
新产品开发
在设计阶段就考虑价值流优化 ,确保新产品的高效推出。
制造业
VSM价值流程图(详解)

作为精益生产的核心工具之一 ,价值流程图有助于企业实现
持续改进和长期成功。
适用范围及场景
服务业
优化服务流程,提升客户体验 和服务质量。
新产品开发
在设计阶段引入价值流程图, 确保新产品的生产流程高效且 符合客户需求。
制造业
用于分析生产流程,减少浪费 ,提高生产效率。
供应链管理
改善供应链运作,降低库存和 运输成本。
信息流动
信息输入
识别流程中需要的信息输入,包括来自外部 的数据、指令等。
信息处理
描述各环节中信息的处理过程,如数据的收 集、整理、分析等。
信息输出
明确流程中产生的信息输出,如报告、决策 结果等。
信息反馈
建立信息反馈机制,将输出结果与预期目标 进行比较,及时调整流程。
物料流动
物料需求计划
根据生产需求制定物料需求计划,明确所需 物料的种类、数量和时间。
物流规划与改进
设施布局优化
价值流程图可以帮助企业合理规划物流设施布局,减少物 料搬运和运输成本。
01
运输路线优化
通过分析价值流程图中的物流路径,企 业可以优化运输路线,减少运输时间和 成本。
02
03
库存控制
价值流程图有助于企业实现库存控制 ,避免库存积压和浪费,降低库存成 本。
采购策略优化
供应商选择
质量管理与改进
识别质量问题
通过价值流程图分析,企业可以识别产品质 量问题的根源,从而有针对性地制定改进措 施。
提高产品质量
价值流程图有助于企业优化生产流程和质量控制体 系,提高产品质量和客户满意度。
实现持续改进
价值流程图的应用可以帮助企业建立持续改 进的文化和机制,不断追求更高的质量标准 和更低的成本。
如何绘制VSM-价值流分析图
数据盒只记录实际需要的数据,不一定要记录 上面的全部信息
精益价值流的观念
➢ 第一个观念:遵循值流来重新架构组织
➢ 价值流的改造是一件大工程,它是各个职能的成 员组成的一个团队,并选出一个合适的Leader。 为了有效支持改造工作,管理方面的和实质的资 源必须步调一致,遵循价值流团队所设定的目标 ,各成员定期向负责人汇报进度。
TT = 60 sec.
Daily Ship Schedule
18,400 pcs/mo -12,000 “L” -6,400 “R” Tray = 20 pcs
2 Shifts
1x daily
I
Coils 5 days
Stamp 200 t
MCT = 1 second C/O = 1 hour REJ = 3% U/T = 85% 27,600 sec. avail. EPE = 2 weeks
精益价值流的观念
➢ 第六个观念:只对价值流中的一个制程发出生产 排程
➢ 价值流中的信息流(information flow)可以简化, 在精益价值流中接受生产排程命令的程序称为引 导程序(pacemaker process)。引导点必须排除值 流中其他程序的产能限制,来安排全部上游程序 的生产步调。选定引导程序是非常重要的。
27,600 sec. Avail.
I
1600 L 850 R
Sub-Assembly
1
OCT = 62 sec D/R = 62 sec C/O = 0 REJ = 6% U/T =100% 2 Shifts
500 ft coils
Tues & Thurs
6-week
1客. 户WfaFWx需eoerekhlc求yaastt时is 间Tak是MPCtRroT多Ponidmt少ureoc??ltion
价值流程图-VSM

PROCESSES
Products
Receiving Cutting Strip Soldering Crimp Insertion molding test inspect Pack
A
x
x
x
x
x
x
x
x
x
B
x
x
x
x
x
x
x
x
x
C
x
x
x
一次质量
2 x/ day
发运
I
500 pcs
Inventory Part A = 750 pcs Part B = 600 pcs Part C = 1650 pcs
# of shifts =
环节6:定义信息流
绘制从收到订单到下达生产订单(客户旳订单,生产订 单,采购订单)旳信息流。
统计生产订单及有关产品。 统计生产计划系统及随产品经过系统旳文件材料。 统计你怎样与供给商和客户沟通。 统计信息怎样整顿和发放,例如:电子方式,手工方式,
区别流动中旳推动和拉动。 包括产品接受和质量检验旳全部控制。
推动
流程生产不考虑下游(内部 )客户流程旳实际需求,直 接推动未完毕产品经过流程 。生产根据既定计划。
VS
拉动
每个后续生产环节都是前一 流程环节旳客户。当需要时 (拉动)由客户要求数量, 而不是简朴旳根据前面生产 环节生产并直接送到客户处 (推动)。
怎样辨认流程中旳挥霍?
价值流图(VSM)
价值流图消除挥霍
价值流图旳目旳在揭发挥霍旳起源。
我们应着眼于回答下述问题: “我们怎样能够仅生产下个流程所需,并仅在该流程需要时生产旳方式
价值流程图(PPT课件)
EPE = Time
BATCH = Pieces
Process Time Per Piece 每件工序时间(流程前置时间除以批量数量)………………………………………..…..…………….P…TP
= Time
Reject Rate废品率 (=产品因质量问题被拒的百分比)…………………………………..……..…….…………..
REJ
=%
Uptime 正常运行时间(工序运行的正常时间的百分比,除去休息及临时维修)………...…..…………
U/T
=%
Changeover Time 换件时间(从工件A转换到工件B的时间)….............................
C/O
= Time
Every Part Every_单件间隔____ (每一个部件流过工序的时间)………………………..….
▪未来图
标准化作业
拉动
拉动
FIFO
标准化作业
快速切换
19
第四步. 稳固各单元
▪精益商业系统工具 - 5S/可视化管理 - 标准化作业 - 减少偏差 - 全面生产性维护 - 快速切换
标准化作业
生产节 拍
4 32 1
标准化在
2 1 3 2 1 RM
制品
3 4 4 5 6 FG
5 67 8
工作顺序
20
第五步. 综合各单元
§由客户及混合模式
制造拉动的突破图
精益改进及突破
24
第二章–绘制当前状态图
价值流程图
客户
生产节拍 = 60 秒.
18, 400 件/月 -12,000 “左置” -6,400 “右置” 转运托架 = 20件 2班工作
如何绘制价值流程图
•I
•Coils •5 days
• 供方
• 过程1 • 上游
• 过程 2
•顾 客
• 过程3 • 下游
PPT文档演模板
如何绘制价值流程图
价值流图
❖ 以笔纸为工具,让你看到 和理解材料和信息的流, 产品是如何通过价值流形 成的
• 信息
• 生产流动
• 材料
PPT文档演模板
如何绘制价值流程图
价值流图-要点
v v v v v v v
PPT文档演模板
•1
•C/T = 62 seconds •C/O = 0
•Uptime = 100% •2 Shifts
•27,600 sec/shift
•I
•1200 L • 640 R
•ASSEMBLY #2
•1
•C/T = 40 seconds •C/O = 0
•Uptime = 100% •2 Shifts
•C/T = 62 seconds •C/O = 0
•Uptime = 100% •2 Shifts
•27,600 sec/shift
•ASSEMBLY #2
•I
•1
•2700 L •1440 R
•C/T = 40 seconds •C/O = 0
•Uptime = 100% •2 Shifts
•27,600 sec/shift
PPT文档演模板
如何绘制价值流程图
ACME 冲压加工
• 发货
❖ 每天1卡车 ❖ 20件 /盘 ❖ 10盘 /托架
•1x •Daily
❖ 30 “L” 盘/天
❖ 16 “R” 盘/天
❖ 存货 - 2700 L - 1440 R
价值流程图-VSM

人员
VSM的图示 –其它
首先要选定你的产品,也就是研究的对象。为了操作的方便性,可以利用分组把产品分成产品家族。最佳的工具是使用产品家族矩阵。要建立产品家族矩阵之前,首先列出所有的产品在左编的栏位,并且在顶层列出加工流程步骤。找出共同的加工步骤,其中对应到不同的的产品可以分类成同一个家族。
产品
绘出现状图的7个步骤
使用铅笔、橡皮擦和便条纸绘制直接绘制在大白报纸上,避免使用电脑软体绘制可以使用下列颜色,使价值流图更容易阅读蓝色 –流程黄色 –存货或缓冲粉红色 – Master schedule / Production control主生产排成/生产控制单元绿色 –供应商及客户记得永远由客户开始绘制绘制完物流/流程步骤后,要留下空间画存货,图的下方还要留地方画各步骤的时间
价值图的改善
未来价值图
价值流图是一个团队改善活动,一个人绘制出来的价值流图通常是错的适合物料、讯息、生产的流程问题适合跨部门协调(多个部门之间的转接、协同合作有问题时)适合描述某一个具体的工作或办公区域,不适合描述复杂的工厂 ,如果太复杂,可以尝试切割流程,画在多张纸上不要尝试把所有东西都放在同一张纸上,记得80/20法则针对重点要解决的问题处理针对重要物料和办公管理过程绘制即可VSM不是万能的,但是VSM确实是一个能快速创造价值 的有力工具
加工流程
步骤一:辨识产品族
选定流程范围
跨公司
单个工厂(我们公司)
跨职能
过程层次
具体任务
通常由此开始
步骤二:绘出现状图
Customer
辨识产品及用户需求定义物料流定义物料处理流程及作业(从外部用户/客户内部供应商)第一次建议先画出从开始到结束的价值流加上资讯方块定义资讯流及作业,并加上资讯方块完成资料方块,并描述重要的活动状态定义库存点,并标注是(c)可控制或是(v)变动找出质量检核点及返修闭环,包括质量绩效、返修资源等给定前置作业时间,并了解时间变异的程度
价值流程图课件

看板路径 精益改善点
步骤3: 设计未来状态图
© Celerant Consulting
制作未来状态图之目的
q 形成实施精益生产体系计划的基础 q 通过推动或持续流动形成同客户相连的增值流 q 让项目成员参与未来业务规划,让他们的出主意
?
© Celerant Consulting
© Celerant Consulting
工厂价值流未来状态图
供应商
物料
每周 66
供 应 商 循 每天 环 11
TAKT时间 39600秒 3300只
.
采购
= 12 秒 D-7
1 小时
1.
裁剪
车缝
PMC
D-6 D-6
1 小时
1.
手工
业务
HallMark
每日出货计划
每周 20000
只
每周
1 小时
1.
收集一系列流程时间数据(不要同周期时间相混淆),并把相关数据记录入档
数据的可用性
在我们无法获得真实时间数据的情况下
利用手头上最好的数据继续。
5
© Celerant Consulting
数据的完整性
确定数据
明确
我们知道的数据 我们假设的数据 我们可证明的数据 我们需要搜寻的数据
作出决定
定拍生产循环
包装
出货
=6 7天库存
CT =148s 节拍时间:12S
可用时间:22H Quality98%
=78
1天库存
CT = 1243s 节拍时间:12S
可用时间:11H Quality 90%
=52
CT = 1064s 节拍时间:12S
价值流程图绘制方法(精益生产)

对工作流程进行优化,消除浪费,提高生产效率。
引入新技术
引入新技术和设备,提高生产过程的自动化和智能化水平。
培养员工的价值流意识与能力
培训员工
对员工进行价值流相关培训,提高其对价值流 的认识和理解。
鼓励员工参与
鼓励员工参与到价值流改进过程中,发挥其主 动性和创造性。
建立激励机制
建立激励机制,对在价值流改进中做出贡献的员工给予奖励和表彰。
05
价值流程图的持续改进
定期审查与更新价值流程图
定期审查
价值流程图绘制完成后,应定期进行审 查,以确保其与实际生产过程保持一致 。
VS
更新价值流程图
随着生产过程的改进和变化,价值流程图 也应随之更新,以反映最新的生产状况。
持续改进的策略与方法
识别瓶颈
通过价值流程图,识别生产过程中的瓶颈,并制定相应的改进措 施。
非价值流
描述生产过程的原材料、组件、 信息和能源的来源。
描述生产过程中的浪费环节,如 等待、库存、搬运、重复作业等。
价值流程图的作用
识别生产过程中的浪费
提高生产效率
通过绘制价值流程图,企业可以清晰地看 到生产过程中的浪费环节,从而有针对性 地采取措施消除浪费。
价值流程图可以帮助企业优化生产流程, 减少不必要的环节和等待时间,提高生产 效率。
增强了企业的竞争力。
THANK YOU
服务流程梳理
利用价值流程图对服务流程进行全面梳理,包括客户需求、服务 提供、售后支持等环节。
服务效率提升
基于价值流程图的分析结果,优化服务提供方式,提高服务效率和 质量。
服务创新
通过价值流程图发现服务中的瓶颈和浪费,实施服务创新,如开发 新的服务项目、优化服务流程等。
价值流程图(VSM)案例分析

二、价值流程图
第一个是信息流程,即从市场部接到客户订单或市场部预测客户的需求开始,到使之变成采购计划和生产计划的过程;
第二个是实物流程,即从供应商供应原材料入库开始,随后出库制造、成品入库、产品出库,直至产品送达客户手中的过程。此外,实物流程中还包括产品的检验、停放等环节。
企业在进行VSM分析时,首先要挑选出典型的产品作为深入调查分析的对象,从而绘制出信息流程和实物流程的现状图,然后将现状图与信息和实物流程的理想状况图相比较,发现当前组织生产过程中存在的问题点,进而针对问题点提出改进措施。
三、价值流程图案例分析
物料搬运由1个专人负责,搬运设备为手推车。搬运工每班从仓库向车间搬运一次毛坯,从车间向装配工位搬运两次成品零件。装配工位每天对该零件的需求为700件,每料盘25件,并把他们的每月预测和每日需求信息发给车间调度部门。
01
04
02
03
车间调度部门把每周计划下发给零件加工车间各工位和搬运工,此外,将其每月预测和每周计划信息发给原料、半成品仓库。粗车工位零件毛坯在制品库存为350件,以后三道工序在制品库存以及零件成品在制品库存均为175件。
01
同时,我可以看出,依照新的方案安排生产,生产提前期可减小到0.5天,比原来减少了66.67%((1.5-0.5)/1.5x100%)。同时可实现流水线下的拉式生产,在制品库存也可明显减少,对装配车间的需求响应将更加的迅速准确。此外生产线平衡率大大提高
02
Thank You !
单击此处添加副标题
价值流程图分析特征
价值流程图分析的好处
目视化工具 信息沟通方式 有利于发现存在的问题 创建一个改善的价值流
价值流程图分析步骤
选择一个 产品 计划和实施 从头到位聚焦一个产品、过程或服务,搜集相关数据 分析当前问题: 信息、物料、交互 设计一个精益价值流 建立想要达到的理想状态 实施计划,达到的理想状态
价值流程图

• 指导者及参与者介绍 • 车间价值流程图的规则 • 欢迎随时提问!
2
车间价值流程图 日程 – 第一天
• 介绍 • 价值流程图绘制程序 • 绘制当前状态图 • 绘图练习–绘制当前状态图
30 分钟. 1 小时 2 小时 3-5 小时
午餐休息
3
车间价值流程图 日程 – 第二天
• 当前状态图讨论 • 精益价值流 • 绘制未来状态图 • 绘图练习–绘制未来状态图
客户
每周订单
T/T=135s
1000 椅子/每周 1班
每日发货计划
每日
成品仓库
I 装配
295 件
2
I 出运
600 件
OCT = 395 sec C/O = 0 min
骨架
I 2000 件
骨架装配
OCT = 60 秒 C/O = 0 分
I
800 件
座垫装配
OCT = 60 秒 C/O = 0 分
I
785 件
BATCH = Pieces
Process Time Per Piece 每件工序时间(流程前置时间除以批量数量)………………………………………..…..…………….P…TP
= Time
Reject Rate废品率 (=产品因质量问题被拒的百分比)…………………………………..……..…….…………..
Operator Cycle Time操作员周期时间………………………………………………………………………………………………O…CT………=… Time
Machine Cycle Time机器周期时间…………………………………………………………………………………………………M…C…T ……= Time
七步曲绘制价值流程图

七步曲绘制价值流程图在精益圈内,我们公认价值流程图是最重要的精益工具之一。
在过去几年里,笔者无数次收到管理者、EMBA、MBA学生和精益实践者的提问:如何正确绘制价值流程图、如何借助这个重要的工具“火眼金睛”地发现流程中存在的问题。
就这个话题,笔者与大家分享三篇文章:《七步曲绘制价值流程图》《使用价值流程图的九个建议》、《设计未来状态的八个关键问题》。
今天呈现给你的是其中的第一篇文章。
绘制价值流程图有七个步骤:①明确企业战略,②确定产品线,③选定价值流经理,④绘制现状图,⑤介绍现状图,⑥绘制未来图,⑦列出计划与实施。
1.明确企业战略正如詹姆斯∙沃麦克和丹∙琼斯在《学习观察》一书的推荐序所强调的,只有将改善和精益生产战略性地应用在价值流中,才能获得最大的成效。
在使用价值流程图这个重要工具时,企业管理者和精益工作者都要明确了解公司的战略目标:扩大销售?提高利润?增加现金流量?提高客户满意度?增加股东权益?还是其他什么目标?2.确定产品线选择产品(对医院、超市、银行、物流等服务性行业而言,服务种类就是产品线)非常重要,有几个指导事项供参考。
第一、选择的产品最好在企业当中占的业务比例比较大,比如所在的企业,一年销售收入1亿,尽量选产品和服务有2000万、3000万左右的,而不去选收入只有几百万的产品线。
第二、把产品或服务所涉及的各个步骤全部列出来,尽量挑选步骤差不多的、相近的,那么在分析价值流的时候,分析的不仅是一个产品和服务,而是相近的2、3个产品。
著名精益大师迈克•罗瑟和约翰•舒克在其编写的《学习观察》一书中选了二个产品,一个叫左置转向支架和右置转向支架。
这二个产品在结构上有些许差别,但其加工步骤和使用的设备完全一样。
确定要分析、改善的产品线或服务以后,我们就可以选择价值流。
价值流既有宏观的又有微观的。
大的可以横跨整个公司,或者包括供应商在内的多个公司。
当然也可以小的,比如板金材料的加工,从钢板开始,到冲压成一块一块的零件,这更多是一个工序的价值流。
价值流程图绘制及案例

价值流程图绘制及案例
案例:电商大数据应用
价值流程图:
1. 搜集:通过采集各种渠道的用户数据,例如来自APP 或网站的用户数据、影响购物行为的气象因素等,获得电商用户行为特征及其与购物环境的关系。
2. 分析和发现:采用机器学习算法和用户模型,对搜集到的数据进行分析,以挖掘用户洞察,发现潜在的商业机会和潜在的行为模式。
3. 模型输出:根据分析和发现的结果,为用户提供有价值的内容和个性化推荐。
4. 用户反馈:不断地监测用户反馈以评估营销效果,及时发现并找出新机会。
5. 优化营销:根据用户反馈结果,持续优化营销内容,使电商获得最有效的营销和推广活动。
第十三章 价 值 流 图
2.设计或改进看板系统
(6)针对冲压工序,由于是批量生产,在其右上方画一个信号看板的图标, 并用代表人工信息流动的箭头连接,用来表示当钻孔/磨削/组装单元的 操作人员从工序间周转库存中提取走所需部件时,取出信号看板,而冲压 工序的操作人员在将加工完成后的部件送到工序周转库存时,则会收回信 号看板。
图13-10 绘制各工序信息
(5)绘制信息流
1)画出客户图标到生产控制部门图标之间的信息沟通箭线,用来代表客户 的预测信息和订单信息。 2)在生产控制部门图标和代表生产主管的方框之间画一条信息沟通的箭线, 并把生产主管发布计划的频率标注在箭线上。 3)在代表生产主管的方框和相关的工序方框之间画若干条代表信息沟通的 箭线,并把相关工序发布信息的频率标注在每条箭线上。
(3)绘制发货与收货信息。
图13-9 绘制发货与收货信息
(4)绘制各工序信息
1)在图形的底部用矩形图标表示出各道工序,将最上游的工序画在左边, 最下游的工序画在右边。 2)在每个工序图标的下面画上数据框,并填入相关信息,通常填入该工序 的加工周期时间、换模时间、有效作业时间、使用率等。 3)在各工序的数据框下方画一条有凹凸的折线,并把每道工序的增值时间 (即加工时间或周期时间)填列在每个数据框下方的时间线上。
四、均衡生产阶段
1.设计均衡生产系统 2.设计或改进看板系统 3.补充其他信息
1.设计均衡生产系统
图13-19 均衡生产系统绘制
2.设计或改进看板系统
(1)首先在均衡生产箱和周转库存之间画出一个领取看板的图标,并用虚 线箭头连接,表示物流配送人员需要从周转库存领取发货所需的产品。 (2)在周转库存和发货部门之间用虚线箭头相连,用来表示物流配送人员 需要从周转库存中搬运部件准备发运。 (3)在钻孔/磨削/组装生产单元的右上方画一个生产看板,并用虚线箭 头连接发货图标和钻孔/磨削/组装生产单元的图标,用来表示生产单元 需要生产周转库存中被领取的产品。 (4)在钻孔/磨削/组装和超市之间画一条虚线箭头,用来表示从钻孔/ 磨削/组装单元向周转库存补充所需要的物品。 (5)在周转库存和均衡看板箱之间画一条虚线箭头,用来表示物流配送人 员将产品搬运到周转库存之后,返回到均衡看板箱处。
3价值流程图范例

价值流程图(一) (改善前)
公式:①TT (日目标时间)=
②作业人数(n )= = 四舍五入
③加工时间(PT )=人工时间+机器时间-重叠时间 ④设备台数(m )= 加工时间÷加工批量÷目标时间
该工序总人工时
目标时间 每日投产时间
日目标量
⑤周期时间(CT )= 加工时间÷加工批量÷设备台数
⑥等待时间(WT )= 搬运批量×周期时间 ⑦停滞时间(ST )= 多余批量×周期时间
⑧生產交期 (LT) = 加工時間總和+等待時間總和+停滯時間總和
⑧附加价值V A(%)=
加工时间总和÷生產交期
价值流程图(一) (改善后)
公式:①TT (日目标时间)=
②作业人数(n )= = 四舍五入
③加工时间(PT )=人工时间+机器时间-重叠时间 ④设备台数(m )= 加工时间÷加工批量÷目标时间
该工序总人工时
目标时间 每日投产时间
日目标量
⑤周期时间(CT )= 加工时间÷加工批量÷设备台数 ⑥等待时间(WT )= 搬运批量×周期时间 ⑦停滞时间(ST )= 多余批量×周期时间
⑧生產交期 (LT) = 加工時間總和+等待時間總和+停滯時間總和
⑧附加价值V A(%)=
加工时间总和÷生產交期。