外观核准报告
PPAP最新教材

备注3:初期制程研究为短期(short.term)法, 无法侦测人,材料,方法,设备,量测系统,
PPAP生产零组件核准程序
SECTION I(第I章)
9.2品质指标
须(should)叙述能力或指数
Cpk –稳定制程的制程指数,估计 δ 以子群体 (Subgroup )变异(R.bar/d2 or S.bar/c4)
结果
解释
指数>1.67
制程符合客户规定要求
1.33≦ 指数≧ 1.67 制程可接受,但可要求改善
和客户联系讨论次结果,在
大量生产前,将被要求修改
管制计划
指数< 1.33
制程不符合允收标准
备注:CPK仅适用于稳定制程
PPAP生产零组件核准程序 SECTION I(第I章)
9.4不稳定制程
※不稳定制程,不能符合客户要求,供应商应 (shall)标识,评估和于PPAP生产零组件核准程序 送件前,评估变异特定原因。 ※供应商应(shall)通知客户任何不稳定制程,和 提出矫正计划予客户,于送件前 备注:散装材料如资料西安市其类似制程长期不 稳定,和现行对策未显示达成稳定,其矫正计划 无法作为保证
没有规定要求的量
如果要求提交样品,应保证该样品取自“稳态” 的过程
注:当前产品的历史数据可以用来进行新产品 或类似产品生产过程能力或性能的估计
如果没有类似产品的历史数据或技术存在,也 许可以制定限制计划直至有足够的产品数据 可以证明能力或性能
PPAP生产零组件核准程序方式(Approach)
本文中用语:
1、设计记录一应 (shall)具所有设计记录 2、核准工程变更文件 3、工程核准(当要求时) 4、DFMEA(有设计责任) 5、制程流程图 6、PFMEA 7、尺寸量测
PPAP管理程序
5.6.2公司对等级的选择是依客户要求的等级送样。
5.6.3生产件批准样品应从具代表性的生产批次中取样,若客户另有指定,以指定批次为准。
5.7制程要求:
5.7.1辅助性工程图面和草图:所有图面均须与尺寸量测结果一并提出。零组件编号、版次、绘图日期和供货商名称要显示在辅助文件上。
5.12零组件送审保证书:
5.12.1全部要求符合则填入保证书内。
5.12.2不同零组件应有个别保证书。
5.12.3某些字段(内容)本公司产品确实不存在的,可不填写或依客户决定填写。
5.12.4当确认全部要求均符合而且所有要求文件及样品均已备妥,技术部经理或其代理人应于保证书上签名认可。
5.13工程变更:视工程变更程度,按客户要求确定是否需重新提出生产件批准,并依《工程变更管制程序》执行。
PPAP管理程序
文件编号QP-031
版本版次A/0
制订部门工程部
制订日期2021.05.05
制订
审核
批准
温馨提示:本文件为本公司机密文件,未经许可,不得私自外借或复印!
修订记录
制定/修订日期
修订内容摘要
页次
版本/版次
总页数
2021-05-05
IATF首次发行
ALL
A/0
9
1.目的:
1.1为使本公司生产的产品完全符合客户的要求,同时为了评估本公司在实际生产中有能力生产出符合客户要求的产品。
5.3.5零件图面上要求或检验之尺寸量测结果。
5.3.6新产品检查治具清单,若需要,依客户要求提供。
5.3.7材料测试分析结果。
5.3.8性能试验测试结果。
出货检验报告模版(自动判定结果)
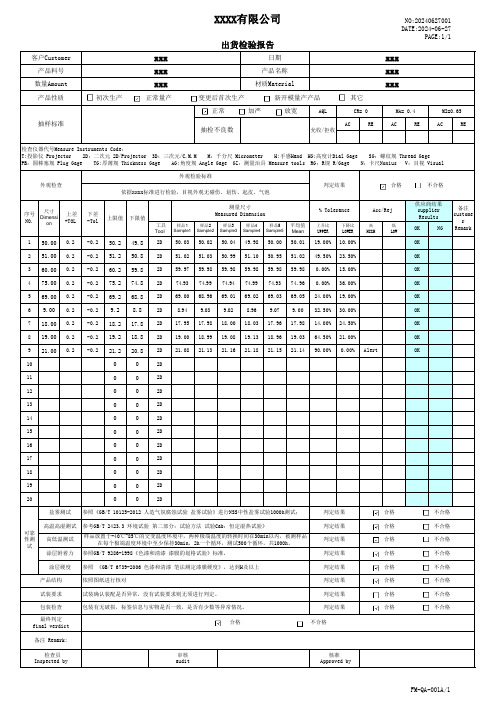
NO:20240627001DATE:2024-06-27PAGE:1/1AQLACREACREACRE工具Tool样品1Sample1样品2Sample2样品3Sample3样品4Sample4样品5Sample5平均值Mean上升比UPPER下降比LOWER高HIGH低LOWOK NG150.000.2-0.250.249.82D 50.0350.0250.0449.9850.0050.0119.00%10.00% OK 251.000.2-0.251.250.82D 51.0251.0350.9951.1050.9551.0249.50%23.50% OK 360.000.2-0.260.259.82D 59.9759.9859.9859.9859.9859.980.00%15.00% OK 475.000.2-0.275.274.82D 74.9374.9974.9474.9974.9374.960.00%36.00% OK 569.000.2-0.269.268.82D 69.0068.9669.0169.0269.0369.0524.00%19.00% OK 69.000.2-0.29.28.82D 8.949.039.028.969.079.0032.50%30.00% OK 718.000.2-0.218.217.82D 17.9517.9818.0018.0317.9617.9814.00%24.50% OK 819.000.2-0.219.218.82D 19.0018.9919.0819.1318.9619.0364.50%21.00% OK 921.000.2-0.221.220.82D 21.0821.1321.1621.1821.1521.1490.00%0.00%Alert OK10002D 11002D 12002D 13002D 14002D 15002D 16002D 17002D 18002D 19002D 202D抽检不良数下差-Tol上限值下限值允收/拒收备注customer Remark抽样标准外观检查判定结果合格 不合格最终判定final verdict 合格 不合格备注 Remark: 检查员Inspected by审核audit 核准Approved by试装要求试装确认装配是否异常,没有试装要求则无须进行判定。
(成品)检验不良报告
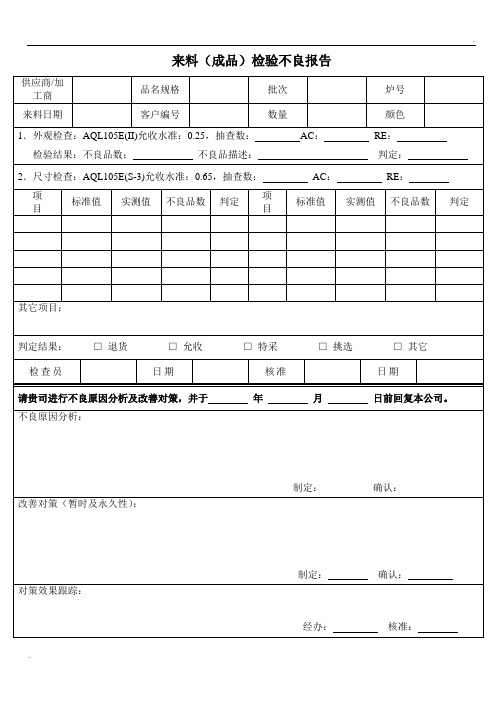
供应商/加工商
品名规格
批次
炉号
来料日期
客户编号
数量
颜色
1.外观检查:AQL105E(II)允收水准:0.25,抽查数:AC:RE:
检验结果:不良品数:不良品描述:判定:
2.尺寸检查:AQL105E(S-3)允收水准:0.65,抽查数:AC:RE:
数
判定
项
目
标准值
实测值
不良品数
判定
其它项目:
判定结果:□退货□允收□特采□挑选□其它
检查员
日期
核准
日期
请贵司进行不良原因分析及改善对策,并于年月日前回复本公司。
不良原因分析:
制定:确认:
改善对策(暂时及永久性):
制定:确认:
对策效果跟踪:
经办:核准:
FR-023
精选PPAP最新版
PPAP生产零组件核准程序 SECTION I(第I章)
9.5制程位于单边或非常态分配※供应商应(shall)决定多项允收标准,针对制程位于单边或非常态分配9.6当不符合允收标准策略 ※供应商应(shall)通知客户,如制程无法改善; ※如于PPAP生产零组件核准程序送件日,未能符合允收标,准供应商应(shall)提出矫正计划取客户核准,和修改管制计划及实施100%全数检验和持续改善技术(4.2.5),直到CPK/PPK符合规定,或直到收到客户核准
PPAP生产零组件核准程序 SECTION I(第I章)
9.2品质指标 须(should)叙述能力或指数Cpk –稳定制程的制程指数,估计 δ 以子群体(Subgroup )变异(R.bar/d2 or S.bar/c4)Ppk.量试( Performance )品质指标,估计 δ以整体( Total Variation)变异“S”初期制程研究目的,为了解制程变异,而非只是达成既定指数参考SPC手册的CPK和PPK值
PPAP生产零组件核准程序 SECTION I(第I章)
9.4不稳定制程※不稳定制程,不能符合客户要求,供应商应(shall)标识,评估和于PPAP生产零组件核准程序送件前,评估变异特定原因。※供应商应(shall)通知客户任何不稳定制程,和提出矫正计划予客户,于送件前备注:散装材料如资料西安市其类似制程长期不稳定,和现行对策未显示达成稳定,其矫正计划无法作为保证
13、产品送件保证书(PSW)※供应商应(shall)将完整的量测和试验咨讯,记录于产品送件保证书(PSW)※ PSW应(shall)针对每一客户零组件编号实施,除非客户另有规定※如产品生产自多模穴/多生产线,供应商应(shall)针对每一模穴/生产线产品,实施尺寸量测,且应标示于PSW或以附件处理
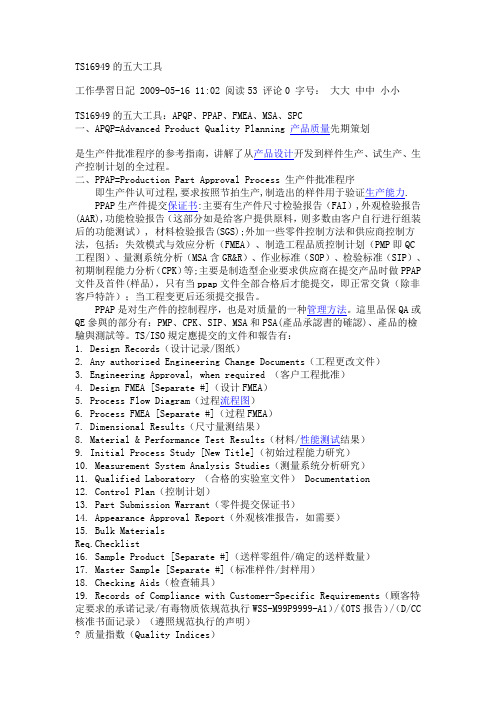
TS16949的五大工具

TS16949的五大工具TS16949的五大工具:APQP、PPAP、FMEA、MSA、SPC一、APQP=Advanced Product Quality Planning 产品质量先期策划是生产件批准程序的参考指南,讲解了从产品设计开发到样件生产、试生产、生产控制计划的全过程。
二、PPAP=Production Part Approval Process 生产件批准程序即生产件认可过程,要求按照节拍生产,制造出的样件用于验证生产能力.PPAP生产件提交保证书:主要有生产件尺寸检验报告(FAI),外观检验报告(AAR),功能检验报告(这部分如是给客户提供原料,则多数由客户自行进行组装后的功能测试), 材料检验报告(SGS);外加一些零件控制方法和供应商控制方法,包括:失效模式与效应分析(FMEA)、制造工程品质控制计划(PMP 即QC工程图)、量测系统分析(MSA含GR&R)、作业标准(SOP)、检验标准(SIP)、初期制程能力分析(CPK)等;主要是制造型企业要求供应商在提交产品时做PPAP文件及首件(样品),只有当ppap 文件全部合格后才能提交,即正常交貨(除非客戶特許);当工程变更后还须提交报告。
PPAP是对生产件的控制程序,也是对质量的一种管理方法。
這里品保QA或QE參與的部分有:PMP、CPK、SIP、MSA和PSA(產品承認書的確認)、產品的檢驗與測試等。
TS/ISO規定應提交的文件和報告有:1. Design Records(设计记录/图纸)2. Any authorized Engineering Change Documents(工程更改文件)3. Engineering Approval, when required (客户工程批准)4. Design FMEA [Separate #](设计FMEA)5. Process Flow Diagram(过程流程图)6. Process FMEA [Separate #](过程FMEA)7. Dimensional Results(尺寸量测结果)8. Material & Performance Test Results(材料/性能测试结果)9. Initial Process Study [New Title](初始过程能力研究)10. Measurement System Analysis Stud ies(测量系统分析研究)11. Qualified Laboratory (合格的实验室文件)Documentation12. Control Plan(控制计划)13. Part Submission Warrant(零件提交保证书)14. Appearance Approval Report(外观核准报告,如需要)15. Bulk MaterialsReq.Checklist16. Sample Product [Separate #](送样零组件/确定的送样数量)17. Master Sample [Separate #](标准样件/封样用)18. Checking Aids(检查辅具)19. Records of Compliance with Customer-Specific Requirements(顾客特定要求的承诺记录/有毒物质依规范执行W SS-M99P9999-A1)/《OTS报告)/(D/CC核准书面记录)(遵照规范执行的声明)? 质量指数(Quality Indices)– Cpk- 稳定过程的能力指数,s的估计基于子组内变差–Ppk- 性能指数,s的估计基于总体变差? 初始过程研究的接受准则? Index Value > 1.67 :过程满足顾客的要求,批准后可以按照控制计划开始生产。
产品交付报告书(表格模板、DOC格式)

验收部门/联络人产品编号产品Fra bibliotek称合同编号
合同交模日
模具编号
模具名称
提交理由
□首次提交
□工程变更
□修模确认
□模具保养
□其他:
提交资料
□注件:模共件
□注件量精密点检表
□模具总装图
□模具零件图
□注件性能测试结果
□外观核准报告
□质量计划
□其他
声明
本人确认:本次提交之模具及样品,系本厂依客户之图纸要求及相关规范,并使用规定之材料,以正常的量产工具与生产制造程序完成的。我已注意到此声明的相关变异。
说明/建议:
厂商代表:职位:电话:
厂商名称:日期:
客户验收栏
制品尺寸符合性
□OK□NG
□合格□拒收
□其他
客户名称:
签署/日期:
模具外观
□OK□NG
配件是否完备
□OK□NG
是否适合量产
□OK□NG
生产件批准程序

S
S
*
R
2
工程更改文件(如果有)
R
S
S
*
R
3
顾客工程批准(如果有)
R
R
S
*
R
4
设计FMEA
R
R
S
*
R
5
过程流程图
R
R
S
*
R
6
过程FMEA
R
R
S
*
R
7
尺寸结果
R
S
S
*
R
8
材料、性能试验结果
R
S
S
*
R
9
初始过程研究
R
R
S
*
R
10
测量系统分析研究
R
R
S
*
R
11
具有资格的实验室文件
R
S
S
*
R
12
控制计划
R
3.3.2工装在同一工厂内移动(用于等效的设备,过程流程不改变,不拆卸工装),或
设备在同一工厂内移动(相同的设备、过程流程不改变)。
3.3.3设备方面的更改(具有相同的基本技术或方法的相同的过程流程)。
3.3.4等同的量具更换。
3.3.5重新平衡操作工的作业含量,对过程流程不引起更改。
3.3.6导致减少PFMEA的RPN值的更改(过程流程没有更改)。
(3)在相同的过程中变更了参数(属已批准的产品的PFMEA参数以外部分,包括包装)。
(4)已批准产品的DFMEA(产品组成、成分等级)以外部分的更改。
3.1.9试验/检验方法的更改—新技术的采用(不影响接受准则)。
3.2提交要求
产品外观项目控制流程图
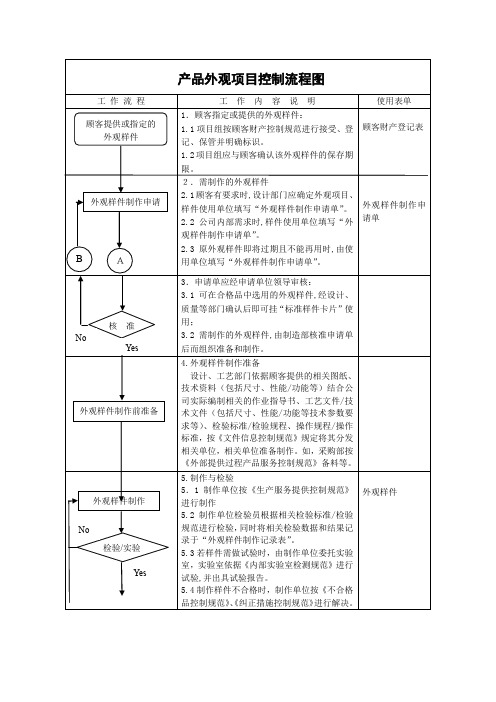
2.3原外观样件即将过期且不能再用时,由使用单位填写“外观样件制作申请单”。
顾客财产登记表
外观样件制作申请单
3.申请单应经申请单位领导审核:
3.1可在合格品中选用的外观样件,经设计、质量等部门确认后即可挂“标准样件卡片”使用;
3.2需制作的外观样件,由制造部核准申请单后而组织准备和制作。
标准样件
9.资料归档
9.1资料记录由技术部门按《文件信息控制规范》执行。
(2)不合格时,由制作单位按Q/6DG13.813《纠正与预防措施控制程序》进行,并重新制作直至合格后使用。
标准样件
7.使用准样件清单,以便进行统一管理。
7.2检验员或操作工依据作业指导书按外观样件对产品进行检查/检验或确认对比。
7.3当发生无法有效辨识产品外观质量时,一律以标准的外观样件作对比加以确认。
4.外观样件制作准备
设计、工艺部门依据顾客提供的相关图纸、技术资料(包括尺寸、性能/功能等)结合公司实际编制相关的作业指导书、工艺文件/技术文件(包括尺寸、性能/功能等技术参数要求等)、检验标准/检验规程、操作规程/操作标准,按《文件信息控制规范》规定将其分发相关单位,相关单位准备制作。如,采购部按《外部提供过程产品服务控制规范》备料等。
7.4在使用样件进行检查/检验或确认的场地必须保持有充足的光线照明,以供外观样件对比人员进行有效的对比。
7.5外观样件检验人员要求视力正常(含校正视力)在1.0(含)以上,且无色盲。对达不到要求的进行转岗或调岗处理。
8.维护与管理
8.1样件各管理单位应做好日常维护,保障样件完好。使用时,应小心、谨慎,避免损坏。8.2若产品外观项目需借助测量设备/仪器进行检查/检验或确认对比时,则该测量设备/仪器由实验室按《监视和测量资源控制规范》之规定进行维护/保养、控制和定期校准管理。
PPAP的适用范围

12
五、PPAP-批准要求(5)
9.初始过程研究: -允收规范: > 1.67(接受) , 1.33- 1.67(可接受但 需改善), < 1.33 (不接受); -不稳定制程:鉴定、评估、消除(如可能)特殊原因变 异,通知客户并提出行动计划; -界定单边规格或非常态分配之允收规范; -当制程无法改善时之对策: A.客户同意之行动计划; B.修改控制计划为 100%检验; C.持续改善之技术应用(4.2.5); D.减少变异直到Ppk/Cpk > 1.67或客户接受。
(4)使用其它替代作法或物料以生产先前批 准的零组件; (5).使用新的或修改后的工具(易损件除外)、 模具、铸具模型等,包括附加的和可替换 的工具进行生产。 (6).以重新刨光或重新组合的模具或设备所 生产的产品; (7).以变更后的方法或过程所生产的产品;
6
四、PPAP-提交时机
• (8).模具或设备移至其它厂区或场地;
• (9) 零件、材料或服务(如热处理/电镀)
的供应商变更时; • (10)工装或模具停止批量生產达到十二個 月或以上重新启用而生产的产品; • (11)被顾客以品质因素要求暂停交货时。
7
五、生产件批准的要求
对于每一零件,当出现“提交时机” (11种情况)中所述中各种情况之一时, 组织必须完成下述文件和项目(19项)。 “提交等级”(5种等级)中明确规定了
五、PPAP-批准要求(7)
13.零件提交保证书(PSW): --记录所有要求事项,各零件号分开记录,除 非客户同意; --查验所有皆符合客户要求后,由权责人员核准 之,且注明日期,职称,电话; --零件“净重量”应记录,随机抽取10件得其平 均 值,以Kg表示并精确到小数点后4位(0.0000)。 14.外观件批准报告AAR(如果适用): --被指定为“外观件”时,与生产件颜色、表面结 构 15
外观核准报告(AAR)
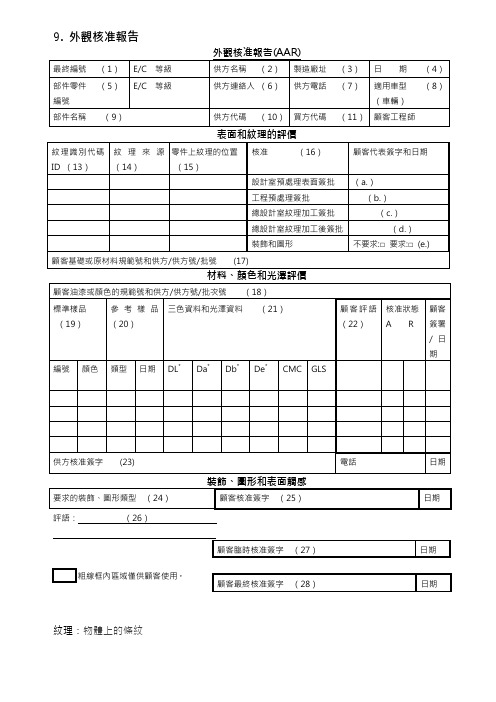
9. 外觀核准報告裝飾、圖形和表面觸感要求的裝飾、圖形類型(24)顧客核准簽字(25)日期評語:(26)顧客臨時核准簽字(27)日期顧客最終核准簽字(28)日期紋理:物體上的條紋粗線框內區域僅供顧客使用。
外觀核准件報告的填寫1)最終專案編號:工程部門給定的零件編號和工程更改等級。
2)供方名稱:填入部件和最終專案供方。
3)製造廠址:製造或裝配零件的場所。
4)日期:提交日期。
5)部門零件編號:工程部門給定的零件編號。
6)供方連絡人:供方負責提交的代表。
7)供方電話:與供方聯繫的電話號碼。
8)適用車型(車輛):該零件裝用的車輛型號和車型年。
9)部件名稱:填入零部件名稱。
10)供方代碼:填入顧客公司對零件製造和安裝的供方場所指定期代碼。
11)買方代碼:填入最終專案具體買方的代碼。
12)顧客工程師:填入顧客公司負責簽發提交零件的工程師的姓名。
13)紋理識別代碼:(適用時)填入顧客公司負責簽發提交零件的工程師的姓名。
14)紋理來源:(適用時)填入顧客公司紋理識別代號。
15)零件上紋理的位置:(適用時)填入區域和描述表面細微性。
16)表面和紋理的位置:(適用時)填入區域和描述表面細微性。
a)顧客公司設計部門經理(或指定的代表)對紋理加工前預處理表面的核准。
b)顧客公司答發/產品工程師授權核准進行紋理加工。
c)顧客公司設計部門/總設計室指定的代表授權進行進一步加工,包括對零件的簽字。
d)顧客公司設計部門總設計室指定的代表進行紋理加工後的核准。
注:在16a、16b和16c處沒有授權的簽字,則紋理加工不能進行。
e)顧客公司設計部門經理(或指定的代表)決定是否作為裝飾和圖形核准要求。
17)顧客基礎或原材料的規範號和供方/供方號/批次號:對於用於製造所提交零件的材料,填入顧客材料規範代碼、供方名稱、供方產品代碼和批次編號。
18)顧客公司的油漆或著色規範號和供方/供方號/批次號:對於用於製造所提交零件的材料,填入顧客公司油漆和著色的規範代碼、供方名稱、供方產品代碼和批次編號。
质量五大工具
TS16949的五大工具工作學習日記 2009-05-16 11:02 阅读53 评论0 字号:大大中中小小TS16949的五大工具:APQP、PPAP、FMEA、MSA、SPC一、APQP=Advanced Product Quality Planning 产品质量先期策划是生产件批准程序的参考指南,讲解了从产品设计开发到样件生产、试生产、生产控制计划的全过程。
二、PPAP=Production Part Approval Process 生产件批准程序即生产件认可过程,要求按照节拍生产,制造出的样件用于验证生产能力.PPAP生产件提交保证书:主要有生产件尺寸检验报告(FAI),外观检验报告(AAR),功能检验报告(这部分如是给客户提供原料,则多数由客户自行进行组装后的功能测试), 材料检验报告(SGS);外加一些零件控制方法和供应商控制方法,包括:失效模式与效应分析(FMEA)、制造工程品质控制计划(PMP即QC 工程图)、量测系统分析(MSA含GR&R)、作业标准(SOP)、检验标准(SIP)、初期制程能力分析(CPK)等;主要是制造型企业要求供应商在提交产品时做PPAP 文件及首件(样品),只有当ppap文件全部合格后才能提交,即正常交貨(除非客戶特許);当工程变更后还须提交报告。
PPAP是对生产件的控制程序,也是对质量的一种管理方法。
這里品保QA或QE參與的部分有:PMP、CPK、SIP、MSA和PSA(產品承認書的確認)、產品的檢驗與測試等。
TS/ISO規定應提交的文件和報告有:1. Design Records(设计记录/图纸)2. Any authorized Engineering Change Documents(工程更改文件)3. Engineering Approval, when required (客户工程批准)4. Design FMEA [Separate #](设计FMEA)5. Process Flow Diagram(过程流程图)6. Process FMEA [Separate #](过程FMEA)7. Dimensional Results(尺寸量测结果)8. Material & Performance Test Results(材料/性能测试结果)9. Initial Process Study [New Title](初始过程能力研究)10. Measurement System Analysis Studies(测量系统分析研究)11. Qualified Laboratory (合格的实验室文件) Documentation12. Control Plan(控制计划)13. Part Submission Warrant(零件提交保证书)14. Appearance Approval Report(外观核准报告,如需要)15. Bulk MaterialsReq.Checklist16. Sample Product [Separate #](送样零组件/确定的送样数量)17. Master Sample [Separate #](标准样件/封样用)18. Checking Aids(检查辅具)19. Records of Compliance with Customer-Specific Requirements(顾客特定要求的承诺记录/有毒物质依规范执行WSS-M99P9999-A1)/《OTS报告)/(D/CC 核准书面记录)(遵照规范执行的声明)? 质量指数(Quality Indices)– Cpk- 稳定过程的能力指数,s的估计基于子组内变差–Ppk- 性能指数,s的估计基于总体变差? 初始过程研究的接受准则? Index Value > 1.67 :过程满足顾客的要求,批准后可以按照控制计划开始生产。
生产性产品核准管理办法
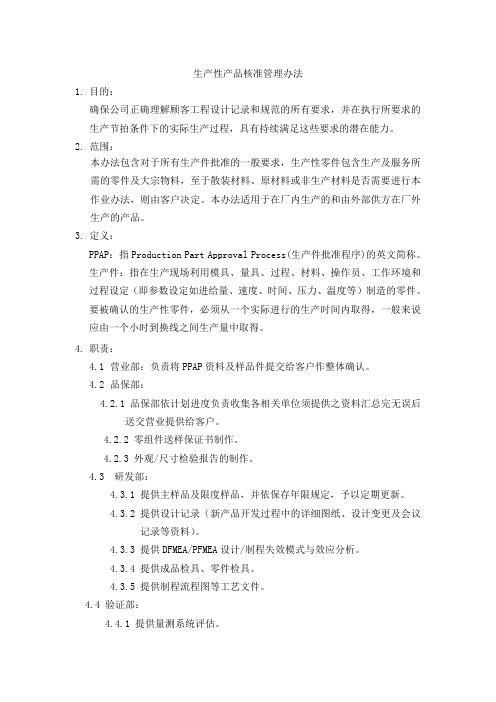
生产性产品核准管理办法1.目的:确保公司正确理解顾客工程设计记录和规范的所有要求,并在执行所要求的生产节拍条件下的实际生产过程,具有持续满足这些要求的潜在能力。
2.范围:本办法包含对于所有生产件批准的一般要求,生产性零件包含生产及服务所需的零件及大宗物料,至于散装材料、原材料或非生产材料是否需要进行本作业办法,则由客户决定。
本办法适用于在厂内生产的和由外部供方在厂外生产的产品。
3.定义:PPAP:指Production Part Approval Process(生产件批准程序)的英文简称。
生产件:指在生产现场利用模具、量具、过程、材料、操作员、工作环境和过程设定(即参数设定如进给量、速度、时间、压力、温度等)制造的零件。
要被确认的生产性零件,必须从一个实际进行的生产时间内取得,一般来说应由一个小时到换线之间生产量中取得。
4.职责:4.1营业部:负责将PPAP资料及样品件提交给客户作整体确认。
4.2品保部:4.2.1品保部依计划进度负责收集各相关单位须提供之资料汇总完无误后送交营业提供给客户。
4.2.2零组件送样保证书制作。
4.2.3外观/尺寸检验报告的制作。
4.3研发部:4.3.1 提供主样品及限度样品,并依保存年限规定,予以定期更新。
4.3.2 提供设计记录(新产品开发过程中的详细图纸、设计变更及会议记录等资料)。
4.3.3 提供DFMEA/PFMEA设计/制程失效模式与效应分析。
4.3.4 提供成品检具、零件检具。
4.3.5 提供制程流程图等工艺文件。
4.4 验证部:4.4.1 提供量测系统评估。
4.4.2 材质试验报告的制作。
4.5 制造部:制程能力评估报告数据收集,分析作成。
5工作流程5.1 流程图:见附件6.工作内容:6.1 当顾客和公司有需求和要求时,项目组和相关责任部门依[生产件批准程序]中的规定对提交给顾客批准的生产件制作PPAP资料,经项目组审查后,呈报公司领导(请明确:品保部经理还是总经理?)核准;如顾客有要求时,则将其提交给顾客批准。
PPAP作业规范
5.3.1 详细的设计资料或图纸(所有顾客及供应商之设计记录,如零组件图纸,CAD资料,规格书等细部图纸);
5.3.2 工程变更文件“工程变更申请表”;
5.3.3 顾客对工程的批准(如果要求);
5.3.4 工艺流程图;
5.3.5 过程FMEA;
5.3.6 全尺寸量测报告;
5.9.2 每个产品必须表示重量(单位至小数第四位,但顾客指定时则不限制)。若每个零件在0.1kg以下时,则用100个零件之平均为准。
5.9.3 材料试验:
公司须按合约之需求供应合乎规定的材料,并须附材质之证明及检验报告。若本公司无附材质证明者,则应找第三方有资质之检验单位代为验证并出示检验报告。
5.10 功能测试:
A. 使用其他结构或材质,比以往所核准的更适合时;
B. 使用新的或修改后的治具、工具(影响外观、结构和性能)时,但不含标准工具和易损的配件;
C. 工序变更、设备变更时;
D. 产品、治具或设备移到其它工厂生产,或厂内新增的的另一处生产时;
E. 原材料或外包部品有变更供应商时;
F. 在治具或设备停止量产达到或超过12个月以后重新使用而生产的产品;
d.在规定期限内或数量,若仍不符合核准之纠正计划,则顾客会判退件并不得交货。
C.拒收:
指从批量产品中提交出的样品和配备文件不符合顾客的要求。故在量产前必须先修改过程或文件经承认方可量产。
5.13 原始样件及记录之保存:
5.13.1 供应商应将原始样件及记录妥善保存,包含SPC及AAR记录;
5.13.2 记录内所含文件包括:
6. 参考资料
无
7. 使用表单
7.1 生产零件保证书
供应商样件核准程序()
再承认新厂商
7. 本次评估方式: □ 参数验证 □ 功能验证 □ 厂商
测试报告评估
8. □ 验证项目(如下表)
项 规格序述
目
验证结果
备注
保存年
版次
制订日 页次
文件编号
限
0 有 限 公 司
□承认作废通知书 □承认恢复通知书
日期:
年月 日
供应商
承认书编号
品
名
□ 作废理由 □ 恢复理由 购作废
保证书
(十二)
(六)试验结果
(十
三)过程/设计 FMEA
保存年
版次
制订日 页次
文件编号
限
01
期
7
3
版次
制订日 页次 保存年
文件编号
01
期
8限
3
xx 电子有限公司
样品承认评估报告
REE.NO.:
DATE:
PAGE:
1. 供应商/代理商:
2. xx 料号:
品名/规格:
3. 该制造商/代理商第 次送来承认 4. 将使用於
版次 文件编号 制订日 页次 保存年
01
期
1限
3
(2) 开发新供应商时,由采购直接向厂商索取样品同时填 写「样品承认申请
表」一份,经总经理核准后,交工程单位做承认作业。 6.2 索样
6.2.1 新机种或工程变更及客户特需之样品需求时,由 相关部门知会工程单位
填「样品需求表」,送交采购单位索取样品,以供 认可。
01
期
4限
3 8. 附件:
8.1 样品承认申请表 8.2 样品需求表 8.3 样品承认一览表 8.4 样品承认评估报告 8.5 承认作废/恢复通知书
建设项目核准申请报告

建设项目核准申请报告一、项目概况1.1项目背景随着经济的发展和人民生活水平的提高,市民对居住环境的要求越来越高。
为满足市民对优质住房的需求,我公司拟开展XXX建设项目。
1.2项目介绍本项目位于城市的核心地带,拟建XXXX平方米的居住区。
项目规划包括住宅楼、商业综合体、公共设施等。
项目总投资XXX万元,预计工期为两年。
二、项目技术可行性分析2.1市场需求分析根据市场调研和相关数据分析,本项目所在地区的居住需求量大且不断增加,市场潜力巨大。
2.2技术可行性本项目应用领先的建筑技术和设计理念,以确保建筑物的外观、安全性、舒适度等方面达到市场需求和相关标准。
三、项目经济可行性分析3.1投资估算根据项目规划和市场需求,预计本项目总投资XXX万元,其中包括土地购置费、设计费、建设费、设备购置费等。
项目预计损益分析显示将能获得可观的利润。
3.2经济效益分析根据市场需求和收费标准,预计项目建成后的年销售额将达到XXX万元,年利润将达到XXX万元。
四、项目环境影响评价报告4.1建设对环境的影响本项目建设将对周边环境产生一定的影响,具体包括土地利用、噪音污染、废水排放等。
我们将采取一系列措施进行环境保护,确保项目建设过程中对环境的影响最小化。
4.2环境保护措施我们将建设废水处理设施、噪音防护设施等,确保项目建设过程中对环境的污染控制在符合相关环境标准范围内。
五、项目风险与对策5.1市场风险市场需求变化、竞争加剧等因素可能会对项目的销售情况产生影响。
我们将密切关注市场动态,及时调整销售策略,降低市场风险。
5.2技术风险由于项目采用了领先的建筑技术,可能存在技术实施风险。
我们将确保项目技术方案合理、施工过程严格按照技术要求实施,降低技术风险。
5.3环境风险项目建设过程中可能会对环境产生一定的影响,存在环境风险。
我们将积极采取相应的环境保护措施,确保项目对环境的影响最小化。
六、项目进度计划6.1前期准备完成项目规划、设计、融资等前期准备工作,预计需XX个月。
生产件零件核准程序(附表)19
生产件零件核准程序II录一、范围---------------------------------------------------------------- 1二、定义---------------------------------------------------------------- 1三、目的---------------------------------------------------------------- 1四、何时要求提交-------------------------------------------------------- 1五、零件核准要求-------------------------------------------------------- 2六、提样等级------------------------------------------------------------ 3七、制程要求------------------------------------------------------------ 4八、记录和标准样品的保证------------------------------------------------- 10九、零件提样状态--------------------------------------------------------- 10 附件一保留/提交要求表--------------------------------------------------- 12附件二零件提交保证书的填写----------------------------------------------- 13 附件三零组件委托保证书--------------------------------------------------- 15 附件四外观核准报告的填写--------------------------------------------- 16 附件五外观核准报告------------------------------------------------------- 17 附件六生产性批准(尺寸结果)----------------------------------------------- 18 附件七生产性批准(材料试验结果)------------------------------------------- 19 附件八生产性批准(性能试验结果)--------------------------------------- 20一、范围:(1)文件涵盖的零件适用于生产用、售后服务用、大宗材料的生产核准要求。