模具结构
模具的基本结构

模具的基本結構1、雙板模(2板模)A.典型操作條件1)塑料型腔壓力從1000至12000ps(典型值為5000ps)(1)注嘴衬套——有锥度的插入注塑模中,让塑料从注喙流入分浇道。
(2)定位环——常用来精确校准模具在机器模板上的正确位置。
(3)阴模板——包含模具型腔的半付模具。
(4)阳模板——另半付模具,模芯常装在可移动的模具上使注塑件容易脱模。
(5)推杆(顶销)——使注塑件和浇道脱出模具的移动杆。
(6)浇道拉料杆——设计成当模具开模时从注嘴衬套中拉出塑料注道残料。
(7)支承板——使模具提高抗挠度的支承板后面。
(8)支承柱——放在抗挠度的支承板后面。
(9)推杆回定板——固定推杆和拉料杆的头部。
(10)导柱——用作精确位上下两片模上彼此相关的位置。
(11)夹模板(装模板)——夹持或用螺栓固定于机器模板上的底板。
(12)冷却通道——在支承板或阴模板和阳模板中,常被用来分散注塑件的热量。
(13)加热元件——对热固性塑料模具,热固元件用来帮助塑料固化。
注塑模具基础1.二板模与三板模的区别是什么?请画出二种类模具简图,并描述三板模的开合模顺序?✧二板模与三板模的区别是:三板模在定模部分多一次取出流道与产品分离。
三板模一般采用点浇口二板模浇口可根据产品及要求灵活选用。
✧二板模结构(2plate mold)✧前模压板(top damp plate)✧母模板(A plate)✧活动板(或推板strpper plate, 在推板顶出时选用);✧公模板(B plate)✧承板(supplrt plate)✧间隔板(spaoer block)✧顶针固定板(ejector retainer plate)✧顶针板(ejector plate)✧公模固定板(bottom damp plate)在AMP模具有Ejectorhousing,实际上是为了防止产品异物掉落顶出机构,而用封闭的间隔板✧三板模结构(3 plate mold)在二板模的前模板与母模板中加一块水口脱料板(runner strpper plate);模具一般有四支导柱(guide pin)和四支拉杆(support pin);另外也有只用四支长导柱,导柱兼拉杆用。
模具结构介绍(共48张PPT)

C、带螺纹塑件的转螺纹抽芯。
※ 分型面——分开型腔以便取出塑件的面。 ※ 收缩率
※ 脱膜角度〔塑料对型芯的摩擦系数随脱膜斜度的增大而减小〕
机模的型芯
机模的型腔
镶件及镶针
开模时向内滑动抽芯
开模时向外滑动抽芯
顶出时平行滑动的斜顶
顶出时斜向滑动的斜顶
1、平面分型 2、斜面分型
一、主体部件
指在模具中起安装、导向、机构动作等作用的模架及其辅助零件。
1、定模局部:开模时留于注塑机定模板上的一部份模具。由A板、面板等零件构成。
2、动模局部:开模时随注塑机动模板运动的局部 。由B板、方铁、底板等零件构成。
3、辅助零件:导柱、导套、导套辅助器、压块、定位梢、耐磨块、平衡块、撑头、定位
顶针顶出
顶针的定位和防滑
司筒顶出
顶块顶出
K.O孔
顶出系统先复位机构
谢谢大家!
※ 二次顶出
由A、B板主、流方道铁:、指底从板从等喷零 嘴件与构模成具。接触的部位开始,到分流道为止的塑料熔体流动通道。 B※、脱液膜压角油度缸〔、塑气料缸对驱型动芯。的摩擦系数随脱膜斜度的增大而减小〕 B4、、抽防芯止机因构气:体塑受件压上,有体非积脱缩模小方而向温凹度凸上形升状,时导采致用塑的件脱局模部前碳成化型或零烧件焦先〔行排移气开槽的通一常种设机置构在。熔体最后充满的地方〕。 圈B、、防弹止簧因等气。体受压,体积缩小而温度上升,导致塑件局部碳化或烧焦〔排气槽通常设置在熔体最后充满的地方〕。 2、到达控制模温的目的。 ※2、快冷速料模穴:、仅拉满料足杆短。期生产、极小批量生产的模具。 指 由注B板塑、成方型铁后、将底塑板件等顶零出件使构制成品。脱离模具的装置。 指4、注抽塑芯成机型构后:将塑塑件件上顶有出非使脱制模品方脱向离凹模凸具形的状装时置采。用的脱模前成型零件先行移开的一种机构。 2※、快到速达模控:制仅模满温足的短目期的生。产、极小批量生产的模具。 2指、模型具腔中:控成制型模塑具料温外度部的形系状统。,保证塑料熔体的顺利充型和塑件的固化定型。 1圈、、模弹具簧温等度。对制品的收缩率,变形,尺寸稳定性,机械强度,外表质量等均有影响。 2B、、动液模压局油部缸:、开气模缸时驱随动注。塑机动模板运动的局部 。 3指、在排模气具系中统起:输注送塑流时体排、出传型递腔压的力气、体将或塑挥料发由物注。塑机喷嘴引向型腔的通道。 1圈、、模弹具簧温等度。对制品的收缩率,变形,尺寸稳定性,机械强度,外表质量等均有影响。 A对、模主具流进道行:冷指却从或从加喷热嘴,与必模要具时接两触者的兼部有位。开始,到分流道为止的塑料熔体流动通道。
模具结构

不产生合配干涉即可,模座上较多.
减重孔:在不影响模具强度,装配加工及成型的情况下尽量减轻模具 的重量,无配合精度要求及面粗度要求.
外R角.C角:R角为让位作用,按理论直接加工到位即可,模仁上无 粗﹑精加工要求,只可大不可小,入子等零件须按尺寸精度加工另 当外论. C角为避免划伤手,便於装配,安全.
配即可,不可太大否则会漏胶,尺寸公差一般为0.05MM以内, 由铰刀加工即可.顶针孔深度一般保证在PL面以下25MM即 可,背部可作逃料加工.
入子孔:一般由线割加工,精度要求较高,NC加工无法 满足要求,只加工预孔,非标准孔则由WE加工到位.
靠 肩:用於定位入子,顶针深度方向的尺寸,故深度尺
寸为加工重点.径向尺寸不重要,只可大不可小,相对 在工件上靠肩的位置不精确,不可以做基准加工使用.
定位块
上固定板 母模板 GP 公模板
EGP(顶板导柱) SP(支撑柱)
模脚 下固定板
常用两板模结构介绍
2D结构图
开模过程﹕
1.公模侧在注塑机的拉力作用下与母模侧分开﹐分开到设定位置时停止不动。
2.在注塑机背杆的推动作用下﹐顶出板带动顶出机构(顶针﹑顶杆﹑斜梢)向前运 动﹐将成品顶出(自然落下或用机械手取走)。
Thanks!
合模过程﹕
在注塑机的推动作用下﹐公模侧向母模侧运动﹐若回位销 (RP)没有预先拉回﹐回 位销最先接触母模侧﹐在反作用力的作用下﹐回位销将顶出板回位。公母模侧完 全合聚后﹐注塑机开始注塑。
特殊两板模
为了实现成品倒勾的脱出﹐结构需跑母模滑 块。在开﹑合模过程中﹐上固定板和母模板 需相对运动一定距离﹐而实现母模滑块的运 动﹐使其脱离成品倒勾。
典型模具结构

板
5-活动
挡料销 6-导套
7-上模座 8-凸
模固定板 9-推
件块 10-连
接推杆 11-推板
12-打杆 13-模柄
14、16-冲孔凸
模 15-垫板
17-落料凹模
18-凸凹模
19-固定板
21-卸料螺钉
22-导料销
1-模柄 2-止动销 3-上模座 4、8-内六角螺钉 5-凸模 6-垫板 7-凸模固定板 9-导板 10-导料板 11-承料板 12-螺钉 13-凹模 14-圆柱销 15-下模座 16-固定挡料销 17-止动销 18-限位销 19-弹簧 20-始用挡料销
板
1-顶板 2-定位销 3-反侧压块 4-凸模 5-凹模 6-上模座 7-压块 8-橡皮 9-凸模托板 10-活动凸模 11-下模座
Z形件弯曲模
1-模柄 2-上模座 3-凸模固定板 4-弹簧 5-压边圈 6-定位板 7-凹模 8-下模座 9-卸Hale Waihona Puke 螺钉 10-凸模正装拉深模
1-上模座 2-推杆 3-推件板 4-锥形凹模 5-限位柱 6-锥形压边圈 7-拉深凸模 8-固定板 9-下模座
1-打杆 2-模柄 3-推板 4-推杆 5-卸料螺钉 6-凸凹模 7-卸料板 8-落料凹模 9-顶件块 10-带肩顶杆 11-冲孔凸模 12-挡料销 13-导料销
正装式落料冲孔复合模
用
导
正
销
定
1-模柄
距
2-螺钉
的
3-冲孔凸模 4-落料凸模 5-导正销
冲 孔 落 料
6-固定导料销 级
7-始用导料销 进
导板式单工序落料模
1-螺帽 2-导料螺钉 3-挡料销 4-弹簧 5-凸模固定板 6-销钉; 7-模柄 8-垫板 9-止动销 10-卸料螺钉 11-上模座 12-凸模 13-导套 14-导柱 15-卸料板 16-凹模 17-内六角螺钉 18-下模座
模具结构图示

司筒
司筒针
红色框为斜顶,出模时,斜顶沿绿色箭头方向移动,在斜顶里的扣位与 斜顶脱离后,产品方可脱模
此角度大于90度,出模时斜 顶沿着斜方向向上顶
大于90度 大于 度
90度 度
产品顶出时,产品的行走路径与 模具垂直,而斜顶沿着斜的轨迹 向前推进,当顶出有一段距离后, 产品的扣位与斜顶已脱离,即可 完成脱模
斜顶
行位
回针
后模模胚
顶针板回针,作用: 在顶针板顶出和后退时, 起导向的作用,并保证在 前后模合模后,因为回针 与前模模胚接触,所以可 以保证顶针板退到位(共 4根)
顶针面板
顶针底板
顶针图示,产品在顶出时,是依 靠顶针,斜顶,司筒顶出的
司筒针,固定于底板上,顶针 板顶出时,司筒针保持不动
司筒,作用:当产品上有环形骨位, 而且骨位的高度比较高,出模很容 易粘模时,则要考虑做司筒
0.5 mm
斜顶出模后的状态,斜顶与产品扣位之间距离 要有0.5mm以上,才能保证产品出模不会扣到斜顶
此孔为顶棍孔,在成型完 成后,顶棍推顶顶针板, 顶针板向前推进,从而 将产品顶出,
水口拉杆,用于开模时将水 口板拉开,从而使水口易取出
导柱,作用:在前后模 合模时,起到导向的 作用(共4根)
运水接口,作用:当模具生产时, 模具温度会不断升高,运水 可使模具处在一种恒温下生 产,从而保证产品的稳定性
此孔直接与啤机的射咀接触,
唧嘴
水口
产品
前模仁
斜边,作用:在开模时,若行 位的弹簧不起作用则斜边 会带动行位向后退出(斜边 固定在前模上)
前模仁
铲基,作用:在合模时,依靠斜 面将行位向前推进,铲基固定 在前模上(铲基与行位的配 合面为斜面)
模具基本结构及分类
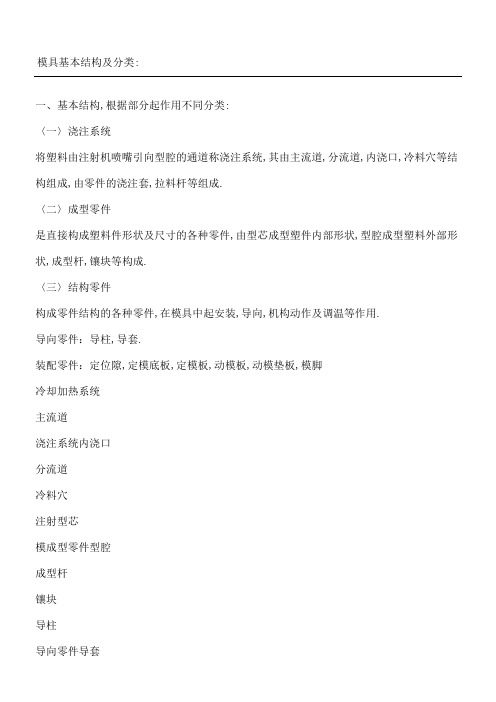
模具基本结构及分类:一、基本结构,根据部分起作用不同分类:〈一〉浇注系统将塑料由注射机喷嘴引向型腔的通道称浇注系统,其由主流道,分流道,内浇口,冷料穴等结构组成,由零件的浇注套,拉料杆等组成.〈二〉成型零件是直接构成塑料件形状及尺寸的各种零件,由型芯成型塑件内部形状,型腔成型塑料外部形状,成型杆,镶块等构成.〈三〉结构零件构成零件结构的各种零件,在模具中起安装,导向,机构动作及调温等作用.导向零件:导柱,导套.装配零件:定位隙,定模底板,定模板,动模板,动模垫板,模脚冷却加热系统主流道浇注系统内浇口分流道冷料穴注射型芯模成型零件型腔成型杆镶块导柱导向零件导套结构零件装配固定零件定位隙,定模底板,定模板,动模板,动模垫板,模脚冷却加热系统根据其运动特点均可分为两大部分:定模部分:一部份留于模具机座的定模板上,动模部分:随注射机动模板运动的部分定模部分与动模部分闭合则可形成型腔与浇注系统二、模具的分类〈一〉按注射机类型分:立式注射机,卧式注射机,直角式注射机上用的模具〈二〉按注射模具的总体结构特征分:1、单分型面模分流道位于分型面上,需切除流道凝料.2、点浇口脱出模具三板式模具3、带横向轴芯的分型模具4、自动卸螺纹注射成型模具注塑模基本组成注塑模具由动模和定模两部分组成,动模安装在注射成型机的移动模板上,定模安装在注射成型机的固定模板上.在注射成型时动模与定模闭合构成浇注系统和型腔,开模时动模和定模分离以便取出塑料制品.模具的结构虽然由于塑料品种和性能、塑料制品的形状和结构以及注射机的类型等不同而可能千变万化,但是基本结构是一致的.模具主要由浇注系统、调温系统、成型零件和结构零件组成.其中浇注系统和成型零件是与塑料直接接触部分,并随塑料和制品而变化,是塑模中最复杂,变化最大,要求加工光洁度和精度最高的部分.浇注系统是指塑料从射嘴进入型腔前的流道部分,包括主流道、冷料穴、分流道和浇口等.成型零件是指构成制品形状的各种零件,包括动模、定模和型腔、型芯、成型杆以及排气口等.典型塑模结构如图示.一.浇注系统浇注系统又称流道系统,它是将塑料熔体由注射机喷嘴引向型腔的一组进料通道,通常由主流道、分流道、浇口和冷料穴组成.它直接关系到塑料制品的成型质量和生产效率.1.主流道它是模具中连接注射机射嘴至分流道或型腔的一段通道.主流道顶部呈凹形以便与喷嘴衔接.主流道进口直径应略大于喷嘴直径O.8mm以避免溢料,并防止两者因衔接不准而发生的堵截.进口直径根据制品大小而定,一般为4-8mm.主流道直径应向内扩大呈3°到5°的角度,以便流道赘物的脱模.2.冷料穴它是设在主流道末端的一个空穴,用以捕集射嘴端部两次注射之间所产生的冷料,从而防止分流道或浇口的堵塞.如果冷料一旦混入型腔,则所制制品中就容易产生内应力.冷料穴的直径约8一lOmm,深度为6mm.为了便于脱模,其底部常由脱模杆承担.脱模杆的顶部宜设计成曲折钩形或设下陷沟槽,以便脱模时能顺利拉出主流道赘物.3.分流道它是多槽模中连接主流道和各个型腔的通道.为使熔料以等速度充满各型腔,分流道在塑模上的排列应成对称和等距离分布.分流道截面的形状和尺寸对塑料熔体的流动、制品脱模和模具制造的难易都有影响.如果按相等料量的流动来说,则以圆形截面的流道阻力最小.但因圆柱形流道的比表面小,对分流道赘物的冷却不利,而且这种分流道必须开设在两半模上,既费工又易对准.因此,经常采用的是梯形或半圆形截面的分流道,且开设在带有脱模杆的一半模具上.流道表面必须抛光以减少流动阻力提供较快的充模速度.流道的尺寸决定于塑料品种,制品的尺寸和厚度.对大多数热塑性塑料来说,分流道截面宽度均不超过8m,特大的可达10一12m,特小的2-3m.在满足需要的前提下应尽量减小截面积,以免增加分流道赘物和延长冷却时间.4.浇口它是接通主流道或分流道与型腔的通道.通道的截面积可以与主流道或分流道相等,但通常都是缩小的.所以它是整个流道系统中截面积最小的部分.浇口的形状和尺寸对制品质量影响很大.浇口的作用是:A、控制料流速度:.B、在注射中可因存于这部分的熔料早凝而防止倒流:C、使通过的熔料受到较强的剪切而升高温度,从而降低表观粘度以提高流动性:D、便于制品与流道系统分离.浇口形状、尺寸和位置的设计取决于塑料的性质、制品的大小和结构.一般浇口的截面形状为矩形或圆形,截面积宜小而长度宜短,这不仅基于上述作用,还因为小浇口变大较容易,而大浇口缩小则很困难.浇口位置一般应选在制品最厚而又不影响外观的地方.浇口尺寸的设计应考虑到塑料熔体的性质.型腔它是模具中成型塑料制品的空间.用作构成型腔的组件统称为成型零件.各个成型零件常有专用名称.构成制品外形的成型零件称为凹模又称阴模,构成制品内部形状如孔、槽等的称为型芯或凸模又称阳模.设计成型零件时首先要根据塑料的性能、制品的几何形状、尺寸公差和使用要求来确定型腔的总体结构.其次是根据确定的结构选择分型面、浇口和排气孔的位置以及脱模方式.最后则按控制品尺寸进行各零件的设计及确定各零件之间的组合方式.塑料熔体进入型腔时具有很高的压力,故成型零件要进行合理地选材及强度和刚度的校核.为保证塑料制品表面的光洁美观和容易脱模,凡与塑料接触的表面,其粗糙度Ra>0.32um,而且要耐腐蚀.成型零件一般都通过热处理来提高硬度,并选用耐腐蚀的钢材制造.2.调温系统为了满足注射工艺对模具温度的要求,需要有调温系统对模具的温度进行调节.对于热塑性塑料用注塑模,主要是设计冷却系统使模具冷却.模具冷却的常用办法是在模具内开设冷却水通道,利用循环流动的冷却水带走模具的热量;模具的加热除可利用冷却水通道热水或蒸汽外,还可在模具内部和周围安装电加热元件.3.成型部件成型部件由型芯和凹模组成.型芯形成制品的内表面,凹模形成制品的外表面形状.合模后型芯和型腔便构成了模具的型腔.按工艺和制造要求,有时型芯和凹模由若干拼块组合而成,有时做成整体,仅在易损坏、难加工的部位采用镶件.排气口它是在模具中开设的一种槽形出气口,用以排出原有的及熔料带入的气体.熔料注入型腔时,原存于型腔内的空气以及由熔体带入的气体必须在料流的尽头通过排气口向模外排出,否则将会使制品带有气孔、接不良、充模不满,甚至积存空气因受压缩产生高温而将制品烧伤.一般情况下,排气孔既可设在型腔内熔料流动的尽头,也可设在塑模的分型面上.后者是在凹模一侧开设深0.03-0.2mm,宽1.5-6mm的浅槽.注射中,排气孔不会有很多熔料渗出,因为熔料会在该处冷却固化将通道堵死.排气口的开设位置切勿对着操作人员,以防熔料意外喷出伤人.此外,亦可利用顶出杆与顶出孔的配合间隙,顶块和脱模板与型芯的配合间隙等来排气.4.结构零件它是指构成模具结构的各种零件,包括:导向、脱模、抽芯以及分型的各种零件.如前后夹板、前后扣模板、承压板、承压柱、导向柱、脱模板、脱模杆及回程杆等.1.导向部件为了确保动模和定模在合模时能准确对中,在模具中必须设置导向部件.在注塑模中通常采用四组导柱与导套来组成导向不见,有时还需在动模和定模上分别设置互相吻合的内、外锥面来辅助定位.2.推出机构在开模过程中,需要有推出机构将塑料制品及其在流道内的凝料推出或拉出.推出固定板和推板用以夹持推杆.在推杆中一般还固定有复位杆,复位杆在动、定模合模时使推板复位.3.侧抽芯机构有些带有侧凹或侧孔地塑料制品,在被推出以前必须先进行侧向分型,抽出侧向型芯后方能顺利脱模,此时需要在模具中设置侧抽芯机构.4.标准模架为了减少繁重的模具设计和制造工作量,注塑模大多采用了标准模架.设计方面1壁厚小,应加厚制件以免过早固化.2嵌件位置不当,应以调整.。
模具结构设计
VS
详细描述
锻造模具结构设计需要考虑锻造工艺参数 、锻造材料特性、模具寿命和制造成本等 因素。在设计中,应注重优化模膛设计、 导向装置、顶出装置等部分,以确保锻造 生产的顺利进行和产品质量。
05
模具结构设计软件与应用
CAD/CAE/CAM技术在模具结构设计中的应用
01
CAD(计算机辅助 设计)
利用CAD软件进行模具的三维建 模,实现模具零件的精确设计和 定位。
低热膨胀系数
模具材料的热膨胀系数应尽可能小,以减小 温度变化对模具尺寸的影响。
04
模具结构设计实例分析
注塑模具结构设计实例
总结词
注塑模具结构设计是模具设计中的重要一环,需要考虑多方面因素,如塑考虑塑料的收缩率、流动性、结晶性等特性,以及模具的强度、刚度、寿命等因素。同时, 还需要考虑注塑机参数,如注射量、注射压力、模具安装尺寸等。在设计中,应注重优化浇注系统、冷却系统、 顶出系统等部分,以提高生产效率和产品质量。
浇注系统设计
浇注系统是模具的重要组成部分,其 设计的好坏直接影响到制品的质量和 生产效率。
浇注系统的结构形式有多种,应根据 制品的大小、形状和材料特性选择合 适的结构形式。
浇注系统的设计应遵循“快速、等高 、等流量”的原则,确保金属液能够 均匀地充满型腔。
浇注系统的尺寸和位置对制品的尺寸 精度和模具的加工制造也有很大影响, 需要仔细考虑。
02
CAE(计算机辅助 工程)
通过CAE技术对模具结构进行有 限元分析,预测模具的应力分布、 变形和寿命等性能。
03
CAM(计算机辅助 制造)
将模具设计数据导入CAM软件, 生成数控加工代码,控制机床完 成模具的加工制造。
常用模具结构设计软件介绍
模具典型结构
模具典型结构模具是制造工业中不可或缺的重要工具之一。
模具典型结构是模具中最基本和重要的部分,其结构种类繁多,常用的有冲模、压模、注塑模等。
本文将重点介绍几种典型的模具结构和其应用场景。
一、冲模结构冲模是一种最基本的模具结构,由模板、模架、上下模板装置、导向及压板等组成。
主要用于冲裁、冷冲、复合模冲压、拉伸、压铸等制造工艺,适用于不同类型的工件加工。
冲模分为单动模和连动模两种。
单动模结构可以实现单方向的模具运动,常用于小批量和单个零件生产;而连动模结构可以在多个方向上运动,常用于大批量生产。
在冲模的应用过程中,需要注意以下几个方面:首先,要对模具材料进行合理的选择,以保证模具的强度和耐磨性;其次,要注意模具的保养和维护,及时更换磨损的零部件;最后,要根据具体的加工工序选择合适的模具结构,以提高效率和降低成本。
二、压模结构压模是一种用于金属、塑料等高强度材料的成形工艺。
其主要特点是通过一定的压力将原材料变形成所需要的形状。
压模结构由上、下模板、导向柱及压板等组成,通常可分为单向压模和双向压模两种类型。
在压模的生产过程中,需要注意以下几点:首先,要根据具体的成形工件选择合适的模具结构;其次,要对模具材料进行合理的选择和设计,以保证模具的强度和耐磨性;最后,要对模具保持适当的湿度和温度,以保证模具的使用寿命和稳定性。
三、注塑模结构注塑模是一种用于塑料制品生产的模具结构。
其主要特点是通过注塑机将熔融的塑料注入模具中,在模具中冷却成型。
注塑模结构由模板、闭合系统、导向装置、喷嘴、螺旋杆及保温系统等组成。
在注塑模的应用过程中,需要注意以下几个方面:首先,要根据具体的塑料材料和生产工艺选择合适的注塑模结构;其次,要对模具材料进行合理的选择和设计,以保证模具的强度和耐磨性;最后,要对模具进行维护和保养,及时更换磨损的零部件,以保证生产效率和成品质量。
总结:模具典型结构是模具制造中最基本和重要的部分,其结构种类繁多,常用的有冲模、压模、注塑模等。
模具基本结构及分类

浇注系统是指塑料从射嘴进入型腔前的流道部分,包括主流道、冷料穴、分流道和浇口等。成型零件是指构成制品形状的各种零件,包括动模、定模和型腔、型芯、成型杆以及排气口等。典型塑模结构如图示。
一.浇注系统
浇注系统又称流道系统,它是将塑料熔体由注射机喷嘴引向型腔的一组进料通道,通常由主流道、分流道、浇口和冷料穴组成。它直接关系到塑料制品的成型质量和生产效率。
2、点浇口脱出模具(三板式模具)
3、带横向轴芯的分型模具
4、自动卸螺纹注射成型模具
注塑模基本组成
注塑模具由动模和定模两部分组成,动模安装在注射成型机的移动模板上,定模安装在注射成型机的固定模板上。在注射成型时动模与定模闭合构成浇注系统和型腔,开模时动模和定模分离以便取出塑料制品。
模具结构图示(1)
4.2 注塑模具标准模架
• 4.2.1 标准模架分类 • 按进料口(浇口)的形式模架分为大水口模架和小水口模
架两大类,香港地区将浇口称为水口,大水口模架指采用 除点浇口外的其他浇口形式的模具(二板式模具)所选用的 模架,小水口模架指进料口采用点浇口模具(三板式模具) 所选用的模架。
以上的工作位置。分为单注塑头多模位、多注塑头单模位 和多注塑头多模位注塑机三种。 ‘
• 如图5—5所示为单注塑头多模位注塑机,图5—6所示
为多注塑头单模位注塑机,图5—7所示为多注塑头多模 位注塑机。这些注塑机主要用来成型两种以上颜色或物料 的制品,可实现多模注塑,适应大批量生产,能提高生产 效率。
• (5)顶出机构 • 顶出机构是指模具分型以后将塑件顶出的装置(又称脱
模机构)杆、复位杆、顶杆固定扳、顶板、主流道拉料杆 等组成。
模具结构图示(1)
• (6)冷却和加热系统 • 为了使熔融塑料在模具型腔内尽快固化成型,提高生
产效率,一些塑料成型时必须对模具进行冷却,通常是在 模具上开设冷却水道,当塑料充满型腔并经一定的保压时 间后,水道通以循环冷水对模具进行冷却。
• 注塑成型设备主要是用来成型塑料制品,所以注塑成
型设备俗称注塑机。如图所示为一台往复螺杆式注塑机、 主要由合模装置、注塑装置、液压传动系统和电气控制系 统组成。
模具结构图示(1)
模具结构图示(1)
模具结构图示(1)
模具结构图示(1)
5.1 注塑成型设备的分类
•
近年来注塑机发展很快,种类日益增多,分类方式也
• 形式,设计的模具大致结构如图所示(B形式模架)。其模
架型号为:
• 1520—B—I一40—40—60,该代码表示规格为大水口、
模具的基本结构

适用范围:
1,中心进胶的单型腔模具; 2,边缘进胶的多型腔模具;
二板模主要特点:
1,注射压力损失相对较小; 2,流道较短,减少水口料的浪费; 3,相对地缩短成型时间; 4,结构简单,成本低;
-4-
6/3/2020
B 三板式模具---在动模板与定模板之间, 还有一块活动的水口板。
适用范围:
1,中心进胶的单型、多型腔模具; 2,表面进胶复式针点形单、多型
腔模具; 3,边缘进胶的不平衡单、多型腔模具;
热流道模具主要特点:
1.成型周期短; 2.成型压力相对较小,有利于提
高制品品质; 3.结构相对复杂,模具成本高,
不适合小批量生产; 4.减少废料,提高原料利用率和
生产率,制品成本降低。
2.滑块抽芯方向与分型面成交角的关系为滑块抽向定模. 如下图所示:
α1°=d°-b°
d-b°≦25
°
c°=a°+(2°+3°)
H=H1+S*sinb°
S=H1+tgd°/cosb°
L4=H/cosd°
-27-
九‧母模遂道滑块
1.应用特点: a.制品倒勾成型在母模侧 b.制品外观有允许有痕迹 c.滑块成型面积不大
-1-
塑模结构
6/3/2020
-2-
斜方 斜导柱 斜压块
塑模的基本结构
回针
撑头
6/3/2020
定位圈 唧嘴 面板
型腔
动模板(A板)
限位柱 弹簧
型芯
定模板(B板) 销钉 方铁
垃圾钉
中托边
顶针面板 顶针底板 底板
-3-
6/3/2020
模具结构

两板式模具也 叫单分型面模具, 叫单分型面模具,它 只有一个分型面, 只有一个分型面,是 注塑模中最简单也是 最常见的种类。 最常见的种类。两板 式注塑模的主流道设 在定模上, 在定模上,分流道设 在分型面上, 在分型面上,开模后 塑件连同浇注系统凝 料一起留在动模一侧。 料一起留在动模一侧。 动模上设有脱模机构, 动模上设有脱模机构, 用来推出塑件和浇注 系统凝料。 系统凝料。
直浇口模架 Direct Gate Mould Base
直浇口模架基本型分为( 12555-2006): 直浇口模架基本型分为(GB/T 12555-2006): 定模二模板,动模二模板; A型:定模二模板,动模二模板; 定模二模板,动模二模板,加装推件板; B型:定模二模板,动模二模板,加装推件板; 定模二模板,动模一模板; C型:定模二模板,动模一模板; 定模二模板,动模一模板,加装推件板。 D型:定模二模板,动模一模板,加装推件板。
高光面壳 Highlight shell
螺纹抽芯 Mould with unscrewing unit
分型面 Parting line
• • • • • • • •
保证塑件外观 有利于排气 尽量使塑件留在动模一侧 保证塑件精度 容易加工 考虑侧向分型面与主分型面的协调 分型面应与注射机的参数相适应 考虑脱模斜度的影响
高光无痕注塑模具 High light & weldless plastic injection mould
高光无痕塑件 High light & weldless part
传统塑件 Traditional part 熔接痕 Weldless line
近随形热冷介质通路
Approximately conformal heating & cooling channel
模具结构概述

专注今天,好好努力,剩下的交给时 间。20 .10.24 20.10 .2412 :1712 :17:3 012:1 7:30Oct-20
牢记安全之责,善谋安全之策,力务 安全之 实。20 20年1 0月24 日星期 六12时 17分3 0秒Sat urday , October 24, 2020
相信相信得力量。20.10.242020年 10月24 日星期 六12 时17分 30秒20 .10.2 4
圆顶
圆顶顶在平 面上
方销用于顶较深的RIB
套筒用于顶 产品BOSS
2.顶出板(块)
3.两段顶出
模具重量计算
计算公式:长*宽*高*7.8(密度)*0.8*0.000001 重量单位为KG
树立质量法制观念、提高全员质量意 识。20 .10.24 20.10 .24Sa turday , October 24, 2020
定位环
三板模图面
脱料板 锁模块 母模仁 公模仁 小拉杆
开闭器 公模板
大拉杆 模角板 上顶出板 下顶出板 下固定板
大拉杆 小拉杆
开闭器
锁模块 母模板
脱料板
上固 定板
上顶 出板
下顶出板
公模板
模角
下固 定板
三板模开模顺序
开模顺序:开模1处 母模板于脱料板打 开(如A图),开模 2处脱料板于上固定 板打开(如B图)
达内信息 (常州)有限公司
模具基础
DA NEI版权所有翻录必究
课程大纲
一.模具基础构造 二.模具常用结构件
一.模具基础构造
按结构分: 一. 二板模 二. 三板模 三. 热浇道系统 四. 公模进胶系统(倒灌模) 按穴数分: 一.单穴模 二.多穴模
模具结构

ejector pin
return pin
sprue bush
两板式模具结构的优缺点 优点: 1) 结构简单,操作方便,能满足塑件自动落下 的要求。 2) 造成故障的原因少,使用寿命长,能够缩短 成型周期。 3) 模具价格便宜。 4) 能够比较容易地选择进料口的形状与位置。 缺点: 1) 除直浇口之外,除非采取特殊措施,进料口 被局限于塑件的侧端面。 2) 在成型之后,通常必须进行塑件与进料口的 切断工作。
二板式模具 三板式模具
Two-plate injection mould Three-plate injection mould
二板式注塑模 Two-plate injection mould
1.浇道套 sprue bush; 2.导柱 guide pin; 3.定模板 fixed mould plate; 4.型芯 core; 5.动模板 moving mould plate; 6.动模垫板 moving mould support plate; 7.顶管 sleeve; 8. 限位钉 stop pin; 9.支承块 spacer block; 10.型芯 core; 11.螺钉 screw; 12.动模座板 clamping plate of moving mould; 13. 顶杆固定板 ejector-retainer plate; 14.拉料杆 sprue puller pin; 15.顶杆垫板 ejector-support plate; 16.复位杆 return pin
斜推杆侧抽芯模具结构 Slanted lifer core-pulling
1.顶杆垫板 ejector-support plate; 2.导槽架 channel frame; 3.滚动轴 rolling axis; 4.顶杆 ejector pin; 5.动模板 moving mould plate; 6.型芯 core; 7.斜推杆 slanted lifter; 8.定模板 fixed mould plate;
模具结构简介

10.顶针板导柱(EJECTOR GUIDE PIN)
11.顶针板导套(EJECTOR GUIDE BUSH)
12.定位销(CENTER SLEEVE) 13.垃圾钉(STOP DISC)
14.INTERLOCK
15. LIMIT SWITCH
模具基本结构简介之三板模
Wireless Business Unit
Wireless Business Unit
模具结构基本 简介
前言
Wireless Business Unit
模具基本结构一般分为两 板模﹐三板模和热流道三种。 模具的结构一般由客户或者依 据产品来决定的。
模具基本结构简介之两板模
Wireless Business Unit
两板模基本零件简介
Wireless Business Unit
三板模的运动过程
Wireless Business Unit
合模过程:当顶出板上有拉回机构时,在合模前,顶出板被注塑机強制 拉回。
(1)在注塑机地推动下,动模向定模运动,若頂出板沒有被预先拉 回,复位杆最先接触定模板,在反作用力下,顶出板在复位杆的带动下 回位.
(2)动模板压向定模板和弹料板,最后完全合紧,注塑机上的喷嘴 与模具上的浇口套密合,开始注塑. 这样就完成塑胶模具的整个运动周期.
2.浇口套(SPRUE BUSH)
材料CALMAX
3.支撑柱(SUPPORT PILLAR) 材料709
4.吊模块(TIE BAR)
材料S50C
5.限位块(STOPPER)
材料709
6.导柱(GUIDE PIN)
7.导套(GUIDE BUSH)
8.弹簧(SPRING)
9.复位杆(RETURN PIN)
模具常见的结构

模具常见的结构:
模具的结构主要包括以下几个部分:
1.模具基座:模具基座是注塑模具的底部结构,通常由厚重的钢板或铸铁制成,用于
支撑模具的其他部分。
2.模芯:模芯是注塑模具中用于成型产品内部形状的部分,通常由高硬度的钢材制成。
3.模腔:模腔是注塑模具中用于成型产品外部形状的部分,通常由高硬度的钢材制成。
4.导柱和导套:导柱和导套是注塑模具中用于定位和支撑模芯和模腔的部分,通常由
高强度的钢材制成。
5.顶针和顶针座:顶针和顶针座是注塑模具中用于成型产品中的细小孔洞和槽口的部
分,通常由高硬度的钢材制成。
6.冷却系统:冷却系统是注塑模具中用于散热的部分,通常由水管或气管组成,用于
调节模具温度,保证注塑加工质量。
模具各结构名称及其作用

模具各結構名稱及其作用1.上固定板:使母模固定在注射機的固定工作台面上的模板.2.下固定板:使公模固定在注射機的移動工作台面上的模板.3.母模板: 主要用來裝置母模仁,亦用來裝置注道襯套、流道、澆口等.4.公模板: 主要用來裝置公模仁. 亦用來裝置流道、澆口、回位銷孔.5.模腳:用於支撐公模成型部分並形成推出機構運動空間的零件.6.上頂出板: 使成品頂出的方位正確,並使頂針、回位銷等確實定位.7.下頂出板:整個定出機構就是靠這塊板與上頂出板把頂出銷、回位銷等的位置確實固定而組成.8.定位環:整個模具是靠定位環與成型機固定側的定位環孔配合,而使模具固定在成型機上.9.注道襯套:塑料就是由它上面的錐孔進入流道而順利進行成型操作. 注道襯套因直接與成型機噴嘴接觸,磨損比較大,容易損壞,因此做成襯套.10.導柱:使公模板與母模板能迅速而確實的定位配合.11.導套:亦是起到定位與導向的作用.12.回位銷:使頂出機構能在頂出成品後,回到原來的位置.13.支撐柱:用於增加公模成型部分的強度,防止在成型時公模支撐板彎曲變形的零件.14.拉料銷:模具開啟後,將廢料從灌嘴中拉出,使注道附着在可動側與成型品同時被頂出.15.EGP:頂針分布不均勻或需要精密頂出時要裝EGP,且其起到導正頂出板的作用,使頂針正確垂直的頂出成品.16.EGP襯套:與EGP做滑動配合用.17.一次頂出:開模後在公模一側用一次推出動作完成塑件的推出.18.二次頂出:成品內側或外側且有少許凸緣而形成少許死角場合,若使用一段頂出則將使成品無法順利脫模,甚至使成品凸緣部受到強制頂出而損壞,此時需要二次頂出. 19.二次頂出方式☹利用彈簧作二次頂出:剝料板藉彈簧的彈力逕行一次頂出,但成品仍同着于剝料板內側,再利用頂針作二次頂出.☹利用頂出板作二次頂出:以頂出套筒逕行一次頂出,使成品脫離模板,但仍在頂出套筒上,再利用頂針作二次頂出.20.強制回位:當頂針、斜銷太多時,頂出機構難以回位,則需要強制回位. 模具太大時在上下頂板上與K.O孔同心的位置出裝螺絲. 模具比較小時在RP下加優力膠或彈簧.21.三板模:與二板模不同的是,增加了一塊流道剝料板,模具開啟時,除了公母板分開以便取出成品外,流道剝料板也在大小拉桿的作用下與母模板分開,流道也藉此作用分開.22.大拉桿:導正母模板與剝料板.23.小拉桿:定位母模板和剝料板,並控制行程.24.模角定位銷:用于公模板與下固定板之間的定位銷,保證公模板與公模固定板間較高的相對位置精密.25.熱流道:澆注系統內的塑料始終處于熔融狀態,壓力損失小,可以對多點澆口、多型腔模具及大型塑件實現低壓注射.且這種澆注系統沒有澆注系統凝料,實現無廢料加工.26.熱流道的優點☺填充速度快☺節省材料☺有效控制流量27. 滑塊背板:位于滑塊與母模板的側面配合部分,便於磨損後更換.28. 斜銷定位塊:加強斜銷滑動時的穩定性.29. 斜銷座:斜銷座定位之滑軌.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
含玻璃纤维的热流道,灌嘴的材质与形式与普通有不 一样
3)打光在5000以下用NAK80 , 5000以上用S136热处 理材质
收缩率
1.)一般可根据材料,收缩率范围选取 2.)同一种材料,肉厚,成品大小,结构复杂程度 直接影响收缩率
3.)收缩率重要性,直接影响成品尺寸,成型条件
咬花
A.)咬花根据咬花号数,来决定拔模角,在拔模角不足时 会引起拉模.在R角4分点处,拔模角为零度,一般会 做拔模角修正。 B.)咬花是用液体腐蚀模仁表面所得到,不需咬花部位需 保护,在凸起部份保护不当,就会咬不全或一致,在 分型面保护不当,会咬圆口形成R角,成品像毛边一样 C.)咬花光亮度,与成型模温,有直接关系,温度过高 亮度不足变暗;温度不足,亮度偏亮。在成型模度不 变时,亮度没有达到要求,咬花需作重新调整亮度 。 D.)咬花范围在3D图档上盖颜色,更精细清楚咬花范围 如果要配合已有其它成品的咬花,粗细与光亮,最好 提供成品,另开模前检讨,最好能及时提供咬花号数。 E.)咬花型号需用相应的模仁材质配合
设变与杂项
设变以下,修模时间较多: 1.)增加倒勾,需用机构来解决 2.)减肉厚,需补模或作入子 3.)增加较高RIB,作入子与顶出机构 4.)增加BOSS,较高热融柱,作司筒或入子
杂项: 1.)开模检讨前刻字、表面处理 2.)特殊要求
电池盖部分
一.)肉厚进点部分 二.)外观尺寸,PL线,拔模部分 三.)机构结构,钢料强度部分
进点方式
1.)进点方式多种多样,根据实际情况而定 作进点处会留下残料,进点位置与形式 影响到外观,组装会否干涉。
2.)分两类需修剪及自动修剪 一般侧式、搭接、潜RIB,有残料会修剪 潜成品、小点、牛角,不需修剪,在成品 上需增加偷肉或成品上有进点痕迹。
结合线
结合线(即融接痕)形成两股流动塑胶,在相 会时,得不足够的融合,留下痕迹。 注意结合线,需进胶点,成型条件不变的情况 下进行修正,因之前的两个条件不同,结合线 位置会变动. 1)增加排气,可制作入子或分型面磨排气槽, 注意毛边是否会影响组装,否则需成型厂配 合修整。 2)孔的相交处因结合线,容易断裂,增加肉厚 或增加冷料胶。 3)结合线部分可咬粗花,局部增加模温。
次加工清除 5. )保历阶段,分型面,大靠破面流道处,没有排气会胀模,成品周边
会有毛边,模具的寿命会缩梢 增 加 靠 破 孔 复 位
公 模 斜 梢
倒勾处理方式较简单 斜梢与滑块 斜梢分母模斜梢,公 模斜梢 滑块分公模滑块;母 模滑块
斜梢的计算方法
方式1 方式2
1)先确定斜梢脱模方向,卡勾倒勾量S.合理 斜梢倒勾退出行程 S’=S+1~1.5mm 2)确定顶出行程,在没有特殊情况一般顶出 30~35mm(如果有较高BOSS,RIB,侧壁,顶 出在最高地方加多约5mm) 3)根据顶出行程与倒勾退出行程确定斜梢角 度 S’=tan A*B来确定角度.
大点直接进胶 流动性好,用于大平 板零件,进在非外观 面,后续成型厂需修 剪料头,需成型厂确 定后续清除料头的方 式。 进点位置不在成品中 心时,会引起成品尺 寸大小头,需增加挡 料控制,挡料部分会 有应力痕。
冷却系统
1.)水孔介质用水与油 2.)水孔降温时加快冷却速度,缩短成型周期 3.)水孔加温时,可解决应力痕与结合线
顶出口方式
顶出孔 强制回位(内螺丝)
强制回位(外螺丝)
排气系统
入 子
肉厚较薄 增加排气 入子
1.)合模后,模腔中有空气,在空气没有排出模外,会打不饱与烧胶现象 2.)在Rib较高,较多情况会作入子来排气 3.)结合线处增加排气块来排气,缺陷有毛边影响组装或二次加工清除
4.)肉厚较薄的地方增加排气块,能打饱,缺陷有毛边 、影响组装或二
塑胶钢模概况
模具开式(二板模)
二板模 优点: 结构简单,成本低,节省塑胶原材料,成型周期短。 缺点: 塑胶成品尺寸精度较低。
模具开式(三板模)
三板模 优点: 塑胶成品尺寸精度较高,可实现自动化生产。 缺点: 结构复杂成本高,损耗塑胶原材料较多,成型周期长。
模具开式(热流道)
热流道 优点: 结构简单,可实现没有料头,成型出高品质成品。 缺点: 无法再调整进胶点的位置,模具温度高需加强冷却,成本高。
公模滑块
1)分型线拆到R下,滑块 需保护为尖角,因出现 员口会出毛边,合模较 困难,因夹口不能打光 型式接顺,容易出现断 差
作动拔杆
锁 紧 块
滑块本体
压 块
弹簧
2)分型线拆到R上,合模 与加工较容易,夹口能 用打光接顺,断差不明 显,但需注意在BOSS柱 部分,建议拆入子滑块 与母模可打光接顺
3)咬花号数,滑块方向拔 模角会足够
钢材较弱示例 2
3.)成品中间铁料太薄,此 处又有一孔,如果以此孔 现在形式,中间铁料容易 变形,建议修改如下图, 或在另外一边也加孔。
4.)Rib高度在4mm以内 中间的间隙要达到2mm 以上,否则钢料太薄容 易断裂,根据实际情况 加强
拔模角
1.)外观拔模角 根据需外观处理要求制作,相应 作拔模斜度。 2.)组装拔模角 在两件零件组装间隙,因拔模角 关系会有相对应化,需考量。 3.)RIB拔模角 在允许情况下,拔模角作大,便 于脱模 。
用靠破面复位
用 螺 丝 定 行 程 拉杆方式 推杆方式
4)确定模仁高度E ,一般A,B,C件取55mm D件取65~70mm之间, 斜梢大端F=D+tanA*E C=G-F
C>S’才不会斜梢退模撞坏RIB,
D根据S’的退出量来相应加大,一般不小于 6mm. 5)在空间不足时可取用方式2来减小G的大小
主流道 A板 一次开模 B板 分流道
主流道方式--三板模
主流道
第二次开模
刮料板
第一次开模
A板
分流道
第三次开模
B板
主流道方式--热流道
热流道板 主流道 热灌嘴 A板
B板
一次开模
分流道方式
1.)圆形用公母模仁之间分流道,热流道板主流道 2.)A值大小据成品大小需定
1.)梯形用三板模,刮料板与A板之间分流道 2.)A,B值大小依据成品大小制定
进胶系统
A.)主流道方式: 3 Type 1.)二板模 2.)三板模 3.)热流道
B.)分流道方式: 2 Type
1.)圆形 2.)梯形 C.)浇口方式: 7 Type 1.)侧进胶 4.)潜RIB 2.)搭接 5.)香蕉形 3.)潜成品(公母模部分) 6.)小点 7.)热流道方式
主流道方式--二板模
内滑块与隧道滑块
隧道滑块一般运用在作 斜梢的空间不足时,倒 勾行程较小
内滑块一般运用在作斜 梢的空间不足时,倒勾 行程较小
母模滑块
在开闭器的作用下上 固定板与A板先开模 滑块在拔模作动下滑 块脱离
滑块完全脱离后,克 服开闭器力量,AB 板分开
模具钢材质选用原则
1)含防火料材质,一般选用NAK80 ,假如含量较多会 选用S136热处理材质 2)含玻璃纤维材质,含量10%以下用NAK80;10%以上 用S136热处理材质
料头模仁需加工出,料 头容易有拉丝 (料头长度在15mm内) 料头的大端直径不大 于2.5mm,因太大会 冷却不足,顶出后会 引起拉凹,料头改动直 接在模仁改料头需二次 加工用倒灌时需盖喷痕
可实现自动化 成品需偷肉(约 0.3mm~0.5m m)防残料干涉 灌觜部分压力 较高,考量模 具强度
浇口方式-4
小点过度
公模增加平均肉厚,需注意公模部分内厚会否 干涉,注意小点拉断距离约0.5mm,防止较长 会拉出一端高于成品面会造成成型后续需修剪
小点过度,公母模仁之间部分进胶方式看实际 情况评估
浇口方式-3
直接式 灌成品(大点) 灌成品(小点)
热嘴直接加工出 不需模仁再加工 料头不容易有拉 丝,料头改小时 灌嘴头只能更换 增加成本,只能 用在有靠破面上
成型外观要求注意事项
1)咬花表面的拔模角需比型号所需的拔模角大1度。 2)注意R角处的拔模线不要拆到在4分点上,侧壁根部的拔模角是 否足够。 3)在咬特殊纹理时,开模检讨时需提出,因结构与时程需提前作出 预留及评估。 4)表面打光号数在开模时需提出,因模具钢的材质需选定。 5)在网孔较多与密集,外观要求打光,需成品需喷漆,建议外观改 为咬细花或喷沙.在钢孔部分较难打光一致,致使喷漆后光泽不 一致。 6)成品喷UV时,需注意模具及成品外观结合线,应力痕,缩水, 变形量,美工槽大小(0.8mm以上)需考量。 7)模仁部分需作电铸入子时,需要有足够的时程,因时间较长,为 可先试模,会用模仁的材质制作入子先试模,成本会增加一点。 8)成品后续需电镀,前面需提出,模具制作时需作电镀框。
拉模
A.)应力痕引起原因 1.)在开模时,固定的一侧拉着力不足,需引起拉伤成品或变形。 2.)在顶出时,顶出力小于包着力,引起拉模或顶凸。 B.)情况与对策 1.)咬花后拉模,拔模角不足或有咬到R角的4分点上。 更改拔模角或分模线,咬花作过渡,咬浅点。 2.)侧壁或偷肉位较高,表面打光,公模包着力不足,引起拉母 模可减小公模拔模角或公模侧壁咬花。 3.)在靠近进点处的结构,较容易引起拉模及顶凸,需加强打光 及03拔模角,顶出机构加强安置。 4.)在RIB较高时,需线割入子,可加强打光及增加足够的顶出。 5.)网孔较多(或盲孔较多),容易引起公模一些RIB或卡勾拉白 公模增加一些偷肉网格,顶针磨倒勾(这样需成型厂修剪) 6.)滑块上有一些长条形的孔及网孔,较容易拉变形,公模模具 结构会加强拉着的结构.
4.)水孔可让模具得到一个恒定的模具温度,,可得到稳定成型条件
成型出尺寸精度较高成品 5.)水孔可调整光泽度与变形量
顶出系统
在成型周期冷却过程后, 成品在顶出机构的所用下 脱离公模仁在机械手或人 手取出成品,顶出机构在 成品上相应的结合线