皮带秤定量装车系统技术方案(DOC)
定量装车系统
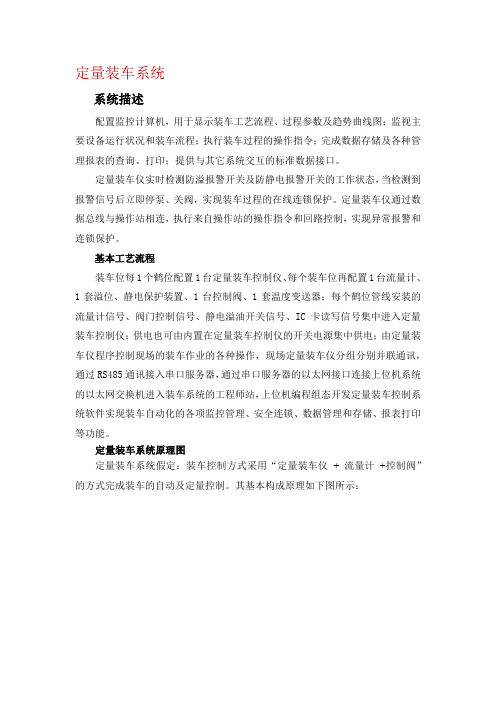
定量装车系统系统描述配置监控计算机,用于显示装车工艺流程、过程参数及趋势曲线图;监视主要设备运行状况和装车流程;执行装车过程的操作指令;完成数据存储及各种管理报表的查询、打印;提供与其它系统交互的标准数据接口。
定量装车仪实时检测防溢报警开关及防静电报警开关的工作状态,当检测到报警信号后立即停泵、关阀,实现装车过程的在线连锁保护。
定量装车仪通过数据总线与操作站相连,执行来自操作站的操作指令和回路控制,实现异常报警和连锁保护。
基本工艺流程装车位每1个鹤位配置1台定量装车控制仪、每个装车位再配置1台流量计、1套溢位、静电保护装置、1台控制阀、1套温度变送器;每个鹤位管线安装的流量计信号、阀门控制信号、静电溢油开关信号、IC卡读写信号集中进入定量装车控制仪;供电也可由内置在定量装车控制仪的开关电源集中供电;由定量装车仪程序控制现场的装车作业的各种操作,现场定量装车仪分组分别并联通讯,通过RS485通讯接入串口服务器,通过串口服务器的以太网接口连接上位机系统的以太网交换机进入装车系统的工程师站,上位机编程组态开发定量装车控制系统软件实现装车自动化的各项监控管理、安全连锁、数据管理和存储、报表打印等功能。
定量装车系统原理图定量装车系统假定:装车控制方式采用“定量装车仪+ 流量计+控制阀”的方式完成装车的自动及定量控制。
其基本构成原理如下图所示:定量装车系统配置示意图下图为定量装车系统的典型配置示意图。
装车操作装车方式设计为自动和现场手动2种。
在自动控制装车时,根据罐区计量员传递过来的每个油罐车装车量和相关参数,微机操作员在上位机上设定装车量,并监控自动装车过程。
操作人员在现场将鹤管插入罐车,将静电和溢油连接就位,系统采集到装车相关参数正常,且没有其他保护信号后,即可以点击操作装车,控制开阀、启泵,开始装车,工控机采集流量并进行流速测算,采用程序控制方式实现控制阀的球体开度自动控制,实现高精度批量装车控制。
现场手动操作装车时,在检查相关设备安全就位后,操作员将客户的装车IC卡在定量装车仪上感应一下,IC卡相关装车数据自动感应写入,确认无误后通过启动装车仪上的″启动"按钮,系统在装车完毕后自动控制关停相关设备,完成现场手动IC卡装车操作过程。
防爆皮带秤技术方案

防爆皮带秤技术方案一、项目背景随着工业自动化程度的不断提高,皮带秤作为物料计量设备在众多行业中的应用越来越广泛。
然而,在一些易燃易爆场合,如化工、煤炭、面粉等行业,传统的皮带秤存在安全隐患。
为满足这些特殊场合的需求,防爆皮带秤应运而生。
本方案旨在详细介绍防爆皮带秤的技术特点、设计原则及实施方案。
二、技术特点1.防爆性能:防爆皮带秤采用特殊防爆设计,确保在易燃易爆场合使用时,不会引发火灾或爆炸。
2.高精度:采用先进的测量技术和传感器,保证计量精度,满足用户对物料计量的高要求。
3.强适应性:防爆皮带秤适用于各种恶劣环境,如高温、高湿、腐蚀性气体等。
4.智能化:具备数据采集、传输、存储等功能,方便用户实时了解物料计量情况。
5.易维护:结构简单,维护方便,降低用户使用成本。
三、设计原则1.安全性:确保防爆皮带秤在各种恶劣环境下,都能稳定运行,防止火灾或爆炸事故的发生。
2.可靠性:采用高质量传感器和部件,提高设备的稳定性和可靠性。
3.实用性:根据用户实际需求,优化设计,提高设备的实用性。
4.经济性:在满足用户需求的前提下,降低成本,提高性价比。
四、实施方案1.设备选型根据用户现场环境和物料特性,选择合适的防爆皮带秤型号。
如:化工行业可选型为EX型,煤炭行业可选型为DX型。
2.安装位置根据现场条件,选择合适的安装位置,确保皮带秤正常运行。
一般安装在皮带输送机的头部或尾部。
3.传感器安装将传感器安装在皮带秤的秤架上,确保传感器与秤架连接牢固。
传感器输出信号接入防爆仪表。
4.信号传输采用防爆电缆将传感器输出信号传输至控制室内的防爆仪表。
确保信号传输过程中,电缆绝缘良好,避免信号干扰。
5.控制系统采用防爆PLC或DCS系统,实现物料计量的自动控制。
控制系统具备数据采集、传输、存储等功能,方便用户实时了解物料计量情况。
6.校验安装完成后,对防爆皮带秤进行校验,确保计量精度满足用户要求。
7.维护定期对防爆皮带秤进行检查和维护,确保设备正常运行。
定量装车系统解决方案

定量装车系统解决方案一、系统概述系统采用先进的控制技术,及智能显示系统,能准确快速的完成装车,装车精度千分之二完全替代了地磅。
设计装车速度(单套)每小时300吨。
装车后可以打印榜单及各种报表。
二、进场登记。
车辆进厂后,首先登记车辆相关信息。
登记后可按“现场的车牌识别系统”或者通过LED显示信息顺序装车。
LED信息装车时,如果车号识别系统识别的车号与待装车车号不同时,禁止装车并在LED上显示:“车号错误请驶离装车线”。
三、停车到位。
待装车辆登记后,驾驶车辆停到装车线上,司机可以参看前面的大屏幕提示,或看停车位置标志,将车停到准确的位置。
装车过程不需要移动车辆。
四、装车过程在装车信息正确的情况下,控制装置首先接收到该车的装车重量,然后控制缓冲仓上料皮带启动,使缓冲仓内存储的石子经皮带向定量仓内放料,在缓冲仓向定量仓放料过程中,定量仓支撑架与钢结构框架之间的称重传感器实时地对定量仓内的石子质量进行称重,并将重量信号传输至控制装置,当定量仓内石子的重量与该车应装重量一致时,控制缓冲仓上料皮带关闭,当该车停在装车线上时,打开定量仓出料口的放料闸门,定量仓内的料经由装车溜槽均匀的装入车厢内,完成装车。
显示功能,采用5米*2米的真彩LED屏显示,显示装车状况、装车进度、五个顺序待装车辆、故障等信息。
(可以根据需求设置显示内容)。
装车完成后打印榜单。
五、系统组成装车控制器、车牌识别系统、LED显示屏、系统控制软件、读卡器、工控机、打印机。
1.上料系统(变频皮带机)、液压平板阀、钢结构。
2.称重系统、传感器、信号变送器、称重模块。
3. 装车系统、液压装车阀(停电后自动关闭)、布料器。
4.显示LED 5米乘2米真彩。
六、作业人员装车系统需要作业人员2名。
皮带秤实施方案
皮带秤实施方案一、前言。
皮带秤是一种用于物料称重的设备,广泛应用于矿山、港口、化工、建材等行业。
在生产过程中,皮带秤的准确性和稳定性对生产效率和产品质量有着重要影响。
因此,制定一套科学的皮带秤实施方案,对于企业的生产管理具有重要意义。
二、设备选型。
在选择皮带秤设备时,需要考虑物料的性质、流量大小、测量精度等因素。
根据实际情况选择合适的皮带秤型号,确保设备能够满足生产需求,并具备较高的测量精度和稳定性。
三、安装调试。
皮带秤的安装调试对于后期的使用效果至关重要。
在安装过程中,需要确保皮带秤设备与输送机等设备的连接牢固可靠,传感器的安装位置准确合理,调试参数的设置科学合理,以确保皮带秤设备的准确性和稳定性。
四、人员培训。
为了确保皮带秤设备能够得到正确的使用和维护,需要对相关人员进行培训。
培训内容包括设备的操作方法、维护保养知识、故障排除等,使操作人员能够熟练掌握皮带秤设备的使用技巧,保证设备的正常运行。
五、质量监控。
建立健全的质量监控体系,对皮带秤设备进行定期的检查和维护。
通过定期的校准和维护,确保皮带秤设备的测量精度和稳定性,提高生产过程中的数据准确性和可靠性。
六、应用推广。
在实施皮带秤方案的过程中,需要对方案进行总结和推广。
通过总结经验,不断改进和完善方案,推广应用到其他生产线,提高企业的生产管理水平和效率。
七、结语。
皮带秤作为重要的生产设备,在生产过程中起着至关重要的作用。
制定科学的皮带秤实施方案,对于提高生产效率、保证产品质量具有重要意义。
希望通过本文所述的皮带秤实施方案,能够为相关行业的生产管理提供一定的参考和帮助。
皮带秤定量装车系统技术方案

/皮带秤定量装车系统技术方案技术方案一、系统组成及流程:1、系统组成:皮带秤定量装车系统由储料仓、给料系统(料仓法兰联接器、控制闸门、导料溜槽)、物料输送系统、定值计量控制系统(称重传感器、速度传感器、称重显示控制器)、电气控制系统(变频控制)、供电系统、计算机管理系统、视频监控系统、语音播报系统、大屏幕指示系统、车辆判别系统等部分组成。
可根据用户的需求增加远程控制系统。
配电柜、控制柜、操作柜采用防尘电气控制柜,内装有启动、停止、急停按钮和指示灯、等低压电气元件及变频器。
电气部件变频器选用台达变频器,电器关键元件全部选用进口优质元件,以确保电气运行稳定可靠。
2、系统流程:1.给煤储煤仓通过震动给煤机下料由输送皮带送至缓冲仓(有效容积450吨),在缓冲仓内安装料位传感器检测仓内储量,仓内储量设定上限值和下限值,由计算机程序自动控制上煤(下限开启,上限关闭),并设置提前量,使皮带上原煤放空,保证每次皮带为空载启动。
2.装车缓冲仓下分为两个通道,每个通道设两台定值皮带秤同时向中间一个下料口计量放煤装车。
3.装车流程车辆进场将空车停至空车磅上(下磅方向设有挡杆,为常闭状态),司机下车到磅房等待司磅员将空车信息录入到ID卡内,完成后将ID卡交给司机并抬起挡杆放行,司机将车辆开到装车点下指定装车位置后,司机在装车处刷ID卡信息进入控制室电脑,控制室操作员确认信息并通过监控系统确认车辆位置无误后(如位置不对操作员通过语音系统让司机将车辆停到指定位置),操作员启动装车程序开始装车,在装车过程中操作员要通过监控系统根据装车情况提示司机移动车辆位置,装车完成后操作员通过语音系统通知司机离开,司机将车辆开至重车磅上(下磅方向设有挡杆,为常闭状态),司机下车刷卡并将ID卡交给司磅员,司磅员核对ID卡装车信息无误后,打票、抬杆放行,此为一个工作流程。
二、系统设备要求:1、装车能力:汽车:≤2 分钟/车,1000~1500吨/小时。
定量装车控制系统方案书

定量装车控制系统方案书济南中自自动化工程有限公司2022年4月25日目录一.公司简介二.系统概述三.系统配置总图四.系统装车流程图五.系统配置及功能说明1.集散式自动付油系统设计目标2.系统设计原则3.集散式付油系统构成4.定量装车系统基本功能5.系统配置及设备性能6.控制站及业务站布置及网络功能特性7.装车管理控制系统软件特性六.操作台控制柜配置图七.系统硬件清单列表八.推荐硬件清单九.工程技术服务内容十.竣工资料清单十一.其它说明十二.业绩介绍一、公司简介济南中自自动化工程有限公司是专业从事石油化工行业自动化系统开发的民营企业, 专注于研究、开发、生产和集成按用户需求定制的新型分布式自动化控制系统及系统硬件产品,与浙江大学工业自动化工程研究中心长期科研合作;长期的行业经验,公司技术人员对石油化工的工艺流程、操作管理流程等具有深刻的了解和认识,开发出多套更具科学性和可操作性的自动化控制系统,包括:集散式定量装船/装车/装桶控制系统、石油化工油库管理系统、油气站管理系统、罐群液位/温度/压力监控系统、管道流量/压力/温度监控系统、锅炉自动化控制系统、冷冻机/冷却塔自动化控制系统、化工生产过程自动化控制系统等,并成功应用于中石油、中石化等多家大型中外石化企业新建或改造项目,为企业安全生产、裁减冗员、提高管理、增效创收提供了完整的自动化解决方案。
二、概述计算机技术和信息技术突飞猛进的发展,其应用已经渗透到各个领域;在液态石油化工产品储运行业,通过使用基础储运作业的自动控制技术和储运管理作业的信息管理技术,对提高油库作业效率、油库安全系数、应急处理能力以及油库的各项日常管理起到了显著的效果。
中自定量装车控制系统是在总结国内外石油化工液态物料装车控制方面多年经验的基础上设计的。
参照吸收国际先进计算机技术和称重技术,经过十几年的研制、开发改进,生产出技术先进、性能优良、功能齐全、操作安全可靠的定量装车控制系统。
定量装车系统操作规程

广州石化化工区定量装车系统操作规程广州石化化工一部2008年3月目录1 概述 (2)1.1 定量装车系统 (2)2 定量装车系统操作说明 (2)2.1 上位机系统预备知识 (2)2.1.1硬件平台 (2)2.1.2软件平台 (2)2.1.3鼠标器操作 (3)2.2 系统应用详细说明: (3)2.2.1启动控制系统及开票系统计算机 (3)2.2.2屏幕画面的分类及相关操作 (4)2.2.3装车台控制 (4)2.2.4参数表 (6)2.2.5报警查看 (7)2.2.6趋势画面 (7)2.2.7操作记录 (9)2.2.8管理页面 (9)2.3 系统安全与维护 (10)2.3.1系统硬件系统的安全与维护 (10)2.3.2系统软件系统的安全与维护 (11)3 定量装车系统操作说明 (11)3.1 系统构成及设备简单说明 (11)3.1.1上位计算机操作系统 (11)3.1.2MicroLoad控制器 (11)3.1.3215型气动数字控制多级关断阀 (11)3.2数控阀流程原理示意图: (12)3.3定量装车系统设备启动及操作 (13)3.3.1Smith MicroLoad控制器操作说明 (13)3.3.2定量装车系统设备故障原因及处理方法 (15)4 发货流程 (16)1概述本操作手册适用化工区装车台定量装车系统。
该手册主要介绍了系统的功能,运行环境及操作使用说明,操作工通过本手册可了解并掌握该系统的基本构成及操作。
该系统主要由以下三个部分组成:定量装车系统、开票管理系统及流量计数据采集系统等组成。
1.1 定量装车系统定量装车系统主要由批量控制器、质量流量计、气动式数字控制多级关断阀、单路溢油静电保护器等组成,与流量计数据采集系统共用一套上位机系统,完成对6个鹤位3种化工产品的定量装车控制。
主要设备包括:●DELL计算机:GX280 1台●批量控制器:ML-XP-STD-1 6台●气动数字控制多级关断阀:215 6台●单路溢油静电保护器:SLA-S-IIB 6台2定量装车系统操作说明2.1 上位机系统预备知识2.1.1硬件平台本系统的硬件平台为DELL操作站,通过安装在操作站上的以太网卡与PLC进行在线数据通讯。
定量装车仪技术说明.

第一章:概述分布式定量装车仪(又称:批量控制器,以下简称装车仪),是我公司在总结国内石油化工液态物料装车控制方面多年经验的基础上新开发的新一代产品,他是以PLC控制器为核心的智能化仪表,具有精度高、响应快的特点。
可实现与流量计、液位开关、温度仪、接地开关、控制阀组成完整的单片机控制系统:可与微机连接实现分布式物流控制系统,实现远程监控,数据共享。
适用于石油、化工等企业的自动化系统。
装车仪实现液态物料定量装车、定量装桶,并进行温度自动补偿,防溢连锁,接地连锁,装车仪是隔爆型仪表,可安装在装车栈台附近,有现场人员就地操作和本地监视发料,还可以通过网络方式多机连接,进行远程微机监控,实现分布式安装,集中控制管理,真正做到集散控制;系统配置灵活,最大限度的满足不同用户的要求。
第二章:功能特点2.1、产品特点:◆采用PLC控制,产品高度智能化◆HMI显示屏,有汉字、图形显示功能◆防雨隔爆型仪表,可直接安装于现场鹤位旁◆面板按键功能齐全,可设置各种装车方式和参数◆设置数字键,可以直接输入需要的数值信息◆温度检测功能,对体积流量进行温度补偿,提高计量精度◆设置装车定量值,实现装车的定量控制◆可控制多种装车控制阀门◆阀门控制的动作顺序、动作方式可就地组态,应用灵活◆可为定量装车设置二种关阀提前量,提高控制精度◆具有现场阀门、液位开关、接地开关状态及故障状态显示◆具有防溢、防静电连锁控制功能◆现场设备与装车仪电路之间光电隔离◆标准RS485通信接口与上位机通信◆有就地(独立)和联机两种工作方式可选2.2、技术参数1、防爆标志:ExdIIBT62、防护等级:IP543、工作方式:连续工作4、电气标准:供电范围:AC180~AC260,频率:50Hz消耗功率:15W5、工作环境温度:-35℃~50℃6、通讯网络:工业网络:RS4857、控制参数:DI采集时间间隔:0.010SDO控制相应延时:0.050SAI采集频率:20HzPI采集频率:7500Hz显示液晶点阵:192*128,96汉字显示数据更新速度:0.25秒8、系统采集精度,检测精度与所选用的仪表有关。
定量装车控制系统方案书

定量装车控制系统方案书济南中自自动化工程有限公司2020年5月26日目录一.公司简介二.系统概述三.系统配置总图四.系统装车流程图五.系统配置及功能说明1.集散式自动付油系统设计目标2.系统设计原则3.集散式付油系统构成4.定量装车系统基本功能5.系统配置及设备性能6.控制站及业务站布置及网络功能特性7.装车管理控制系统软件特性六.操作台控制柜配置图七.系统硬件清单列表八.推荐硬件清单九.工程技术服务内容十.竣工资料清单十一.其它说明十二.业绩介绍一、公司简介济南中自自动化工程有限公司是专业从事石油化工行业自动化系统开发的民营企业, 专注于研究、开发、生产和集成按用户需求定制的新型分布式自动化控制系统及系统硬件产品,与浙江大学工业自动化工程研究中心长期科研合作;长期的行业经验,公司技术人员对石油化工的工艺流程、操作管理流程等具有深刻的了解和认识,开发出多套更具科学性和可操作性的自动化控制系统,包括:集散式定量装船/装车/装桶控制系统、石油化工油库管理系统、油气站管理系统、罐群液位/温度/压力监控系统、管道流量/压力/温度监控系统、锅炉自动化控制系统、冷冻机/冷却塔自动化控制系统、化工生产过程自动化控制系统等,并成功应用于中石油、中石化等多家大型中外石化企业新建或改造项目,为企业安全生产、裁减冗员、提高管理、增效创收提供了完整的自动化解决方案。
二、概述计算机技术和信息技术突飞猛进的发展,其应用已经渗透到各个领域;在液态石油化工产品储运行业,通过使用基础储运作业的自动控制技术和储运管理作业的信息管理技术,对提高油库作业效率、油库安全系数、应急处理能力以及油库的各项日常管理起到了显着的效果。
中自定量装车控制系统是在总结国内外石油化工液态物料装车控制方面多年经验的基础上设计的。
参照吸收国际先进计算机技术和称重技术,经过十几年的研制、开发改进,生产出技术先进、性能优良、功能齐全、操作安全可靠的定量装车控制系统。
定量装车

3
定量装车控制系统技术方案
第二章 系统组成及体系结构
2.1 定量装车系统组成
石化油库定量装车控制系统主要由 RCM-T2 批量装车控制仪和现场流量计、 控制阀及静电接地夹,防溢开关和防溢防静电现场显示接口单元、 IC 读卡器、 通信控制器及网络等组成,用于完成对装车作业的控制和管理,如下图所示:
汽车批量装车控制系统的基本结构如下: 汽车定量装车控制系统采用集散式控制结构,装车控制机(电脑)安装在 装车场附近的控制室,装车控制电脑通过两条 RS485 通讯控制总线连接 18 台控 仪, 对控制仪进行集中控制和管理。 装车控制电脑操作人员对合理业务进行登记, 登记业务时必须确定客户名称、车号,品名规格、数量等数据,将这些信息处理 为一个业务号,打印一个带有控制密码的提货单,发给提货人员。提货单最少三
2
定量装车控制系统技术方案
系统总容量:系统可同时连接 64 个鹤位。
1.3 系统的环境要求和安全要求
1.3.1 气候环境适用性 工作温度:-20℃~40℃ 工作湿度:20%~90%相对湿度无结露 储存温度:-40℃~60℃ 储存湿度:0%~95%相对湿度无结露 化学物质影响:强碱性溶剂会对外壳造成损伤 1.3.2 机械环境适应性 抗振动:10~57Hz 0.075mm 幅度振动 57~150Hz lg 峰值 抗冲击:101g 峰值,11ms 半正弦波 1.3.3 电源适用性 工作电压:220V AC±10%,50Hz±1Hz 1.3.4 安全要求 接地: 机壳接地电阻: <4Ω, 屏蔽电阻: <1Ω, 接地支线铜芯截面: 1~2.5mm2, 接地干线铜芯截面:16~25mm2; 绝缘电阻:电源端子与接地端子之间大于 20MΩ; 耐压:供电端与接地端 1500V AC,50/60Hz,1 分钟
定量装车控制系统方案书

定量装车控制系统方案书中自自动化工程2020年5月14日目录一.公司简介二.系统概述三.系统配置总图四.系统装车流程图五.系统配置及功能说明1.集散式自动付油系统设计目标2.系统设计原则3.集散式付油系统构成4.定量装车系统基本功能5.系统配置及设备性能6.控制站及业务站布置及网络功能特性7.装车管理控制系统软件特性六.操作台控制柜配置图七.系统硬件清单列表八.推荐硬件清单九.工程技术服务容十.竣工资料清单十一.其它说明十二.业绩介绍一、公司简介中自自动化工程是专业从事石油化工行业自动化系统开发的民营企业, 专注于研究、开发、生产和集成按用户需求定制的新型分布式自动化控制系统及系统硬件产品,与大学工业自动化工程研究中心长期科研合作;长期的行业经验,公司技术人员对石油化工的工艺流程、操作管理流程等具有深刻的了解和认识,开发出多套更具科学性和可操作性的自动化控制系统,包括:集散式定量装船/装车/装桶控制系统、石油化工油库管理系统、油气站管理系统、罐群液位/温度/压力监控系统、管道流量/压力/温度监控系统、锅炉自动化控制系统、冷冻机/冷却塔自动化控制系统、化工生产过程自动化控制系统等,并成功应用于中石油、中石化等多家大型中外石化企业新建或改造项目,为企业安全生产、裁减冗员、提高管理、增效创收提供了完整的自动化解决方案。
二、概述计算机技术和信息技术突飞猛进的发展,其应用已经渗透到各个领域;在液态石油化工产品储运行业,通过使用基础储运作业的自动控制技术和储运管理作业的信息管理技术,对提高油库作业效率、油库安全系数、应急处理能力以及油库的各项日常管理起到了显著的效果。
中自定量装车控制系统是在总结国外石油化工液态物料装车控制方面多年经验的基础上设计的。
参照吸收国际先进计算机技术和称重技术,经过十几年的研制、开发改进,生产出技术先进、性能优良、功能齐全、操作安全可靠的定量装车控制系统。
该系统基于集散式付油系统结构,以XY242型PLC定量控制器为控制核心,功能齐全、技术先进、结构合理、操作方便、运行稳定可靠,能有效地完成装车作业过程中的参数设置、变频恒压控制、数据采集、定量控制、防静电联锁控制、运行监控、报表打印等各项工作。
定量给料皮带秤控制器软件设计_毕业设计说明书
当被测物料均匀落置在秤体的称重区上时,其重量便通过皮带秤体传递到称重传感器,传感器随之产生力-电效应,将物体的重量转换成与被称物体重量成一定函数关系(一般成正比关系)的电信号(电压或电流等)。此信号由放大电路进行放大、经滤波后再由模/数(A/D)器进行转换,数字信号再送到微处器的CPU处理,CPU不断扫描键盘和各种功能开关,根据键盘输入内容和各种功能开关的状态进行必要的判断、分析、由相应的软件来控制各种运算。运算结果送到内存贮器,需要显示时,CPU发出指令,从内存贮器中读出送到显示器显示,或送打印机打印;当需要对皮带秤的速度作出相应的调整时,通过数字键盘向89C51单片机输入相应的数值,通过I\O口接收到该信号的CPU对该数值信号进行再处理并转换成命令信号,该命令信号送至可控硅过零调功调速电路,可控硅调功调速电路根据该命令信号去调节电机的速度,因为皮带的传输速度直接取决于电机的速度,电机速度的改变使得皮带的传输速度也随之发生变化。一般地信号的放大、滤波、A/D转换以及信号各种运算处理都在各自仪表或电路中完成。
关键词:89C51单片机;称重传感器;LED显示器;软件
ABSTRACT
With the application of micro-electronics technology, tradition ponderation instrument used in market has been not satisfaction with human requirements already. In order to make up for the traditional apparatus shortcoming, we improve the apparatus's control system with intelligence and automation. This system is mainly controlled by microcontroller, the section of height measurement accomplish by supersonic sensor, the section of weight measurement accomplish by weight sensor and A/D transformer, this apparatus have many characteristic such as having more function, consume less energy, small and move easily, low price, measure precisely, the speed is quick, automatic work without people and so on.
定量装车仪操作手册
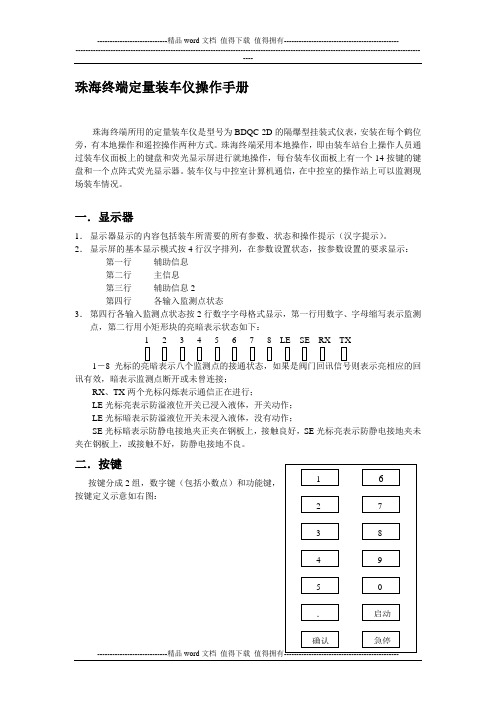
珠海终端定量装车仪操作手册珠海终端所用的定量装车仪是型号为BDQC-2D 的隔爆型挂装式仪表,安装在每个鹤位旁,有本地操作和遥控操作两种方式。
珠海终端采用本地操作,即由装车站台上操作人员通过装车仪面板上的键盘和荧光显示屏进行就地操作,每台装车仪面板上有一个14按键的键盘和一个点阵式荧光显示器。
装车仪与中控室计算机通信,在中控室的操作站上可以监测现场装车情况。
一.显示器1. 显示器显示的内容包括装车所需要的所有参数、状态和操作提示(汉字提示)。
2. 显示屏的基本显示模式按4行汉字排列,在参数设置状态,按参数设置的要求显示:第一行 辅助信息 第二行 主信息 第三行 辅助信息2第四行 各输入监测点状态3. 第四行各输入监测点状态按2行数字字母格式显示,第一行用数字、字母缩写表示监测点,第二行用小矩形块的亮暗表示状态如下:1-8光标的亮暗表示八个监测点的接通状态,如果是阀门回讯信号则表示亮相应的回讯有效,暗表示监测点断开或未曾连接;RX 、TX 两个光标闪烁表示通信正在进行;LE 光标亮表示防溢液位开关已浸入液体,开关动作; LE 光标暗表示防溢液位开关未浸入液体,没有动作;SE 光标暗表示防静电接地夹正夹在钢板上,接触良好,SE 光标亮表示防静电接地夹未夹在钢板上,或接触不好,防静电接地不良。
二.按键按键分成2组,数字键(包括小数点)和功能键,按键定义示意如右图:0~9加上小数点共11个数字键,在参数设置和修改时使用。
启动、确认、急停3个功能键。
确认键在装车仪的操作中,按确认键表示对操作中的功能选择、参数输入作肯定的回答,按确认键后,装车仪将进入你所选择的功能,或将你输入、修改的参数存放到存储单元。
启动键在非装车状态下,按启动键弹出菜单,显示:在输入新的预装量后或不更改原预装量,按确定键后,按1继续装车,按0启动装车,并从0开始积算流量。
急停键在装车过程中,如遇到突然变化,可能会影响装车作业时,按急停键将立即停止装车,显示器显示“人为停止输入操作”或“人为停止等候命令”。
自动定量装车系统技术文档
自动定量装车SMARTLOADINGSYSTEM淄博乐宸自控技术有限公司自动定量装车系统淄博乐宸自控技术有限公司采用SIMATIC S7-1200控制器设计了自动定量装车系统。
系统特点:●系统采用工业领域通用设备构建,客户后期的配件更换、升级采购,完全不依赖装车控制器系统供应商。
●控制系统采用工业级7”真彩显示屏+SIMATIC S7-1200控制器结构。
●操作功能面板设置独立功能的急停按钮,也可根据客户要求,另外单独设置。
●采用质量(电磁)流量计,通信(脉冲)读取数据来进行装车计量,计量精确。
●控制阀采用智能调节+快速切断阀配置。
●配备溢油静电检测装置,安全靠性,严防装车过程中溢油静电事故的发生。
●计量数据丢失检测功能,确保计量控制的可靠性,增强溢油保护。
●实现就地装车流程及状态显示,具备当前流速、完成量、剩余量、剩余时间等动态参数的实时显示,高效、简洁、方便。
●各装车鹤位采用分布式定量装车控制器进行分散控制,故障风险有效降低。
●冗余100M以太网通信构架,健壮可靠。
装车控制器与上位机或远程显示单元采用光缆进行数据交换,通信速率远高于常规使用的RS485串口连接,并可节省大量仪表电缆。
●针对用户需要,装车控制器可采用冗余的电源选配方案。
1系统结构:1.1装车系统网络结构(虚线为后期升级)操作站A 装车控制器1工业彩色显示屏急停按钮销售系统服务器操作站B装车控制器n溢罐或超限检测工业金属键盘调节/切断阀TCP/IPTCP/IP脉冲TCP//IP 冗余电源检测TCP/IP ······远程显示单元TCP/IP 流量计或称重RS232、USB1.2自动装车系统配置图定量装车控制器溢油、静电检测调节、切断球阀质量流量计装车鹤管启、停泵控制2系统介绍2.1控制系统基于可编程逻辑控制器的HS-2.0型分散式定量装车系统是针对石化炼厂、油库、危险品仓库等生产流程控制及信息化建设的要求而设计的系统。
电子皮带秤及监控软件技术方案

电子皮带秤及联网监控系统技术方案二〇一〇年十一月ICS-XF系列电子皮带秤技术方案1.概述皮带秤作为一种新型、便捷的称量工具在现代企业的生产计量工作中显示出了越来越大的优越性。
它作为一种便捷的工具,可以对散状物料进行实时快速的称量,同时通过通讯还可配合控制电器部分进行实时控制,是松散型物料计量的理想设备。
2.技术特性:●当量精度: 0.5 %●称量范围: 0~5000 吨/时●皮带宽度: 500 ~ 2200mm●皮带速度: 0~5米/秒(恒速或变速均可)●皮带机倾角:-18°~ 18°(无滑动)●仪表和秤架的最大距离:500 米●电源: 220伏±15%●环境温度:秤架-20~50 ℃,仪表0~40 ℃3.电子皮带秤主要功能1.称量:通过重量和速度信号,计算出一秒钟通过的物料量并与以前的称量值累加起来,将累计量和瞬时流量显示在仪表面板的显示器上。
2.调零:测量皮带的平均重量,以便称量时自动去皮。
3.零点自动跟踪:在称量的过程中,仪表自动识别皮带上是否有物料,如果皮带上没有物料就自动进行零点跟踪。
4.实物标定:用已知重量的物料对皮带秤进行标定。
5.实物检验:用已知重量的物料检验皮带秤的精度。
6.挂码标定:用挂砝码的方法进行标定。
7.挂码检验:用挂砝码的方法检验皮带秤的精度。
8.换班自动打印:可设定一到四个打印时间,到时自动打印出时间和各累计量。
9.手动打印:用[打印]键可打印出时间和各计量。
10.键盘锁:设有键盘密码锁。
键盘加锁后可防止无关人员操作仪表。
12.累计查询:可查询一年内的班、日、月、总累计量。
4. 电子皮带秤秤体概述ICS-XF电子皮带秤是以美国拉姆齐14A系列技术为基础,结合我国工矿企业实际情况,研制开发的多功能电子皮带秤,无论是在原理结构、技术性能、称量精度等方面,均优于国内外同类产品,其质量及技术优势如下:先进合理的秤架结构----悬浮式秤架。
悬浮式称架,采用四个高精度传感器,并且四角灵敏度调整一致,悬浮框架吊挂在称重传感器上,因而在皮带秤的称量段内物料的称量更加准确。
汽车衡称重管理系统技术方案

汽车衡称重管理系统技术方案目录第一部分总则 (2)第一章总体概述 (2)第一节系统设计原则 (2)第二节系统设计依据 (5)第三节系统构成 (6)第四节系统设计内容概述 (7)第二部分系统功能详述 (11)第二章前端采集系统 (11)第一节前端采集系统设计思想 (11)第二节远程网络连接方案 (21)第三节软件与数据库系统 (21)第三章系统供电与接地设计 (23)第一节供电系统设计 (23)第二节系统接地设计 (24)第三部分工程组织计划建议书 (25)第四章工程施工工艺 (25)第一节线缆敷设工艺 (25)第二节系统供电与接地工艺设计 (27)第四部分售后服务体系 (27)第五部分示例系统详述及设备清单 (30)第五章工作流程图 (30)一、系统一般工作流程 (30)二、关于异常处理情况的说明 (30)三、关于挂车判别设备的说明 (31)第六章设备清单及说明 (32)第一部分总则第一章总体概述近年来,随着科学技术的进步和社会经济的不断发展,各类模拟、数字汽车衡已广泛运用于煤矿、货场、仓库等各类大宗物料转运、加工、销售场所,大大提高了各类物料的运转效率,但是单独使用的汽车衡仍需要较为繁琐的人工操作,比如车号记录、车辆出入口对应,物料区分等均需人工记录,容易出差错的同时也给管理留下了漏洞和隐患。
本系统在自动记录、数据存储、图像留存与管理,视频字符叠加等方面可以较低的成本将传统的地磅系统升级为完整的物料信息化网络化管理系统。
可对物料方向,物料重量,车辆通行状况等进行全方位的记录和分析,生成各类报表、并能对操作员操作进行远程网络化监视。
系统操作简便,一般初中文化程度人员经简短培训即可操作。
第一节系统设计原则汽车衡称重管理系统的设计原则为注重技术措施,强调整体数据整合,兼顾人员责权管理,以数据自动生成,防作弊监督功能为中心进行设计。
1、技术先进性与成熟性设计方案既考虑了已有的成熟可靠的设备及产品,又追求技术的先进性,使系统尽可能适应未来扩充的需要。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
/皮带秤定量装车系统技术方案技术方案一、系统组成及流程:1、系统组成:皮带秤定量装车系统由储料仓、给料系统(料仓法兰联接器、控制闸门、导料溜槽)、物料输送系统、定值计量控制系统(称重传感器、速度传感器、称重显示控制器)、电气控制系统(变频控制)、供电系统、计算机管理系统、视频监控系统、语音播报系统、大屏幕指示系统、车辆判别系统等部分组成。
可根据用户的需求增加远程控制系统。
配电柜、控制柜、操作柜采用防尘电气控制柜,内装有启动、停止、急停按钮和指示灯、等低压电气元件及变频器。
电气部件变频器选用台达变频器,电器关键元件全部选用进口优质元件,以确保电气运行稳定可靠。
2、系统流程:1.给煤储煤仓通过震动给煤机下料由输送皮带送至缓冲仓(有效容积450吨),在缓冲仓内安装料位传感器检测仓内储量,仓内储量设定上限值和下限值,由计算机程序自动控制上煤(下限开启,上限关闭),并设置提前量,使皮带上原煤放空,保证每次皮带为空载启动。
2.装车缓冲仓下分为两个通道,每个通道设两台定值皮带秤同时向中间一个下料口计量放煤装车。
3.装车流程车辆进场将空车停至空车磅上(下磅方向设有挡杆,为常闭状态),司机下车到磅房等待司磅员将空车信息录入到ID卡内,完成后将ID卡交给司机并抬起挡杆放行,司机将车辆开到装车点下指定装车位置后,司机在装车处刷ID卡信息进入控制室电脑,控制室操作员确认信息并通过监控系统确认车辆位置无误后(如位置不对操作员通过语音系统让司机将车辆停到指定位置),操作员启动装车程序开始装车,在装车过程中操作员要通过监控系统根据装车情况提示司机移动车辆位置,装车完成后操作员通过语音系统通知司机离开,司机将车辆开至重车磅上(下磅方向设有挡杆,为常闭状态),司机下车刷卡并将ID卡交给司磅员,司磅员核对ID卡装车信息无误后,打票、抬杆放行,此为一个工作流程。
二、系统设备要求:1、装车能力:汽车:≤2 分钟/车,1000~1500吨/小时。
2、入料:混末煤,粒度:0~30mm;3、静态秤重精度:汽车单车称重装载误差40t/车不得超过150kg。
4、缓冲仓塔架立柱结构材质要求:能够承受给煤皮带钢结构走廊的拉力并预留与钢结构连接的牛腿,8度抗震烈度和风荷载、电气化接触网拉线负荷。
5、材质要求:缓冲仓主体为10mm,Q235材质,内部衬板为12mm,NM360耐磨板,采用防松螺栓联接。
6、快装站装车通道高度:装车通道暂定为4-4.2米。
7、缓冲仓:有效仓容450t。
仓内衬板安装角度在拐角处进行特殊设计处理,保证仓内不挂煤、不粘仓。
缓冲仓各配置1套高低位料位监测系统和视频监视系统。
并能实现将监测到的检测信号传输给装车站操纵显示台,并由装车站控制、通信系统控制煤仓下给料系统,当料位达到高料位时,煤仓下给料机停车、输送机将堆煤运送完毕后停车,实现皮带机延时停车,确保给料皮带空载启动;当料位达到低料位时,给料机、输送机启动给料。
确保缓冲仓内储煤量充足,保证装车系统连续装车作业。
缓冲仓采用对开驱动平板式卸料闸门。
8、称重系统:缓冲仓仓下设定4个下料口,每个下料口下安装一台定值皮带秤,共计4台定值皮带秤,获中国计量部门认证,精度0.05%(1/2000)。
9、系统防尘:系统设计全密封结构,缓冲仓设置足够的通气管并安装除尘装置。
所有连接处都应安装橡胶密封。
溜槽处设自动喷雾装置并与定值皮带秤联锁。
10、清洁要求:各楼层间应设有水冲洗装置,设置水流坡度、下水漏斗,各楼层冲洗水统一进行收集、排放。
12、润滑系统:平板闸门、滑轮、轴承等部位必须留有注油孔。
13、起重设备:满足设备检修时所需设备或器材的吊运。
装车塔架顶部检修用起吊设备起吊重量不小于10吨,起吊高度应与装车塔架相匹配。
14、操作室:操作室设固定操作台一台,固定操作台设有各种指示器和按钮,操作方式(自动/手动)转换开关和按钮、系统运行指示灯、闸门开关、位置指示器、系统紧急停车按钮、系统故障报警以及其它有效实现装车功能的按钮(开关、指示器)等。
15、闸门、导料溜槽装置的设计可满足物料连续均匀地向皮带机给料,防止物料冲击对计量装置造成损坏。
皮带秤定量装车系统具有称重防跑偏装置和清扫装置,确保皮带机良好运行。
闸板及与物料接触部分的设计充分考虑了闸门材质耐磨、防腐、强度高、抗冲击能力强,密封性能好,且闸板应运行灵活,工作可靠。
16、钢结构材料除锈、防腐:(1)除锈:喷丸除锈处理达到除锈标准Sa21/2以上,然后涂底漆,结构件成型后,涂中间漆和面漆。
钢材表面在涂底漆前采用专用设备喷丸除锈处理, 喷丸材料采用清洁的、粒度适宜的钢砂。
结构件涂底漆前,应对底漆已破坏的表面进行二次喷丸处理。
(2)防腐:底漆采用环氧富锌底漆, 其固体含量按重量计应不少于80%, 按体积计应不少于50%,干燥厚度必须在0.050mm以上。
中间漆采用环氧树脂厚浆中层漆, 其固体含量按体积计应不少于80%,干燥厚度必须在0.150mm以上。
面漆采用聚氨脂面漆, 固体含量以体积计应不少于50%,干燥厚度必须在0.060mm以上。
漆膜干燥总厚度必须在0.260mm以上。
17、所有人员操作处应设有防护罩及栏杆,所有通向需要维修与检查的设备处应设置通道(包括走道、平台、爬梯)。
所有的围栏均采用壁厚大于2mm的热镀锌钢管。
设备在2m以上均设置检修平台。
平台、走道、阶梯采用型钢焊接而成,平台和走道的铺板采用防滑花纹钢板。
18、电气设备的设计与制造要符合IEC标准和国家有关标准,电气设备的各项保护装置要齐全可靠。
装车站内的所有电机防护等级为IP54,电压380V。
要具备防雷电、接地、短路及漏电保护功能。
19、操作方式及控制系统:具备自动/手动/半自动三种操作方式,并可按需要随时转换。
控制系统由PLC柜、MCC柜及配电柜、操作台、现场操纵箱、上位机及打印机、现场仪表及其附件组成。
控制系统选用西门子品牌,配电元件均选用西门子,并有合格证。
控制系统需与矿井生产调度系统总集控系统连接及相关销售系统连接。
20、装车控制系统采用PLC进行集中控制及检测,对从联合储煤仓下给煤机开始直至汽车装出全过程的设备进行监测和控制。
21、通讯方式:装车站主PLC柜与远程柜之间通过ControNet网络通讯。
PLC与中控室的监控计算机通过以太网通讯。
提供工艺流程图及数据格式、并包括票据传输系统。
22、配置汽车车号智能识别系统,输入汽车装载量,自动形成装车报表并具有记忆功能。
23、设备运行噪音符合国家规定。
24、快速定量装车站上煤带式输送机与装车塔楼连接平台根据上煤带式输送机设计确定,载荷强度必须满足皮带输送机支架的相关要求。
具体细节与设计院结合后确定。
25、确保汽车装车过程的快速准确,配备装车系统的辅助系统和具有汽车进出快速调度管理方案。
26、上煤皮带机运行方向垂直于汽车装车方向。
27、装车系统围护结构保温层厚度≥100mm,密度≥20公斤/㎡,内外层彩钢板厚度≥0.5mm。
彩板的颜色由甲方确定。
三、控制系统要求1、精度高、可显示累积量、流量、装车定值量、PID输出值、速度、重量等数据,并根据煤炭流量,设定提前量,保证称重精度。
2具有手动PID输出功能,可在面板上直接调节电机速度。
具有工频、变频两种控制方式。
3具有缺料、超载、皮带跑偏、重量、速度故障等报警提示。
4系统具备可升级、扩充能力,满足自动、手动、半自动的控制模式。
5、采用变频调速控制装置,确保系统计量准确,运行稳定可靠。
6、采用数字式脉冲发生器提供可靠的速度信号。
7、系统具有自动调零、自动调间隔,自动诊断故障等功能。
8、系统可方便的设定装料量,可通过大屏实时显示当前的已装载量,可通过视频系统实时监视装载情况,并可通过语音系统对装载行为进行指挥。
9、系统在自动控制状态时,只需在装载开始时设定好目标值,当装载量到达这个预设的值时,系统会自动停止下料。
10、系统在自动控制状态时,只需调整缓冲仓内煤位,上煤皮带即可自动上煤。
上煤皮带上堆煤进入缓冲仓后,达到预设的值。
防止上煤皮带机带载起动。
五、标准与规范本文件中设备的设计、制造和工艺效果的评定应符合现行适用的中国最新版国家标准(GB)、行业标准。
在设计制造过程中,若国家颁布新标准,按最新标准执行,标准之间若有差异,按高标准执行。
《机电设备完好标准》《煤矿安全规程》ISO 国际标准化组织标准IEC 国际电气委会标准GB/T 7551-2008 《称重传感器》GB8923-1988 涂装前钢材表面锈蚀等级和除锈等级GB50254-50259-1996 电气装置安装工程施工及验收规范GB50231-98 机械设备安装工程施工及验收通用规范GB4942.1-1985 电动机外壳防护等级GB/T12497-1995 三相异步电动机经济运行GB4942.2-1985 低压电器外壳防护等级GB10854-1989 钢结构焊缝外形尺寸GB50150-1991 电气安装工程电气设备交接试验标准GB50170-1992 电气安装工程旋转电机施工及验收规范GB50191-93 构筑物抗震设计规范GBJ17-88 钢结构设计规范JGJ81-91 建筑钢结构焊接规程GB50046-95 工业建筑防腐蚀设计规范GB50243-97 通风与空调工程施工及验收规范GBJ16-87(2001年版) 建筑设计防火规范GBJ140-90(1997年版) 建筑灭火器配置设计规范GB16297-1996 大气污染物综合排放标准GB3095-96 环境空气质量标准GBJ87-85 工业企业噪声控制设计规范GB12348-90 工业企业厂界噪声标准GB50205-2001 《钢结构工程施工及验收规范》JGJ82 《钢结构高强度螺栓连接的设计、施工及验收规范》GB50211 《钢结构工程质量检验评定标准》GB5777 《金属板材超声波探伤方法》GB11352 一般工程用铸造碳钢件GB8492 耐热钢铸件的化学成分及力学分析GB700 普通碳结钢化学分析GB699 优质碳素结构钢的结构性能GB1591 低合金结构钢的化学成分和力学性能GB3077 合金结构钢的化学成分和力学性能GB709 热轧钢板和钢带,规格偏差GB706 热轧普通工字钢GB707 热轧普通槽钢GB9787 热轧等边角钢GB9788 热轧不等边角钢GB5315 《厚度方向性能钢板》Q/TMB-1019 毛坯供应及施工规范TMB1015 焊接结构检验标准JB/ZQ4000.2 切削加工件通用技术要求JB/ZQ4000.3 焊接件通用技术要求JB/ZQ4000.4 火焰切割通用技术要求JB/ZQ4000.5 铸件通用技术条件JB/ZQ4000.6 锻件通用技术条件JB/ZQ4000.9 装配通用技术条件JB/ZQ4000.5 铸件通用技术条件JB/ZQ4000.6 锻件通用技术条件JB/ZQ4000.9 装配通用技术条件JB/ZQ4000.10 涂漆通用技术条件DIN55928 金属涂层防腐蚀表面的予处理和试验MT684 矿用提升容器重要承载件的无损探伤方法JB/ZQ-4286 包装通用技术条件GBJ250 钢结构工程施工验收规范ZBJ38001 切削加工通用技术条件GB157 锥度与锥角系列技术条件JB/Z307.1-13 切削加工通用技术守则JB/Z114 切削配合技术守则GB50205-2001 《钢结构工程施工及验收规范》JGJ82 《钢结构高强度螺栓连接的设计、施工及验收规范》GB50211 《钢结构工程质量检验评定标准》。