注塑部机台运作巡检记录表
注塑巡检记录表

~
~
~
~
班次 是否盖章 模具状态
~
~
日期 □是 □否 □OK □NG
~
备注
尺寸 检验
判定结果
注:1.正常生产2H以上,巡检0.5H检查一次,2H记录一次。生产低于2H时需巡检一次记录一次,记录一个最大值和最小值。2.巡检时需记录作业员依SOP规定作业的实际状 况,巡检机台参数安全状态,并记录于表单中。3.测量工具:A.二次元 B.卡尺 C.硬度计 D.弹性仪 E.厚度规 F.目测 G.模温计 H.手工
客 户 材质
作业员是否依SOP作业
产品型号 流程卡号 □是 □否
规格/标准/测量工具
外观 检验
温度
检
机台 参数
压力
验
速度
项
目
料花 缩水 变形 缺料 拉模 气泡 银丝 污点
F F F F F F、A F F、A ℃ pa mm/s
注塑巡检记录表
生产数
作业员
不良数
机台号
是否发生过异常
பைடு நூலகம்
□OK □NG
巡检时间
审核:
检验员:
注塑机日常点检表

辅助注塑机正常工作
点检人 主管
修理异常记录
评估:是否影响产品质量和正常生产。 是 c
否c
1 机台内外现场5S 看查 机台内外干净整洁无杂物
2
安全门
看查
打开时机器不合模
3 安全防护罩
看查 防护罩完好螺栓紧固无松动
4 模具安装螺栓
扳手
用扳手确认无松动
模具动作
听力 模具动作开闭无异常响动
5 紧急停止开关
制动
停止
6 润滑油油量
看查
警戒线以上
7 烘干炉状态
仪表 设置温度和仪表温度相符
8 冷却系统
注塑机 日 常 点 检 表
设备编号
机台名称
注塑机
设备型号
文件编号
点检月份
2015年
月
点检时间:开机前、设备维修后、模具工装更换后
N O
点检概括
方法
判定标准
点检日期 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
看查 冷却系统完好畅通,无漏水
9 机器运转
听力
机器运转无明显噪音
10
液压油
看查
液压油警戒线以上
12 液压系统
看查 液压系统无漏油,压力正常
13 液压油油温
仪表
油温标准35~55℃
14
注塑机辅 助设备
①机械手②传送带 ③烘干机④模温机 ⑤动水机⑥温控箱
点 良好
检
√
标 故障不可
识
用
×
有问题可用 △
计划维修 ○
注塑制程巡检记录表
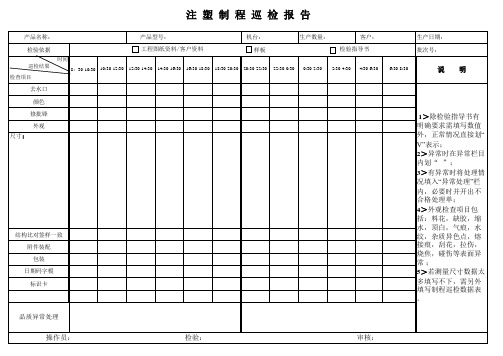
5>若测量尺寸数据太 多填写不下,需另外 填写制程巡检数据表 。
品质异常处理
操作员:
检验:
审核:
检验指导书
2:30-4:30 4:30-6:30
去水口
颜色
修批锋
外观 尺寸:
结构比对签样一致 附件装配 包装
日期码字模 标识卡
生产日期: 批次号:
6:30-8:30
说明
1>除检验指导书有 明确要求需填写数值 外,正常情况直接划“ V”表示; 2>异常时在异常栏目 内划“×”; 3>有异常时将处理情 况填入“异常处理”栏 内,必要时并开出不 合格处理单;
注塑制程巡检报告
产品名称:
产品型号:
机台:
生产数量:
客户:
检验依据
巡检结果 检查项目
工程图纸资料/客户资料
样板
时间
8:30-10:30 10:30-12:30 12:30-14:30 14:30-16:30 16:30-18:30 18:30-20:30 20:30-22:30
22:30-0:30
0:30-2:30
IPQC制程巡检记录表 注塑部
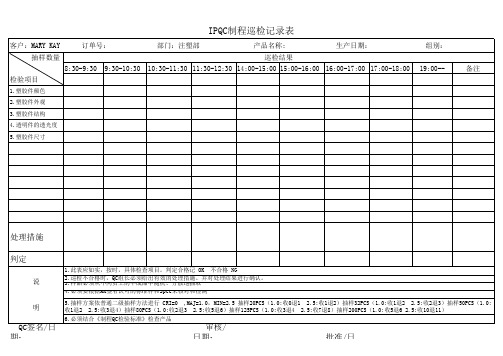
4.必须要根据MK签名认可的标准样和Spec来核对和检测
明
QC签名/日 期:
5.抽样方案依普通二级抽样方法进行 CRI=0 ,MAJ=1.0,MIN=2.5 抽样20PCS(1.0:收0退1 2.5:收1退2)抽样32PCS(1.0:收1退2 2.5:收2退3)抽样50PCS(1.0:
收1退2 2.5:收3退4)抽样80PCS(1.0:收2退3 2.5:收5退6)抽样125PCS(1.0:收3退4 2.5:收7退8)抽样200PCS(1.0:收5退6 2.5:收10退11)
2.塑胶件外观
3.塑胶件结构
4.透明件的透光度
5.塑胶件尺寸
组别: 19:00--
备注
处理措施
判定
1.此表应如实,按时,具体检查项目。判定合格记 OK 不合格 NG
说
32..样巡品 检必 不须 合从 格不 时同 ,员 QC工组的长半必成须品给中出随有机效、的分处散理地措抽施取。并对处理结果进行确认。
IPQC制程巡检记录表
客户:MARY KAY
订单号:
部门:注塑部
产品名称:
生产日期:
抽样数量
巡检结果
8:30-9:30 9:30-10:30 10:30-11:30 11:30-12:30 14:00-15:00 15:00-16:00 16:00-17:00 17:00-18:00
检验项目
1.塑胶件颜色
6.必须结合《制程QC检验标准》检查产品
审核/
日期:批准/日来自
注塑车间工艺巡检记录表

巡检方法:每班检测两次,每次抽检一模
二.生产工艺记录: 料筒温度 实测温度 前后前 后
模具温度 动静
实测温度 动静
时间
注射
冷却
储料 固化
循环 周期
注射
保压
压力 储料
合模
机台号
备注
工艺 检验 方 法: 在做 首检 和巡 检的 同时 做好 工艺 检测
检验员:
每班检测三次
审 核:
注塑车间工艺巡检记录表车间巡检记录表车间质量巡检记录表注塑巡检记录表巡检记录表设备巡检记录表消防巡查巡检记录表机房巡检记录表巡检记录表格式安全巡检记录表
塑胶厂
年
月
一.首巡检记录: 产品名称
生产工艺.品质巡检记录表
生产
日
工
号:
规格型号
出模数
外观质量 规定尺寸
判断
实测尺寸 12345678n
判断
性能 备注
注塑IPQC巡检日报表

外观确认 抽样数 毛重 材质 颜色 尺寸 嵌合 包装 判定
不良对策填写《异常 联络单》编号
改善担当
改善效果 停/开机 确认 记录
数据记录表格 时间
备注: 1.作业员自检当班若连续三啤产生品质不良,需及时通知生产领班或技术员改善调机。 2.IPQC巡检抽箱检查发现1PCS重点不良,需开出《异常联络单》给到品质组长或主管及经理确认,并及时通知生产领班或主管控制改善,生产必须当 天回复原因及改善对策。 3.当班产生的不合格品,若生产部返工或返修后,品质必须填写不良品再检报告。
品质经理签名
品质主管签名
品质组长签名
JF-HRA-020-A/1
xxxxxxx有限公司 注塑IPQC巡检记录表
白班IPQC 客户 部品名称 部品番号 机台序号 材质/颜色 日期 白班领班 干燥温度 干燥时间 模腔数 每小时生产数 夜班领班 机台号 加工人数 夜班IPQC
重 检查时间 单重
08:00-10:00 10:00-12:00 12:00-14:00 14:00-16:00 16:00-18:00 18:00-20:00 20:00-22:00 22:00-0:00 0:00-2:00 2:00-4:00 4:00-6:00
注塑机台运转及巡检记录表模板

注塑机台运转及巡检记录表
机台编号:
巡检日期:生产产品:注:1.此表每天由机台技术员放到对应的机台表袋中,然后分别由技术人员及品质人员填写各自负责内容;晚班机台技术员在早上下班前负责确认收回并交主管确认;
2.符合项划”√“,不符合项划”ד。
序号
巡检项目异常描述8:00~10:0010:00~12:0013:00~15:0015:00~17:0017:00~19:0019:00~21:0021:00~23:0023:00~1:002:00~4:004:00~6:006:00~8:00备注1
机台运行状况原料干燥由技术人员填写
2
换模3
换色4
清洗炮筒5
产品调试6
修模7
品质异常8
机械手调试9
待确认10
量试11
机台维修12
无排配13
其它状况14正常开机巡检技术员签名
1
产品品质状况缩水由品质人员填写
2
气泡/流纹3
缺料4
水口/披锋5
变形6
碰刮伤7
顶白8
油污9
色差10其它
巡检QC 签名
其它异常记录A 班B 班。
注塑机日常检查保养维护记录表模板
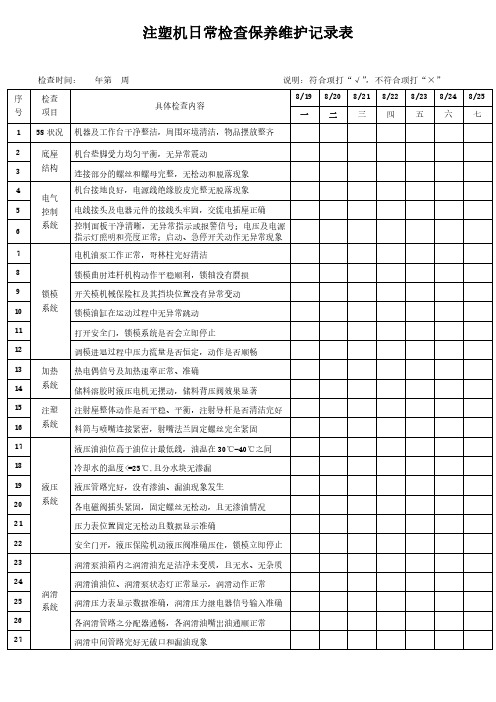
注塑机日常检查保养维护记录表检查时间:年第周说明:符合项打“√”,不符合项打“×”序号检查项目具体检查内容8/198/208/218/228/238/248/25一二三四五六七15S状况机器及工作台干净整洁,周围环境清洁,物品摆放整齐2底座结构机台垫脚受力均匀平衡,无异常震动3连接部分的螺丝和螺母完整,无松动和脱落现象4电气控制系统机台接地良好,电源线绝缘胶皮完整无脱落现象5电线接头及电器元件的接线头牢固,交流电插座正确6控制面板干净清晰,无异常指示或报警信号;电压及电源指示灯照明和亮度正常;启动、急停开关动作无异常现象7锁模系统电机油泵工作正常,哥林柱完好清洁8锁模曲肘连杆机构动作平稳顺利,锁轴没有磨损9开关模机械保险杠及其挡块位置没有异常变动10锁模油缸在运动过程中无异常跳动11打开安全门,锁模系统是否会立即停止12调模进退过程中压力流量是否恒定,动作是否顺畅13加热系统热电偶信号及加热速率正常、准确14储料溶胶时液压电机无摆动,储料背压阀效果显著15注塑系统注射座整体动作是否平稳、平衡,注射导杆是否清洁完好16料筒与喷嘴连接紧密,射嘴法兰固定螺丝完全紧固17液压系统液压油油位高于油位计最低线,油温在30℃-40℃之间18冷却水的温度<=25℃,且分水块无渗漏19液压管路完好,没有渗油、漏油现象发生20各电磁阀插头紧固,固定螺丝无松动,且无渗油情况21压力表位置固定无松动且数据显示准确22安全门开,液压保险机动液压阀准确压住,锁模立即停止23润滑系统润滑泵油箱内之润滑油充足洁净未变质,且无水、无杂质24润滑油油位、润滑泵状态灯正常显示,润滑动作正常25润滑压力表显示数据准确,润滑压力继电器信号输入准确26各润滑管路之分配器通畅,各润滑油嘴出油通顺正常27润滑中间管路完好无破口和漏油现象。
注塑成型IPQC巡检记录表

10 已生产产品和其品质状态是否有唯一性标示?
11 不良品是否有标示和定位?
12 物料和产品是否标示和定位? 料
13 特采、挑选的物料是否有按判定结果执行?
14 产品无堆积现象?
15 尾数和工单清尾产品是否有在外箱标示?
16 更换机种后上工单物料及产品是否有做清理?
17 该相关现场指导文件是否齐全?
核 准:
IPQC:
IPQC巡检记录表
表单编号:FCKM282-5-2D-7
日
期
年 月 日 属 性
□HSF品料 □普通品料
班别
□白 □晚
制
程 □注塑成型
型号
机台号
分 类
NO
确认项目
08:00-10:00 10:00-12:00 12:00-14:00 14:00-16:00 16:00-18:00 18:00-20:00 20:00-22:00 22:00-00:00 00:00-02:00 02:00-04:00 04:00-06:00 06:00-08:00
1 作业者是否有按SOP进行作业?
2 终检人员是否清楚该产品的管制重点?
人 பைடு நூலகம் 员工是否清本岗位的注意事项?
4 员工是否清楚上工位作业内容及要点?
5 班组长是否及时采取纠正措施来处理异常。
6 设备是否有点检和保养?
机 7 设备和治工具选用是否与SOP相符?
8 设备之调整参数是否与SOP相符?
9 物料是否与BOM一致?
18 是否有正确配置SOP?并依SOP流程作业?
19 是否有ECN变更(如适用),并有效执行?
法 20 工单清尾产品是否有依正常流程作业?
21 设备、治工具是否有按相关操作规范作业?
注塑巡检报表

外观检验 料花 缺胶缩水 混色 黑点 变形 披峰 水口高 沾模 色差顶高 冷胶 堵孔 削伤油污 漏件 其它
异常产品时间,数量、以及改善结果:
此表格由IPQC依据检验指导书和检验规范对产品进行每2小时/次巡检,每台机每次抽检5pcs,装箱产品抽检按GB2828--2003进行抽检,表中判定的项目合格就打√ 不合格就打×,同时在备注栏里做具体ห้องสมุดไป่ตู้述。
外观检验 料花 缺胶缩水 混色 黑点 变形 披峰 水口高 沾模 色差顶高 冷胶 堵孔 削伤油污 漏件 其它
异常产品时间,数量、以及改善结果:
此表格由IPQC依据检验指导书和检验规范对产品进行每2小时/次巡检,每台机每次抽检5pcs,装箱产品抽检按GB2828--2003进行抽检,表中判定的项目合格就打√ 不合格就打×,同时在备注栏里做具体描述。
注塑车间巡检报表
机台:
检验项目
客户:
料号:
规格/品名:
净重(g)
白/夜:
日期:
尺寸检验(依据检验指导书)(单位mm)
时间
08:00--10:00 20:00--22:00 10:00--11:30 22:00--24:00 12:30--14:30 00:00--02:00 14:30--16:30 02:00--04:00 16:30--18:30 04:00--06:00 18:30--20:00 06:00--08:00
车间:
检验:
审核:
车间:
检验:
审核: 白/夜:
注塑车间巡检报表
机台:
检验项目
客户:
料号:
规格/品名:
净重(g)
日期:
尺寸检验(依据检验指导书)(单位mm)
注塑领班,技术员巡机表
3.主管每天确认后交文员存档。
巡机表
日期:
组长
时间
时间
时间
14:00-16:00 16:00-18:00 18:00-20:00
02:00-04:00 04:00-06:00 06:00-08:00
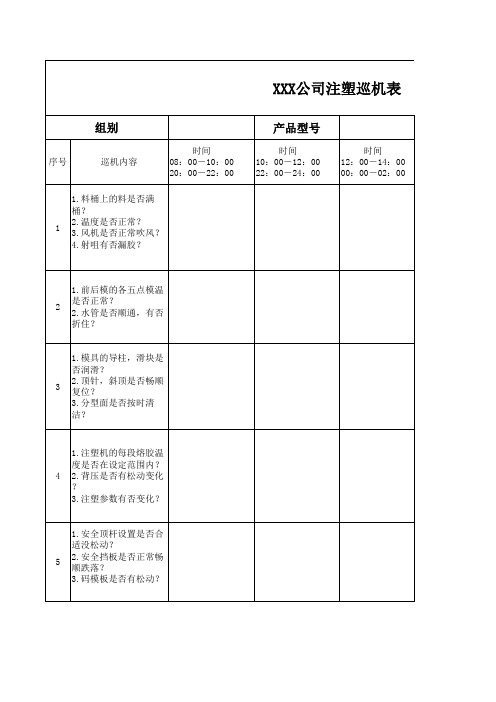
并在方格内记录。每天下班前把报表交到班主管处。
2
是否正常? 2.水管是否顺通,有否
折住?
1.模具的导柱,滑块是
否润滑?
3
2.顶针,斜
1.注塑机的每段熔胶温 度是否在设定范围内? 4 2.背压是否有松动变化 ? 3.注塑参数有否变化?
1.安全顶杆设置是否合
适没松动?
5
2.安全挡板是否正常畅 顺跌落?
3.码模板是否有松动?
1.机台是否掉落的料粒 是否及时清扫? 2.机台上的胶头,工具 6 是否按时收走? 3.工作台,机台的岗位 5S是否合格?
1.机台文件:作业指导
7
书,生产指令,点检 表,是否齐全?
2.首件是否挂出?
1.员工的作业方法是否 正确? 8 2.产品是否合格? 3.员工的工作精神面貌 是否正常?,
备注
班主管确认
XXX公司注塑巡机表
组别
序号
巡机内容
时间 08:00-10:00 20:00-22:00
1.料桶上的料是否满
桶?
1
2.温度是否正常? 3.风机是否正常吹风?
4.射咀有否漏胶?
产品型号
时间 10:00-12:00 22:00-24:00
时间 12:00-14:00 00:00-02:00
注塑巡检记录
日期: 年 处理方法
月
日
备注
8:00
####
####
#### 备注: 首件5只合格后,每巡检次抽样30只进行检查,发现有5只以上不合格的,应停机检查,重件正常后才可继续生产 检验员: 日期: 年 月 日
宁波天立灯饰有限公司 注塑巡检记录 抽 不 巡检 产品 对 变 盲 起 裂 水 缩 色 压 顶 披 脏 划 碰 检 良 时间 名称 样 形 孔 泡 纹 口 水 差 伤 白 锋 污 痕 伤 数 数 首件 处理方法 备注
8:00
####
####
#### 备注:
首件5只合格后,每巡查次抽样30只进行检查,发现有5只以上不合格的,应停机检查,重件正常后才可继续生产
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
品 16 披锋/水口
质 17 碰伤/缩水
巡 检
18 油污/包装
目 19 气泡/流纹
视 20 其它
巡检QC签名
其它异常记录:
技 A班:
术
员 填
B班:
写
注:此表为责任机台技术员每天放到对应的机台上,技术员及品质人员负责填定相关项目;夜班技术员在下班前负责确认收回交上一级确认。
A班技术员: 日期:
B班技术员: 日期:
23: 00~
24: 00~
1:00~ 2:00~ 3:00~ 4:00~ 5:00~ 6:00~ 7:00~
转模
小计
2 转色
3 材料干燥
4 洗炮
技 术 员 填 写
5 产品调试 6 模具修理 7 品质异常 8 械手调整 9 待确认 10 试产
11 机器维修
12 无计划 13 其它
14 பைடு நூலகம்常生产
15 变形/顶白
确认: 日期:
LL-ID-006-A0
东莞XX塑胶制品有限公司
注塑部机台运作&巡检记录表
日期:
序号 1
机号:
产品型号/名 称:
异常原因
8: 00~
9:00~
10: 00~
11: 00~
12: 00~
13: 00~
14: 00~
15: 00~
16: 00~
17: 00~
18: 00~
19: 00~
20: 00~
21: 00~
22: 00~