如何解决回转窑生产中的结圈问题
关于铝土矿回转窑结球、结圈问题的答疑
我厂新投产铝土矿回转窑煅烧生产线一条,投产以来,频频发生回转窑结球、结圈事故,请问如何解决铝土矿回转窑结球、结圈问题?结圈是原料、工艺、装备、管理等不到位导致的必然结果。
众所周知,回转窑结球、结圈问题是回转窑生产过程不可避免的问题,但是频频发生结球、结圈,就需要从原料、工艺、装备、管理四个方面来详细分析,找到问题的根源所在,然后下力气、下成本改造、整改,避免类似问题继续发生。
所谓结球、结圈是因为煅烧料出现了液相,而且随着液相量的增大,煅烧料从脆性状态达到塑性状态,在滚动运转的窑体内,结团成球,粘壁结圈。
结球、结圈轻则影响产量、质量,重则造成荷载加重,损害窑墙、窑体、传动,影响气流、物料、温度制度,达到无法生产不得不停产维护保养的被动状态。
下文,从原料、工艺、装备、管理四方面来分析铝土矿回转窑结球、结圈的原因。
(1)原料。
按照YB/T5057-1993铝土矿石技术条件规定,铝土矿可分为七个类型,七个品级,其中用作刚玉研磨材料的铝土矿石,要求其中包含Fe 2O 3<5.0%,Al 2O 3/SiO 2≥15%,TiO 2<5.0%,CaO+MgO ≤1.0%。
块度要求为20~300mm ,矿石中不得混入黏土、石灰岩等外来杂物。
由于标准相对比较早,并不能完全适应生产和实际使用要求。
而YB/T5179-2005高铝矾土熟料的理化指标分级标准,熟料可分为九个级别,其中Fe 2O 3<2.5%,CaO+MgO ≤0.6%,K 2O+Na 2O ≤0.6%,TiO 2<4.5%。
块度回转窑要求5mm 标准筛以下<8%,杂质含量<2%,同一牌号产品混入其它低牌号产品不得超过10%,产品中不得混入石灰石、白云石、黄土等其它杂质。
我国铝土矿大部分是“鸡窝矿”,矿山夹杂在石灰石、白云石、铁矿、黏土矿之间,而且成分不稳定,物理化学技术指标波动较大,对于铝石分类分级、加工处理、煅烧加工都极具有挑战性。
如何预防回转窑后结圈的形成

如何预防回转窑后结圈的形成
1、操作人员应统一认识,统一行动,在情况发生变化时,及时改变操作方法,变不利为有利;
2、配料的KH和SM值适当高一点,减少液相粘度和总量,防止液相过早出现而造成结圈;
3、改进喷煤系统,加速风煤混合,保证煤粉完全燃烧,火焰完整,要严防火焰分散,形成长焰低温;
4、合理使用参数,稳定热工制度,提高快转率,使液相不要过早出现;
5、控制一定的火焰长度,抓住黑影烧,保证烧成带有足够的火力,加速煤粉燃烧,相对地提高尾温,并保持稳定,确保物料预烧好;
6、经常变动煤管位置(最好每班移动一次,伸入或拉出,根据具体情况灵活掌握),改变火焰高温区,使厚窑皮处不断受到冷热变化而掉落;同时,可改变煤灰沉降区,使物料的熔融区。
回转窑过渡带异常结圈的处理

回转窑过渡带异常结圈的处理众所周知,烧成带正常窑皮的长度约为窑径的4.5倍,窑皮厚度≈耐火砖厚度,其余位置无副窑皮(圈)最为理想。
但实际生产中受风煤料匹配、原燃材料性质、热工制度稳定、热工设备结构性能变化等的影响,窑内容易出现副窑皮或结圈现象。
如副窑皮(圈)形成后不影响正常生产,不继续恶化,则不需要调整操作参数或热工设备,只需定时对窑尾结皮及燃烧器头部积料彻底清理,满足正常的通风及火焰形状。
配料、炉温、窑头负压等的正常控制,使窑处于稳定运行的状态,运行一段时间随着窑况的变化(成分、煤质上下波动,清理窑尾结皮及燃烧器顶部积料前后通风改变等,均会略改变窑内火点位置,达到了冷热交替的目的),其会自然脱落。
但当过渡带出现厚、宽圈时,窑尾出现倒料,操作者就不得不大幅度减产甚至停窑打圈。
笔者以一次过渡带位置结圈处置为例,结合理论知识剖析处理方法的得失,仅作参考。
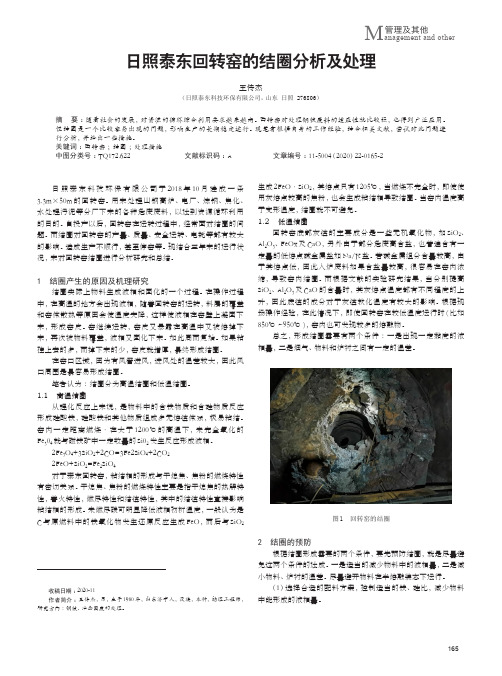
1 异常结圈过程某次检修结束,从光点位置、对燃烧器与耐火材料的上下距离进行检验,相关数据和前几次校验结果基本一致;开窑运行后产质量受控,逐步恢复满负荷运行状态,7~9 m一档轮带后筒体温度偏高,整圈基本无窑皮(老砖140 mm厚度),9~26m烧成带窑皮均偏厚且不平整,35~45 m仅中班和夜班两个班形成近10 m宽的后圈,筒体温度在180~240 ℃(筒扫见图1、相关变化见表1),窑尾阶段性出现漏料。
图1 7∶00红外线筒体扫描图表1 筒体最高温度及液相量变化统计表当日14∶00~19∶00荧光分析仪出现故障,技术人员处理中,期间生料、熟料相关成分检测间断性测量,部分数据缺失。
20∶00左右35~45 m筒体表面温度慢慢降低,fCaO由18∶00的1.02%降低至20∶00的0.56%,因无相关荧光数据(不准确)进行指导,当班操作员从以往经验看属于KH 偏低(具体表现:窑电流上升50~100 A,二、三次风温上升30~50 ℃,篦冷机一段上熟料易推性变差,一段篦速较正常时提高1~2次/min),随即采取降低分解炉温度来降低入窑分解率的办法:炉温由885 ℃逐步降低至882 ℃,并联系质量控制人员手工测样品指导生产。
回转窑内结圈结球的原因及处理方法

各种类型的水泥回转窑都遇到过结圈问题。
结圈使窑该处的横断面积显著减少,严重影响窑内通风,阻碍物料运动,对回转窑的产量、质量、安全运转、煤耗、电耗均有一定影响。
尤其频繁结圈的回转窑,不仅破坏了窑内正常热工制度,而且损害操作人员的身体健康,给生产造成经济损失。
Eg2jexl 引起回转窑结圈的因素很多,它与原料性质、生料成分、燃料的灰分和细度、窑型、窑内还原气氛及热工制度等有关。
在实际生产过程中,煅烧硅酸率高的熟料时,对减少结圈有好处,但是烧硅酸率很高的白水泥熟料也结圈。
至于说煤灰的影响,但所有烧油的水泥回转窑同样也结圈。
所以结圈问题比较复杂。
现结合生产中的体会和认识,谈谈水泥回转窑结圈的预防和处理。
t%k`)p7O1 结圈的形成 LtKR15h,回转窑内形成结圈的因素很多,但液相的产生和固化是结圈的主要形成过程。
而衬料温度、物料温度、煤灰和生料组成又是决定液相的生成和固化的主要因素。
在熟料煅烧过程中,生料在1200℃左右出现液相,在1250℃左右液相粘度开始变小,液相量增加,由于料层覆盖温度突降,加之筒体表面散热,液相在窑壁上凝固下来,形成窑皮。
窑继续运转,窑皮又暴露在高温中而被熔掉下来,再次被物料覆盖,液相又凝固下来,如此周而复始。
如果粘挂上去的多,掉下来的小,窑皮就增厚,反之就变薄。
在正常情况下,窑皮可保持在200mm左右的厚度。
该温度条件及区域内若熔化和固化的过程达到平衡,窑皮就不会增厚。
当熔化的少固化的多,其厚度增长到一定程度,即形成圈。
当衬料与物料的温差大时,在足够液相的条件下,圈体越结越厚。
ma) + G!1.1 前结圈的形成 Gb"kl .j前结圈(又称窑口圈),是结在回转窑烧成带末端部位的圈。
在正常煅烧条件下,物料温度为1350~1450℃,液相量约为24%,其粘度较大。
当熟料离开烧成带时,液相开始冷却,进入冷却带的液相已基本固化。
在烧成带和冷却带的交界处存在着较大的温差,窑口物料温度高于窑皮温度。
日照泰东回转窑的结圈分析及处理
165管理及其他M anagement and other日照泰东回转窑的结圈分析及处理王传杰(日照泰东科技环保有限公司,山东 日照 276806)摘 要:随着社会的发展,对资源的循环综合利用要求越来越高。
回转窑对处理钢铁废料的适应性就比较强,也得到广泛应用。
但结圈是一个比较容易出现的问题,影响生产的长期稳定运行。
现笔者根据自身的工作经验,结合相关文献,尝试对此问题进行分析,并给出一些措施。
关键词:回转窑;结圈;处理措施中图分类号:TQ172.622 文献标识码:A 文章编号:11-5004(2020)22-0165-2 收稿日期:2020-11作者简介:王传杰,男,生于1980年,山东济宁人,汉族,本科,助理工程师,研究方向:钢铁、冶金固废的处理。
日照泰东科技环保有限公司于2018年10月建成一条3.3m×50m 的回转窑。
用来处理山钢高炉、电厂、炼钢、焦化、水处理污泥等分厂下来的各种危废废料,以达到资源循环利用的目的。
自投产以后,回转窑在运转过程中,经常面对结圈的问题。
而结圈对回转窑的产量、质量、安全运转、电耗等都有较大的影响。
造成生产不顺行,甚至停窑等。
现结合三年来的运行状况,来对回转窑结圈进行分析研究和总结。
1 结圈产生的原因及机理研究结圈实际上物料生成液相和固化的一个过程。
在操作过程中,在高温的地方会出现液相,随着回转窑的运转,料层的覆盖和窑体散热等原因会使温度突降,这样使液相在窑壁上凝固下来,形成窑皮。
窑继续运转,窑皮又暴露在高温中又被熔掉下来,再次被物料覆盖,液相又固化下来。
如此周而复始。
如果粘挂上去的多,而掉下来的少,窑皮就增厚,最终形成结圈。
在窑口区域,因为有风管进风,进风处的温差较大,因此风口周围是最容易形成结圈。
笔者认为:结圈分为高温结圈和低温结圈。
1.1 高温结圈从理化反应上来说,是物料中的含铁物质和含硅物质反应形成硅酸铁,硅酸铁和其他物质组成多元熔渣体系,极易粘结。
回转窑结圈的影响因素及解决措施

回转窑结圈的影响因素及解决措施-----龙仕连我司从11月23日开始窑内断断续续出现少量漏料,并出现了三次大料球,严重影响到窑的正常运转,公司及部门领导高度重视。
经分析是窑23米处结后圈导致窑尾漏料和结料球。
于25日开始处理后圈:1、窑减产到350 t/h煅烧;2、窑头煤管每个班移动两次,-200~+100冷热交替处理;3、每班清理煤管头部积料结焦4次,以保证头煤燃烧好,火焰集中;4、控制煤粉细度及水分,以保证煤粉燃烧效果(煤磨出磨温度控制在63~65度,入磨温度<300度。
内部控制煤粉细度<6.0);5、适当提高熟料KH。
通过3天的处理,23料处后圈薄了很多,并有缺口,于28日窑恢复了365 t/h正常生产。
出现这样的工艺事故,我们必须深度反思。
特别是工艺管理人员和窑操作员一定要密切关注窑皮的变化趋势及原燃材料的变化,及时调整窑参数,保证窑正常运转。
下面让我们再次学习一下窑内结圈的成因、危害及解决措施:结圈是指回转窑在正常生产中,由于原燃材料的变化,或者操作和热工制度的影响,窑内因物料过度粘结,在特定的区域形成一道阻碍物料运动的环形、坚硬的圈。
这种现象在回转窑内是一种不正常的窑况,它破坏了正常的热工制度,影响窑内通风,造成窑内来料波动很大,直接影响到回转窑的产量、质量、消耗和长期安全运转。
而且处理窑内结圈费时费力,严重时需停窑停产,危害极其严重。
结圈的成因及危害:结圈的形成: 结圈实际上是在烧成带末端与放热反应带交界处形成的窑皮,是回转窑内危害最大的结圈。
在熟料煅烧过程中,当物料温度达到1280℃时,其液相黏度较大,最容易形成结圈,而且冷却后比较坚固,不易除掉。
在正常的煅烧情况下,后结圈体的内径部分往往被烧熔而掉落,保持正常的圈体内径。
如果在1 250~l 280℃温度范围内出现的液相量偏多,往往会形成妨碍生产的后结圈。
后结圈一般结在烧成带的边界或更远,开始是烧成带后边的窑皮逐渐增长、增厚,发展到一定程度即形成后结圈。
回转窑窑后结圈原因分析及处理方法
回转窑窑后结圈原因分析及处理方法巩义市恒昌冶金建材设备厂生产的1000t/d熟料生产线是由天津水泥工业设计研究院有限公司设计的,主要包括TDF型分解炉、单系列五级旋风预热器、Φ3.2m×50m回转窑及TC-836篦式冷却机。
自2007年2月以来,窑后频繁发生结圈、结球的工艺事故,巩义市恒昌冶金建材设备厂技术人员现将原因分析及解决措施介绍如下,供同仁参考。
1、结圈情况2007年3月19日最为严重,窑前返火,窑尾有漏料现象,无法操作煅烧,迫使停窑处理。
从窑内看,主窑皮长达22m,副窑皮长到窑尾,35~37m处形成后结圈,结圈最小孔洞呈不规则状,直径约l.5m,进窑观察该圈明显分为两层,且层次明确、清晰,第一层厚约150mm,呈黄白色,第二层厚约460mm,呈黑色,圈体非常致密。
对圈体取样分析见表1。
表1 圈体取样分析结果从表l可以看出,第一层硫碱含量较高,是硫碱圈,第二层明显是煤粉圈,熟料液相出现过早、过多导致结圈。
2、原因分析(1)由于2006年煤价不断上涨,加之公路运输距离远,为了降低成本,采用当地劣质煤煅烧,煤质下降,灰分高,挥发分低,发热值低,煤工业分析如表2、3。
实际生产中,煤可燃性差,煤粉燃烧不完全,大量煤灰不均掺入生料中,液相在窑后面提前出现,而未燃尽的煤灰产生沉积及液相的提前出现结圈。
(2)2007年以来,由于机械原因,高温风机l号轴与密封圈强烈摩擦,产生局部高温,使轴侧曲,水平振动最高达6.4mm/s。
为了降低振动,不得不降低高温风机转速,由原来的1130r/min降至l060r/min,有时更低,严重影响了窑内通风,加上煤质又差,更多的窑头燃烧不完全的煤粉沉积在窑后燃烧,使窑内后部温度升高,液相量增加,加速了窑后结圈的形成。
(3)为了处理窑后结圈,我厂在迫不得已的情况下停窑烧后圈,由于煤质差,二、三次风温低,燃料不完全或未燃烧的煤粉落在圈上及圈后的积料上,不断燃烧,造成物料发粘,不但圈未烧掉,反而越结越厚,这也是第一层圈形成的主要原因。
链篦机回转窑结圈预防与控制冯景光天池球团

回转窑结圈原因分析回转窑结圈是链篦机一回转窑法球团生产中的常见故障之一,如果预防、处理不及时,将造成生产停产、减产甚至发生重大设备事故,处理时还要消耗大量劳动力,甚至损坏回转窑或环冷机的耐火材料。
通过分析和现场观测,对结圈具体原因分析如下。
窑内粉末含量高,高温下与煤灰中的SiO2形成低熔点化合物,生球强度低(2~3次/0.5 m),经倒运后破裂,形成粉末进入回转窑。
布料有时过厚,横向纵向布料不平,干燥不完全,生球在预热段产生粉化。
链篦机温度偏低,干燥固结不好,强度低于500N/个以上的要求,进入回转窑,在运动过程中破碎。
二、链篦机干球氧化不够干球强度差,料层透气性差,氧化率低,FeO含量偏高,在窑内高温下与SiO2形成低熔点化合物。
生产用煤热值(<29 MJ/kg)、灰熔点(≤1400℃)偏低,灰分较高(>14%)。
为保证工艺温度,煤用量偏大,煤灰在窑内聚集,容易与铁矿粉在窑内局部高温处(火陷附近,温度可达l 300℃以上)形成粘结相;喷煤量有时过大,窑内局部形成还原性气氛(CO含量高),磁铁矿氧化慢,形成一些低熔点化合物(如2FeO—SiO2),高温下产生液相使粉末粘结。
膨润土用量有时低,导致生球质量无法保证,大量粉末入窑,回转窑造成结圈;使用的膨润土配料秤偏差,膨润土添加的精度满足不了生产要求,致使有时膨润土添加量严重超标,且在球内分布不匀,在高温下形成粉末,局部反应生成粘结物。
粉煤燃烧必须达到以下三个基本要求:保证空气粉煤混合物呈紊流状态,以强化气流的扩散过程。
因回转窑内需要火焰较长,混合物喷出速度一般为40一75 m/s(喷煤风量为1200-1800 m3/h,此时火焰可达10~15 m)。
如果速度过低则可能引起粗的煤粉颗粒从火焰中沉降到窑壁(此现象有时在窑内十分明显),引起窑壁局部高温,保证火焰根部煤粉完全燃烧。
目前窑内火焰情况:根据现场观察,目前窑内火焰刚度差(火柱没劲),呈短促的棉团状,火焰边缘直接与窑壁或物料接触,特别是结圈物未清除干净时,该现象更为明显,这是结圈快速长大的根本原因所在。
陶粒砂煅烧回转窑前后结圈不同处理办法
陶粒砂煅烧回转窑前后结圈不同处理办法随着科学技术的不断发展,回转窑作为建材设备,它促进了国内工业发展进程,陶粒砂回转窑是一个生产高品质陶瓷砂的关键设备,在生产中作用大。
河南豫晖是专业制造环保陶粒砂回转窑机械设备厂家,我公司生产设备质量高价格低,品质保证。
目前我国陶粒砂回转窑煅烧超细高岭土工艺技术成熟、先进,这种煅烧技术能耗低、产量高,产品经脱水、脱碳增白,性能稳定,可用于造纸及涂料等工业领域。
在陶粒砂回转窑烧结过程中结圈是经常发生的,在结圈前如果预防的得当会减少陶粒砂回转窑结圈的故障;在陶粒砂回转窑结圈后的处理方法也一定要得当,要不然会造成巨大损失的,下面我们就来看看豫晖小编总结的回转窑前结圈和后结圈的不同处理办法。
结圈分为前结圈和后结圈两种,一般都是在窑速较慢的情况下才能形成的。
(1)前结圈的处理。
当前结圈不高时,对锻烧操作影响不大,但会增加烧成的料层厚度,延长物料在烧成带的停留时间;当前结圈比较高时,会对窑况或热工制度产生较大影响,引起窑内通风变差,窑头时有正压现象,火焰伸不进去且火焰的形状不好;大块熟料也不易滚出,容易砸坏窑皮,等等。
处理时,只要将喷煤管拉出,使高温集中在结圈的位置,就可以逐步将前结圈烧掉。
(2)后结圈的处理。
后结圈主要在烧成带与过渡带之间形成,它会影响整个系统的通风、产量及质量,处理时通常要采用冷热交替法。
其中:当后结圈结得长而不高时,只要将喷煤管向外拉出,调整火焰形状,使火焰粗而短,就可降低结圈处的温度,使之逐渐垮落(此法称为冷烧法);若圈已经长高并严重影响了窑内的通风时,要先减喂料量(为正常喂料量的80%左右),并采用冷热交替法各烧2h左右,直到把圈烧垮为止。
后者,往往圈后会积有很多生料粉,当圈垮落后,会迅速涌向烧成带,这时应将喷煤管及时拉出,减慢窑速(通常称为预打小慢车),适当关小排风,让火力强度集中在烧成带,以尽量避免跑生料或久烧料出现。
(3)用陶粒砂回转窑窑内结圈快速处理机。
结圈形成的原因、预防措施和处理方法
结圈形成的原因、预防措施和处理方法1.结圈形成的原因当窑内物料温度达到1200℃左右时就出现液相,随着温度的升高,液相粘度变小,液相量增加。
暴露在热气流中的窑衬温度始终高于窑内物料温度。
当它被料层覆盖时,温度突然下降,加之窑简体表面散热损失,液相在窑衬上凝固下来,形成新的窑皮。
窑继续运转,窑皮又暴露在高温的热气流中被烧熔而掉落下来。
当它再次被物料覆盖,液相又凝固下来,如此周而复始。
假如这个过程达到平衡,窑皮就不会增厚,这属正常状态。
如果粘挂上去的多,掉落下来的少,窑皮就增厚。
反之则变薄。
当窑皮增厚达一定程度就形成结圈。
形成结圈的原因主要有如下几点:1.1入窑生料成分波动大,喂料量不稳定实际生产过程中,窑操作员最头疼的事是人窑生料成分波动太大和料量不稳定。
窑内物料时而难烧时而好烧或时多时少,遇到高KH料时,窑内物料松散,不易烧结,窑头感到“吃火”,熟料fCaO高,或遇到料量多时都迫使操作员加煤提高烧成温度,有时还要降低窑速;遇到低KH料或料量少时,窑操作上不能及时调整,烧成带温度偏高,物料过烧发粘,稍有不慎就形成长厚窑皮,进而产生熟料圈。
1.2 有害成分的影响分析结圈料可以知道,CaO+A1203+Fe203+Si02含量偏低,而R20和S03含量偏高。
生料中的有害成分在熟料煅烧过程中先后分解、气化和挥发,在温度较低的窑尾凝聚粘附在生料颗粒表面,随生料一起人窑,容易在窑后部结成硫碱圈。
在人窑生料中,当MgO和R20都偏高时,R20在MgO引起结圈过程中充当“媒介”作用形成镁碱圈。
根据许多水泥厂的操作经验,当熟料中MgO>4.8%时,能使熟料液相量大量增加,液相粘度下降,熟料烧结范围变窄,窑皮增长,浮窑皮增厚。
有的水泥厂虽然熟料中MgO<4.0%,但由于R20的助熔作用,使熟料在某一特定温度或在窑某一特定位置液相量陡然大量增加,粘度大幅度降低,迅速在该温度区域或窑某一位置粘结,形成熟料圈。
回转窑后结圈的原因分析与解决措施

回转窑后结圈的原因分析与解决措施发布时间:2022-04-25T02:30:40.147Z 来源:《工程管理前沿》2022年1期作者:田硕[导读] 近年来,由于国家倡导节能减排的生产,从而加大了对一些浪费资源和污染比较大的企业改革田硕山东申丰水泥集团有限公司山东省枣庄市 277300引言:近年来,由于国家倡导节能减排的生产,从而加大了对一些浪费资源和污染比较大的企业改革,这就给了新型熟料回转窑一个重要的市场,让他们可以快速的发展起来。
熟料回转窑设备结构坚固、运转平稳、出窑产品质量高。
此外,在环保方面,利用熟料窑焚烧危险废物、垃圾,这不仅使废物减量化、无害化,而且将废物作为燃料利用,节省煤粉,做到废物的资源化。
关键词:回转窑后结圈解决措施摘要:熟料回转窑后结圈往往形成于烧成带和过渡带之间。
在熟料煅烧过程中,当窑内温度达到1280℃时,其液相粘度较大,此时,如果生料的KH、n率值较低,操作使窑内拉风较大,火焰太长,烧成带后边浮窑皮逐渐增长、增厚,发展到一定程度就形成了熟料回转窑的后结圈。
一、后结圈情况A企业配置一条5000t/d预分解熟料回转窑。
于2021年10月份在窑尾38米、43米处出现两道结圈,严重时窑尾出现漏料,窑投料量下降,熟料质量波动,窑况很不稳定。
二、原因分析2.1原煤内水偏高加剧了结圈的发生2021年煤价不断上涨,原煤库存为0吨,原煤随来随用,严重影响煤的均化效果。
煤粉内水偏高,窑头喷煤管燃烧速度慢、燃烧时间长,火焰的热力分散,燃烧时热力强度低,高温点后移,烧成带拉长,高温点不集中,熟料烧结不致密,二次风温偏低,恶性循环更加加剧了火焰燃烧速度。
物料预烧不好,容易产生不完全燃烧,没有燃尽的煤粉颗粒和CO不能在烧成带燃烧,部分聚集在窑尾燃烧,促使液相在过渡带提前出现,将未熔的物料黏结在一起,形成后结圈。
停窑后取结圈料化学分析结果发现:正常熟料烧失量为0.42%,结圈料为1.66%、2.06%也验证了这一点。
回转窑结圈的原因及处理方法
回转窑结圈的原因及处理方法回转窑结圈是指在回转窑生产过程中,窑内物料堆积过多,导致物料无法顺利通过窑内,从而形成的窑内结块现象。
这不仅会影响生产效率,还会对设备造成损坏,严重时甚至影响窑内物料的质量。
那么,造成回转窑结圈的原因有哪些呢?又该如何处理呢?下面就来具体探讨。
一、造成回转窑结圈的原因1.物料性质不适宜物料的粘度、湿度等性质对回转窑结圈有很大影响。
如果物料粘度过大,或湿度过高,就会导致物料在窑内堆积过多,从而形成结块。
2.进料量过大回转窑的进料量与生产效率直接相关,但是进料量过大也容易导致窑内物料堆积过多,形成结块。
因此,需要根据生产需要合理控制进料量。
3.热风温度过高回转窑生产过程中,热风温度的高低也会影响窑内物料的堆积情况。
如果热风温度过高,就会导致物料在窑内过早熔化,从而形成结块。
4.窑转速不适宜回转窑的转速也会影响窑内物料的堆积情况。
如果转速过快,就会导致物料在窑内无法均匀分布,从而形成结块。
二、回转窑结圈的处理方法1.减少进料量当回转窑结圈发生时,可以适当减少进料量,以缓解窑内物料堆积过多的情况。
2.调整热风温度如果回转窑结圈是由于热风温度过高导致的,可以适当降低热风温度,以减少窑内物料的过早熔化。
3.调整窑转速如果回转窑结圈是由于窑转速不适宜导致的,可以适当调整窑转速,以保证物料在窑内均匀分布。
4.清理窑内物料当回转窑结圈严重时,需要停窑清理窑内物料。
清理时需要注意安全,避免对设备造成损坏。
5.加入流化剂在窑内加入一定量的流化剂,可以有效地缓解回转窑结圈现象。
流化剂可以使物料在窑内均匀分布,减少结块的情况。
6.调整物料配比如果回转窑结圈是由于物料配比不合理导致的,可以适当调整物料配比,以保证物料在窑内均匀分布,减少结块的情况。
回转窑结圈是一种常见的生产问题,多种因素都可能导致其发生。
因此,在回转窑生产过程中,需要做好预防措施,保证物料在窑内均匀分布,避免结块的发生。
同时,一旦发生回转窑结圈,需要及时采取相应的处理措施,以保证生产效率和产品质量。
回转窑结圈的原因及处理方法
回转窑结圈的原因及处理方法回转窑是制造水泥的重要设备,而回转窑结圈是影响生产效率和质量的常见问题。
结圈的原因有很多,如窑内温度不均、烧成温度过低、原材料成分不合适等。
本文将从原因和处理方法两个方面详细介绍回转窑结圈问题。
一、结圈的原因1. 窑内温度不均:回转窑内部温度分布不均会导致部分区域的烧成程度不够,形成未熟料,容易粘在窑壁上,最终导致结圈。
2. 烧成温度过低:如果烧成温度过低,则无法将原材料完全反应,也容易导致未熟料粘附在窑壁上。
3. 原材料成分不合适:原材料中含有过多的游离SiO2、Al2O3等物质,会使得反应速率变慢,在高温下难以完全反应。
同时,如果含有过多的碱金属氧化物,则会使得产生大量液态相,增加了结圈的风险。
4. 进出料方式不当:进出料口位置设置不合理,或者进出料速度过快或过慢,都会导致窑内物料分布不均,从而增加结圈的风险。
二、处理方法1. 调整窑内温度:调整窑内温度是解决结圈问题的关键。
可以通过改变燃烧器位置、调整燃料供给量等方式来调整窑内温度分布,使得各个区域的温度均匀。
2. 提高烧成温度:提高烧成温度可以促进原材料反应,减少未熟料生成的可能性。
但是需要注意控制好温度,避免超出窑的承载能力。
3. 调整原材料成分:在生产过程中要严格控制原材料的成分,避免含有过多的游离SiO2、Al2O3等物质和碱金属氧化物。
如果发现原材料成分不合适,则需要及时停机清理,并重新投入符合要求的原材料。
4. 改善进出料方式:调整进出料口位置和速度可以改善窑内物料分布不均的问题。
可以采用多点进出料口、减缓进出料速度等方式来改善这一问题。
5. 定期清理窑壁:定期清理窑壁可以有效减少未熟料的积累,降低结圈的风险。
清理时需要注意安全,避免对设备造成损伤。
综上所述,回转窑结圈是影响水泥生产效率和质量的常见问题。
通过调整窑内温度、提高烧成温度、调整原材料成分、改善进出料方式和定期清理窑壁等方式可以有效解决这一问题。
回转窑结圈的原因分析及防治
关键词:回转窑;结圈;球团;SiO2;配矿;热制度
中图分类号:TF046
文献标志码:B
doi:10. 5630/(. ccki. 03 -152.2021.0613
文章编号:1006 -5008(2021)06 -0059 -05
CAUSE ANALYSIS AND PREVENTION OF ROTARY KILN RING
粉量大,高温焙烧导致粉末之间产生固相反应是产生结圈的主要原因;球团中SiCO'CaO含量高,易生 成低熔点的铁橄榄石、钙铁橄榄石液相是产生结圈的诱因。通过调整配矿结构,降低脉石含量;完善工
艺设施,防止粉末进入回转窑;规范工艺操作,稳定热工制度,彻底解决了回转窑结圈的难题,稳定了链
篦机-回转窑的生产。
B
61.94
4.88
C
63.05
2. 34
D
60 .90
8 90
CaO 5. 91 2 33 1.3 3 0 34
MgO 1. 5 1.91 1.39 1. 5
TO. 0 89 2. 42 4 06 5. 5
S 0 57 0 09 5. 9 7 0 69
P 5. 52 0 07 0 06 0 06
AS2 O3
(b)黏结球团结圈物
图2结圈物衍射能谱
Fig. 2 Diffraction eneroy spactram of the ringing
由图2可知,两种结圈物的成分相似,其中 铁橄榄石(2FeO・St?)和钙铁辉石;对于黏结球团
Fa2O3代表赤铁矿,Fa2SiO4代表铁橄榄石,CaFx 结 ,其主要矿
2.2.2布料系统优化
布料系统主要设备有布料车、辐筛、流料板等,
回转窑结圈的原因及处理方法

水泥回转窑结圈的形成机理与处理方法水泥回转窑结圈的形成机理与处理方法 ______________________________________ 1一、窑皮是如何形成 ____________________________________________________________________________ 1二、结圈的机理与成因__________________________________________________________________________ 2三、圈的种类____________________________________________________________________________________ 3四、避免结圈的方式和方法_____________________________________________________________________ 3五、窑皮窑圈的几个根本性问题 ________________________________________________________________ 4六、处理结圈的方式 ____________________________________________________________________________ 5水泥回转窑结圈的形成机理与处理方法不管现今悬浮预热窑外分解窑多么先进,出现非正常窑况——结圈,也是煅烧中的正常现象。
虽然经过多年水泥人努力及水泥专家的研究,对出现不正常窑况的问题基本上能够解决,并且已经形成了完整的理论。
但话又说回来一旦出现不正常现象,运用理论解决问题的时候,问题又不能很好的解决,这也是事实。
我们不能否认理论,但是也不能完全把希望寄托于原有的理论中,这就是矛盾的两面性。
如何才能够快速及时的解决问题其实是我们关注的主要问题,所以本文主要是从几个主要方面来探讨结圈的机理和处理结圈的措施,以及时帮助读者解决所面临的不正常窑况。
回转窑结圈的原因及处理方法

回转窑结圈的原因及处理方法回转窑是一种常用于水泥生产过程中的设备,它通过高温和旋转运动将原料进行煅烧,以产生水泥熟料。
然而,有时候在回转窑的运行过程中,会出现结圈现象,这会严重影响设备的正常运行和水泥生产的质量。
了解回转窑结圈的原因及处理方法是至关重要的。
一、回转窑结圈的原因1. 原料成分不理想:回转窑的结圈问题与原料中的成分有很大的关系。
如果原料的化学成分不理想,其中含有过多的硫酸钠、硫酸镁等物质,将会导致煅烧过程中产生黏性物质,从而引起结圈。
2. 烧成温度过低:回转窑烧成温度过低也是导致结圈的一个重要原因。
当烧成温度过低时,原料中的化学反应无法完全进行,会导致部分物质残留在窑内,形成结圈。
3. 运行时间过长:长时间的运行也是回转窑结圈的一个重要原因之一。
当回转窑的运行时间超过其设计要求时,窑内结构会变得粘性,给结圈问题的发生提供了条件。
二、回转窑结圈的处理方法1. 优化原料配比:通过调整原料的化学成分,合理设计原料的配比,可以减少结圈问题的发生。
降低硫酸钠和硫酸镁等物质的含量,增加硅酸盐等成分,从而降低结圈的风险。
2. 提高烧成温度:增加回转窑的烧成温度可以有效地解决结圈问题。
适当提高温度可以加速化学反应的进行,降低黏性物质的生成,从而减少结圈发生的可能性。
3. 控制运行时间:合理控制回转窑的运行时间,确保在规定的运行时间内对窑内进行清理和维护。
定期对窑内进行清扫,清除可能产生结圈的物质,可以预防结圈问题的发生。
4. 使用防结圈剂:可以考虑在回转窑的煅烧过程中添加一定量的防结圈剂。
这些防结圈剂可以改变物料表面的化学性质,降低物料的粘性,减少结圈的风险。
5. 加强设备维护:定期对回转窑进行维护保养,保持设备的正常运行状态。
清理窑内的积存物,检查窑体和内衬的磨损情况,修复和更换损坏的部件,可以有效地预防结圈问题的发生。
总结与回顾:回转窑结圈问题是水泥生产过程中的常见现象,它会严重影响生产效率和产品质量。
团矿回转窑结圈控制及工艺装备改造
团矿回转窑结圈控制及工艺装备改造本公司球团生产线采用Φ4×30米回转窑煅烧球团矿,设计产能3600吨/天。
自2007年投产以来,回转窑结圈频繁,每月进行清理窑皮,产能维持在3800吨/左右,能耗较高,质量不稳定。
通过几年的工艺摸索、装备改造,产能提高,4200吨/天,结圈周期达到6个月以上,质量较为稳定,有效降低了球团矿费用。
标签:结圈控制;球团矿产能提高;装备改造1 回转窑结圈原因分析生产过程中工艺操作不当:上料量不稳定、忽大忽小,造成回转窑温度难以控制;生球干燥效果差,生球爆裂,粉料较多进入回转窑容易结圈;产能过高,为保全质量,回转窑燃烧器温度控制过高,氧化鐵与物料中的杂质硅进行反应形成液相,粘附物料进行结圈。
工艺装备设计不合理:燃烧器火焰不易调整局部高温,造成回转窑结圈;燃烧器设计安装存在缺陷,火焰栽头直接对准物料煅烧;回转窑窑尾通风不畅。
2 工艺装备改造2.1 回转窑燃烧器系统改造改造前燃烧器系统设备及工艺情况:燃烧器原设计为4通道燃气烧嘴,在生产使用过程中煤气供气时有不稳定现象,与煤粉混合煅烧时,火焰难以控制;火焰发散无力,调节旋流风、直流风效果不明显;回转窑内易产生局部高温,造成窑皮结圈现象严重;火焰发散后容易对耐火材料进行冲刷,造成耐火材料使用周期缩短;球团矿质量不稳定合格率偏低等;工艺能耗较高。
燃烧器改造方案:根据产能提高至4200吨/天,所需风、煤、气量由设计院进行设计燃烧器,;燃烧器中心安装位置与窑中心线一致,打破以往常规燃烧器安装偏向料面方式;改造提高助燃风机放量、风压。
改造后的效果:改造后现场实际使用效果较好,燃烧器火焰形状明显便于控制操作;回转窑内高温区明显延长,避免火焰集中高温;回转窑结圈现象基本可控;能耗有效降低。
2.2 回转窑改善通风改造改造前装备情况及工艺情况:回转窑窑尾缩口是回转窑工艺控制重要点,缩口直径尺寸的大小直接影响工艺生产,原设计尺寸为Φ2.7m;回转窑内通风不畅,火焰短局部容易产生高温,回转窑容易产生节圈现象;窑尾溜槽堆积物料较多,在高温情况下两侧的耐材上容易粘接粉料,影响回转窑通风。
正常生产中如何预防回转窑的结圈

正常生产中如何预防回转窑的结圈正常生产中如何预防回转窑的结圈1) 选择适宜的配料方案,稳定生料成分,提高煅烧操作水平。
一般讲:烧高饱和比、高硅酸率的料子不易结圈,但煅烧很困难,对保护窑皮和熟料质量不利。
而烧低饱和比、低硅酸率的料子,烧结范围窄,液相量多,结粒粗,煅烧不易控制,易结圈。
烧高饱和比、低硅酸率或低饱和比、高硅酸率的料子都可易烧不结圈。
因此配料方案应采用较高饱和比和较高硅酸率适当减少熔媒矿物的配料方案,对防止结圈有利。
如某水泥Φ2.5m×45m 五级悬浮预热器窑,投产两年多来的配料方案:KH=0.9±0.02,SM=2.0±0.1,AM=1.3±0.1。
结圈频繁,台时产量低达7.0t/h。
调整后的配料方案:KH=0.94±0.02,SM=2.4±0.1,AM=1.1±0.1,采用“薄料快转”操作,结圈问题基本得到解决,窑的快转率和运转率都有了提高,熟料台时产量稳定在10t/h以上。
(2) 降低煤粉细度,加强风煤混合,消除不完全燃烧。
煤粉细度粗,着火速度慢,燃烧时间长,火焰的热力分散。
在二次风量不足通风不良的情况下,物料预烧不好。
一次风量不足,风速、风压减小,风煤混合不好,容易产生不完全燃烧形成还原焰。
尤其使用单通道喷煤管的回转窑,一次风中的氧很难达到火焰中心区严重缺氧,大量碳粒和CO不能在烧成带燃烧,而在分解带甚至窑尾才燃烧。
同时在烧成带产生大量CO,使物料中部分氧化铁被还原成氧化亚铁,形成FeO·SiO2低熔点的化合物。
而FeO·SiO2液相在1100℃左右能促使硅方解石〔2(CaO·SiO2)·CaCO3〕的形成,而硅方解石在1180~1220℃的液相形成,最容易使烧成带液相提前出现,将未熔的物料粘结在一起,造成结圈。
为此在生产中将煤粉细度控制在10%以下,同时改进单风道喷煤管煤风的喷射系统,或采用双风道、三风道喷煤管,确保煤粉充分燃烧,是防止结圈的重要措施。
有关回转窑结圈的一些问题完整版

有关回转窑结圈的一些问题(完整版)一、如何处理回转窑的结圈?在回转窑操作过程中,对已形成的前结圈或熟料圈,要做到及时发现、及时处理。
在处理结圈时.,一般是采用冷热交替法,尽量加大温度差,使圈体受温度的变化而垮落。
(1)前结圈的处理前结圈不高时,对燃烧操作影响不大,尚可增加烧成带料层厚度,延长物料在烧成带的停留时间,减少烧成带向窑前辐射散热。
但当前结圈过高时,既影响看火操作,又影响窑内通风及火焰形状,大块熟料滚不出来,易损烧成带窑皮及衬料。
此时应调整风煤或移动喷煤管及时处理。
①圈位距下料口较远,大都是在窑皮情况较好、煨烧正常、高温带位置合适、喷煤管长时间在里边时结的圈。
处理时可不关排风、不减少喂料量,只要拉出喷煤管就可以烧掉。
②圈位距下料口较近,大都是由于窑皮情况不好,火焰过长,喷煤管长时间在外边时结的圈。
处理有两种操作法:一是不减喂料的操作。
当来料偏少时将喷煤管拉出,同时提高一、二次风温和增加二次风量,尾温偏下限控制,提高烧成温度,使烧成带前移,火点落在圈位上,逐步烧掉。
操作中要及时加减煤量,掌握来料多少和火焰变化情况,发现火焰伸长或压缩要及时调整,防止损伤窑皮及轻烧品出窑。
二是减喂料的操作。
适当减少喂料量,减少二次风量,当尾温偏低时,将喷煤管拉到最外,待预烧较差的物料进入烧成带后,即可缩短火焰强制燃烧,使前结圈被强火烧掉。
此种方法是在拉出喷煤管无法烧到时被迫进行的。
由于喷煤管拉出过多,加上生料很近,黑火焰很短,不可能维持正常火焰形状,操作中更要注意来料变化,加强勤看。
(2)熟料圈的处理在处理熟料圈时,要根据圈体的特点和远近,分别采取不同的处理方法,才能达到较好的效果。
一般采用冷热交替法处理,烧远圈时以冷为主,烧近圈时以热为主。
①当窑内窑皮长得长而厚或有轻度圈根时,将喷煤管偏外拉出,移动燃烧带位置,降低结圈部位温度,改变煤灰沉落位置,使厚长的窑皮逐渐垮落。
调整风煤配合,加速煤粉燃烧,使高温带两端低温部分不拖长,防止圈根继续成长。
氧化锌回转窑结圈原因
氧化锌回转窑结圈原因
氧化锌回转窑结圈是指在氧化锌生产过程中,回转窑内部出现了石灰石或其他物质的结块现象。
这种现象可能会导致生产效率下降、产品质量下降等问题。
氧化锌回转窑结圈的原因主要有以下几个方面: 1. 原料成分不均匀:如果原料中含有过多的石灰石或其他物质,就会导致回转窑内部结圈。
2. 操作不当:回转窑操作时如果不当,例如进料速度过快或过慢、回转速度不均匀等,都可能导致结圈。
3. 窑内温度过低:回转窑内部温度过低也会导致结圈现象。
因此,在生产过程中需要保持合适的温度。
4. 窑内积存物质:如果回转窑内部有积存的物质,也会导致结
圈现象。
因此,在生产过程中需要及时清理。
为了避免氧化锌回转窑结圈现象的出现,需要在生产过程中严格执行操作规范,控制原料成分,保持合适的温度,并及时清理回转窑内部。
- 1 -。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
万方数据
万方数据
万方数据
如何解决回转窑生产中的结圈问题
作者:张高飞, ZHANG Gao-fei
作者单位:山西焦煤集团,西山水泥厂,山西,太原,030056
刊名:
建材技术与应用
英文刊名:RESEARCH & APPLICATION OF BUILDING MATERIALS
年,卷(期):2008(3)
1.赵晓东.乌洪杰回转窑后结圈的断料空烧法处理[期刊论文]-水泥工程2004(1)
2.任永刚.杨宗堂回转窑后结圈的快速清除[期刊论文]-水泥技术2003(6)
3.吴云.Wu Yun窑后结圈的原因分析及处理[期刊论文]-水泥技术2008(6)
4.王宝富.黄志强.朱小兵回转窑堆雪人和后结圈的预防与处理[期刊论文]-水泥2005(1)
5.张宝泉Φ2.8m×42m回转窑长厚窑皮问题的解决[期刊论文]-水泥2008(5)
6.马志锋.任闻波结圈导致停窑事故的分析及处理[期刊论文]-水泥2010(8)
7.林谷丰以无烟煤为燃料的回转窑结后圈的处理[会议论文]-2009
8.张海青回转窑后结圈的原因分析及处理[期刊论文]-四川水泥2008(6)
9.张振旺预分解窑后结圈的原因及处理措施[期刊论文]-水泥技术2006(1)
10.李仁龙一次后结圈的诊断与处理[会议论文]-2009
本文链接:/Periodical_jcjsyyy200803005.aspx。