铁道车辆铝合金车体电阻点焊缺陷分析及预防措施
铁路机车铝合金制件焊接变形原因及控制预防
铁路机车铝合金制件焊接变形原因及控制预防铁路机车铝合金制件焊接变形是指在焊接过程中,由于热影响区域温度的变化和热应力的累积导致工件表面形状或尺寸发生变化的现象。
主要原因有以下几点:1. 焊接热源:焊接热源的热量会使焊接区域温度升高,这会对铝合金构件造成热应力。
焊接过程中,热应力会导致构件产生变形。
2. 焊接方式:不同的焊接方式会产生不同的热输入。
手工电弧焊接通常具有较高的热输入,而激光和电子束焊接具有较低的热输入。
高热输入会导致更大的热应力和变形。
3. 材料选择和设计:铝合金的选择和设计也会对焊接的变形产生影响。
不同合金的物理性质和热膨胀系数不同,因此对焊接变形的影响也不同。
构件的设计结构也会影响焊接变形。
如果构件在焊接过程中没有足够的固定支撑,就会容易产生变形。
控制预防焊接变形的方法有以下几种:1. 合理的焊接工艺参数控制:通过调整焊接速度、焊接电流和焊接温度等参数,可以控制焊接过程中的热输入和热应力,从而减少焊接变形的发生。
2. 采用预热和中间冷却措施:在焊接前进行预热可以降低焊接过程中的温度梯度,减轻焊接变形的影响。
在焊接过程中适当的中间冷却可以控制焊缝局部的热应力。
4. 加强固定支撑:在焊接前设计合适的固定支撑结构,以防止构件在焊接过程中发生不必要的变形。
5. 优化材料选择和设计:选择合适的铝合金材料和优化设计结构,可以减少焊接变形的发生。
控制预防铁路机车铝合金制件焊接变形需要综合考虑焊接工艺参数、材料选择和设计等因素,合理调整焊接过程中的热输入和热应力,以减少变形的发生。
在焊接前进行预热、采用多次焊接和加强固定支撑等措施也可以有效地控制焊接变形。
铁路机车铝合金制件焊接变形原因及控制预防
铁路机车铝合金制件焊接变形原因及控制预防【摘要】铁路机车铝合金制件在焊接过程中容易产生变形现象,影响到零部件的精度和质量。
本文通过对铁路机车铝合金制件焊接变形原因进行分析,提出了相应的控制方法和预防措施。
针对焊接过程中出现的变形问题,我们进行了实验验证,验证结果表明采取控制措施可以有效降低焊接变形。
我们总结了本文的研究成果,并展望了未来的研究方向。
通过本文的研究,可以为提高铁路机车铝合金制件的焊接质量提供参考,为实际工程应用提供技术支持。
【关键词】铁路机车、铝合金、制件、焊接、变形、原因、控制、预防、实验验证、工程应用、总结、展望、研究方向1. 引言1.1 背景介绍铁路机车是铁路运输系统中的重要组成部分,机车上的各种部件需要通过焊接工艺进行制造和维护。
铝合金是一种常用的轻量级材料,具有优良的强度和耐腐蚀性能,因此在铁路机车制件中得到广泛应用。
铝合金制件在焊接过程中容易发生变形,这对于机车的结构和性能都会产生影响。
焊接变形可能导致加工精度降低、装配困难以及影响整体性能。
了解铁路机车铝合金制件焊接变形的原因并采取有效控制和预防措施至关重要。
本文旨在对铁路机车铝合金制件焊接变形原因进行分析,探讨焊接变形的控制方法与预防措施,通过实验验证和工程应用来验证这些方法的有效性。
最终将总结归纳研究成果,展望未来研究的方向,为铁路机车铝合金制件焊接工艺提供参考和指导。
1.2 研究目的研究目的是为了深入探讨铁路机车铝合金制件焊接变形的原因及控制预防方法,从而提高制件的焊接质量,延长使用寿命,减少维护成本。
通过对焊接变形的分析和控制方法的研究,可以为铁路机车制造行业提供更有效的解决方案,提高铝合金制件的焊接质量和稳定性。
通过实验验证和工程应用,可以验证研究成果的有效性,为铁路机车制造领域的发展做出贡献。
本研究的目的是为了改善铁路机车铝合金制件焊接的质量和效率,提升制造水平,推动行业的可持续发展。
2. 正文2.1 铁路机车铝合金制件焊接变形原因分析铁路机车铝合金制件在焊接过程中可能会发生变形,这是由多种因素共同作用导致的。
铁路机车铝合金制件焊接变形原因及控制预防
铁路机车铝合金制件焊接变形原因及控制预防铁路机车的铝合金制件焊接过程中,常常会出现变形的问题。
变形是指焊接过程中,焊接零件的形状或尺寸发生不可逆的变化。
在铝合金焊接过程中,变形是由于多种因素的综合作用所导致的。
焊接热量的输入会引起材料的热膨胀。
当焊接过程中将热能输入到铝合金制件中时,材料会发生热膨胀现象,造成焊接零件的尺寸增大。
当焊接完成后,因为冷却引起的收缩会导致焊接件的尺寸缩小。
这种热膨胀和收缩引起的变形称为热变形。
焊接过程中的应力会引起材料的塑性变形。
焊接时,焊接零件内部会产生较高的应力,这些应力会使材料发生塑性变形。
由于焊接零件的结构、形状和夹持条件的不同,应力分布也不同,从而产生不同的变形形式,如弯曲、翘曲、扭曲等。
材料的非均匀性也会导致焊接变形。
铝合金具有较高的热导率,焊接过程中导热能力强,使得焊接点周围的铝合金材料被迅速加热和冷却。
而焊接区域周围的材料受到加热和冷却的影响较小,温度变化较小,因此焊接区域和非焊接区域的热变形差异较大,导致焊接变形。
焊接时的夹持力也会导致变形。
焊接过程中,为了保证焊缝质量,常常需要通过夹具夹持焊接件。
夹具的夹持力大小会影响焊接件的变形。
如果夹具夹持力过大或不均匀,会引起焊接件的变形。
1. 控制焊接热量输入:采用适当的焊接方法和工艺参数,控制焊接热输入量,减小焊接区域的热膨胀和收缩。
2. 合理设计焊接结构:优化焊接结构设计,避免不必要的焊接接头,减小焊接应力集中,降低变形的发生。
3. 采用预应力夹具:在焊接过程中使用预应力夹具可以使焊接件在夹持状态下恢复应力平衡,减小变形。
4. 控制材料温度均匀性:通过合理的加热和降温方式,控制铝合金焊接材料温度的均匀性,减小焊接区域和非焊接区域的温差,降低变形。
铁路机车铝合金制件焊接变形是由于焊接热量、应力、材料非均匀性和夹持力等多种因素综合作用所导致的。
通过合理控制焊接过程和采取相应的措施,可以有效地预防和控制焊接变形,确保焊接质量和工件的使用性能。
铝合金焊接缺陷分析及预防

铝合金焊接缺陷分析及预防铝合金焊接缺陷分析及预防1、焊缝尺寸不符合要求主要是指焊缝宽窄不一、高低不平、余高不足或过高等。
焊缝尺寸过小会降低焊接接头的强度;尺寸过大将增加结构的应力和变形,造成应力集中,还增加焊接工作量。
焊接坡口角度不当或装配间隙不均匀,焊接电流过大或过小,运条方式或速度及焊角角度不当等均会造成焊缝尺寸不符合要求。
2、咬边由于焊接参数选择不当,或操作工艺不正确,沿焊趾的母材部位产生的沟槽或凹陷即为咬边。
咬边使母材金属的有效截面减小,减弱了焊接接头的强度,而且在咬边处易引起应力集中,承载后有可能造成在咬边处产生裂纹,甚至引起结构的破坏。
产生咬边的原因主要有操作方式不当,焊接规范选择不正确,如焊接电流过大、电弧过长、焊条角度不当等。
咬边超过允许值应予以补焊。
3、焊瘤焊接过程中,熔化的金属流淌到焊缝之外未熔化的母材上,所形成的金属瘤即为焊瘤。
焊瘤不仅影响焊缝外表的美观,而且焊瘤下面常有未焊透缺陷,易造成应力集中。
对于管道接头来说,管道内部的焊瘤还会使管内的有效面积减小,严重时使管内产生堵塞。
焊瘤常在立焊和仰焊时产生,焊缝间隙过大,焊条角度和运条方法不正确、焊条质量不好、焊接电流过大或焊接速度太慢等均可引起焊瘤的产生。
4、烧穿焊接过程中,熔化的金属自坡口背面流出,形成穿孔的缺陷称为烧穿。
烧穿常发生于打底焊道的焊接过程中。
发生烧穿,焊接过程不能继续进行,是一种不能允许存在的焊接缺陷。
造成烧穿的主要原因是焊接电流太大焊接速度过低、坡口和间隙太大或钝边太薄以及操作不当等。
为了防止烧穿,要正确设计焊接坡口尺寸,确保装配质量,选用适当的焊接工艺参数。
单面焊接可采用加铜板或焊剂垫等办法防止熔化金属下塌及烧穿。
手工电弧焊接薄板时,可采用跳弧焊接法或续灭弧焊接法。
5、未焊透焊接时接头根部未完全熔透的现象称为未焊透,未焊透常出现在单面焊的根部和双面焊的中部。
未焊透不仅使焊接接头的机械性能降低,而且在未焊透处的缺口和端部形成应力集中点,承载后会引起裂纹。
轨道车辆用铝合金焊接缺陷分析
轨道车辆用铝合金焊接缺陷分析发布时间:2021-01-21T07:53:34.167Z 来源:《中国科技人才》2021年第2期作者:孙茂东[导读] 全铝结构的铝合金轨道车辆已经广泛用于我国铁路车辆制造业和城市轨道交通装备制造业。
中车大连机车车辆有限公司辽宁大连 116000摘要:随着国内外轨道交通行业的发展,对轨道车辆也提出了越来越高的要求,轻量、高速已成为现代化轨道车辆的发展方向。
铝合金材料在工业上的应用极为广泛,轨道车辆,尤其近些年高速轨道车辆越来越多的使用铝合金。
车体铝合金焊接缺陷的控制十分关键,必须对铝合金焊接缺陷进行深入的分析,并采取有效的措施,对其缺陷进行有效的控制,提升铝合金焊接质量,从而推动铝合金焊接行业的发展。
关键词:铝合金车体;焊接缺陷;措施铝合金具有密度低、强度高、塑性好和优良的导电、导热性和抗蚀性等特点,逐渐成为工业上使用最多的结构材料,全铝结构的铝合金轨道车辆已经广泛用于我国铁路车辆制造业和城市轨道交通装备制造业。
高速、节能、安全、舒适、环保是交通运输业发展的大趋势。
轻量化是实现高速节能的首选条件,铝合金具有密度小、耐腐蚀性好、比强度高、加工性能好等特点,成为用途最广、用量最大的轻量化材料。
近年来.由于挤压技术的发展,各种高强度铝合金大断面型材和各种扁宽薄壁大断面大长度复杂的实心或蜂窝状空心铝合金型材的研制成功以及自动焊接技术的进步.铝合金在高速列车车体中应用越来越广泛。
为此,铝合金在高速列车及地铁城轨列车车体中的应用已成为当今世界各国研究的热点。
由于铝及铝合金独特的焊接特性,铝合金焊接过程中容易出现缺陷,因此,研究如何减少甚至避免铝合金焊接常见的缺陷具有重要的生产意义。
一、铝合金车体焊接材料与工艺1、铝合金的焊接性。
铝及铝合金的熔点低(纯铝6600℃),在空气中极易被氧化,生成氧化铝(A1203,)薄膜,熔点(20500℃)高,性能稳定,易受潮,不易去除,焊接时易产生气孔、氧化夹杂、未熔合等缺陷。
铝合金车体焊接缺陷及控制

铝合金车体焊接缺陷及控制作者:崔磊来源:《沿海企业与科技》2013年第02期[摘要] 铝合金密度低,强度大,大量应用于高速列车的车体制造。
但铝合金焊接时变形大,易产生气孔、裂纹等缺陷,因此需要采取相应的措施来有效地控制铝合金焊接缺陷,保证高速列车的制造质量。
[关键词] 铝合金;氧化膜;气孔;裂纹;变形[作者简介] 崔磊,南车青岛四方机车车辆股份有限公司技术中心助理设计师,山东青岛,266111[中图分类号] TG574 [文献标识码] A [文章编号] 1007-7723(2013)02-0020-0005目前铝合金作为大众化的金属材料被广泛地应用于各个行业,它具有密度低、强度高、挤压性及焊接性能良好、回收利用率高等多个优越特点,因此批量应用于铁道车辆制造业。
高速动车在速度提高的同时也要求车体具有更高的承载强度,因此,必须提高铝合金焊接质量,有效地控制缺陷的产生,达到设计要求。
一、铝合金的性能纯铝是银白色的轻金属,密度2.7g/cm3,约为钢的1/3(钢的密度为7.87 g/cm3),导电率较高,仅次于金、银、铜居第4位。
热导率比钢大2倍左右,熔点为658℃,加热溶化时无明显颜色变化,具有面心立方结构,无同素异构转变。
塑性和冷、热、压力加工性能好,但强度低(只有90 MPa左右)。
纯铝的化学活泼性强,与空气接触时,就会在其表面生成一层致密的氧化膜(主成分是Al2O3)薄膜,这层氧化膜可防止冷的硝酸及醋酸的腐蚀,但在碱类和含有氯离子的盐类溶液中被迅速破坏而引起强烈腐蚀。
纯铝中随着杂质的增加,其强度增加,而塑性、导电性和耐蚀性下降。
铝合金是在纯铝中加入合金元素如镁、锰、硅、铜、锌等后获得不同性能的金属材料。
二、铝合金的结构件应用目前应用于铁道车辆的铝合金主要有5000系列、6000系列、7000系列。
(一)Al- Mg合金-5000系由于Mg的增加直接影响其机械性能,能增加抗拉强度。
含有低Mg的合金主要利用于装饰材料、建筑材料。
铁路机车铝合金制件焊接变形原因及控制预防
铁路机车铝合金制件焊接变形原因及控制预防铁路机车铝合金制件在生产和维修过程中,焊接是非常重要的工艺,因为铝合金耐腐蚀性好,强度高、重量轻等优点,已经广泛使用于各类铁路机车制件上。
但是,焊接过程中往往会发生变形和裂纹,进而影响机车的稳定性和安全性。
因此,需要对焊接变形原因及控制预防进行研究。
一、焊接变形原因1. 焊接过程中温度变化引起的热应力铝合金的热导率非常高,焊接时局部的高温很快传递到周围,导致局部急剧膨胀,而铝的弹性模量比较低,结构组织的变形能力有限,当冷却时恢复不了原来的形状,造成永久性变形。
2. 焊接过程中焊接位置的限制,阻碍了材料自由膨胀和收缩焊接部位及其周围的限制,阻碍了焊接位置周围的膨胀和收缩,形成一定的约束力,使得焊接部位在冷却后产生变形。
例如,在对称焊接时,两侧的膨胀和收缩力完全相反,会产生受力不平衡的情况,从而导致变形。
3. 焊接过程中材料自身的性质铝合金焊接后,由于材料本身的热膨胀系数较高,当温度下降时,自然会产生变形。
此外,还受到材料成分、结晶粒度和机械性能等因素的影响。
二、焊接变形控制预防方法1. 在焊接中采用预应力调整焊接位移在焊接过程中,适当的预应力可调整焊接位移,以达到控制焊接变形的目的。
例如,在T形接头中,可以将翼片部分约束,在翼片焊接后让受力自由膨胀。
另外,也可采用夹具来控制受力。
2. 采用预热技术控制焊接变形采用预热技术通常可在焊接过程中减少热应力,可以将焊接部分加热到一定温度,以减少热效应。
但需要注意的是,预热温度应该恰当,在预热过程中应避免过渡加热和过度保温。
铝合金焊接后,通常会翘曲,而利用翘曲补偿法可以减小焊接变形。
例如,在板料焊接中,可以在板料的中心处加上一根锁紧棒,在下料后进行加工,减少焊接变形。
4. 实施后热处理控制焊接变形通过后热处理方式,可以恢复材料变形前的结构,减少焊接后变形产生的影响,并达到控制焊接变形的目的。
然而,在使用后热处理时,需要对合金类型、材料剪切模量、冷却速度等因素进行合理选择和控制。
铁路机车铝合金制件焊接变形原因及控制预防
铁路机车铝合金制件焊接变形原因及控制预防铁路机车是铁路运输系统中的重要组成部分,其安全可靠性对整个铁路运输系统的运行效率和安全性具有重要意义。
铝合金制件在铁路机车中被广泛应用,因其具有强度高、轻量化、耐腐蚀等优点而备受青睐。
在铁路机车铝合金制件焊接过程中,由于各种因素的影响,容易出现焊接变形的问题,影响焊接质量和性能。
有必要对铁路机车铝合金制件焊接变形的原因进行分析,探讨相应的控制预防措施,以提高焊接质量和性能。
1. 焊接热量过大焊接过程中若热量过大,将导致焊接区域温度升高,使铝合金材料发生软化、膨胀等变形,在冷却后形成残余应力和变形。
2. 焊接残余应力焊接时,由于焊缝有瞬间变热和快速冷却的过程,当焊接区域受到约束时,焊接区域的热胀冷缩会产生残余应力,导致变形。
3. 材料性能差异铝合金材料具有热膨胀系数大、导热系数高等特点,而不同材料的热膨胀系数和导热系数可能存在差异,焊接时对材料性能的差异未能得到充分考虑,导致变形问题的产生。
4. 焊接结构设计焊接结构的设计不合理也会导致变形问题的出现,诸如焊接结构的自由度不够、约束过大等问题都会引起焊接变形。
5. 焊接工艺参数控制不当如果焊接工艺参数控制不当,如焊接速度快、焊接电流大等,容易导致焊接变形问题的产生。
1. 合理控制焊接热量在进行铁路机车铝合金制件的焊接时,应该合理控制焊接热量,适当降低焊接温度和热输入,采用预热、间歇焊、后热等方式控制残余应力和变形。
2. 选用合适的焊接材料在铁路机车铝合金制件的焊接过程中,应选择具有相近热膨胀系数和导热系数的焊接材料,减少材料性能差异对焊接变形的影响。
3. 合理设计焊缝结构对于铁路机车铝合金制件焊接结构设计,应该进行合理设计,考虑到焊接变形问题,尽量减少对焊缝的约束,提高焊接结构的自由度。
5. 采取预防措施在进行铁路机车铝合金制件的焊接时,可以采取一些预防措施,如采用锁紧和预紧等方式固定焊接件,避免变形问题的产生。
铁路机车铝合金制件焊接变形原因及控制预防

铁路机车铝合金制件焊接变形原因及控制预防随着铁路机车行业的发展,铝合金制件的应用越来越广泛。
不过,铝合金制件在焊接过程中容易产生变形,影响其性能和质量。
本文将探讨铁路机车铝合金制件焊接变形原因及控制预防方法。
一、产生焊接变形的原因1. 焊接热引起的变形焊接时,高温区域的热膨胀会使材料发生变形,导致焊接变形。
铝合金的热膨胀系数比钢要大,所以铝合金在焊接时更容易产生变形。
2. 焊接时的残余应力在焊接完成后,由于铝合金的线膨胀系数和冷却率的影响,会形成残余应力。
这些残余应力会使铝合金制件发生变形,尤其是在焊接区域。
3. 材料本身的变形特性铝合金的塑性变形能力比较强,而且厚度薄,因此在焊接时容易受到变形的影响。
同时,铝合金的强度比较低,焊接时要采取强力夹紧以防止变形。
二、控制预防方法1. 选择合适的焊接方法铝合金的焊接常用TIG和MIG/MAG焊接方法,这两种方法都可以有效控制焊接变形。
在TIG焊接中,焊缝的热输入更小,可以减少变形发生的可能性。
在MIG/MAG焊接中,采用双面焊接或是焊接后再切除割口等方法,也能够有效地控制焊接变形。
2. 预备装置和强制夹紧在焊接前,需要设计焊接夹具预备装置,让铝合金制件固定在焊接位置,尽量减少变形的发生。
同时,在焊接时可以使用强力夹紧装置,将铝合金制件固定在焊接位置,从而减少变形的发生。
3. 控制焊接温度在焊接过程中,需要严格控制焊接温度。
尽量采用小电流、低速度的焊接方法,同时控制焊接时间和温度,避免过度焊接,从而降低热影响区域的变形程度。
4. 后热处理在焊接完成后,可以进行退火和固溶处理等后热处理,通过改变铝合金的组织和结构,调整残余应力的大小和分布,从而减少焊接变形的发生。
总之,铝合金制件的焊接变形是由多种因素共同作用产生的。
在具体操作中,需要根据实际情况选择合适的焊接方法和控制预防措施,以尽可能地降低焊接变形的发生。
铁路机车铝合金制件焊接变形原因及控制预防
铁路机车铝合金制件焊接变形原因及控制预防铁路机车的铝合金制件焊接过程中会产生一定的变形,这主要是由于焊接过程中产生的热应力和残余应力引起的。
本文将从铁路机车铝合金制件焊接变形的原因进行分析,并提出相应的控制和预防措施。
1.热应力产生的变形:焊接过程中,由于高温引起的材料膨胀不一致,会产生热应力,从而引起焊接变形。
这主要是由于铝合金的热导性差,热量不易扩散引起的。
2.残余应力产生的变形:焊接结束后,由于焊接时产生的热变形造成的应力分布不均匀,会形成残余应力。
这些应力会导致铝合金制件在焊接后产生变形。
3.材料的收缩和折叠:铝合金在焊接后会有一定的收缩和折叠现象,从而引起焊接变形。
针对以上变形原因,可以采取以下控制和预防措施:1.焊接顺序的控制:在进行焊接时,可以控制焊接顺序,先对结构件进行边缘焊接,再进行内部点焊。
这样可以降低焊接产生的热应力,减少铝合金制件的变形。
2.使用适当的焊接工艺:选择合适的焊接材料、焊接方法和焊接参数,减少热输入,避免过高的焊接温度和大的焊接速度,可以减少焊接产生的热应力,降低焊接变形。
3.采用预热和后热处理:对于一些较大的铝合金结构件,可以采用预热和后热处理的方式,来减少焊接变形。
预热可以提高材料的塑性和延展性,从而减小焊接应力;后热处理可以降低焊接产生的残余应力。
4.使用补偿装置:在进行焊接时,可以使用补偿装置来减小焊接变形。
可以采用焊接夹具来固定铝合金制件,防止其产生变形;也可以采用预应力法来对焊接件进行预应力,从而减少焊接变形。
5.优化设计和工艺:在设计和工艺方面,可以采用合理的结构形式和连接方式,减少焊接接头数量和长度,从而降低焊接变形的可能性。
也可以在焊接结构件的设计过程中考虑焊接变形,合理设计余量和压紧量。
铁路机车铝合金制件的焊接变形主要是由焊接过程中产生的热应力和残余应力引起的。
通过控制焊接顺序、选择适当的焊接工艺、采用预热和后热处理、使用补偿装置以及优化设计和工艺等措施,可以有效地降低焊接变形的发生,提高焊接质量。
铁路机车铝合金制件焊接变形原因及控制预防

铁路机车铝合金制件焊接变形原因及控制预防铁路机车铝合金制件焊接变形是指焊接过程中,所产生的热量引起的构件形状和尺寸的变化。
焊接变形是焊接过程中不可避免的问题之一,它会影响到焊接接头的质量和性能。
本文将探讨铁路机车铝合金制件焊接变形的原因以及控制和预防焊接变形的方法。
1.焊接变形的原因铁路机车铝合金制件焊接变形的主要原因是焊接过程中的热应力和残余应力。
当焊接过程中加热和冷却不均匀时,会导致铝合金构件的变形。
(1)热应力:焊接时,热输入会引起焊缝周围的温度升高,从而使焊缝附近的物质膨胀。
由于焊缝周围的材料具有不同的热膨胀系数,会导致焊接接头的形状和尺寸发生变化。
(2)残余应力:在焊接后,焊接接头会发生冷却收缩,而且焊接过程中会产生应力集中。
这些残余应力会导致铝合金构件的变形。
2. 控制和预防焊接变形的方法为了控制和预防铁路机车铝合金制件焊接变形,可以采取以下措施:(1)优化焊接方法:选择合适的焊接方法和工艺参数,可以减少焊接过程中的热输入,从而降低焊接变形的风险。
可以采用小电流、低焊速、间歇焊接等方法来控制焊接过程的温度分布。
(2)使用预热和后热处理:通过对焊接接头进行预热和后热处理,可以改善焊接过程中的热应力和残余应力分布,从而减少焊接变形。
预热可以提高焊接接头的热导率,减少温度梯度,后热处理可以缓解焊接接头的残余应力。
(3)焊接顺序和方向:选择适当的焊接顺序和方向,可以减少焊接过程中的应力集中,并控制焊接变形。
一般来说,从低应力区域开始焊接,然后逐步向高应力区域焊接,有助于控制焊接变形。
(4)采用防翘装置:在焊接过程中,可以使用夹具或焊接支撑装置来控制焊接接头的形状和尺寸,从而减少焊接变形。
铁路机车铝合金制件焊接变形是焊接过程中常见的问题,但可以通过优化焊接方法、使用预热和后热处理、控制焊接顺序和方向,以及采用防翘装置等方法来控制和预防焊接变形,从而提高焊接接头的质量和性能。
铁路机车铝合金制件焊接变形原因及控制预防
铁路机车铝合金制件焊接变形原因及控制预防一、引言铝合金机车制件是铁路交通运输的重要组成部分,其结构复杂、强度要求高,因此在生产制造过程中需要进行多次焊接工艺来完成。
由于铝合金具有良好的导热性和导电性,其焊接过程中容易产生变形。
焊接变形会严重影响机车制件的结构和性能,甚至导致整个产品的废品率提高。
控制焊接变形对于提高铝合金机车制件的质量和延长使用寿命具有重要意义。
二、焊接变形原因分析1. 热应力引起的变形铝合金焊接时,由于导热性好,焊接部位局部受热膨胀,而周围区域保持冷却,导致了热应力的不均匀分布。
热应力是焊接变形的主要原因之一,当焊接完毕后,焊缝和热影响区的温度逐渐降低,而产生的热应力则会导致整个结构发生变形。
2. 施加的焊接变形焊接过程中,为了使工件焊接成型,常常需要采取一些手段来施加变形力,例如用夹具、气割、另外焊接等方法。
这些施加变形力往往会导致机车制件在焊接完成后发生变形。
3. 材料的选择和加工过程铝合金的材料性能不稳定,加工过程中可能产生内部应力,在焊接时会释放出来,造成材料扭曲变形。
4. 设备和工艺参数焊接设备、焊接工艺参数的选择也会对焊接变形产生影响。
例如焊接电流、焊接速度、预热温度等参数设置不当会导致焊缝质量不稳定,从而产生变形现象。
三、控制预防焊接变形的方法1. 设计优化在设计阶段,应尽量优化焊接结构,减少点焊接和弯曲结构的使用,尽量采用直线焊接结构,从而减小热应力集中,降低焊接变形的发生。
对于大件焊接结构,可以采用多次分段焊接的方法,避免一次焊接造成大面积热应力集中。
2. 焊接工艺控制在焊接过程中,采用适当的预热、控制焊接温度和速度,以减小热应力的积聚。
也需要注意焊接电流、电压、焊丝直径等参数的选择,以保证焊接质量的同时降低变形的发生。
3. 焊接变形的预防为了避免热应力的积累,可以在焊接时采用加料、降温速度、采用预紧等方法来控制焊接变形。
在焊接过程进行适当的降温处理,并在变形之后利用夹具或其他方法对结构进行矫正,以避免变形留下质量隐患。
铁路机车铝合金制件焊接变形原因及控制预防

铁路机车铝合金制件焊接变形原因及控制预防铁路机车是承载着重要的运输任务的关键设备,其中铝合金制件在机车结构中起到至关重要的作用。
由于铝合金具有优良的性能,如高强度、轻质、耐腐蚀性等特点,因此广泛应用于铁路机车制造中。
在铝合金制件的焊接过程中会出现变形现象,影响到焊接质量和机车性能。
本文将从铁路机车铝合金制件焊接变形的原因、变形的控制方法和预防措施等方面进行论述。
(一)热应力引起的变形:焊接过程中,焊缝的局部区域因热影响而发生热胀冷缩,导致焊接变形。
热应力主要来自于熔化区域与母材之间的温差和热传导引起的温度梯度。
焊接中高温区域会膨胀,而冷却后受到约束的低温区域则会缩小。
由于铝合金的热膨胀系数较大,其焊接变形比较明显。
(二)固定约束引起的变形:焊接过程中,材料受到约束无法自由膨胀收缩,会出现焊接变形。
固定约束主要来自于焊接夹具、支撑物等。
(三)焊缝形状和焊道几何因素引起的变形:焊缝形状和焊道几何因素会对焊接变形产生影响。
当焊缝形状复杂或焊道几何形状不合理时,焊接变形会更为严重。
(一)合理选择焊接方法:根据实际情况选择合适的焊接方法,如手工电弧焊、气体保护焊、电阻焊等。
不同的焊接方法对焊接变形的影响不同,需要根据具体情况进行选择。
(二)优化焊接工艺参数:通过优化焊接工艺参数,如焊接速度、焊接电流、焊接电压等,控制焊接热输入,减小焊接变形。
合理的焊接工艺参数能够控制焊接温度梯度和残余应力。
(三)合理安排焊接顺序:合理安排焊接顺序可以减小焊接变形。
将焊接分为几个步骤进行,先从内部焊接开始,然后逐渐向外部焊接,可以减小焊接残余应力的影响。
(四)采用预热和后热处理方法:通过预热和后热处理可以减小焊接变形。
预热可以减小焊接区域的温度梯度,改善焊缝的形状,后热处理可以改变焊接区的内应力分布,减小焊接变形。
(一)设计合理的焊接接头:合理设计焊接接头的结构形式和尺寸,减少焊接变形。
避免出现焊缝形状复杂、焊道几何形状不合理的情况。
铁路机车铝合金制件焊接变形原因及控制预防

铁路机车铝合金制件焊接变形原因及控制预防铁路机车是重要的运输工具,其中铝合金制件在机车中起着重要的作用。
焊接是将铝合金制件连接在一起的常用方法,但在焊接过程中会出现变形的问题。
本文将探讨铁路机车铝合金制件焊接变形的原因,并提出预防和控制的方法。
1. 热应力引起的变形:焊接过程中,焊缝附近受到高温的热影响区域会产生热膨胀,而周围的材料则没有受到相同程度的热膨胀影响,会导致焊件的变形。
特别是铝合金具有较大的热膨胀系数,因此易受热应力的影响。
2. 熔池形成引起的变形:焊接过程中,熔池的形成和凝固会导致焊件的收缩和变形。
特别是铝合金熔池的形成速度较快,凝固收缩也较大,容易引起变形。
3. 焊接变形引起的应力集中:焊接变形会导致焊缝附近出现应力集中,进一步引起焊件的变形。
1. 控制焊接热输入:合理控制焊接的热输入,可以减少焊缝附近的热影响区域,从而减少热应力的产生。
可以采用预热、间歇焊接等方式进行控制。
2. 选用合适的焊接方法:根据不同的铝合金材料和焊接要求,选择适合的焊接方法,如TIG焊、MIG焊等,以减少焊接过程中的热变形。
3. 控制焊接参数:合理选择焊接电流、电压、焊接速度等焊接参数,以控制焊接过程中的热输入量和熔池形成速度,减少变形的发生。
4. 合理焊接顺序:根据焊接结构和铝合金制件的特点,合理安排焊接顺序,从而减少焊接过程中的热变形。
5. 采用适当的支撑和夹具:在焊接过程中使用支撑和夹具来固定焊件,减少变形的发生。
6. 后续热处理:对于需要更大变形控制的焊缝,可以采用后续的热处理方法来消除变形。
铁路机车铝合金制件焊接变形是一个常见的问题,但通过合理控制焊接参数、选用合适的焊接方法、合理安排焊接顺序和采用适当的支撑和夹具等措施,可以有效预防和控制焊接变形的发生,提高焊接质量和工件的使用性能。
铝合金MIG焊常见焊接缺陷分析及预防措施

铝合金MIG焊常见焊接缺陷分析及预防措施李会;郭继祥;何小勃;侯振国;褚宏宇【摘要】It is easily to cause weld defects in the aluminium alloy welding process because of its nature.The weld defects including pores,cracks, fusion defects,etc.Weld defect will affect quality of products. While welding as one general connection method in the railway vehicle production, the weld joint is the weak and easy to destroyed part in aluminium alloy structure.So assurance the weld joint quality is one of key measure to ensure the safety of railway vehicle working.MIG welding is the main weld method in railway vehicle production by now.It will be introduced about reason analysis,damage,prevention measure and solving measures of the weld defects in this test according the production process.%铝合金因其本身特性导致焊接过程中容易产生裂纹、气孔、未熔合等焊接缺陷,对焊接接头性能产生较大影响.焊接作为轨道车辆中普遍采用的连接方法,焊接接头是铝合金结构中比较薄弱的部位,也是结构失效的主要部位.因此保证焊接质量是保证轨道车辆安全运行的关键措施之一.目前高速列车铝合金焊接方法主要采用MIG焊,结合生产实际,分析铝合金MIG焊常见焊接缺陷的产生原因和危害,并提出了预防措施和处理方法.【期刊名称】《电焊机》【年(卷),期】2013(043)004【总页数】5页(P72-76)【关键词】铝合金;MIG焊;焊接缺陷;原因分析;预防措施【作者】李会;郭继祥;何小勃;侯振国;褚宏宇【作者单位】唐山轨道客车有限责任公司,河北唐山063035【正文语种】中文【中图分类】TG444+.740 前言轨道列车提速必然轻量化,因此具有密度小、比强度高、工艺性良好等特点的铝合金在轨道车辆中得到了广泛应用。
铁路机车铝合金制件焊接变形原因及控制预防

铁路机车铝合金制件焊接变形原因及控制预防铁路机车铝合金制件焊接变形是指在焊接过程中,由于热效应和冷却过程中的不均匀变化,导致焊接件发生形状变化的现象。
焊接变形会对铁路机车的结构强度和机械性能产生负面影响,因此需要进行控制和预防。
本文将从原因和控制预防两个方面进行详细阐述。
一、焊接变形的原因1.热效应: 在焊接过程中,焊接点的温度会快速升高,超过了材料的熔点,形成液态金属,然后通过液态金属的表面张力、蒸气压力、热溶胶等因素对焊接件施加内应力。
焊接后冷却时,内应力释放,导致焊接件发生变形。
2.焊接残余应力: 焊接过程中产生的应变将在焊接结束后留下残余应力,如果不得当地进行焊接工艺控制,残余应力会导致焊接件变形。
3.焊接热输入不均匀: 焊接过程中,焊接热的传递和分布不均匀会导致焊接件的局部温度变化,从而引起局部变形。
4.焊接布置和顺序不当: 焊接件的形状、布局和焊接顺序对焊接变形都有很大影响。
如果焊接件的布局不合理,焊接顺序不科学,会导致焊接张力集中在局部区域,从而导致焊接变形。
二、焊接变形的控制预防措施1.合理设计: 在进行焊接制件的设计过程中,要根据具体的焊接工艺和材料性质,合理确定焊缝和焊接布置,以减小焊接变形的产生。
2.优化焊接工艺: 焊接工艺的选择和参数的设定对焊接变形有很大的影响。
在焊接过程中,要控制焊接热输入和温度分布,尽量减小焊接温度梯度,减少残余应力的产生。
3.采用预紧与支撑: 针对大型铝合金焊接件,可以采用预紧装置和支撑辅助装置,在焊接过程中对焊接件进行预应力和支撑,减小焊接变形。
4.加强焊接监控与控制: 在焊接过程中,要加强监控与控制,及时发现和调整焊接过程中的异常情况,确保焊接质量和减小焊接变形。
5.局部预热和后热处理: 对于尺寸较大的焊接件,可以采用局部预热和后热处理的方式,通过调节局部温度,减小焊接变形。
6.合理的焊接顺序: 在焊接布置与焊接顺序中,应尽量采用对称、均匀的焊接顺序,避免焊接过程中焊接应力集中在局部区域。
轨道车辆铝合金焊接的缺陷分析和预防探讨
轨道车辆铝合金焊接的缺陷分析和预防探讨发布时间:2022-08-12T08:17:48.375Z 来源:《中国建设信息化》2022年第4月7期作者:曾力荣[导读] 随着我国铁路的快速发展,铝合金材料的应用越来越普及,尤其在轨道车辆的应用中更是备受青睐,铝合金材料的坚固程度与钢铁同等甚至更高,不仅强度高、塑性好、曾力荣中车南京浦镇车辆有限公司江苏省南京市 210031摘要:随着我国铁路的快速发展,铝合金材料的应用越来越普及,尤其在轨道车辆的应用中更是备受青睐,铝合金材料的坚固程度与钢铁同等甚至更高,不仅强度高、塑性好、抗腐蚀,而且还具备优异的力学性能,我国轨道车辆在车厢内饰、车内设备等方面都离不开铝合金材料的应用。
但该材料受自身属性影响,在焊接操作方面具有一定难度,如果不能保障焊接质量,则会严重影响后续操作,甚至影响整体轨道车辆的质量,因此本文将针对铝合金焊接的缺陷进行分析,并提出预防措施,保障焊接质量。
关键词:轨道车辆;铝合金材料;焊接缺陷;预防措施众所周知,轨道车辆的动力会受到很多方面的影响,所以车辆运行产生的动力和车辆自身运动的力是不平等的,近年来,节能减排一直是我国所倡导追求的目标,而在轨道车辆发展方面,首先要做的就是车身减重。
而铝合金材料的重量较轻、密度较低、它的强度与钢铁不相上下、金属性活泼,在轨道车辆的应用中越来越广泛。
但凡事有利就有弊,虽然铝合金材料具备众多优越的性能,但在焊接方面还存在很多问题需不断研究改善,提高焊接质量,为轨道车辆的制造发展奠定基础。
一、铝合金材料概述铝合金材料凭借其密度低、强度高、导电导热性能好、抗腐蚀性能好的优势,在轨道交通领域已经被广泛应用。
过去生产的轨道车辆基本上都是碳钢材质的,铝合金材质能够让车辆变得更轻,同时更有利于提升车辆的密闭性[1]。
但是铝合金在焊接过程中极易发生氧化,在焊接完成后,车体的车高和车宽就会出现尺寸误差,车体也会出现微变形的情况,严重影响了焊接质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铁道车辆铝合金 车体 电阻点焊缺 陷分析及预 防措施
张铁浩 , 李振江
( 南 车青岛四方机车车辆股份有限公司, 山东 青 岛 2 6 6 1 1 1 )
收稿 日期 : 2 0 1 3 - 0 1 — 1 0
基金项 目: “ 十一 五” 国家科技支撑计划高速列车车体技术项 目( 编4  ̄ - : 2 0 0 9 B A G 1 2 A 0 4 - B 0 4 ) 作者简 介:  ̄ ( 1 9 7 7 -) , 男, 工程师 , 本科 , 主要从事动车组 、 地铁车辆制造工艺及新技术 开发工作 。
Q=I 2 R t ( 1 )
式中, Q为产 生 的热量 , J ;
, 为 焊接 电流 , A;
为 电极 间 电阻 , Q;
t 为焊 接 时 间 , s 。 在 忽 略 电极 自身 电阻 的情 况下 ,以双层 板 的工 件 点焊 为例 , 电阻 由 5部 分组 成 :
摘 要: 介 绍了电阻点焊的基本原理及铁 道车辆用 A5 0 8 3 、 A 6 N0 1 、 A 7 N0 1 等铝合金材料 的焊接 特性和点焊工艺。分析 了 气孔、 熔核偏移 、 熔核不足、 飞溅 、 电极 粘附、 表面 凹坑等常见焊接缺 陷产 生的原 因。针对 具体 情况 , 从控 制焊接 电流、 电 极形状 、 压力、 许 用间隙和焊前清理等方面 , 制定 了铝合金电 阻点焊缺陷的预防措施。
M I G焊 中常见的焊接缺陷 ,但在 电阻点焊试 验和生
铝及铝合金合金化学性质活泼 ,表面在 空气 中 产中几乎没有出现过裂纹 、 烧穿缺陷。本文主要针对 极易生成 氧化铝薄膜( A 1 2 0 3 ) , 这层氧化膜的熔 点达 铝合金 电阻点焊生产 中常见的气孔 、 熔核偏移 、 熔核 到2 0 5 0℃, 远远超过铝合金的熔点( 约6 6 0℃ ) 。氧 不足 、 飞溅 、 电极粘 附 、 表 面凹坑等缺 陷产生 的原 因 化膜会吸附水分 , 容易产生焊接气孔。铝合金导热系 进行分析 , 并提出解决措施 。 数 比热容比钢材约大 2 倍, 导热性 比钢约大 3 倍, 凝 3 . 1 气 孔 固收缩率大( 约6 %一 7 %) , 焊接残余应力大。 气孔是铝合金熔焊中最容易产生的空穴型缺陷, 铝 合金 车体 常用 材料 有 A 5 0 8 3 一 O板材 、 电阻点焊也不例外 。大量试验发现 , 铝合金点焊气孔 A 6 N O 1 一 T 5 和A 7 N 0 1 一 T 5 型材等 , 其主要成分见表 l 。 几乎全部发生在工件界 面附近 , 熔核上部 、 下部及 焊 A 5 0 8 3 一 O为 A l — M g 系合金 , 为非热处理强化铝合金 , 点表面一般没有气孔 , 这与电弧焊气孔多发生在焊缝 焊接性好 。A 6 N 0 1 一 T 5 为A l — S i — M g 系的热处理强化 上 部及 表 面有 明显 的 区别 。 图 2为 A 6 N 0 1 + A 5 0 8 3材 合 金 , 电 阻 点 焊 的 焊 接 性 较 差 。 A7 N 0 1 一 T 5为 料在氧化膜未清理干净的情况下点焊产生 的气孔。 “ A l — Z n — M g ” 系的热处理强化合金 , 电阻点焊的焊接
58
《 装备制造技术) 2 0 1 3 年第 4 期 尺寸缺欠和其他缺欠等 6大类共计 3 0 余种缺欠。在
2 铝合金焊 接性与点ห้องสมุดไป่ตู้ 工艺
2 . 1 铝合 金 的焊 接性 【 ’
铝合金车辆生产 中,常见缺陷的种类并没有 如此之 多。需要特别指 出的是 ,虽然裂纹 、烧穿是铝合金
R=R e w 1 +Re w 2 +R w 1 +R w 2 +R c ( 2 )
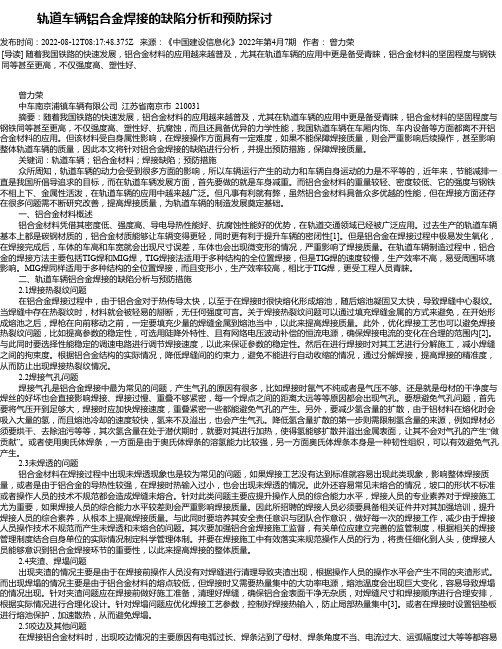
1 电 阻 点 焊 基 本 原 理
电阻点焊是在 电极压力作用下将被焊工件压紧, 利 用 电流 流 经 工 件接 触 面 和邻 近 区域 产生 的 电阻热
其 中, R e w 。 、 R e w 为上、 下 电极 和工件接触 面处 的电阻 ; R w 。 、 R w 为上部工件 、 下部工件 自身的电阻 ; 加热熔化金属 ,断电后在压力作用下结晶而形成焊 R c 为上部工件与下部工件接触面处的电阻。 点 的工 艺 方法 , 如图 1 所示。 工件表面的如氧化物 、 污垢 、 油、 其 它杂质 等增 大接触电阻 尺 c , 会造成焊接品质的不稳定。例如 , 未 上部工件 清理氧化膜时接触电阻为 1 0 0 0~ 2 0 0 0 Q, 清理时 下部工件 为1 0— 2 5 Q, 清除后 3 h 为5 O~7 0 Q, 清除后 1 2 h为 1 0 0 2 0 0 Q, 因此铝合金点焊前清理氧化 膜 十分 重要 。此外 , 电阻 热 只有 较 小部分 用 于形 成熔 图1 电阻点焊基本原理 图 核 , 大部分将因向临近物质传导和辐射掉 , 散热条件 每焊接一个点称为一个点焊循环。点焊过程 : 首 先将工件装配好并施加 电极压力 ; 然后通 以电流, 由 也 对 点焊 品质 有 较大 的影 响。
于 电流 流经 工 件 时 产生 电阻 热 ,两 工件 间界 面 上 的 材 料 受 热发 生 熔 化形 成 熔 核 ;一 段 时 间后 ,撤 去 电 流, 熔核 凝 固形 成焊 点 实 现 连接 , 电极 压 力需 继续 保
持一段 时间以保证焊接 品质 ; 最后 , 撤 去电极 压力 , 焊 接循 环 结束 。 电 阻 热 的 影 响 因素 包 括 电 流 、 通 电时 间 、 电阻 、 压力 、 电极 形 状及 材 料性 能 和工件 表 面状况 等 。点 焊 时产 生 的热 量 Q表示 如下 :
关键词 : 铝舍金 ; 电 阻点 焊 ; 焊接缺 陷; 预 防措 施
中图分类号 : T G4 4 1 . 7
文献标识码 : B
文章编号 : 1 6 7 2 — 5 4 5 X( 2 0 1 3) 0 4 — 0 0 5 8 — 0 4
动车组 、地铁等铁道车辆铝合金车体 的端墙大 多 采用 板梁 结构 。如 果采 用 MI G ( 熔化极 惰 性气 体保 护焊 ) 焊会导致铝合金薄板发生严重的波浪变形 , 需 要花费大量精力调修且平面度难 以满足设计要求 ; 采用非熔化极 1 ’ I G ( 惰性气体钨极保护焊 ) 焊, 因生产 效率低不适合于大批量的工业化生产 。与电弧焊相 比, 电阻点焊具有残余应力低 , 焊接变形小 , 焊接速 度快 , 无 烟尘 和有 害气 体等 优点 。但 在 电阻点 焊 品质 控 制 方面 , 目前 尚无 有效 的无损 检测 方法 , 因此 , 研 究 如何 减少 甚 至避 免点 焊缺 陷具 有重 要 的意义 。 本文 阐述 了铝合 金 部件 生 产试 验 中 出现 的 品质 问题 , 分析 了铝合金 电阻点焊常见缺 陷的产生原因, 并提出了有效可行 的解决措施 ,为铝合金车辆制造 技术 发展 提 供参 考 。