成品车间汽车装油台计量装车系统升级改造
某新能源汽车总装车间工艺设计方案
1引言新能源汽车是指采用非常规的车用燃料作为动力源,综合车辆的动力控制和驱动方面的先进技术,形成的技术原理先进,具有新技术、新结构的汽车。
我国新能源汽车产业始于21世纪初,2001年,新能源汽车研究项目被列入国家“十五”期间的“863”重大科技课题,“十一五”以来,我国提出“节能和新能源汽车”战略,随着政府对新能源汽车研发和产业化的高度关注,经过多年的发展、改进、创新,生产技术得到了很大的进步。
新能源汽车包括混合动力电动汽车(HEV)、纯电动汽车(BEV)、燃料电池电动汽车(FCEV)、其他新能源(如超级电容器、飞轮等高效储能器)汽车等。
本文主要介绍纯电动汽车装配车间的工艺设计方案与装配生产线。
2装配车间概况2.1生产任务新能源汽车装配车间主要承担纯电动汽车的部件装配和整车总装任务,此外还承担整车下线调试、检测及返修等任务。
2.2生产纲领新能源汽车装配车间拟定主要产品生产纲领为:年产各类纯电汽车30万辆。
属于批量生产。
2.3工作制度与年时基数新能源装配车间采用双班制组织生产,每班8h,全年工作时间为300d。
3设计原则及设计依据3.1设计原则1)在工艺设备布局上,充分考虑批量新能源汽车产品的生产特点,按照工艺路线顺,物流路线短的原则进行设备布某新能源汽车总装车间工艺设计方案Process Design Scheme of a New Energy Vehicle Assembly Workshop桑清宇,黄锦文(中机第一设计研究院有限公司,合肥230601)SANG Qing-yu,HUANG Jin-wen(First Design and Research Institute MI China Co.Ltd.,Hefei230601,China)【摘要】根据企业的发展战略,某公司拟新建新能源汽车制造园区,规划年产能30万辆。
工艺设计运用精益生产理念,结合了标准化、柔性化、模块化的设计原则,冲压、焊装、涂装、总装4大工艺参照国产车主流工艺,并结合新能源汽车生产特点进行精心设计。
油品装车自控系统的设计与应用

实 现集 中管理 与监 视 ; 点故 障不 影 响其 他 鹤位 自 单
动装油 ; 施工简单 , 控制逻辑明了, 维护方便。
打印机 控制计算机1 控制计算机2 管理计算机
1 示) L 所 。P C主要 有 C U 模块 、 讯接 口、/ P 通 io模 块、 功能模块 、 电源模块等组 成部分 。将现场 每个 鹤 位 的所 有信 号传送 至控制室 P C, L 通过 P C的通讯 L
Ke wo d :r c o d n y t m ;i t l g n o to n t u n ;e e f ma a e n ; r ft y r s tu k la ig s se n e l e tc n r l s r me t l v l n g me t p o i i i o
( 中国石油集团华东勘察设计研究院 , 山东 青 岛 2 6 7 ) 60 1
摘要 : 油品装车外运是石油企业的一个重要环节 , 采用装车 自控系统实现油 品装 车的 自动控制 . 以提 高装车的精度 , 可 减
轻 劳 动 强度 , 高 管理 水 平 和 效 益 提
关键词 : 装车 系统 ; 智能控制仪 ; 管理水平 ; 效益
师。
口 , 作人员 可 以现 场操 作 控 制 仪 , 操 实现 装 油 自动
2 所示) 。在每个鹤位设有 1台定量装车控制仪 ,
它具 有完 备 的检测 控制 接 口 , 能对该 鹤位 现场 设备
实 现实 时监 测 和 自动 控 制 , 简 单 实 用 的 人 机 接 有
作者简介 ; 徐
 ̄( 9 1 ) 女 ,浙江 宁海人 ,9 1年毕业于 16 一 。 18
上海化学工业专科学 校化工 仪表及 自动化专 业 , 在中 国石 油集 现 团华 东勘察设计研究院从事 自动控 制工 程设计 工作 , 高级工程 任
定量装车控制系统方案书

定量装车控制系统方案书济南中自自动化工程有限公司2022年4月25日目录一.公司简介二.系统概述三.系统配置总图四.系统装车流程图五.系统配置及功能说明1.集散式自动付油系统设计目标2.系统设计原则3.集散式付油系统构成4.定量装车系统基本功能5.系统配置及设备性能6.控制站及业务站布置及网络功能特性7.装车管理控制系统软件特性六.操作台控制柜配置图七.系统硬件清单列表八.推荐硬件清单九.工程技术服务内容十.竣工资料清单十一.其它说明十二.业绩介绍一、公司简介济南中自自动化工程有限公司是专业从事石油化工行业自动化系统开发的民营企业, 专注于研究、开发、生产和集成按用户需求定制的新型分布式自动化控制系统及系统硬件产品,与浙江大学工业自动化工程研究中心长期科研合作;长期的行业经验,公司技术人员对石油化工的工艺流程、操作管理流程等具有深刻的了解和认识,开发出多套更具科学性和可操作性的自动化控制系统,包括:集散式定量装船/装车/装桶控制系统、石油化工油库管理系统、油气站管理系统、罐群液位/温度/压力监控系统、管道流量/压力/温度监控系统、锅炉自动化控制系统、冷冻机/冷却塔自动化控制系统、化工生产过程自动化控制系统等,并成功应用于中石油、中石化等多家大型中外石化企业新建或改造项目,为企业安全生产、裁减冗员、提高管理、增效创收提供了完整的自动化解决方案。
二、概述计算机技术和信息技术突飞猛进的发展,其应用已经渗透到各个领域;在液态石油化工产品储运行业,通过使用基础储运作业的自动控制技术和储运管理作业的信息管理技术,对提高油库作业效率、油库安全系数、应急处理能力以及油库的各项日常管理起到了显著的效果。
中自定量装车控制系统是在总结国内外石油化工液态物料装车控制方面多年经验的基础上设计的。
参照吸收国际先进计算机技术和称重技术,经过十几年的研制、开发改进,生产出技术先进、性能优良、功能齐全、操作安全可靠的定量装车控制系统。
胜利炼油厂装油台重大隐患治理技术探讨

1 改造前 状况
离装车现场 , 解决了机柜 、 操作 台的防爆 问题 , 实
现 了本 质 安全 。
表 1厂北 区大鹤管装 油 台原 为 敞开式装 车, 油气挥 发严重 , 易造成 瓦斯积 聚 。一 方面 容 极 易 引发安全 事故 , 另一 方 面挥 发 的 油气 弥 满 在 空
鹤 管直径/ m m
鹤 管水平对位行程/ mm 鹤 管升 降行程/ m m
密封盖排油气管直径/ m m 液压驱动 电机功*/ W k
牵 引 装置
2 1 大鹤管 装车 系统 改造为 定量密 闭装车 系统 .
小爬 车最大牵引力/ t 小爬 车最大行程/ m
1 6 1 9 1 5 3 0
( ) 车台配备可燃气浓度报警仪和 H S 3装 浓
度报警仪 , 可随时监测作业现场的油气情况 , 为作 业人员提供可靠的实时数据。 () 4 控制台和仪表机柜从防爆型变成普通型
相应 减少 了费用 , 投 资 方 面增 加 了从 现 场 到主 但 控室 的电缆铺 设 , 合并后 经 济性 能较好 。 ( ) 油 2台 的油 品切换 阀 门改造 为 双 向密 5装 封 阀。这种 阀 门具有双 向密封 的优点 , 密封严 、 无
断的方法。虽然解决 了窜油的问题 , 但是操作人 员的工作量大, 仍存在着安全隐患。
2 4 新建 操作室 、 制室 . 控
图 1 装 油 台 定 量 密 闭 系统 工 艺 流 程
原有的操作室就在装车台上 , 位于爆炸危险 区域 内, 存在着极大 的安全隐患。 这次改造在北
22 大鹤管 装车 系统 改为 P C远 程控 制 系统 . L
( 山东三维石化工程有限公 司 , 山东淄博 ,5 44 25 3 )
郑州油库定量装车系统实行温度补偿技术改造

郑州油库定量装车系统实行温度补偿技术改造摘要:本文针对中石化郑州油库的公路发油管理模式和设备状况,进行了深入分析,提出了改进的方案,对乙醇汽油定量装车系统,提出了现实可行的温度实时补偿方法,并在实践中得到验证,取得了较好的经济效益和社会效益。
关键词:标准密度;温度补偿;乙醇汽油;VCF系数一、前言数、质量问题一直是成品商业油库管理的核心问题。
随着成品油价格的节节攀升及社会公众维权意识的不断提高,对于加强油库的数、质量管理提出了更高要求。
尤其是数量问题,对买卖双方的经济利益的影响最为直接,往往成为买卖双方关注的焦点,并由此诱发争执、纠纷。
可以这样形象比喻:油库的管理者在维护自身经济利益和满足用户正当权益之间在找个平衡点,这个“点”就是国家的相关法律法规、行业标准。
“点”变得越来越细,越来越尖,这对油库管理者的管理水平和技术手段提出了更高的要求。
二、问题的提出中石化郑州油库(以下简称郑州油库)定量装车系统全部采用的是容积式流量计,容积式流量计以其低廉的价格和成熟的技术在商业油库中得到广泛的应用。
但是对用户销售是以重量作为结算单位,而体积到重量的转换受温度、压力、标准密度、空气浮力等诸多因素影响,这其中油品温度在装车作业时间段内变化较大,对密度的影响最为显著(每一摄氏度油品温度的变化对油品计重密度的影响约为万分之七1),从而对定量装车的数量产生较大的影响。
由于我们目前对装车作业的管理模式及技术手段上存在的不足,使得我们无法在温度条件随时变化的情况下保证装车定量数据的精度,容易引发纠纷,油库的盈亏平衡也无法有效控制,正如油库管理人员所说的“靠天吃饭”,也就是说,油库的盈亏与气温关系很密切。
这种模式是目前中石化河南石油公司大多数油库采用的模式。
我们可以看到图1所表示的模式存在这样几个问题:1、油库计量员选取不同的取样点,测量出来的油品温度有很大的差异。
油罐和管道的不同区段、油罐中的不同深度不同方位的油品温度是不相同的,而且差异可能会很大。
2万t级以上定量装车系统的升级与改造
③装车精度高。采用新技术型和不锈钢称重传感
器 ,寿命长 。每节车载重量误差± . 01 %以内,累计误
差 ± .5 00 %以内 。 来自信息 ,都应在计算机屏幕及时显示 ,实现定量装车系
统 的 自动 、半 自动和手 动控制及装 车配煤 的 自动控
制。
④ 良好的人机操作界面。实现了设备运行状态显 示 、煤流状况显示。
同 煤 科 技
・
2 6・
T ONG lKE I ME J
4 改造 前后 的效 益对 比
动作情况做出监控 。 ②卸煤溜槽为摇摆式 , 存在平煤效果不好 ,冬天
防冻性 能差等 诸 多不 足 ,应 更换 为更 为先进 的筒 式 溜
槽。
技术升级和改造后 ,装车稳定性 好 、可靠性 高 、
满 足 了客户 和铁 路 部 门要 求 。2 1 00年 1 一 月 3月 ,四 台矿 完 成 煤 炭 外 运 12 0. t 7万 ,超 计 划 l 0万 t ;特 别
根 据升级 改造 前后 对 比及集 团公 司 的现状 ,许 多
矿井的定量装载设备都存在着与四台矿定量装车系统
类 似 的问题 。基 于 四台矿 改造 后的成 功经 验 ,集 团公
这3 部分是装车系统的核心部分 。 21控制系统改造 . ①采用美 国 A ( l n B al )公 司 P C高端 B Al — ed y e r L C U 76 P 15 作为控制系统 和美 国 A B公 司等 国外知名 B
厂商 低 电压 部件 ,集 成形 成 了装 车工 序 的数字 式 自动 化控 制 系统 。
系统 噪音小 。
四 台矿 装 车系统 改造 前 ,系统 故障 多 ,不 仅仓 闸 门关 闭不严 造 成洒煤 ,装 车 吨位也 不能 满足 客户 和铁 路 部 门要求 ,而且经 常影 响装 车 时间 ,曾经最 多一 次
车辆管理系统改造方案
车辆管理系统改造方案1. 引言车辆管理系统是一个用于管理车辆信息、维护记录和行驶日志的应用程序。
随着技术的不断发展和用户需求的变化,以及针对现有系统存在的问题,需要对车辆管理系统进行改造,以提高系统的稳定性、扩展性和用户体验。
本文将提出一套车辆管理系统改造方案,以满足以下需求:•改进用户界面,提高用户体验•加强系统安全性,保护车辆信息的安全性和机密性•引入新的功能和模块,提升系统的功能性和扩展性•优化系统性能,提高系统响应速度和数据处理效率2. 改进用户界面用户界面是车辆管理系统的重要组成部分,直接影响用户的使用体验。
通过改进用户界面,可以提高用户对系统的满意度和使用效率。
2.1 用户界面重设计针对现有系统存在的界面设计不够美观、布局混乱的问题,我们将进行用户界面重设计。
新的界面将采用现代化、简洁的设计风格,以提高系统的整体美誉度。
2.2 响应式设计为了适应不同终端设备的使用需求,我们将引入响应式设计的概念。
通过针对不同终端设备的自适应实现,用户可以在PC端、移动端等不同设备上获得良好的使用体验。
2.3 交互优化在改造过程中,我们还将优化系统的交互设计。
通过增加更直观友好的操作提示、提供快捷键、引入自动补全等功能,以提高用户的操作效率和便利性。
3. 加强系统安全性车辆管理系统涉及到车辆信息的管理,需要保护相关信息的安全性和保密性。
为了提高系统的安全性,需要在系统改造过程中加强相关安全措施。
3.1 用户身份认证引入用户身份认证机制是加强系统安全性的关键一步。
通过使用用户名密码、指纹、人脸识别等多种认证方式,确保只有授权用户可以访问车辆管理系统。
3.2 数据加密在存储和传输敏感数据时,需要进行加密处理,以防止数据被非法获取。
我们将采用合适的加密算法对敏感数据进行加密处理,确保数据的保密性。
3.3 安全审计为了及时发现和解决潜在的安全风险,引入安全审计机制非常必要。
通过记录系统的操作日志、敏感信息的访问记录等,可以及时发现异常行为并采取相应的应对措施。
自动定量装车系统机械改造方案设计

FORUM....I.迄捱題笛自动定量装车系统机械改造方案设计□马延峰西铭矿选煤厂针对传统装煤站装车系统中存在的机械问题,提出自动定量装车系统机械改造方案。
从增加自动控制系统、安装碰撞感应装置以及架设排气孔三方面进行阐述。
改造后的自动定量装车系统经工业试验,结果表明改造后的装车系统每列车节约时间近54.5min,并且运行安全、稳定。
铁路是煤炭运输的主要方式之一,全国约有60%的煤炭生产运输作业依赖于铁路运输。
煤炭装车系统是煤炭铁路运输的主要环节之一,精确且高效率的装车系统既可以增加煤炭公司的利益,又可以确保铁路运输安全高效,有较好的社会效益和经济效益。
随着中国经济的快速发展,煤炭运输量也大幅增加,提出了对铁路运输速度,负荷计量准确性,安全生产和人员效率等一系列的更高要求。
因此,实现连续、高效、准确的煤炭装载是一个紧迫的问题。
目前,大型高速定量自动装车系统已成为实现煤炭铁路高速运输的有效手段,但现有的传统煤炭装车系统釆用缓冲仓+定量仓的方法。
缓冲仓位于输入罐上方,以消除静态称重,装载和连续装载之间的冲突的方式过于老旧,并且位于计量室上方的缓冲仓的高度越高,整个系统高度越高,增加了装车的安全隐患和装车系统的投资预算。
在分析传统装车系统存在问题的基础上,提出定量自动装车系统进行技术方案改造,并基于改造后的自动定量装车系统进行工业试验。
1自动定量装车系统存在的问题1.1效率低下、人为误差大一般煤场的原始系统都是带式输送机的移动装载系统。
该系统主要由固定输送带和移动输送带组成。
通过规划绞车将车皮运至称量轨道衡,当装载货车运输到轨道秤上的装载点时,由工作人员手动输入仓号。
通过向移动输送机发送执行代码,执行装车过程并重复直到整个列车准备就绪。
整个装车过程主要需要完成传送带运输,装载系统启动,工作人员进行操作和装载绞车等,需要至少三个工作人员的人工,耗时大约7min o由于为人工执行装车过程的控制,无法避免相关的误差产生。
定量装车控制系统方案书

定量装车控制系统方案书中自自动化工程2020年5月14日目录一.公司简介二.系统概述三.系统配置总图四.系统装车流程图五.系统配置及功能说明1.集散式自动付油系统设计目标2.系统设计原则3.集散式付油系统构成4.定量装车系统基本功能5.系统配置及设备性能6.控制站及业务站布置及网络功能特性7.装车管理控制系统软件特性六.操作台控制柜配置图七.系统硬件清单列表八.推荐硬件清单九.工程技术服务容十.竣工资料清单十一.其它说明十二.业绩介绍一、公司简介中自自动化工程是专业从事石油化工行业自动化系统开发的民营企业, 专注于研究、开发、生产和集成按用户需求定制的新型分布式自动化控制系统及系统硬件产品,与大学工业自动化工程研究中心长期科研合作;长期的行业经验,公司技术人员对石油化工的工艺流程、操作管理流程等具有深刻的了解和认识,开发出多套更具科学性和可操作性的自动化控制系统,包括:集散式定量装船/装车/装桶控制系统、石油化工油库管理系统、油气站管理系统、罐群液位/温度/压力监控系统、管道流量/压力/温度监控系统、锅炉自动化控制系统、冷冻机/冷却塔自动化控制系统、化工生产过程自动化控制系统等,并成功应用于中石油、中石化等多家大型中外石化企业新建或改造项目,为企业安全生产、裁减冗员、提高管理、增效创收提供了完整的自动化解决方案。
二、概述计算机技术和信息技术突飞猛进的发展,其应用已经渗透到各个领域;在液态石油化工产品储运行业,通过使用基础储运作业的自动控制技术和储运管理作业的信息管理技术,对提高油库作业效率、油库安全系数、应急处理能力以及油库的各项日常管理起到了显著的效果。
中自定量装车控制系统是在总结国外石油化工液态物料装车控制方面多年经验的基础上设计的。
参照吸收国际先进计算机技术和称重技术,经过十几年的研制、开发改进,生产出技术先进、性能优良、功能齐全、操作安全可靠的定量装车控制系统。
该系统基于集散式付油系统结构,以XY242型PLC定量控制器为控制核心,功能齐全、技术先进、结构合理、操作方便、运行稳定可靠,能有效地完成装车作业过程中的参数设置、变频恒压控制、数据采集、定量控制、防静电联锁控制、运行监控、报表打印等各项工作。
炼化一体全流程生产优化

炼化一体全流程生产优化王仁南,贲涛,赵春晖,王湛,单晟昱,于馥玮(中国石油大庆石化公司,黑龙江大庆,163711)摘要:炼化一体化是石化行业发展趋势,可以从分子层面实现“油头化尾”,以原油开始,以化工结束,降低汽柴油收率,提高化工品产出,极大弥补高附加值、紧缺型化工产品市场需求。
在原油资源分配上,向压减成品油效果好的炼化企业倾斜。
建立测算模型,按照测算结果,推动企业炼油、化工一体化大负荷生产优化。
制定具体策略和措施,提升公司炼油和化工整体负荷和盈利能力。
基于上述背景,企业生产优化上确立了积极争取原油加工负荷,推动炼化一体大负荷生产的整体优化思路,达到炼化一体全流程优化,实现整体效益提升的目的。
关键词:炼化一体;减油增化;全流程优化中图分类号:TQ221.211文献标识码:B文章编号:1671-4962(2024)01-0047-05Full-process production optimization of refining and chemical integration Wang Rennan,Ben Tao,Zhao Chunhui,Wang Zhan,Shan Shengyu,Yu Fuwei(PetroChina Daqing Petrochemical Company,Daqing163711,China)Abstract:The integration of refining and chemical industry is the development trend of petrochemical industry,which can achieve "oil and tail"from the molecular level,starting with crude oil and ending with chemical industry,reduce the yield of gasoline and diesel,improve the output of chemical products,and greatly make up for the market demand for high value-added and scarce chemical products.In the allocation of crude oil resources,the refining and chemical enterprises with good effect of reducing refined oil products are tilted.It established the calculation model and promoted the optimization of integrated high-load production of oil refining and chemical industry according to the calculation results,formulated specific strategies and measures to improve the overall load and profitability of the company's refining and chemical industry.Based on the above background,the production optimization of enterprises had established the overall optimization idea of actively striving for crude oil processing load and promoting the integration of refining and chemical production with large load,so as to achieve the purpose of optimizing the full-process of refining and chemical industry and achieving the overall efficiency improvement.Keywords:refining and chemical integration;oil reduction and chemical increase;full-process optimization全球炼油总产能增长已经趋于平稳甚至停滞,包括中国在内的亚太等部分地区产能已经过剩。
装卸车间操作规程
装卸车间操作规程第一章概述第二章工艺流程简述第三章设备明细表第四章岗位操作法第五章安全规程概述1.职责、范围装卸车间由原油卸车台、汽车装车台、地衡计量室三部分组成。
主要负责原油的卸车、接收、转油,本厂各种产品的装车及出厂计量。
2.工艺原理:2.1原油卸车:从新疆及其它地区运来的原油经大英火车站由汽车在卸车台卸入零位罐,然后经原油转油泵输送至原油罐区。
2.2汽车装车:合格产品经各产品泵送至装车台,然后根据用户的要求,进行分类发货。
2.3地衡计量:我厂采用电子汽车衡计量——全电子无基坑汽车衡,它是利用应变电测原理来称重的。
当汽车开到称重台面上时,承重台将其所受的力作用在称重传感器上,当传感器受力时,粘贴在弹性体上的电阻应变片发生阻值变化,由应变电桥输出电信号,进行线性放大、A/D转换成脉冲数,经与主机通讯、数据处理、储存、控制、然后由数码管显示称重数,打印机打印出单据报表。
工艺流程及工艺指标1.工艺流程简述1.1原油卸车:从厂外来的原油汽车罐车到达卸油台后先进行化验,待化验合格后将原油经卸油臂、汇油管卸入零位罐,观察罐内液位,启动原油转油泵将零位罐内原油打入原油罐。
在卸油、打油过程中,要始终保持原油管线的伴热畅通,若停留时间较长,在打油前后均应对零位罐到原油罐的管线进行扫线。
1.2汽车装车:1.2.1道路沥青的装车:为了保证沥青管线的畅通,要始终保护沥青泵的启动。
在停止装车时,将沥青装车设施回流阀打开,保证沥青管线回流的正常。
在装车时,将装车球阀开启,关闭回流阀,但不能全关,以保证管线的畅通。
1.2.2其它油品的装车:待接到装车通知时,通知油品车间开启所装产品的输送泵。
在用户进行空车称重后,通知汽车进入装车台,自行对位,由司机打开罐车口,接上接地线,站台操作人员打开输油臂操纵阀,进行装车。
装车完毕后再对重车称重,计算出罐重量。
2.主要操作技术指标:2.1原油转油泵出口压力:0.6Mpa2.2零位罐温度:45±5℃2.3汽油装车温度:≤40℃2.4柴油装车温度:40——50℃2.5蜡油装车温度:60——80℃2.6沥青装车温度:120——160℃设备明细表1.机泵明细表:2.零位罐规格明细:3.仪表明细表:岗位操作法1.卸车操作:1.1原油卸车:岗位操作人员指挥车辆依次进入原油卸车区,由受油槽地沟盖板上开过至吹扫管线下停车,将车方向调正,将汽车罐车的卸油软管放入受油槽内,然后通知司机缓慢开启汽车罐车的卸油阀,防止卸油过快而使原油溅出,然后可缓慢开大卸油阀。
定量装车控制系统的设计应用
定量装车控制系统的设计应用定量装车控制系统的设计应用1、定量装车系统简介油品装车外运是石油炼制和销售的一个重要环节。
近几年,国内石油企业油品装车普遍采用定量装车控制系统,实现油品装车过程自动化、生产管理电脑化和信息管理网络化。
定量装车控制系统计量精度高,劳动强度低,安全性高,环保性好,大大提高了企业的管理水平和销售效益。
2、定量装车系统构架方案介绍及比选目前油品灌装定量装车系统主要分为2类:集中式定量装车系统和分布式定量装车系统。
2.1集中式定量装车系统集中式定量装车系统主要由现场装车仪表、可编程控制器(PLC)和上位机组成。
现场每个鹤位的装车仪表信号接入控制室PLC,PLC完成现场装车数据的采集和集中管理,由控制室操作人员向相应的装车鹤位发出控制指令,实现油品灌装自动控制。
2.2分布式定量装车系统分布式定量装车系统主要由现场装车仪表、批量控制器和上位机组成。
在现场每个鹤位设置1台批量控制器,现场装车仪表信号接入批量控制器,由批量控制器完成油品灌装自动控制,防溢油、防静电安全联锁保护。
同时现场批量控制器可通过通讯网络实现控制室集中管理。
实现了油品自动灌装的分散控制、集中管理。
图2-1:集中式定量装车系统图图2-2;分别式定量装置系统图2.3定量装车系统构架比选两种装车系统构架中,都各自存在优缺点,在设计过程中,应根据现场实际情况进行合理配置。
表2-1:定量装车系统构架比选目前,分布式定量装车系统因其安全性高,扩展性好、维护方便等优势在炼油企业和销售油库的油品装车控制中占有主导地位。
3、定量装车系统检测仪表介绍及比选定量装车系统现场仪表主要包括:温度计〔质量流量计时可取消〕、流量计、装车控制阀、防静电开关、防溢油开关等。
在项目设计中,应根据油品的性质、计量交接方式及项目投资进行现场检测仪表的选型。
3.1油品计量交接方案介绍及比选在石油炼制和销售企业中,油品自动灌装计量交接及装车控制方案主要有:方案一:地衡〔计量交接和装车控制〕;方案二:地衡〔计量交接〕+质量流量计〔装车控制〕;方案三:地衡〔计量交接〕+体积流量计〔装车控制〕;方案四:质量流量计〔计量交接和装车控制〕;方案五:体积流量计〔计量交接和装车控制〕。
成品车间汽车装油台计量装车系统升级改造

成品车间汽车装油台计量装车系统升级改造【摘要】本文阐述了计量装车系统改造的必要性,重点介绍了装车系统改造的方案说明、改造后达到的总体目标、装车系统原理结构图、改造时质量流量计必须满足的条件及改造后的优点等。
【关键词】计量装车系统;质量流量计;批量控制器;RS485通讯定量控制;计量准确度一、概述延安炼油厂成品车间汽车装油台计量装车系统自2003年使用以来,一直采用的是刮板流量计计量,精度为±0.2%,但是现使用的刮板流量计经过多年的使用后存在以下缺陷:故障率高与维修成本大;刮板长期磨损泄漏量大造成流量计不能准确计量,且用电流信号传输也会造成装车误差,易造成少装、超装、冒罐等责任、安全事故发生。
因此我们拟将现有的刮板流量计改造为质量流量计,提高计量准确度。
二、改造方案说明定量装车控制系统改造后由质量流量计、批量控制器、多阶数控阀门、防静电溢流开关等组成。
质量流量计为主要计量器具。
批量控制器作为分布式总线控制器,采集质量流量计的瞬时流量、累积流量、温度、密度等AMS数据来控制阀门的运行,实现自动装车。
批量控制器提供标准的MODBUS RTU接口,与原有的地重衡称重软件进行数字通讯,从而达到质量流量计装车量与地磅称重装车量进行实时对比。
三、总体目标本次改造完成分布式控制和集中监控管理功能,以达到以下目标:1.升级改造后的质量流量计与批量控制器采用RS485通讯,系统计量累积精度等同质量流量计精度,达到贸易结算要求。
2.提高定量控制准确度,应发量与实发量控制精度为±15kg,提高工作效率并减少财务结算的工作量。
3.实现质量流量计在线AMS功能,对质量流量计组态信息,过程报警信息在线监控,保证质量流量计正常、精确、稳定运行。
四、装车系统原理结构图基本配置:质量流量计1台、批量控制器1台、气动多段球阀1台、静电溢流保护器1套,系统结构图如下所示:批量控制器接受上位机的预装量或手动输入预装量,按确定键启动装车,这时输出启动信号打开阀门,同时打开油气回收附阀,开始采集质量流量计数据。
板带厂1500mm宽带生产线成品库无人智能行车系统升级改造

C omputer automation计算机自动化板带厂1500mm宽带生产线成品库无人智能行车系统升级改造孟丽军摘要:板带厂1500mm宽带生产线成品库现存在行车故障率高、发货效率低、C型钩摇摆伤卷、库存统计工作量大及指吊人员作业安全风险高等问题,严重影响了发货工作的高效和稳定。
为解决这一系列问题,拟对1500mm 宽带成品库进行智能化升级改造。
该项目实施后,可实现整个成品库的智能无人化作业管理,钢卷自动下线入库、无人发货、物料全过程跟踪等功能,充分体现了技术先进、运行安全、减员增效的特点,符合公司智能制造发展要求,提升了公司生产经营“数字化、网络化、智能化”管理水平。
关键词:宽带线;智能化;无人行车;改造1 板带厂1500mm宽带线成品库现状分析板带厂1500mm宽带线年设计产量200万吨。
成品发货区共有两跨7部行车(其中北跨东1台行车为50T,其余均为32T),北跨行车跨度为37.5m,南跨行车跨度38.5m。
生产下线的钢卷通过步进梁运送至该库区,步进梁分为南、北跨步进梁。
现场库管人员通过钢卷的炉号、规格指挥行车人工分配垛位。
由于库容限制,钢卷产量大,目前库区采用双层卷的摆放规则。
库区内共有4个汽车发车位和1个火车发货区,库管人员根据订单人工指挥行车工进行装车发货。
库区北跨东侧设有平整区,安装有平整机,平整操作人员通过MES下达的指令,指挥行车将需要进行平整的钢卷吊至此区域进行平整。
2 改造必要性2.1 作业效率低1500mm宽带线年产量在200万吨以上,发货任务重,工作强度大;需大量地面人员根据装车单进行找卷、指吊和装车工作,严重影响效率且人工找卷发货存在一定错误几率。
根据现场实际测算,行车库区运行80m,步进梁下线至放入鞍座,主钩升起,一个循环大约需3分20秒左右;发货时,因人工找卷,时间更长,约计3min/卷,一个循环节拍约需要6min。
2.2 影响产品质量吊具“C”型钩在下线和装车过程中摇摆易导致钢卷划伤或碰伤,影响钢卷品质。
定量装车系统结合无人值守计量管理系统应用规范化操作
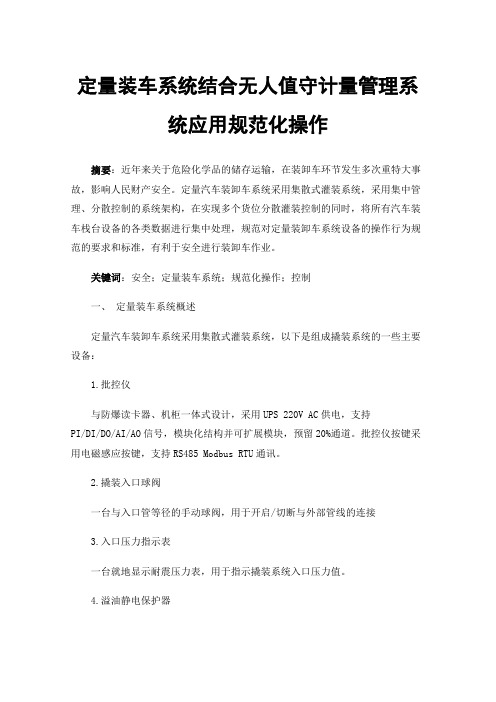
定量装车系统结合无人值守计量管理系统应用规范化操作摘要:近年来关于危险化学品的储存运输,在装卸车环节发生多次重特大事故,影响人民财产安全。
定量汽车装卸车系统采用集散式灌装系统,采用集中管理、分散控制的系统架构,在实现多个货位分散灌装控制的同时,将所有汽车装车栈台设备的各类数据进行集中处理,规范对定量装卸车系统设备的操作行为规范的要求和标准,有利于安全进行装卸车作业。
关键词:安全;定量装车系统;规范化操作;控制一、定量装车系统概述定量汽车装卸车系统采用集散式灌装系统,以下是组成撬装系统的一些主要设备:1.批控仪与防爆读卡器、机柜一体式设计,采用UPS 220V AC供电,支持PI/DI/DO/AI/AO信号,模块化结构并可扩展模块,预留20%通道。
批控仪按键采用电磁感应按键,支持RS485 Modbus RTU通讯。
2.撬装入口球阀一台与入口管等径的手动球阀,用于开启/切断与外部管线的连接3.入口压力指示表一台就地显示耐震压力表,用于指示撬装系统入口压力值。
4.溢油静电保护器机柜一体式设计、语音流程控制,符合国家标准。
220V AC供电,防爆等级ExdIIBT4,带接地夹、API插头,声光报警、干接点输出等。
含静电溢油保护、鹤管归位监测、钥匙管理、人体静电释放监测、语音提示控制等功能。
5.质量流量计实时反馈瞬时流量及累计量给批控仪,为装车控制提供支持,流量计的精度高低和稳定性直接影响整个装车系统的精度。
6.泄放口一台DN20手动球阀,用于排放撬装系统液相管线内介质。
7.气动V型调节球阀调节阀带气动阀门定位器,阀门定位器采用4~20mA DC叠加HART协议信号。
带空气过滤减压阀,减压阀配就地压力表。
调节阀用于装车过程中根据批控仪指令进行流量调节。
8.手动球阀一台与入口球阀相同的球阀,用于在调节阀或质量流量计拆装维修时隔离下游介质。
9.鹤管归位器配备与鹤管接头相匹配的阳端接头,同时具备显示功能,实时显示当前鹤管接头的归位状态,并将归位信号反馈至溢油静电保护器,参与安全连锁保护。
燃油系统品质提升工程方案

燃油系统品质提升工程方案一、引言随着汽车工业的快速发展和环境保护意识的增强,对车辆燃油系统的品质要求也越来越高。
燃油系统作为汽车的重要部件,直接影响着发动机的燃烧效率和节能性能。
因此,对燃油系统进行提质增效的工程是至关重要的。
本文将从燃油系统的组成、发展现状和主要问题入手,提出燃油系统品质提升的工程方案。
二、燃油系统的组成1. 燃油箱:负责存储燃油的容器,一般位于车辆底部。
目前市面上的燃油箱多采用塑料或钢材料制成,表面进行防锈处理,具有较好的密封性和抗腐蚀能力。
2. 燃油泵:将燃油从燃油箱中抽送到发动机燃烧室的元件。
燃油泵一般安装在燃油箱内,主要有机械泵和电子泵两种。
3. 燃油滤清器:在燃油进入发动机之前进行滤清处理,防止进入发动机的颗粒物和杂质对喷油系统造成损害。
4. 燃油喷射系统:负责向发动机提供燃油和空气的混合物。
燃油喷射系统经历了从化油器到喷油嘴的演变,在提高燃油燃烧效率和降低排放方面有显著效果。
5. 高压油泵:将低压油转化为高压燃油喷射到发动机内燃室的装置。
三、现状分析当前我国汽车燃油系统普遍存在以下问题:1. 环境污染:随着汽车数量的增加,尾气排放成为环境污染的主要来源,而不完全燃烧和蒸发损失是其中的重要因素之一。
2. 燃油消耗:由于燃油系统的效率不高,部分燃油不能完全燃烧,导致燃油的浪费。
3. 燃油品质:随着汽车尾气排放标准的不断提高,对燃油的品质要求也日益严格。
4. 燃油系统的安全性:目前市面上很多汽车都存在燃油系统泄漏、燃油箱爆炸等安全隐患。
综上所述,提升燃油系统的品质已成为当前我国汽车工业需要着重解决的问题。
四、提升燃油系统品质的工程方案1. 引入先进的燃油喷射技术:燃油喷射技术是提升发动机燃烧效率和降低排放的关键。
通过引入先进的电喷系统、高压喷雾系统和多点喷射技术,可以实现燃油的精确供给和燃烧效率的最大化。
2. 提高燃油品质:通过提高燃油的抗氧化性、抗腐蚀性和低温性能,可以有效降低发动机的磨损和提高燃烧效率。
国家储备成品油库辅助作业设施

国家储备成品油库辅助作业设施第一节消防、给水排水1、国家储备成品油库应根据油罐形式及容量、储存油品的火灾危险性,以及所在区域消防协作条件等设置消防设施。
2、洞库的消防设施应符合下列规定:一、洞库油罐可不设泡沫灭火系统和消防冷却水系统,但洞库口部应设消防给水系统。
二、洞库口部的消防用水量不小于15L/s,供给时间不小于2h。
三、洞库口部应配置8kg手提式干粉灭火器2具、灭火毯4~6块、灭火沙2m 3。
每个罐室配置8kg手提式干粉灭火器2具。
3、泡沫灭火系统宜采用低倍数泡沫系统、环保型泡沫液,清水与泡沫液的混合比宜为97:3。
4、消防泵站应符合下列规定:一、消防泵站宜靠近消防水池(罐)设置。
消防水池(罐)的设置高度,宜满足消防泵在火灾延续时间内自灌吸水的要求。
消防泵站内应设消防水池(罐)水位显示及高低水位报警装置。
二、消防泵宜选用电动泵作为工作泵、柴油机泵组作为备用泵。
柴油机泵组的油料储备量应能保证机组在火灾延续时间内连续运转的需要。
5、火灾报警系统应符合下列规定:一、地上油罐组四周应设置手动报警按钮。
二、覆土罐出入通道的口部及洞库的口部应设置手动报警按钮。
三、火灾报警控制器应设置于消防值班室,应能实时接受报警信号,发生声光报警,并将报警信号上传中心控制室。
四、中心控制室应能实现火灾报警信号与所在区域内视频监控系统联动的功能。
6、警消楼应符合下列规定:一、警消楼应设消防车库、消防器材室、消防值班室、消防队员宿舍等用房。
二、消防值班室应能监控火灾报警、灭火系统等各类消防设施日常工作状态和火灾时运行状态,将有关信息发送至中心控制室,并应设置与所辖地消防指挥中心或消防队联系的电话。
7、洞库应配置不少于1台泡沫消防车,地面库和覆土库应配置不少于2台泡沫消防车。
当采用泡沫消防车为主要灭火方式时,其泡沫液总载量应不小于一个最大着火油罐所需的泡沫液量。
8、雨水、生活污水、生产废水、含油污水等应采用分流制,分别收集、处理、排放,并符合下列规定:一、生活污水、含油污水应采用管道收集,未被油品污染的雨水和生产废水可采用管道或明沟收集。
汽修设备改造方案
汽修设备改造方案汽车维修行业在不断发展和进步,为了提高服务质量和工作效率,汽修店需要不断升级和改造设备以适应市场的需求。
本文将介绍汽修设备改造的方案和步骤,以及需要注意的事项。
设备改造方案1. 车辆升降平台车辆升降平台是汽车维修过程中必不可少的设备,但传统的升降平台操作不够方便,占用空间较大。
因此,建议在升降平台上增加一些功能:•增加侧向调节功能,更方便操作;•增加升降速度控制,提高效率;•将控制器移动到人员易操作的位置。
2. 汽车喷漆房在汽车修复过程中,喷漆是非常关键的一步。
但是传统的喷漆设备存在以下问题:•喷漆手段单一,无法应对复杂的维修需求;•喷漆过程中粉尘太大,影响工作环境,还会导致卫生问题。
为此,需要在喷漆房上进行以下改造:•增加喷漆控制器,方便操作;•增加自动喷漆系统,提高工作效率;•安装空气净化系统,减少环境污染。
3. 空调充填机汽车空调是必不可少的,但空调充填机也存在以下问题:•充填速度过慢,导致工作效率低下;•充填量控制不准确,不能满足不同车型充填需求。
因此,需要对空调充填机进行以下改造:•增加自动充填控制系统,提高工作效率;•增加精准充填控制,满足不同车型的充填需求;•安装高效过滤器,减少环境污染。
改造步骤要进行汽修设备改造,需要根据以下步骤进行操作:1. 评估设备状况首先需要分析当前的设备情况,确定需要进行改造的内容和优先顺序。
2. 制定改造计划根据评估结果,制定改造计划,并预估改造成本和时间。
3. 购买设备和备件按照计划购买需要改造的设备和备件,注意选择适合的型号和规格,并保证质量和安全性。
4. 安装改造设备根据改造计划,进行设备改造和安装,确保设备的安全性和稳定性,并进行必要的调试和测试。
5. 进行培训和监督完成设备改造后,需要进行相关人员的培训和监督,确保设备的正确使用和维护,以最大程度地提高设备的效率和寿命。
注意事项在进行汽修设备改造时,需要注意以下问题:•确保设备改造符合安全标准和规定;•选择正规的设备和备件供应商;•对改造设备进行标识和记录,便于管理和维护。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
量计的额定 范围) 2 、 完 成质量流量计 的改造后具有 以下优点 : 门、 防静 电溢 流开关等组 成。 1 ) 质量流量计 当前的累积数保存于不可复位的寄存 器中 ( 此数据 任 质量 流量计为主要计量器具。 批 量控制器作为分布式 总线控制器, 采集 质量流量计 的瞬时 流量、 累积流量、 温 度 密度等A MS 数 据来控制 何人都 不可复位 ) 。 2 ) 质量流 量计与批控器之间为数字通讯 , 批 控器会提取流 量计 中所 阀门的运行, 实现 自 动装车 。
批 量控制 器提供 标准 的MO D B US R T U接 口, 与原 有的地 重衡称 有的数 据 ( 过程变 量、 组 态信息 、 报警信息 ) , 即使批控 器发生 故障 , 而 重软 件进 行数 字通讯 , 从而达到 质量流 量计装车量与地 磅称 重装车量进 流量计 内的数 据是不会丢失的 。
科 技 专 论
成 品车间汽车装油台计量装车系统升级改造
屈青 陕西延长石油 ( 集团) 有限责任公司延安炼油厂
【 摘要 】本文阐述 了 计量装车系统改造的必要性 , 重点介绍 了 装车系 统 改造的方案说 明、 改遣后达到 的总体 目 标、 装车系统原理结构图、 改造
时质 量 流量 计 必 须 满足 的 条件及 改 造 后 的优 点等。
3 ) 批 控器与流量计之 间采用数 字通讯 , 实时采集质量流量 计库存累 积量 , 根据控 制单元 发出的开始装 车和结束 装车命令, 自 动采集并 保存 流量 计的 前表数 和后表 数, 后 表数与 前表数 相减 就得到 了计 量结算 数 据。 4 ) 批控器与流量 计之 间采用数 字通讯, 实时采集 质量 流量计库存 累
一
1 ) 质量流量 计的精度要达 到贸易结 算计量要求的等级 。
2 ) 质量流 量计符合法定 的检 定要求 , 并保证在检定有效期 内使用 。 3 ) 质量流量计 同批 控器之间采用数字通信 , 采集流 量计 中的原始 累
积 量作为贸易结算 数据。 概 述 4 ) 保证 质量 流量 计ቤተ መጻሕፍቲ ባይዱ 定完 成时的 组态 数据 , 在使 用过程 中不发生 延安 炼油 厂成 品车 间汽 车 装油 台计 量 装车 系统 自2 0 0 3 年 使 用以 来, 一直 采用的是 刮板流量 计计 量, 精度 为士0 . 2 %, 但是现使 用的刮板 改变, 否则检定无效 。( 需要 实时监控 流量计AMS 信息中的组 态 信息 , 流 量计经过 多年 的使用后存在 以下缺 陷: 故障 率高与维修成本大 , 刮板 发生 改变时发 出报警) 5 ) 保证质量流量 计在使 用过程 中无 故障报警, 否则流 量数据无效 。 长期 磨损 泄漏量 大造 成流 量计不能准确 计量 , 且 用电流信号 传输 也会 造成 装车误 差 , 易造 成少装、 超装、 冒罐等责任 、 安全事故 发生。 因此我 们拟将现 有的刮板流量计 改造为质量流量计, 提高计量准确 度。
定 的量程上 限时, 批 控器也不会累积大干 量程上 限的流量值 , 这些都会 发 货方造成 重大的经济损失 。 六. 结 束语 总 之, 将现有 的刮板流 量计改 为质量流量计, 且将 目前的电流信 号
传 输改为 4 8 5 通讯协议传输 , 装车精 度将大大 提高 ; 不仅可 以消除 冒罐 等安全 隐患 ; 而 且可 以直接 与用户实现 质量交接 , 为以后我 厂火车装 油
积量 , 根据 控制单元 发出的开始 装车和结 束装车命令, 自 动采 集并保存 后 表数与 前表数 相减 就得 到 了 计 量结 算数 2 . 提高定 量控制准确 度, 应发量与实发量 控制精度为 - t - 1 5 k g , 提 高 流量 计的 前表数 和后表 数 , 据。 工作 效率 并减少财务结 算的工作量 。 3 . 实现质量 流量 计在线 A MS 功能 , 对质量 流量 计组 态信息 , 过 程 5 ) 质量流量 计与批 控器之间为数 字通讯 , 在 数据处 理过程 中, 批控 器对数据没有任何 转换或修改 , 所以没有任何附加误 差 。 而刮板 流量计 报警信息在线监控 , 保证 质量流量计正常、 精确 、 稳定运行。 采用4 - 2 0 mA 信号输 入时, 就会产生数据 转换的误 差和累积计算误差 。 四, 装 车系 统原 理结 构 图 基本 配置 : 质量 流量 计l 台、 批量 控制 器l 台、 气动 多段球 阀1 台、 静 尤其 当批控器发生故障 , 无法进行流 量的测量 和累积, 而装车还 在继续 时, 结 算流摄 就会大 大少于实际流 量。 当管道流量 大于4 - 2 0 mA 信号 设 电溢流 保护器1 套, 系统结构 图如下所示 :
行 实时对比。
三. 总体 目标 本次 改 造 完成 分布 式 控 制和 集 中监控 管 理 功能 , 以 达 到以下 目 标: 1 . 升级 改造后 的质量流 量计与批量控制 器采用R S 4 8 5 通讯 , 系统计 量 累积精度等 同质量流 量计 精度, 达到 贸易结算要求 。
二. 改造方案说明
定 量装车控制 系统 改造后 由质量流量 计、 批量控制 器、 多阶数控 阀
6 ) 保证 质量流 量计 的安装符合安 装要求 , 在 使用过程 中, 流量 计运 行工况满足流 量计 的运行条件 要求 。 ( 对易挥发性液 体在 装车过程 中无 汽液两相流 ; 流 量计安装 无应 力; 管道无大 震动 ; 实际流量不 可超 过流
陕西延安
7 2 7 4 0 6
五、 功能 描述 1 、 要 保证计量 数据的准确性 , 达到贸易交接 的计量要求 , 质量流 量
计必须满足 以下条件 :
【 关 键 词 】计量 装车 系 统; 质量流量 计 ; 批量控 制 器; P  ̄ S 4 8 5 通讯
定量 控 制 ; 计 量 准确 度