典型产品压铸工艺数据库参考
(新)压铸工艺数据库系统_

压铸工艺数据库系统铸造是人类掌握比较早的一种金属热加工工艺,已有约6000年的历史。
中国约在公元前1700~前1000年之间已进入青铜铸件的全盛期,工艺上已达到相当高的水平。
中国商朝的重875公斤的司母戊方鼎,战国时期的曾侯乙尊盘,西汉的透光镜,都是古代铸造的代表产品。
早期的铸件大多是农业生产、宗教、生活等方面的工具或用具,艺术色彩浓厚。
那时的铸造工艺是与制陶工艺并行发展的,受陶器的影响很大。
中国在公元前513年,铸出了世界上最早见于文字记载的铸铁件晋国铸型鼎,重约270公斤。
欧洲在公元八世纪前后也开始生产铸铁件。
铸铁件的出现,扩大了铸件的应用范围。
例如在15~17世纪,德、法等国先后敷设了不少向居民供饮用水的铸铁管道。
18世纪的工业革命以后,蒸汽机、纺织机和铁路等工业兴起,铸件进入为大工业服务的新时期,铸造技术开始有了大的发展。
进入20世纪,铸造的发展速度很快,其重要因素之一是产品技术的进步,要求铸件各种机械物理性能更好,同时仍具有良好的机械加工性能;另一个原因是机械工业本身和其他工业如化工、仪表等的发展,给铸造业创造了有利的物质条件。
如检测手段的发展,保证了铸件质量的提高和稳定,并给铸造理论的发展提供了条件;电子显微镜等的发明,帮助人们深入到金属的微观世界,探查金属结晶的奥秘,研究金属凝固的理论,指导铸造生产。
在这一时期内开发出大量性能优越,品种丰富的新铸造金属材料,如球墨铸铁,能焊接的可锻铸铁,超低碳不锈钢,铝铜、铝硅、铝镁合金,钛基、镍基合金等,并发明了对灰铸铁进行孕育处理的新工艺,使铸件的适应性更为广泛。
50年代以后,出现了湿砂高压造型,化学硬化砂造型和造芯,负压造型以及其他特种铸造、抛丸清理等新工艺,使铸件具有很高的形状、尺寸精度和良好的表面光洁度,铸造车间的劳动条件和环境卫生也大为改善。
20世纪以来铸造业的重大进展中,灰铸铁的孕育处理和化学硬化砂造型这两项新工艺有着特殊的意义。
这两项发明,冲破了延续几千年的传统方法,给铸造工艺开辟了新的领域,对提高铸件的竞争能力产生了重大的影响。
典型产品压铸工艺数据库参考精编
典型产品压铸工艺数据库参考精编Lele was written in 2021面向对象(Object-Orientated)方法能够描述现实世界客观对象之间的层次关系、对象的操作方法、以及对象的性质等,从而反映了一个动态实体体系的各个层次与侧面。
建立对象模型的目的在于从实体中提取对具体应用有用的概念,并用易于理解的方式来描述。
压铸工艺与模具设计中出现的各个描述实体,如压铸合金,浇注系统,型腔镶块等,实际上都可由数据模型来定义。
压铸工艺数据库的建立,是为后续的面向对象压铸工艺与模具设计过程提供基本数据准备。
1 面向对象的压铸数据库系统建模面向对象的压铸数据库是一种基于面向对象思想的关系型数据库管理系统(OODBMS)。
将数据库中每一个描述实体都作为一个对象(Objec t),且每个对象是唯一可标识的。
对象是由描述实体所包含的一组数据和施加于这些数据上的操作组成。
具有相似性质的对象通过概括语义关系形成一个类(Class),对象是类的一个实例。
在OODBMS中,对象-类模型通过定义类,对象,对象间关系,以及标识类中对象的属性和操作来建立数据模型。
对象的操作包括事件(即消息),过程及方法等。
数据模型可由类图来表示,其一般结构如下:在本研究的OODBMS中,包括了压铸合金类数据库,压铸机类数据库,压铸件尺寸类数据库,模具标准零件类数据库等。
其类图可表达如下 (1)压铸合金类图(2)压铸机类图压铸机包括卧式冷压室压铸机,立式冷压室压铸机以及热压室压铸机等。
根据压铸零件的结构条件,确定浇注系统的结构形式,再选取适宜的压铸机类型。
(3)压铸件尺寸类图(4)模具标准零件类图模具标准零件类包括模板类(分套板,垫板和推出机构推板等形式),导套类,导柱类等导套类和导柱类还存在如下关联语义关系关于各个对象类的操作,将在后续的压铸工艺与模具设计中实现。
例如,对于压铸机类的“压室直径”(ChbDiameter)属性参数,在后续浇注系统设计模块与压室容量校核模块会发生如下操作Global ChbDiameter As Double′在项目标准模块中定义全局变量:Private Sub PourSys—Click()′浇注系统设计菜单驱动事件:规则”′按规则访问数据库记录压室直径”).Value′提取当前记录中压室直径字段的数据Parameters=Function(ChbDiameter)′浇注工艺参数设计函数End SubPrivate Sub ChbVolumeChk—Click()′压室容量校核菜单驱动事件Check(ChbDiameter)′调用校核过程End Sub其中,浇注工艺参数设计函数Function()的建模已在文献[1]予以论述,校核过程Check()的定义见文献[2]。
压铸工艺参数分析(精)
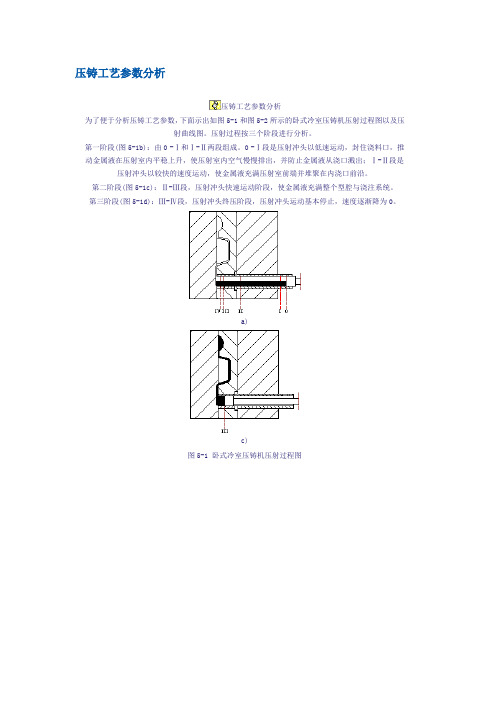
压铸工艺参数分析压铸工艺参数分析为了便于分析压铸工艺参数,下面示出如图5-1和图5-2所示的卧式冷室压铸机压射过程图以及压射曲线图。
压射过程按三个阶段进行分析。
第一阶段(图5-1b):由0 -Ⅰ和Ⅰ-Ⅱ两段组成。
0 -Ⅰ段是压射冲头以低速运动,封住浇料口,推动金属液在压射室内平稳上升,使压射室内空气慢慢排出,并防止金属液从浇口溅出;Ⅰ-Ⅱ段是压射冲头以较快的速度运动,使金属液充满压射室前端并堆聚在内浇口前沿。
第二阶段(图5-1c):Ⅱ-Ⅲ段,压射冲头快速运动阶段,使金属液充满整个型腔与浇注系统。
第三阶段(图5-1d):Ⅲ-Ⅳ段,压射冲头终压阶段,压射冲头运动基本停止,速度逐渐降为0。
a)c)图5-1 卧式冷室压铸机压射过程图图5-2 卧式冷室压铸机压射曲线图s--冲头位移曲线 P0--压力曲线 v--速度曲线1、压力参数(1)压射力压射冲头在0-Ⅰ段,压射力是为了克服压射室与压射冲头和液压缸与活塞之间的摩擦阻力;Ⅰ-Ⅱ段,压射力上升,产生第一个压力峰,足以能达到突破内浇口阻力为止;Ⅱ-Ⅲ段,压射力继续上升,产生第二个压力峰;Ⅲ-Ⅳ段,压射力作用于正在凝固的金属液上,使之压实,此阶段有增压机构才能实现,此阶段压射力也叫增压压射力。
(2)比压比压可分为压射比压和增压比压。
在压射运动过程中0-Ⅲ段,压射室内金属液单位面积上所受的压射力称为压射比压;在Ⅲ-Ⅳ段,压射室内金属液单位面积上所受的增压压射力称为增压比压。
比压是确保铸件质量的重要参数之一,推荐选用的增压比压如表5-1所示。
表5-1 增压比压选用值(单位:MPa)(3)胀型力压铸过程中,充填型腔的金属液将压射活塞的比压传递至型(模)具型腔壁面上的力称为胀型力。
主胀型力的大小等于铸件在分型面上的投影面积(多腔模则为各腔投影面积之和),浇注系统、溢流、排气系统的面积(一般取总面积的30%)乘以比压,其计算公式如下F主=APb/10式中 F主-主胀型力(KN);A-铸件在分型面上的投影面积(cm2);Pb-压射比压(MPa)。
压铸常用的经验公式及工艺参数选用表
3.8
0.05~0.12
5
0.06~0.2
6.4
0.08~0.3
序号 1 2 3 4
5 6 7 8 9 10 11
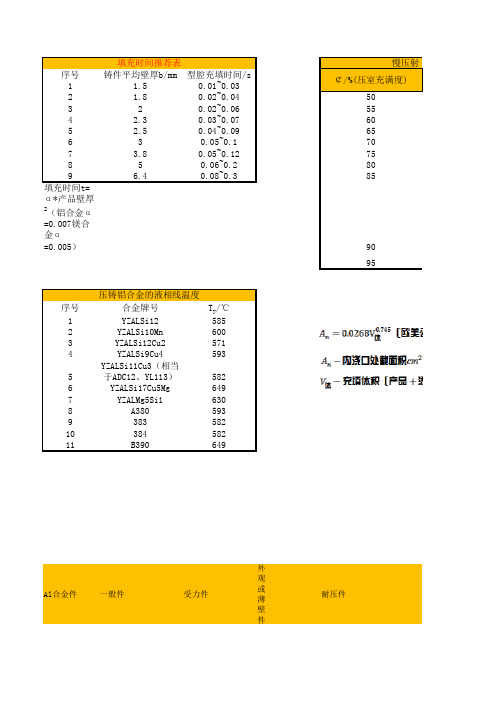
压铸铝合金的液相线温度
合金牌号
YZALSi12 YZALSi10Mn YZALSi12Cu2 YZALSi9Cu4 YZALSi11Cu3(相当 于ADC12、YL113) YZALSi17Cu5Mg YZALMg5Si1
序号 1 2 3 4 5 6 7 8 9
填充时间t= α*产品壁厚 2(铝合金α =0.007镁合 金α =0.005)
填充时间推荐表
铸件平均壁厚b/mm 型腔充填时间/s
1.5
0.01~0.03
1.8
0.02~0.04
2
0.02~0.06
2.3
0.03~0.07
2.5
0.04~0.09
3
0.05~0.1
A380 383 384 B390
Ty/℃ 585 600 571 593
582 649 630 593 582 582 649
慢压射(临界)速度 ¢/%(压室充满度)
50 55 60 65 70 75 80 85
90 95
Al合金件
一般件
外
观
受力件
或 薄
壁
件
耐压件
比压范围
30~50
4
0
45~80
~
6
0
80~120
慢压射(临界)速度
压室直径
50
90
0.404 0.542
0.362 0.458
0.321 0.431
0.281 0.
0.166 0.223
压铸工艺技术
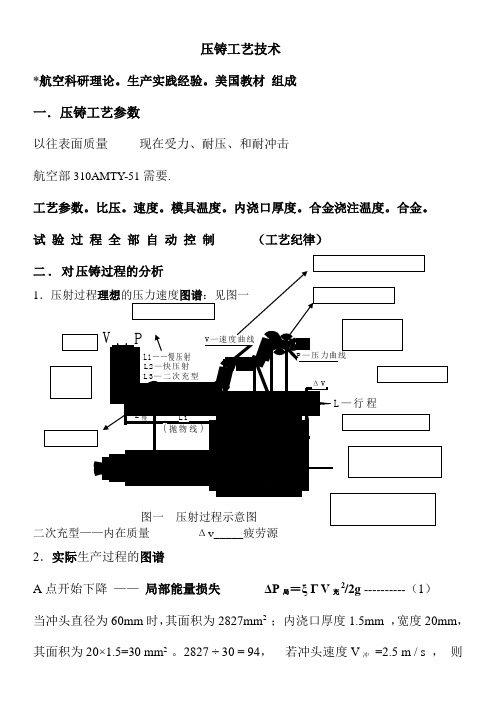
压铸工艺技术*航空科研理论。
生产实践经验。
美国教材组成一.压铸工艺参数以往表面质量现在受力、耐压、和耐冲击航空部310AMTY-51需要.工艺参数。
比压。
速度。
模具温度。
内浇口厚度。
合金浇注温度。
合金。
试验过程全部自动控制(工艺纪律)二次充型——内在质量Δv_____疲劳源2.实际生产过程的图谱A点开始下降——局部能量损失ΔP局=ξΓ V充2/2g ----------(1)当冲头直径为60mm时,其面积为2827mm2 ;内浇口厚度1.5mm ,宽度20mm,其面积为20×1.5=30 mm2 。
2827 ÷ 30 = 94,若冲头速度V冲=2.5 m / s ,则V充=2.5 m / s×94=235 m/s ∵2352∴ΔP局非常大图二常见的压射过程示意图合金液和容杯壁的磨擦。
气瓶中液面太高。
冲头被切。
容杯不贴合不同心。
(整体容杯)三.压铸机的能量分配(压力降——管道入,出的压差)图三压射系统示意图F=K1ΔP机+K2ΔP局+K3N ---------(2)局部还有沿程U和V充之间存在一些面积之比的差值,比值是个常数∴K1ΔP机越小越好1.从P___Q2图看压铸机所需的能量每一项都是二次方是一条二次曲线如图四A。
P=Pmax(1- Q2/Q2max) (在此不予证明)将横坐标的标值是用Q的平方来标定(u=Q2),则得出的是直线(如图四B)。
图四A P----Q图图四B P----Q2图图四C:美国400吨压铸机的P___Q2图P___Q2图的绘制:定两个点:*合金液充满型腔的瞬时ΔP机=ΔP局=0 冲头不运动∴F= K3N P= Pmax Q充= 0;*全速空压射时没有合金液,所以ξ=0;ΔP局=0= K3N作用在合金液上的比压P=0V冲= V冲max V充= V充max ,Q充= Q充max。
美国资料中以400吨机床为例绘制P___Q2图:机床工作压强为1500磅/吋2压射缸活塞面积为A2=23.76吋2;冲头面积为7.07吋2(直径为3吋)。
完美终结版压铸资料
压铸资料目录:一,压机参数型号二,理论公式三,流道计算四,流道设计注意点五,压铸产品常见问题处理六,工作中注意点七,四个详细设计例子八,详图尺寸设计例子九,3D及照片流道压机参数型号理论公式锁模力:T=1.3AP/1000A: 成品投影面积cm平方.1.3: 是成品投影面积上流道,溢流井等的全部投影面积概算比率,即1.3A是铸件全投影面积.非配合面最小出模外表面度数0.3度,内表面度数1度.字体高度0.3以上,出来0.8左右,字体间隙0.3以上.内浇口截面积计算公式:Ag=G/ρVg tAg=内浇口截面积G=通过内浇口的金属液体质量ρ=液态铝密度为2.4Vg=内浇口的金属液体流速T=填充时间T=b1s1+b2s2+b3s3+…./s1+s2+s3….B1b2b3铸件某部位的壁厚S1S2S3壁厚为B1b2b3铸件部位的面积压射比压:Pb=4Py/πd平方Pb=比压Py=压射力D=压室直径流道计算内浇口截面积计算电机风叶铸件重为0. 14kg , 内浇口截面积可由下式求得:F 内= Q/νv TF 内———内浇口截面积,cm2Q ———铸件重量,gν———液态金属的密度,查表ν= 2. 4g/ cm2v ———内浇口处金属液的流速,查表: v =18. 5m/ sT ———充填型腔的时间,查表: T = 0. 081s∴F 内=(0. 14 ×1 000)/(2. 4 ×18. 5 ×100 ×0. 081 )= 0. 39cm2 计算反压力P 反P 反= ∑FP∑F = (1. 3~1. 5) F1式中∑F ———铸件在分型面上的总投影响面积mmP ———压射比压,取50MPaF1 ———铸件的投影响面积,mm2P 反= 1. 3 ×(14/ 2) 2 ×3. 14 ×500 = 1 000kNP 锁= K ( P 反+ P 法)K 为安全系数,取1. 2 ,则P 锁= 1 240kN ,故选择了J 113 型卧式冷室压铸机。
压铸工艺参数表
压铸工艺参数表【实用版】目录1.压铸工艺参数表概述2.压铸工艺参数表的内容3.压铸工艺参数表的应用正文压铸工艺参数表是一种记录和控制压铸生产过程中各项参数的表格,对于保证压铸件质量、提高生产效率具有重要作用。
在压铸工艺中,涉及到很多参数,如压铸机的压力、速度、温度等,这些参数对压铸件的质量和生产效率产生重要影响。
因此,制定一个合理的压铸工艺参数表,对于保证压铸生产过程的稳定性和可靠性至关重要。
压铸工艺参数表的内容主要包括以下几个方面:1.压铸机型号和规格:记录压铸机的型号、规格等信息,以便于生产过程中对压铸机进行管理和维护。
2.压铸参数:包括压铸压力、速度、温度等关键参数,这些参数对于压铸件的质量和生产效率具有重要影响。
3.压铸材料:记录压铸材料的种类、牌号等信息,以便于生产过程中对材料进行管理和控制。
4.模具信息:包括模具的型号、规格、使用次数等,以便于生产过程中对模具进行管理和维护。
5.生产批次和时间:记录生产批次和时间,方便生产过程的追溯和管理。
6.质量检测:包括压铸件的缺陷、尺寸、表面质量等检测结果,以便于对生产过程进行分析和改进。
压铸工艺参数表在实际应用中的作用主要体现在以下几个方面:1.保证压铸件质量:通过合理控制压铸工艺参数,可以有效减少压铸件的缺陷,提高压铸件的质量。
2.提高生产效率:通过对压铸工艺参数的优化,可以提高生产效率,降低生产成本。
3.便于生产过程的管理和控制:通过压铸工艺参数表,可以方便地记录和管理生产过程中的各项参数,为生产过程的控制和改进提供依据。
4.有助于故障分析和排除:当生产过程中出现故障时,可以通过压铸工艺参数表进行分析和排除,提高故障排除效率。
总之,压铸工艺参数表在压铸生产过程中具有重要作用,对于保证压铸件质量、提高生产效率具有重要意义。
典型产品压铸工艺数据库参考

面向对象(Object-Orientated)方法能够描述现实世界客观对象之间的层次关系、对象的操作方法、以及对象的性质等,从而反映了一个动态实体体系的各个层次与侧面。
建立对象模型的目的在于从实体中提取对具体应用有用的概念,并用易于理解的方式来描述。
压铸工艺与模具设计中出现的各个描述实体,如压铸合金,浇注系统,型腔镶块等,实际上都可由数据模型来定义。
压铸工艺数据库的建立,是为后续的面向对象压铸工艺与模具设计过程提供基本数据准备。
1 面向对象的压铸数据库系统建模面向对象的压铸数据库是一种基于面向对象思想的关系型数据库管理系统(OODB MS)。
将数据库中每一个描述实体都作为一个对象(Object),且每个对象是唯一可标识的。
对象是由描述实体所包含的一组数据和施加于这些数据上的操作组成。
具有相似性质的对象通过概括语义关系形成一个类(Class),对象是类的一个实例。
在O ODBMS中,对象-类模型通过定义类,对象,对象间关系,以及标识类中对象的属性和操作来建立数据模型。
对象的操作包括事件(即消息),过程及方法等。
数据模型可由类图来表示,其一般结构如下:在本研究的OODBMS中,包括了压铸合金类数据库,压铸机类数据库,压铸件尺寸类数据库,模具标准零件类数据库等。
其类图可表达如下(1)压铸合金类图(2)压铸机类图压铸机包括卧式冷压室压铸机,立式冷压室压铸机以及热压室压铸机等。
根据压铸零件的结构条件,确定浇注系统的结构形式,再选取适宜的压铸机类型。
(3)压铸件尺寸类图(4)模具标准零件类图模具标准零件类包括模板类(分套板,垫板和推出机构推板等形式),导套类,导柱类等导套类和导柱类还存在如下关联语义关系关于各个对象类的操作,将在后续的压铸工艺与模具设计中实现。
例如,对于压铸机类的“压室直径”(ChbDiameter)属性参数,在后续浇注系统设计模块与压室容量校核模块会发生如下操作Global ChbDiameter As Double′在项目标准模块中定义全局变量:Private Sub PourSys—Click()′浇注系统设计菜单驱动事件:规则”′按规则访问数据库记录压室直径”).Value′提取当前记录中压室直径字段的数据Parameters=Function(ChbDiameter)′浇注工艺参数设计函数End SubPrivate Sub ChbVolumeChk—Click()′压室容量校核菜单驱动事件Check(ChbDiameter)′调用校核过程End Sub其中,浇注工艺参数设计函数Function()的建模已在文献[1]予以论述,校核过程Check()的定义见文献[2]。
压铸工艺参数

1、金属静压
p1
ps (1
v02 vm2 ax
)
2
p stat
p s
d1 d0
式中, p1为压射缸压力(Mpa);ps为蓄能器压力(Mpa);v0为冲头速度 (m/s);vmax为冲头最大空压射速度(m/s) ;pstat 为压射终了金属静压 (Mpa);d0为冲头直径(m);d1为压射缸直径(m)。
厚(mm)。
根据热量比可以得到几种合金的充型时间τ比
τMg:τZn︰τAl:τCu=0.51︰0.65︰1︰1.8
压铸工艺参数
1.3 时间参数
1、充时间
充型时间应该尽可能短,目的是使充型时铸件最小的部位或液流 的远端不产生早期凝固;但从另一方面考虑又要尽可能长些,以便空 气及金属熔体流动时所产生的涂料蒸汽有足够的时间逸出。根据这两 方面的矛盾要求综合考虑,选择最佳的充型时间。充型时间与壁厚有 关的推荐值,可参考下表。
压铸工艺参数
1.1 压力参数
2、充型压力
充型压力(也称为流动压力)与流速有关,按伯努利方程似稳流计算:
v 2p
式中,v为流速(m/s);p为充型压力(Mpa) ; ρ为金属密度(kg/m3)
设喷嘴或内浇口速度为 va ,则p为
p va2
2
设阻尼系数为 ξ,则p为
p
va 2
2 2
若设Q为金属熔体的流量(m3/s), Sa 为内浇口截面积(m2 ),
常用留模时间见下表
单位:h
压铸工艺参数
1.4 温度参数
1、浇注温度
金属液从压室至充满型腔的平均温度称为浇注温度。为了保证铸 件质量、提高模具寿命,浇注温度应尽可能低,一般为合金液相线以 上20~50℃,实际采用的压铸合金浇注温度,见下表。
压铸过往不良经验总结数据库
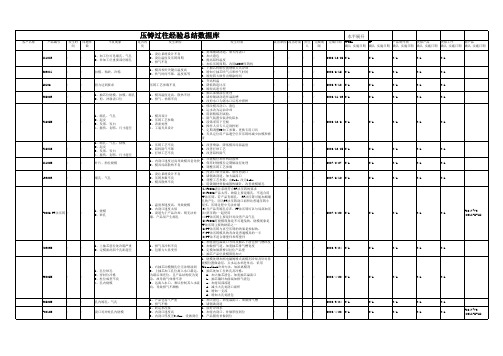
2、每日换字符时必须省修动定模烧模处并做涂层
1、盲孔针定模面及盲孔针烧扣模严 3、保证盲孔针定模面有足够的脱模斜度。
重
4、带运水的盲孔针运水必须做到位,并保证运水
2、盲孔针定模面扣裂及右抽芯扣裂 畅通 3、充填时流态不正常或补缩能力差 5、右抽芯扣模严重时需要烧焊补平,防止拉裂漏
/
/
/
/
2008/5/1 N/A
几率
4、排气不良,产品加工余量大 5、压铸的过程控制要做到位,首啤前热模,烧模
N/A
N/A
N/A
N/A
、缩孔位冷却水要开
6、新模回厂是检查要到位
1、缩孔
/
/
2、飞料
3、烧模、镶针断
1、减低模温,开冷却水
2、出现冲头磨损时,更换冲头
1、模具温度高
3、更换镶针材料SKD61为YXR33,有更高硬度和耐
2、冲头磨损严重
2、合理的安排生产机号,对减少异常停机很有 利,同时也可以减少DC机边报废 3、减少DC操作员的非操作压铸机的负担,可直接 减少停机率,同时也可以减少DC机边报废
/
/
/பைடு நூலகம்
/
2008/2/24 N/A
N/A
N/A
N/A
N/A
4、采用系统的数据分析,有益于从根本上改善产
品
客户名称
产品编号
T2401M
B0511R F0819Z F0820Z S3003M H2119M A5704Z P1502M F0829 F0819 / /
1、模具配红不好
1、改善模具配红状况
2、机边保温炉快到换锅时间、炉内 2、机边要经常除渣,及时更换机边保温炉
杂质多
收录《铸造技术》的18家数据库(网站)

[ ] 刘 平 , 3 黄金 亮 , 海 澄 , . 速 凝 固 高 强 度 高 导 电 C - 顾 等 快 u C 合 金 的 组 织 和 性 能 [] 兵 器 材 料 科 学 与 工 程 ,9 92 r J. 1 9 ,2
r・ ・ ・ ・ ・ ・ ・ ‘ 。 ・ ・ ・ ’ ◆ 。 。 ・ ‘ “ ・ 。 ◆ ・‘ ・ ◆ ◆ ・。 。 ◆ ・ ・ ’ ;
中国学术 期 刊综 合评 价数 据 库 中国科 学论 文统 计 与分 析数 据库
中国科 技论 文与 引 文数 据库 中国《 属 文摘 》 据库 金 数 中国《 冶金 文摘 》 据库 数 中 国科 技 期 刊篇名 数 据库 中 国科 技 期 刊数据 库 美 国《 学文 摘 》 C 数 据库 化 ( A) 美 国《 属文 摘 》 MA) 据库 金 ( 数 万方 数据 库 华 艺数 位艺 术股 份 有 限公 司数 据库 中国学 术期 刊 文摘 ( 文版 ) 据库 英 数 中 国期 刊 网 (z . hn jun 1n tc ) zj c ia r a. e.n s o 中 国市场 网 ( w.o mak tn t ww fr r e. e)
维普资讯
《 造 技 术 》0 2 0 铸 1/ 0 7
洪 丽 华 等 : 锭 品位 对 低 压 铸造 黄 铜 水 暖 铸 件 冶 金 缺 陷 的 影 响 铜
( 1): 2 1 . 1 — 5
3 结 论
( )A、 1 B两 种铜 锭 的成 分 相 差 不 大 , B铜 锭 的 但
Tr n a -t n . 9 7, 1 5 : 3 . a s c l s 1 9 ( 0 ) 3 3 o
[ ] 《 有 色 金 属 材 料 加 工 手 册 》 写 组 . 有 色 金 属 材 料 加 1 重 编 重 工 手 册 ( 二 分 册 )M] 北 京 ; 金 工 业 出版 社 ,9 9 第 [ . 冶 17 . [ ] 黄 良余 . 造 有 色 合 金 及 其 熔 炼 [ . 京 : 防 工 业 出 2 铸 M] 北 国
压铸工艺标准样本

周转至下序
模具编号 HF-0012 ¢70 图号 数量
操作要点 工作前核对所有相关工艺参数。 铸件壁厚处多喷其余均匀喷涂,模具局部发白处应涂刷强力脱模
图片
使用频率 1次/模 1次/模 根据需要 铝液温度 泵室温度 一快行程 二快速度 增压速度 压射时间 增压压力 二快压力
配比 原液 0.118055556 原液 640±10℃ 693±13℃ 500 70±10% 70±10% 3s ≥30MPa
合模
加料
压射
保压冷却
顶回 自检
塞杆退回
冲头润滑
设备 压铸机 压铸机工艺储存编号 模具名称 模具 发电机支架压铸模 压室直径 镶件名称 镶件 涂料名称/型号 涂 料 冲头润滑油/PL-5 型腔脱模剂/3188 抗焊合蜡 模温机温度 压射低速 余料厚度 工 艺 参 数 二快位置 增压位置 压射终止 冷却时间 热模数 25-30mm 2700±300 3600±100 4700~4800 2.3±0.7s 25±5件 200±25℃
自检要点 1、模具所有型芯不得有断、弯 2、铸件不得有裂纹、收缩、欠铸 3、铸件不得有严重拉伤,出模拉伤应≤0.2mm 4、日期标识正确
压铸工艺参数分析(一)
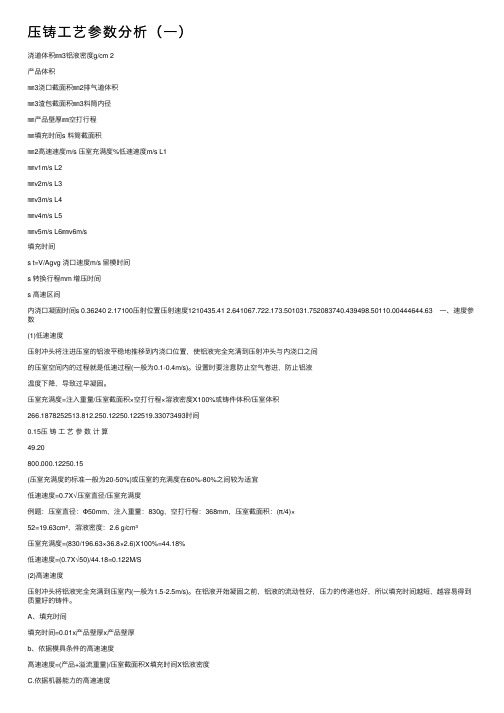
压铸⼯艺参数分析(⼀)浇道体积㎜3铝液密度g/cm 2产品体积㎜3浇⼝截⾯积㎜2排⽓道体积㎜3渣包截⾯积㎜3料筒内径㎜产品壁厚㎜空打⾏程㎜填充时间s 料筒截⾯积㎜2⾼速速度m/s 压室充满度%低速速度m/s L1㎜v1m/s L2㎜v2m/s L3㎜v3m/s L4㎜v4m/s L5㎜v5m/s L6㎜v6m/s填充时间s t=V/Agvg 浇⼝速度m/s 留模时间s 转换⾏程mm 增压时间s ⾼速区间内浇⼝凝固时间s 0.36240 2.17100压射位置压射速度1210435.41 2.641067.722.173.501031.752083740.439498.50110.00444644.63 ⼀、速度参数(1)低速速度压射冲头将注进压室的铝液平稳地推移到内浇⼝位置,使铝液完全充满到压射冲头与内浇⼝之间的压室空间内的过程就是低速过程(⼀般为0.1-0.4m/s)。
设置时要注意防⽌空⽓卷进,防⽌铝液温度下降,导致过早凝固。
压室充满度=注⼊重量/压室截⾯积×空打⾏程×溶液密度X100%或铸件体积/压室体积266.1878252513.812.250.12250.122519.33073493时间0.15压铸⼯艺参数计算49.20800.000.12250.15(压室充满度的标准⼀般为20-50%)或压室的充满度在60%-80%之间较为适宜低速速度=0.7X√压室直径/压室充满度例题:压室直径:Φ50mm,注⼊重量:830g,空打⾏程:368mm,压室截⾯积:(π/4)×52=19.63cm²,溶液密度:2.6 g/cm³压室充满度=(830/196.63×36.8×2.6)X100%=44.18%低速速度=(0.7X√50)/44.18=0.122M/S(2)⾼速速度压射冲头将铝液完全充满到压室内(⼀般为1.5-2.5m/s)。
压铸工艺数据库系统
压铸工艺数据库系统现在铸造工厂所使用的造型方法,过去十年间没有大的变化而造型技术有了大的进步。
对湿砂造型、精密砂型、消失模铸造分别叙述如下。
1.湿砂造型法。
Mount公司认为:适用于大部分金属材质、大批量生产的造型法中,粘土湿砂造型是最经济的造型法。
铸造工厂装备有最新技术的操纵装置,就应逐步做到,用湿型砂操纵技术能够反复得到最佳的性能。
这些操纵装置包含,筛分分离金属、回用砂的冷却、回用砂混练时准确释量添加剂等等。
Vulcan 公司认为,现在的粘土湿砂造型机具有优良的性能,能以二年前从未达到过的速度,制造要求严格、同意差别很小时湿砂型。
再加上准确操纵效率高的供砂装置,使粘土湿砂型在铁基合金与非铁合金的造型中保持最重要的地位。
Macler Assoc认为,在湿砂造型中,垂直分型与水平分型两种加以比较,关于大批量生产中、小型,灰铁件或者球铁件的铸造工厂,重直分型造型都占优势,因其设备费用比较便宜、能够高速造型、所需人员少、紧实度的偏差小等优点。
但使用垂直分型工艺,在浇口方案与昌口与形态上,与在用复杂的芯子、过滤片、冷铁、套管、舂入芯等方面都受到限制。
此外,用流淌性好的合金铸造时,由于金属静压比较高,容易引起金属渗透粘砂。
在制造有色合金铸件方面,已设计了适合这类合金铸件的大批量生产各类特性垂直分型造型法,现正在推广。
但是,具有要求的机械特性的铸件,在用这种造型法达到相当高度的大批量生产之前,作为大批量铝合金铸件的生产方式,金属型铸造法依然占有优势。
Macler Assoc认为,水平分型湿砂型铸造法,关于中、小批量铸造工厂,还是有利的造型法之一,不管是上型、下型方式,或者双面模板方式,对复杂铸件的生产都有习惯性。
可在一个循环期内更换模样,短时间运行、长时间运行都能够有效的进行生产。
但手工操作需要机械化,为了保证生产表面优良、尺寸精度高的铸件,还需对整套设备进行改造。
温砂造型法的选择,需要考虑下列各点:◆要有能造型出硬度均一的高质量铸型的造型设备。
压铸工艺参数表
压铸工艺参数表
(实用版)
目录
一、压铸工艺参数表概述
二、压铸工艺参数表的主要内容
三、压铸工艺参数表的应用与意义
正文
一、压铸工艺参数表概述
压铸工艺参数表是一种记录和描述压铸生产过程中各个参数的表格,它能够全面反映压铸件生产过程中的各种条件和因素。
通过压铸工艺参数表,企业可以更好地控制生产过程,确保压铸件质量,提高生产效率,降低生产成本。
二、压铸工艺参数表的主要内容
压铸工艺参数表主要包括以下几个方面的内容:
1.压铸机型号和规格:记录生产过程中所使用的压铸机型号和规格,方便企业对设备进行管理和维护。
2.合金材料:记录所使用的合金材料类型和牌号,以确保压铸件的性能和质量。
3.压铸压力和速度:记录压铸过程中的压力和速度,以便调整和优化生产工艺。
4.模具温度和喷涂:记录模具在生产过程中的温度和喷涂情况,以保证压铸件的表面质量和模具的使用寿命。
5.压铸周期和生产效率:记录压铸周期和生产效率,以便企业对生产过程进行分析和改进。
6.废品和合格品:记录废品和合格品的数量和原因,以便企业对产品质量进行分析和改进。
7.其他参数:记录其他影响压铸件质量的生产条件和因素,如熔炼温度、浇注温度等。
三、压铸工艺参数表的应用与意义
压铸工艺参数表在压铸生产过程中具有重要的应用和意义:
1.提供生产过程的实时数据,便于企业对生产过程进行监控和管理。
2.为企业改进生产工艺和提高产品质量提供依据。
3.有助于企业提高生产效率和降低生产成本。
4.有助于企业对压铸设备和模具进行有效的维护和管理。
压铸工艺流程图示
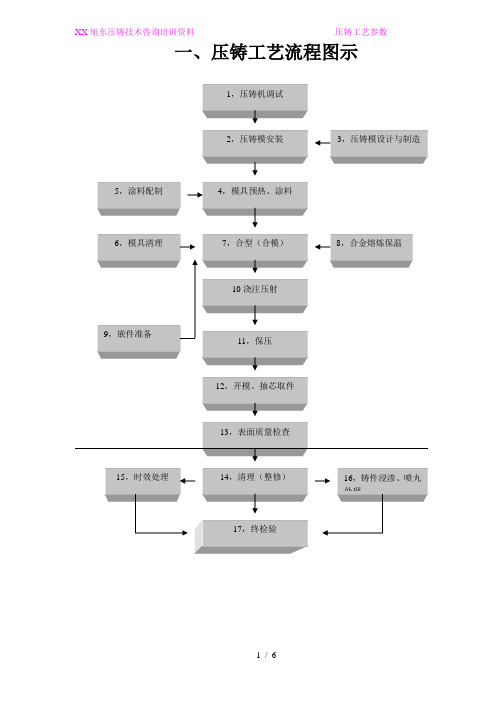
一、压铸工艺流程图示二、压射压力P3 P4压力P2P1P2P1T1t2t3t4 保压时间升压充填增压注:t1金属液在压室中未承受压力的时间;P1为一级(慢速)t2金属液于压室中在压射冲头的作用下,通过内浇口充填型腔的时间;P2为二级(快速)t3充填刚刚结束时的舜间;P3为三级(增压)t4最终静压力;P4为补充压实铸件4P yP b=Лd2式中:P b比压(Mpa); Py机器的压射力(N);(压射力=压射缸直径×蓄压器压射时间最小压力)d压室(冲头)直径(MM)选择比压考虑的的主要因素XX旭东压铸技术咨询培训资料压铸工艺参数比压因素选择条件高低壁厚薄壁厚壁压铸件结构形状复杂简单工艺性差些好些结晶温度X围大小压铸合金特性流动性差好密度大小比强度大小阻力大小浇注系统散热速度快慢公布合理不太合理排溢系统截面积大小内浇口速度快慢温度合金与压铸模具温度大小●压铸各种合金常用比压表(Mpa)铸件壁厚≤3(mm)铸件壁厚>3(mm)合金结构简单结构复杂结构简单结构复杂锌合金20-3030-4040-5050-60铝硅、铝铜合金25-3535-4545-6060-70铝、镁合金30-40 40-5050-6565-75镁合金30-40 40-5050-6565-80铜合金40-50 50-6060-7070-80●压力损失折算系数K直浇道导入口截面F1,K值与内浇铸口截面F2之比>1=1<1立式冷室压铸机0.66-0.700.72-0.740.76-0.78卧式冷室压铸机0.88XX旭东压铸技术咨询培训资料压铸工艺参数●压射速度浇注金属液量占压室容积百分数(%)压射速度(cm/s)≤3030-4030-6020-30>60 10-20●高压速度计算公式:VVh=×[1+(n-1)×0.1]1/4Лd2T式中:Vh高速压射速度(CM/S);V型腔容积(CM3);N型腔数;D冲头直径(CM);T适当的充填时间。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
压铸工艺数据库系统
面向对象(Object-Orientated)方法能够描述现实世界客观对象之间的层次关系、对象的操作方法、以及对象的性质等,从而反映了一个动态实体体系的各个层次与侧面。
建立对象模型的目的在于从实体中提取对具体应用有用的概念,并用易于理解的方式来描述。
压铸工艺与模具设计中出现的各个描述实体,如压铸合金,浇注系统,型腔镶块等,实际上都可由数据模型来定义。
压铸工艺数据库的建立,是为后续的面向对象压铸工艺与模具设计过程提供基本数据准备。
1 面向对象的压铸数据库系统建模
面向对象的压铸数据库是一种基于面向对象思想的关系型数据库管理系统(OODB MS)。
将数据库中每一个描述实体都作为一个对象(Object),且每个对象是唯一可标识的。
对象是由描述实体所包含的一组数据和施加于这些数据上的操作组成。
具有相似性质的对象通过概括语义关系形成一个类(Class),对象是类的一个实例。
在OODB MS中,对象-类模型通过定义类,对象,对象间关系,以及标识类中对象的属性和操作来建立数据模型。
对象的操作包括事件(即消息),过程及方法等。
数据模型可由类图来表示,其一般结构如下:
在本研究的OODBMS中,包括了压铸合金类数据库,压铸机类数据库,压铸件尺寸类数据库,模具标准零件类数据库等。
其类图可表达如下
(1)压铸合金类图
(2)压铸机类图
压铸机包括卧式冷压室压铸机,立式冷压室压铸机以及热压室压铸机等。
根据压铸零件的结构条件,确定浇注系统的结构形式,再选取适宜的压铸机类型。
(3)压铸件尺寸类图
(4)模具标准零件类图
模具标准零件类包括模板类(分套板,垫板和推出机构推板等形式),导套类,导柱类等
导套类和导柱类还存在如下关联语义关系
关于各个对象类的操作,将在后续的压铸工艺与模具设计中实现。
例如,对于压铸机类的“压室直径”(ChbDiameter)属性参数,在后续浇注系统设计模块与压室容量校核模块会发生如下操作
Global ChbDiameter As Double′在项目标准模块中定义全局变量
:
Private Sub PourSys—Click()′浇注系统设计菜单驱动事件
:
Datal.Recordset.FindFirst“规则”′按规则访问数据库记录
Datal.Recordset.Fields(“压室直径”).Value′提取当前记录中压室直径字段的数据Parameters=Function(ChbDiameter)′浇注工艺参数设计函数
End Sub
Private Sub ChbVolumeChk—Click()′压室容量校核菜单驱动事件
Check(ChbDiameter)′调用校核过程
End Sub
其中,浇注工艺参数设计函数Function()的建模已在文献[1]予以论述,校核过程Check()的定义见文献[2]。
2 数据库系统的实现
数据库的实现遵循如下原则
每一类用关系数据库的一个表来实现,不同子类也用同一表统一实现,但须加上类属标识符。
对各表的标志属性取值格式加以约束,以实现数据库的联动修改,并辅助实现消息触发功能。
当对象类与类之间存在关联语义关系时,可在一个类的表中存储关联对象类的实例名。
对同一对象类的属性和操作采用统一的命名格式,即使用命名约束的方法来实现属性和操作的封装,完成消息触发的功能。
在具体实现时,采用可视化数据管理器建立一个Access格式的关系数据库,然后用数据控制对象来实现数据库系统的可视化,并进行表中数据的增加,删除及修改等编辑工作。
下面是数据库中的“压铸合金数据表”及其在CAD系统中的可视化界面。
3 结论
由于面向对象的思想贯穿于整个压铸工艺与模具设计过程,使得面向对象的关系型数据库与后续设计过程具有很好的衔接性。
此外,面向对象方法的应用不受具体数据库格式类型的限制,增强了其应用的灵活性与实现的方便性,能有效地支持复杂对象体系的整个设计过程。