手机组装排拉流程图
手机生产流程介绍熟悉PPT课件
•此过程是将手机配件如充电器、数据线、说明书、电池、耳机等手机使用必需的配件装到一个特制的盒子里,并且还要在盒子外面贴一个彩盒标 签,该标签上也打印有一个IMEI号与盒内所装手机的芯片里写入的号码是对应的。
SMT流程简介-回流焊
回流焊就是将已经贴好片的PCB板通过传送带将其送进一 个事先设定好温度的炉堂里(即回流炉),板子经过炉堂 时锡膏将会受热熔化达到焊接效果。
手机生产流程—软件下载
手机要实现诸如通话、短信、摄像等各 种功能除了有硬件支持外还要有配套的 软件,就像对电脑的裸机进行系统安装 。这就是软件下载。即用电脑、数据线 或下载治具将配套的软件下载安装到手 机主板。
主机天线
主要取决于手机天线,
因此每一款手机都会有
天线,天线也因手机结
构的不同而各式各样,
一般分为内置和外置,
现在多为内置式,天线
的固定方式一样也分为
主板固定和壳体定位。
从机天线
此外还有一些装饰件 的装配,滑盖机还有副 板安装等。
手机生产流程
--组装之外壳装配
将测试OK的主板装到壳体内,就成为一台 机头成品,手机壳体也跟据外形的不同, 结构也有很大的不同,大体上直板机有前 壳、中壳、后壳、电池盖等,滑盖机、翻 盖机则分别有ABCD四个壳件和滑轨等几 个主要部分。装配过程要依壳体设计有一 定的顺序,各部分衔接良好,装配到位最 后打上各部位需要的固定螺丝钉,一台机 头就装好了。
手机生产流程—校准综测 •组装的开始往往是选焊接一些人机对话器件,如LCD(即显示屏)、喇叭、听筒、麦克风、键盘、马达等,这些要视各种手机的外形不同结构不
手机组装工艺规范.
人:上岗证/考核/QC考核/IPQC考核; 法:检验作业指导书/控制计划/巡检及问题记录/制程问 题跟踪; 环:ESD/5S 标准:样品/认证书/来料检验标准/外观标准备/作业流程
焊接作业
人:上岗证/考核/焊 接资格证 机:点检/校准/温度 料:辅料型号/料号 法:作业指导书/焊 接作业手法 环:ESD/5S 标准:焊接外观检验 标准 人:上岗证/考核/认 真度/责任心 机:NA 料:NA 法:作业指导书 环:5S/对应 标准:不错不混/条 码外观标准
焊 点 良 好
焊 点 不 佳
拖焊工艺标准
主要品质不良项目:
1 虚焊/脱焊; 2 短路/连锡; 3 白屏/花屏/黑屏/不开机; 4 锡珠/锡点/多锡/锡渣;
品质不良控制点:
1 烙铁温度/焊接时间; 2 定位及确认; 3 静电防护/防损坏; 4 防拉尖/防少锡; 5 上岗培训与考核;
证好 焊的 接手 品艺 质和 的技 基巧 础, ;是 保
外观终检
人:上岗证/考核/QC 考核 机:电池 法:作业指导书/检 验指导书 环:ESD/5S 标准:功能检验标准 /外观检验标准
二检
人:上岗证/考核/QC 考核/OQC考核/认真 度/责任心 法:检验作业指导书 /包装问题跟踪 环:5S/三对应 标准:OQC检验标 准
人:上岗证/考核/认 真度/责任心 机:NA 料:NA 法:作业指导书 环:5S/对应 标准:不少件/不多 件/不错不漏
三合一组件
人:上岗证/考核/TP 贴合 机:电池 料:NA 法:作业指导书 环:ESD/5S 标准:外观检验标准
MMI1测试
人:上岗证/考核/机 型测试考核 机:T卡/SIM卡/电池 /耳机/充电器 法:作业指导书 环:ESD/5S 标准:功能测试作业 流程
某公司手机装配作业指导书(PPT21张)

注意: A. 电动起子扭矩应于每班开班前用校准仪校准一次;
校准后用胶带封好,并填写校准记录;
B. 打螺钉置具上严禁有散落的螺钉,以免划伤外壳;
C. 锁附时电动起子须垂直作业。
元件名称
Assy, Slide PCBA 01-10130A000 1
注 : 为Bracket 上的定位柱
文字说明
5.2 前滑盖组装
(1). 取一Receiver,以侧面的定位柱进行定位,将其安装到前 滑盖上;
(2). 取一键盘,以前滑盖上的定位柱进行定位,将其安装到 前滑盖上;
(3). 揭去Lens的内保护膜,后使用离子风枪及专用的Lens 清 洁 纸将Lens内表面的异物除去;
⑴Assy ,Lens (2)Front Slide (3) Receiver ⑴Slide PCBA (2) Motor (3) Speaker (4) LCM ⑴Rear Slide ⑵ Gasket
⑴ Antenna (2) Microphone (3) Rear Housing (4) Side key
(1) Assy Front Slide (2) Assy Key Pad Slide (3) Meide PCBA (5) Assy Rear Slide (6) Screw Slide*4 (7) Screw Cover Slide ⑴ Assy Front Housing (2) Key Pad, Digit (3) Metal Dome,Digit (4) Main PCBA (5) Assy Rear Housing (6) Screws Base*4
(2). 检查前、后滑盖之间缝隙是否符合标准,键盘所有 的按键弹性是否良好。
注意: A. 在安装过程中,防止后滑盖变形; B. 在装配过程中,避免强行弯折FPC软缆。
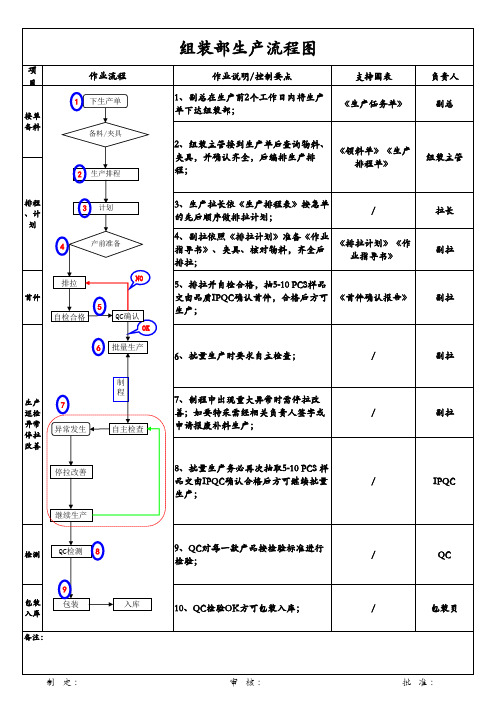
组装部生产流程图
作业流程
目
接单 备料
1 下生产单 备料/夹具
2 生产排程
排程 、计
划
3 计划
4
产前准备
首件
排拉
5 自检合格
NO
QC确认 OK
6 批量生产
生产 巡检 异常 停拉 改善
7 异常发生
停拉改善
制 程
自主检查
继续生产
组装部生产流程图
作业说明/控制要点
1、副总在生产前2个工作日内将生产 单下达组装部;
支持图表 《生产任务单》
包装 入库
包装
入库
10、QC检验OK方可包装入库;
/
备注:
QC 包装员
制 定:
审 核:
批 准:
负、 夹具,并确认齐全,后编排生产排 程;
《领料单》《生产 排程单》
组装主管
3、生产拉长依《生产排程表》按急单 的先后顺序做排拉计划;
/
4、副拉依照《排拉计划》准备《作业 指导书》、夹具、核对物料,齐全后 排拉;
《排拉计划》《作 业指导书》
5、排拉并自检合格,抽5-10 PCS样品 交由品质IPQC确认首件,合格后方可 《首件确认报告》 生产;
拉长 副拉 副拉
6、批量生产时要求自主检查;
/
副拉
7、制程中出现重大异常时需停拉改
善;如要特采需经相关负责人签字或
/
申请报废补料生产;
8、批量生产务必再次抽取5-10 PCS 样
品交由IPQC确认合格后方可继续批量
/
生产;
副拉 IPQC
检测 QC检测 8
9、QC对每一款产品按检验标准进行 检验;
/
9
手机制造QC工艺流程图课件

05
QC流程图应用实例
某品牌手机电池检测流程图
总结词
该流程图详细描述了某品牌手机电池从进厂检验、电 性能检测、安全性能检测、环境适应性检测到成品检 验的整个过程。
详细描述
该流程图以电池进厂为起点,首先进行外观检查和尺寸 检测,确保电池符合设计要求。接着进行电性能检测, 包括容量、充放电性能等,确保电池的电性能满足标准 。然后进行安全性能检测,如过充、过放、短路等测试 ,确保电池在使用过程中不会出现安全问题。接下来进 行环境适应性检测,包括高温、低温、湿度等测试,以 评估电池在不同环境条件下的性能表现。最后是成品检 验环节,对合格的电池进行最终检查,确保产品质量达 标。
详细描述
组装流程问题可能导致生产效率低下、产品 质量不稳定甚至安全隐患。例如,生产线规 划不合理可能导致生产瓶颈,影响整体生产 效率。操作人员技能不足可能导致组装错误 ,进而影响产品质量。生产设备故障可能导 致生产中断,同样影响生产效率和产品质量
。
功能检测问题
要点一
总结词
功能检测问题可能包括检测设备故障、检测方法不正确、 检测数据不准确等。
功能检测是手机制造QC流程中最为关键的一环,负责对组装好的手机进行全面功能检测,确保各项功能都能正 常运行。包括通话测试、屏幕显示、按键灵敏度、电池续航等检测项目,确保手机性能稳定、功能完善。
手机制造QC流程图详解 原材料检验
总结词
外观检测,提升产品品质
详细描述
外观检测主要对手机的外观进行质量检查,包括对手机外壳、屏幕、按键等部件的外观进行检查,以 及对外观是否有瑕疵、划痕等进行仔细观察,确保产品品质符合标准。
手机制造QC工艺流程图课件
• 手机制造QC概述 • 手机制造QC流程图详解 • QC流程中常见问题及解决方案 • QC流程优化建议 • QC流程图应用实例
教你如何自己动手组装一台手机(doc 32页)(正式版)
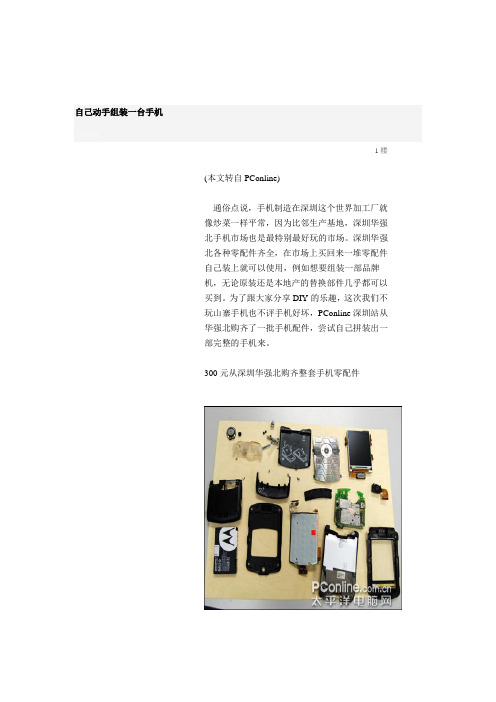
自己动手组装一台手机分享到:1楼(本文转自PConline)通俗点说,手机制造在深圳这个世界加工厂就像炒菜一样平常,因为比邻生产基地,深圳华强北手机市场也是最特别最好玩的市场。
深圳华强北各种零配件齐全,在市场上买回来一堆零配件自己装上就可以使用,例如想要组装一部品牌机,无论原装还是本地产的替换部件几乎都可以买到。
为了跟大家分享DIY的乐趣,这次我们不玩山寨手机也不评手机好坏,PConline深圳站从华强北购齐了一批手机配件,尝试自己拼装出一部完整的手机来。
300元从深圳华强北购齐整套手机零配件2楼从以上的购齐的手机零配件特写图中,大家可以猜到我们想要拼装什么手机呢?眼力好的朋友相信应该知道上面的是摩托罗拉的一部手机!没错,我们要拼装的正是摩托罗拉V3,这部手机曾是一代经典机型,选择这部手机,一方面因为摩拉V3已经完全停产,市面上不可能买到新的原装配件,我们购置的全是国人产的或组装加工的配件(一般主控芯片等重要单元还是需要对外预订的,但一般电路板、外壳、屏幕、电池我们国人都可以产),选择V3另一个原因就是他是几年前的机型,产品组件已经非常成熟,成本也相对低廉,以上配件成本我们只花了300元(据了解,批量购买成套只要250元),完全发挥国人DIY精神:用最低成本实现最高性价比。
介绍完我们的“意图”之后,下面我们要动手尝试了,究竟300块钱买来的全国人产的配件能否拼装出一部完整手机,拼出来后又能不能正常开机使用呢?说多没用,我们一把螺丝刀、一把镊子,开始动手吧……拼装之前,我们必须对手机各个零配件有清楚了解,弄清楚各个组成模块和拼装方式,我们才能更有把握完整拼装出一部手机!手机外壳——面部3楼手机外壳一般是一套一套购买,品种也丰富多样,有高仿壳、原装壳、二手喷漆壳,当然原装壳最贵质量也比较好,二手喷漆壳跟高仿壳价格差不多,但是外壳材质跟原装一样,只是表面被翻新过。
考虑到成本问题,编者最后选择了原装二手喷漆壳,一般的新手也看不出是喷漆的。
手机组装工艺主流程
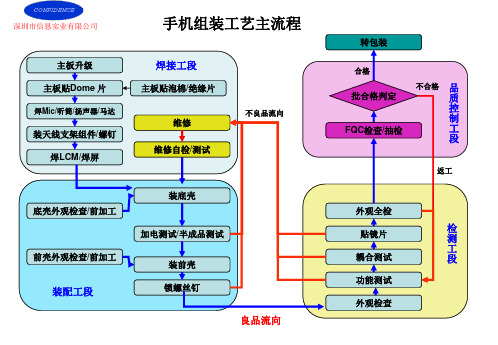
贴镜片
耦合测试 功能测试
检 测 工 段
装配工段
外观检查
良品流向
深圳市信恳实业有限公司
手机包装工艺主流程
组装机头转入 外观检查
Байду номын сангаас
标 贴 打 印
功能测试 贴机身标 写号 锁网
写 标 工 段
不合格
QA检查/抽检
批合格判定
品 质 控 制 工 段
合格
放彩盒
包 材 加 工
放包材
放机头 打印卡通箱标
包 装 工 段
二 次 包 装 工 段
深圳市信恳实业有限公司
产品品质关键控制流程/关键控制点
组装IPQC/FQC
人:上岗证/考核/QC考核/IPQC考核; 法:检验作业指导书/控制计划/巡检及问题记录/制程问 题跟踪; 环:ESD/5S 标准:样品/认证书/来料检验标准/外观标准备/作业流程
烧机
成品机头
焊接作业
半成品测试
组装/锁螺钉
功能测试
外观全检
耦合测试 二检
成品机头
包装
重工品
不良项确认 拆解/分解 判定主板不良
非主板不良
在库/供应商/售后不良主板 不良 主板
主板不良
入库
主板不良分析 主板维修/处理 主板维修记录 IPQC 确认
不良记录 更换/标识
深圳市信恳实业有限公司
贴按键膜/Dome片/锅仔片工艺标准文件编号:HS-QS-EG-ES-01
焊 点 良 好
焊 点 不 佳
深圳市信恳实业有限公司
焊接LCD---拖焊工艺标准
证好 焊的 接手 品艺 质和 的技 基巧 础, ;是 保
手机组装工艺流程

电子科技(深圳)有限公司
ShenZhen Electronic Co.,LTD
V80-2整机组装排拉流程图
编号 日期
2020/1/14
版本 页码
流程图
作业名称
作业时 人力配 间(秒) 置(人)
设备仪器及 治工具/站
辅 料/站
A0 1/ 2
SOP编号
Start
主板检查
1
焊摄像头
2
焊喇叭,震动喇叭
1.00 1.00
静电手环 * 1
静电手套 * 1
15
打底壳螺钉
1.00
静电手环 * 1 电批 * 1
静电手套 * 1
16
功能测试
4.00
静电手环 * 1
静电手套 * 1
1
耦合测试
1
装前后摄像头镜片,喇
叭装饰件,贴保护膜
1
装螺钉塞,手写笔,螺
丝标
2
网标,IMEI对应,贴标
2
写IMEI号
1.00 1.00 1.00 1.00 1.00
静电手环 * 1 CMD55 * 1
静电手环 * 1
静电手环 * 1
静电手环 * 1
静电手环 * 1 写码线 * 1
静电手套 * 1 手指套 * 3
静电手套 * 1 静电手套 * 1 静电手套 * 1
文件名称
所需物料及料号
电池 * 2 ; 电池盖 * 1 ; 手机袋 * 1 ;
电子科技(深圳)有限公司
ShenZhenElectronic Co.,LTD
文件编号:
V80-2整机组装排拉流程图
编号 日期
2020/1/14
版本 页号
A0 2/ 2
手机组装QC工程图

G-COP-DC-06(01-00)审核:制定人:產品工段﹕手機組裝机型:工序流程图序号工序名称使用设备控制程序式指导书检测要点检查方法检查频率执行部门等級制定依据异常处理质量记录13鎖螺絲鑷子生產作業指導書1.檢查電批扭力是否符合標准.2.螺絲有無錯用,漏打,打滑目视100%自檢生產部C客戶標准行業標准糾正預防措施通知單生產日報14基本功能測試測試電池,手寫筆生產作業指導書主要測試馬達的震動性能,MIC 的回聲﹐受話功能,喇叭鈴聲,按鍵功能,手感.目视、听、测试100%自檢生產部C客戶標准行業標准糾正預防措施通知單QC檢查日報15基本功能測試測試電池,測試耳機,TF 測試卡生產作業指導書手機能否充電,MP3,MP4等播放功能確認.目视、听、测试100%自檢生產部C客戶標准行業標准糾正預防措施通知單QC檢查日報16CALL TEST測試SIM 卡,手機綜測儀8922,平板天線治具生產作業指導書測試手機發射功率,接收電平,頻率誤差,相位誤差,誤碼率,漏電電流,通話電流,響鈴電流是否在標准范圍內目视、听、测试100%自檢生產部B客戶標准行業標准糾正預防措施通知單QC檢查日報17通话測試測試耳機,測試電池,SIM 卡生產作業指導書手機找網及通話效果測試,恢復出廠設置目视、听、测试100%自檢生產部B客戶標准行業標准糾正預防措施通知單QC檢查日報18貼IMEI 號&入網標&3C 貼紙鑷子生產作業指導書IMEI 貼紙貼整齊,機身標與盒標IMEI 號必須一一對應目视100%自檢生產部B客戶標准行業標准糾正預防措施通知單生產日報19寫IMEI 號電腦,掃描槍,電池生產作業指導書IMEI 號是否寫入,不能重復目视100%自檢生產部B 客戶標准行業標准糾正預防措施通知單生產日報20核對IMEI 號電池生產作業指導書注意核對寫入手機IMEI 號與機身標,盒標的對應關系目视100%自檢生產部B 客戶標准行業標准糾正預防措施通知單生產日報21裝電池蓋離子風槍,抹布,擦機水,手指套生產作業指導書檢查電池蓋裝配后與機身的段差及縫隙目视100%自檢生產部B客戶標准行業標准糾正預防措施通知單生產日報22外觀總檢,清潔機身離子風槍,抹布,擦機水生產作業指導書手機表面沒有灰塵,手指印,氣紋,貼平目视100%自檢生產部C客戶標准行業標准糾正預防措施通知單QC檢查日報23單機裝PE 袋,稱重,裝箱電子磅秤,膠紙座生產作業指導書不能漏放,錯放手機附件目视100%自檢生產部C客戶標准行業標准糾正預防措施通知單生產日報24OQC 检验測試耳機,測試電池,SIM 卡,TF 卡成品OQC 检验作业规范﹔手機成品檢驗標准外觀、功能、MP3/MP4、攝像、IMEI 號、充電目视、聽,測試按MIL-STD-105E ,正常Ⅱ单次抽样品質部A客戶標准行業標准糾正預防措施通知單手機成品檢驗報告﹐手機檢驗記錄表25入庫推車入倉作業指導書名称、型号、数量、客户名称,包装目视批量生产部B 糾正預防措施通知單入库单加工:检验作业:作成作成日期2008.5.21流程:作业程序:確認確認日期2008.5.21批准批准日期编号:KYB-COP-DC-06(01-00)审核:制定人:深圳凯易搏科技有限公司产品QC 工程图NO﹕IPQC-0001-XXXX 流程符号控制等級﹕A=重點管制項目﹔B=次要管制項目﹔C=一般管制項目陽光遠文煜明。
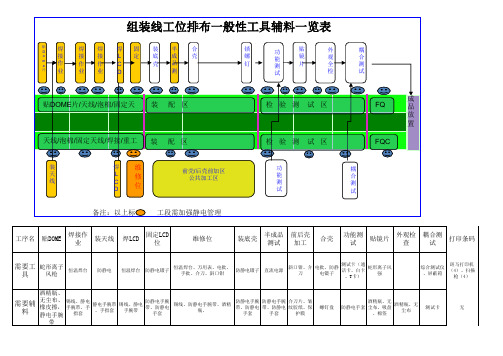
手机组装线规划(设备、流程、布局等)
贴 D o m e 片
焊 接 作 业
焊 接 作 业
焊 接 作 业
焊 L C D
固 定
装 底 壳
半 成 品 测
合 壳 片
外 观 全 检
耦 合 测 试
贴DOME片/天线/泡棉/固定天
装
配 区
检 验 测
试 区
FQ
成 品 放 置
天线/泡棉/固定天线/焊接/重工
工序名
贴DOME
装天线
焊LCD
维修位
装底壳
合壳
贴镜片
需要工 蛇形离子 风枪 具
酒精瓶、 需要辅 无尘布、 橡皮擦, 料 静电手腕 带
恒温焊台
防静电
恒温焊台
防静电镊子
恒温焊台、万用表、电批、手 防静电镊子 批、介刀、斜口钳
直流电源
测试卡(通 斜口钳、介 电批、防静 蛇形离子风 话卡、白卡 刀 电镊子 强 、T卡)
手机车间一条拉标 配设备、工具辅料清单.xls
附件确认
电子称
无
车间一条拉标 备、工具辅料清单.xls
装
配 区
检 验 测
试 区
FQC
装 天 线
焊 L C D
维 修 位
前壳/后壳前加区 公共加工区
功 能 测 试
耦 合 测 试
备注:以上标
焊接作 业
工段需加强静电管理
固定LCD 位 半成品 前后壳 测试 加工 功能测 试 外观检 查 耦合测 打印条码 试
斑马打印机 综合测试仪 (4)、扫描 、屏蔽箱 枪(4)
锡线、静电 防静电手腕 防静电手腕 防静电手腕 介刀片、皱 静电手腕带 锡线、静电 锡线、防静电手腕带、酒精瓶 手腕带、手 带、防静电 带、防静电 带、防静电 纹胶纸、保 、手指套 手腕带 、 指套 手套 手套 手套 护膜
手机组装工艺主流程图参考PPT

11. 接触主板需戴静电手环、接触金手指和按键膜需戴手指套;
12. 贴按键膜属拉线头第一个工位,投主板应保证平稳有序,一格一个产品,异常时停投;
13. 主板应使用防静电托盘盛装、放置、周转;
14. 压缩空气应洁净,无油污无水气,气枪气压和气量适当,作业前用手试吹确认;
装天线组件/锁天线支架螺钉工艺标准 文件编号:HS-QS-EG-ES-02
天线引脚
天线支架组件
焊接Mic/听筒/扬声器/马达工艺标准 文件编号:HS-QS-EG-ES-03
主要品质不良项目:
1 虚焊/脱焊;
证好
2 短路/连锡;
焊的
作业步骤:
3 极性反/焊错线; 4 损坏/烙伤/烙印;
接手 品艺
品质不良控制点:
1 烙铁温度/焊接时间; 2 极性标识与培训; 3 静电防护/防损坏;
注意事项:
1 作业前点检烙铁温度,拖焊温度: 340 ±10˚C;拖焊时间:5-8秒; 2 金手指贴合要平整,对位准确; 3 手及手指不能有脏污,以免污染金手指; 4 保持作业台清洁; 5 不可有残锡/残渣/锡珠; 6 带静电环; 7 拿取主板时,不可抓捏金手指位置; 8 拉尖或突起不过超过1/3 间距; 9 主板上锡不可过多,以防短路; 10 使用马蹄形或刀口形烙铁头;
焊锡 丝
烙铁头
6 带静电环;
7 拿取主板时,不可抓捏金手
松
指位置;
香
8 焊锡饱满,引线内藏;拉尖 或突起不过超过1/3 间距;
图二 引线听筒/马达/扬声器 +/-极标识
基 板
焊接工段引线焊接工位培训及考核试题
HS-QS- HR-WI- 003
定义及说明:
1.
手机制造QC艺工流程图

操作员工培训与考核
对操作员工进行系统的培训和考核,提高员工操作技能和质量意识, 确保加工过程稳定可控。
测试与检验控制
测试标准与方法制定
根据产品特性和行业标准,制定合理的测试标准和方法,确保测 试结果准确可靠。
过程检验与监控
制定监督标准
根据手机制造QC艺工流程的要求,制 定具体的监督标准,如检验规范、不良
品处理流程等。
实施考核
定期对手机制造QC艺工流程的执行 情况进行考核,评估流程的执行效果。
设立监督机构
设立专门的监督机构或指定专人负责 监督工作,确保监督工作的有效实施。
奖惩措施
根据考核结果,对表现优秀的员工给 予奖励,对表现不佳的员工采取相应 的惩罚措施。
手机制造QC艺工流程图
目
CONTENCT
录
• 引言 • 手机制造QC艺工流程概述 • 手机制造QC艺工流程详解 • 手机制造QC艺工流程中的关键控制
点 • 手机制造QC艺工流程的优化与改进 • 手机制造QC艺工流程的实施与保障
01
引言
目的和背景
提高产品质量
通过QC工艺流程确保手机制 造过程中的每一步都得到严格 控制,从而提高最终产品的质 量。
早期阶段
发展阶段
在手机制造的早期阶段,QC艺工 主要关注产品的基本功能和性能, 如通话质量、电池寿命等。
随着技术的不断进步和市场竞争 的加剧,QC艺工逐渐扩展到更多 领域,如屏幕显示质量、摄像头 性能、用户体验等。
现代化阶段
在当前的现代化手机制造中,QC 艺工已经成为一项高度专业化和 自动化的工作。利用先进的检测 设备和数据分析技术,QC艺工可 以更加精确地监控生产过程,提 高产品质量和生产效率。同时, QC艺工也在不断适应新的市场需 求和技术趋势,如5G通信、人工 智能等技术的应用。
手机组装QC工程图

2.最新X20 Bom。 全检 2.本工位在制品 5PCS/2H 1.作业指导书;
2.最新X20 Bom。 全检 2. 5PCS/4H 1、互检:检查喇叭支架外观是否脏污、破损、变形不良(若出现不良则贴不良标识隔离到不良品区域)。
生产部 质量管理部 1.检查正面:检查TP与面壳四周缝隙≤0.1mm且缝隙内不允许露胶不良,听筒孔内不允许出现异物不良,TP视窗内白点≤0.1mm,只允许有1个,面壳边 1.作业指导书;
2.最新X20 Bom。 全检 2. 5PCS/2H 1.操作过程中发现的不良品做好标示放置在不良品区域; 本工位在制品数 1.互检:目检三合一组件听筒孔和FPC美纹胶撕除干净
电批扭力:0.6 操作前需要确认:工程人员已调好升级软件;
操作步骤:
11.作业指导书;
.作业员用鼠标点击升级界面" 2.最新X20 Bom。 Start all"
2.取手机长按手机音量上键同时插上数据线,手机 全检 5PCS/2H 1.确认测试站线缆连接良好、确认升级软件正确,可以参考生产支持软件 操作前需要确认:工程人员已调好程控电源,电源设置参数:电压:4.0-4.2V,电流:2.5-3.5A;
1.作业指导书;
2、贴屏蔽盖散热膜:取1pcs散热膜对齐主板屏蔽盖边缘平整粘贴到位,将离型膜 2.最新X20 Bom。 全检 2.主排线印有“ 5PCS/4H 1.作业指导书;
2.最新X20 Bom。 全检 2. 5PCS/4H 1、互检:检查散热片平整粘贴到位、主FPC与主板连接器扣合到位,听筒装配到位、装配方向正确,麦拉平整粘贴到位; 1.注意不要按压主板上的弹片,避免将其压变形、折断; 本工位在制品数 2、装主 1.作业指导书;
手机制造组装测试流程课件PPT(51张)

测试的操作步骤
根据SIC检查所有设备 核对生产产品是否与SIC一致 通知技术员与工程师打开程序 实测板子,检查机器是否运行正常 测试pass流入下一道,fail写好测试
信息进入维修部。
测试种类
主板测试 是否一致,上一工位有无缺陷产生
1.D/L 由技术员对软件进行测试。
FPC连接时,一定要装到位,且保持导通. 将写人IMEI号码的手机从Plug上取下 贴上测试空贴纸流入下一个工位
SMT H/L 培训
适用范围:
1)散料的H/L,即机器抛料或来料散包装等机器无法 贴打的物料
2)目前机器无法贴打的元件的H/L,如五项键 3)SMT工程师为提升产能定义为H/L的元件的H/L
不适用的元件:
BGA,CSP元件不允许H/L
使用工具或图纸:
1)镊子,手指套 2)H/L 位置图
SMT H/L 培训
手机制造流程
PTH组装:
焊接Speaker,FPC 上后壳组装LCD 转轴和下前
壳组装 焊接motor及FPC 高温胶带及导电棉贴
放 打螺丝及组装上前壳
LCD检测(一) 外镜
片及外装饰片的贴放 内镜片及内装饰片的贴放
打翻盖螺钉及FLIP外观检验 焊接侧键软板和闪光灯
贴Dome和防高温胶带及装摄像头 数字键和主板 的组装 焊接麦克风和天线片 合后壳前检测 下后壳的组装 打螺丝和贴IMEI标签 转轴塞子的 贴法 界面测试 摄像头镜片的组装 FT测试 CIT测试 IMEI测试 QC QA 包 装
2. 检查BT,FT是否显示PASS,显示"FAIL“或“NO TEST”,表示主板FAIL或需要重新测试B/T, F/T.对于抽检的主板,BT显示PASS,
FT显示PASS或NO TEST. 若BT或FT显示FAIL,表 示主板FAIL,在主板上贴上FAIL标签。
手机架构组成及工作流程简介
基带 射频 EDA
外形设计
主板和器件 位置的配合设计
壳体和主和主板 堆叠的配合设计
天线相关以 外电路设计 天线相关电路设计
PCB板走线设计
手机架构组成介绍
结构(ME) ID: 即外观设计,一个专业的产品设计师是要懂得材料颜色,磨具成型工艺,和针对不同产品设计的开。
流程,ID工程师要画草图,把自己的设计意愿和想法直观地表现出来。
手机
直板机 折叠机 旋转机 滑盖机
Smart phone
直板机 翻盖机
Feature phone: 不带操作系统,部分设计为类操作系统。 特点为:功能简单,机身尺寸及LCD显示尺寸较小, 主要有CSTN,TFT等显示效果的LCD;配置较低, 电池容量较小,待机时间长,大部分为带键盘, 包括普通普通21按键和全键盘等。
成品整机形成流程
硬件设计 硬件设计包括两个方面,1、原理图设计。2、PCB布局设计。3、EDA布线设计。
原理图设计:原理图设计会根据产品定义的要求进行详细设计,比如使用Qualcomm的MSM8212平台, flash使用LPDDR2,支持光感,以及各个部件接口等等。原理图设计比较独立不涉及ID及结构问题,但原理 图是一个项目最重要的部分,不允许有任何差错,否则就是一个失败的项目。
基带射频工程师布局结束后会将最终板pcb布局文件发给eda进行布线工作这个过程工作量较大必须需要结构及基带射频工程师紧密配合同时需要考虑整体电器特性及整板的布线合理性比如重要信号的保护避让等等在布线进行中eda工程师会根据走线实际情况进行器件的小范围调整优化eda走线完成及优化基本接近尾声会发给基带射频结构工程师进行检查并修改意见后进行投板
成品整机形成流程
整机组装:完成单板功能测试后就是进行整机组装工作, 右图为SMT组装线截图。
73-60-011-00-SS820A手机装配作业指导书课件

图片说明
弹簧片
注意:
A. 弹簧片须安装到位,防止脱落; B. 操作过程中防止FPC强行受折、压; C. 下前壳在推拉过程中,须伸缩灵活自如; D. 所有外观标准见《SS820A手机外观检验标准》。
元件名称
P/N (料号)
数量
卡具
Spring, Slide
M19-00800100 2
元件名称
P/N (料号)
数量
卡具
数量
Key Pad, Digit M22-00800201 1 Camera sensor M60-00600100 1
73-60-011-00-SS820A手机装配作业指导书
Camera sensor
文字说明
5.8 天线、麦克、侧键与下后壳安装
(1). 取一天线,以下后壳上的两个定位柱进行定位,将其 安装到下后壳, 后通过下后壳三个卡勾将其卡紧。
Sபைடு நூலகம்gnature
Originator: Checked by: Approval:
Lin Wang Shaofeng Chen John Li
Amendment History
S/N Rev.
Description of Change
01
1.0 Initial
Signature: Signature: Signature:
Receiver Assy,SlidePCBA
Screw cover Front Housing
Main PCBA Camera Sensor
Antenna Sidekey Assy Battery
文字说明
5.1 Metal Dome 与 Slide PCBA 组装
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
20
1.00
静电手环 * 1 写码线 * 1 静电手套 * 1
电池 * 2 ;
21
写IMEI号
1.00
电子科技(深圳)有限公司
ShenZhenElectronic Co.,LTD
文件编号: 编号 日期
人力配 2013-3-15
文件名称
所需物料及料号
电池 * 2 ;
耦合测试
1.00
静电手环 * 1
手指套 * 3
18
装前后摄像头镜片,喇 叭装饰件,贴保护膜 装螺钉塞,手写笔,螺 丝标 网标,IMEI对应,贴标
1.00
静电手环 * 1 静电手套 * 1
左螺钉塞 * 1 ; 右螺钉塞 * 1 ; 螺丝标 * 1 ; 网标 * 1 ; IMEI贴标 * 1 ;
19
1.00
1
2
3
标记
ECN NO 修订记录
变更内容
核准
审核
制定
外观检查,
1.00
静电手环 * 1 电批 * 1 静电手套 * 1
15
电池 * 4 ;
打底壳螺钉
1.00
静电手环 * 1
静电手套 * 1
16
电池 * 2 ;
功能测试
4.00
静电手环 * 1 CMD55 * 1 静电手套 * 1
17
前摄像头镜片 * 后摄像头镜片 * 喇叭装饰件 * 贴保护膜 * 1 1 1 1 ; ; ; ;
摄像头 * 1 ;
1
喇叭 * 1 : 震动喇叭 * 1 :
2
焊喇叭,震动喇叭 装天线支架,固定摄像 头,固定喇叭 焊马达,焊天线
1.00
静电手环 * 1 烙铁 * 1
静电手套 * 1 锡线
装天线支架 * 1 :
静电手环 * 1
静电手套 * 1
3
马达 * 1 ;
1.00 1.00
静电手环 * 1 烙铁 * 1 静电手环 * 1 烙铁 * 1 静电手套 * 1 锡线 静电手套 * 1 锡线
静电手环 * 1 静电手套 * 1
(已加工)面壳 * 1 ;
11
装音量键 * 1 : 拍照键 * 1 ;
2.00
静电手环 * 1 手指手套 * 1
12
装音量键,拍照键
1.00
静电手环 * 1 静电手套 * 1
底壳 * 1 :
13
马达固定,合底壳
2.00
静电手环 * 1 静电手套 * 1
14
螺钉 * 4 :
1.00
静电手环 * 1ቤተ መጻሕፍቲ ባይዱ静电手套 * 1
24
1.00
OK
合计31人
加工工位
摄像头支架 * 1 ;
摄像头贴支架 1
面壳 * 1 ; 按键 * 1 ;
1.00
2
面客壳装按键
1.00
合计2人
人员状况
加工人员 合计 节拍
产能状况
周期时间 平衡率 标准工时 标准产能 人均产能 瓶颈工序
工 程 分 析
装配人员 修理工 QC人员 物料员 助拉 拉长 重点工序
手机组装排拉流程图
文件名称
所需物料及数量
V80-2整机组装排拉流程图
流程图
Start
编号 日期
人力配 置(人) 2013-3-15
版本 页码
辅 料/站 1
A0 / SOP编号 2
作业名称
作业时 间(秒)
设备仪器及 治工具/站
主板检查 1.00 焊摄像头
静电手环 * 1 烙铁 * 1 静电手套 * 1 锡线
静电手套 * 1
7
LCD * 1 :
1.00
静电手环 * 1 烙铁 * 1 静电手套 * 1 锡线
8
电池 * 1 ; 手写笔 * 1 ;
2.00
9
2.00
静电手环 * 1 电源 * 1
静电手套 * 1
泡棉 * 1 ; 高温胶 * 1 ; 导电布 * 1 ;
静电手环 * 1
静电手套 * 1
10
1.00
4
咪头 * 1 : 听筒 * 1 ;
5
按键板 * 1 ;
焊咪头,焊听筒、
1.00
6
按键板支架 * 1 ;
焊按键板 装按键板支架,固定按 键板 焊LCD 半成品LCD,触摸,照 相,按键测试 贴泡棉,高温胶,导电 布 LCD主板合面壳
1.00
静电手环 * 1 烙铁 * 1
静电手套 * 1 锡线
静电手环 * 1
V80-2整机组装排拉流程图
流程图
22 作业名称 作业时 间(秒) 置(人) 核对IMEI号 检查清洁外观,装电池 盖 装袋封箱 1.00
版本 页号
辅 料/站 2
A0 / SOP编号 2
设备仪器及 治工具/站
静电手环 * 1 静电手套 * 1
电池盖 * 1 ;
静电手环 * 1
静电手套 * 1
23
手机袋 * 1 ;