eagle60_loop_的调整
Eagle-60 密码和重要参数

Auto Bond 前确认之开关
Enable PR
路径: main \ auto \ enable PR yes
影响: 此为auto bond PR之开关
Auto Index
路径:Main \ Auto \ auto Index Yes
影响: 此项功能为LF 自动输送,假如此auto index 关闭,则auto bond 时无法自动送导线架
Ball Detect
路径:Main \ Auto \ Ball Detect Yes
影响:此开关为烧球之侦测 如选NO,无侦测可能造成空卬
Stick Detect 1
路径:Main \ Auto \ Stick Dectect 1 Yes
路径:Main \ Wire Parameter \ Edit Non-Stick Detection
Tail Stick
路径:Main \ Auto \ Start Single Bond \ F1 \ 9Tail stick
Range: sample值为20 到170
影响:第二焊点的个别侦测开关
Capillary Limit
路径:Main \ show statistics \ set statistics limit …\ Capil Warn XXXX *100
路径:Main \ Show Statistic \ Set Statistics Limit …\ Capil Stop XXx * 100
影响: PR 搜寻的范围
Fire Level
路径:Main \ Parameter \ Bond Parameter \ Fire level XXX
EAGLE60焊线机操作与保养说明书-1

EAGLE60焊线机操作与保养说明书-1规范⽣产作业,提⾼⽣产效率及产品品质。
2.适⽤范围适⽤于九洲光电器件车间⽓动剥料机。
3.操作步骤3.1 事前准备⼯作:3.1.1 若晶⽚是双垫极须焊两根线时,进⼊Wire Parameter→Edit Non—Stick Detection→Edit Stick Detection ;3.1.2 打开电源总开关,按下绿⾊ON键,机台⾃检后出现两个对话框(瓷嘴的BQM检测数据)按两下STOP退出对话框,等待热板升温⾄设定温度;3.1.3将⾦线放置⾦线轴上,注意缺⼝朝外;3.1.4将⾦线穿过于瓷咀,并确定送线路径是否⼀切正常;3.1.5 根据机台排线型号,依照量产规格书领取待焊材料,对应型号选⽤专⽤的夹具。
3.2 操作步骤:3.2.1 进⼊菜单Teach→Delete Pragram把原来的程序删除掉;3.2.2 进⼊菜单WH Menu→Setup Lead Frame→输⼊PCB的参数→Serup Magazine→输⼊料盒参数→Fine Adjust此时将拉⼀⽚材料在轨道中,按左右键调整PCB第⼀个单元的位置→按Enter后按A继续调整第⼆单元的位置→同样按Enter后按A继续调整第三、四…单元的位置→调完后按Enter完成拉料位置调整;3.2.3 教读程序:进⼊Teach→Teach Program教读⼀个新程序;3.2.3.1 Teach Indexing PR教读Indexing时的PR以提⾼Index的准确性;3.2.3.2 Teach Aligmment菜单输⼊2并按Enter编写⼿动对点Lead和Die(两个点);3.2.3.3 编写⾃动对点(做PR):Template设定合适的图形⼤⼩和搜索范围→Adjust Image调整灯光直⾄⿊⽩分明(Lead)或看得清析(Die)后按Emter做PR ;3.2.3.4 Auto Wire编写焊线数⽬和位置3.2.4 测量焊针⾼度:进⼊Paramter→Reference parameter测量PCB及晶⽚的⾼度;条线改为N;3.2.6 若有需要进⼊Wire Parameter→Edit BSOB/BBOS Control把N改为B;3.2.7 复制:进⼊Teach→Step Repeat选择合适的模式进⾏复制;如有需要在功能键F15中[10882]Skip Row/Col Map设定跳过没有的⾏或列。
Eagle 60设备报警处理须知
第一页:欲练此功,必先自宫 第二页:即使自宫,未必成功 第三页: 不用自宫,也能成功第 1 页 2013-4-10第一页:欲练此功,必先自宫 第二页:即使自宫,未必成功 第三页: 不用自宫,也能成功第 2 页 2013-4-10第一页:欲练此功,必先自宫 第二页:即使自宫,未必成功 第三页: 不用自宫,也能成功第 3 页 2013-4-10偵測設定tail short路徑: Main \ Auto \ Start single Bond \ 9 Tail shortRange: -15 到15 ,通常設-2 到2設為-15 表偵測功能關閉stickadj路徑:Main \ Auto \ Start Single Bond \ F1 \ 7StickadjRange: sample值為5到30設為35表偵測功能關閉正常設定值須高single Bond時之sample 值如設定值低於Single Bond 之sample值則假偵測關鍵:1須tail break Control off2路徑:Main \ Wire Parameter \ More \ Edit Tail Break Control相對開關:1 stick detect 1路徑:Main \ Auto \ More \ Stick Detect 12 stick detect 2路徑:Main \ Auto \ More \ Stick Detect 23 edit Non-Stick Detection路徑:Main \ Wire Parameter \ Edit Non-Stick Detection第一页:欲练此功,必先自宫第二页:即使自宫,未必成功第三页:不用自宫,也能成功第4 页2013-4-10Tail Stick路徑:Main \ Auto \ Start Single Bond \ F1 \ 9Tail stickRange: sample值為20到170正常設定值須高single Bond時之sample 值如設定值低於Single Bond 之sample值則假偵測關鍵:1須tail break Control YES2路徑:Main \ Wire Parameter \ More \ Edit Tail Break Control1st BND Scrub Settings (摩擦参数意义)第一页:欲练此功,必先自宫第二页:即使自宫,未必成功第三页:不用自宫,也能成功第5 页2013-4-10第一页:欲练此功,必先自宫 第二页:即使自宫,未必成功第三页: 不用自宫,也能成功 第 6 页 2013-4-10第一页:欲练此功,必先自宫 第二页:即使自宫,未必成功第三页: 不用自宫,也能成功 第 7 页 2013-4-10第一页:欲练此功,必先自宫 第二页:即使自宫,未必成功第三页: 不用自宫,也能成功 第 8 页 2013-4-10第一页:欲练此功,必先自宫 第二页:即使自宫,未必成功 第三页: 不用自宫,也能成功 第 9 页 2013-4-10第一页:欲练此功,必先自宫 第二页:即使自宫,未必成功 第三页: 不用自宫,也能成功 第 10 页 2013-4-10第一页:欲练此功,必先自宫第二页:即使自宫,未必成功第三页:不用自宫,也能成功第11 页2013-4-10第一页:欲练此功,必先自宫 第二页:即使自宫,未必成功 第三页: 不用自宫,也能成功 第 12 页 2013-4-10 弧度设置参数和步骤:常用的是Q-LOOP (三角弧度) 和S-LOOP (平弧)第一页:欲练此功,必先自宫 第二页:即使自宫,未必成功 第三页: 不用自宫,也能成功 第 13 页2013-4-10第一页:欲练此功,必先自宫 第二页:即使自宫,未必成功 第三页: 不用自宫,也能成功 第 14 页2013-4-10第一页:欲练此功,必先自宫 第二页:即使自宫,未必成功 第三页: 不用自宫,也能成功 第 15 页2013-4-10。
Eagle60-03培训资料
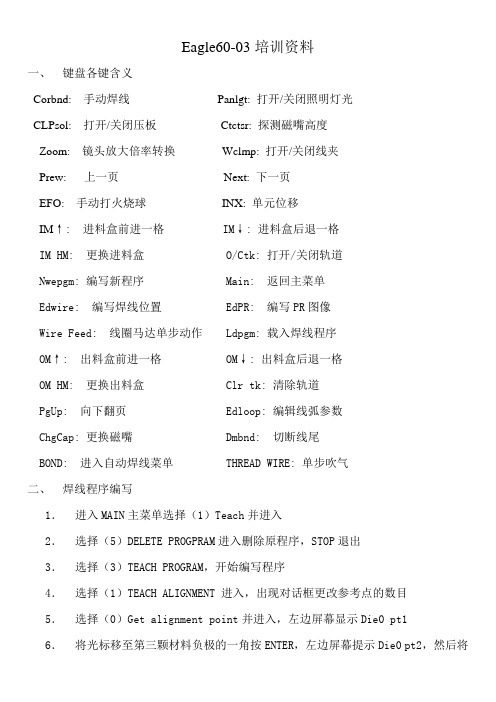
Eagle60-03培训资料一、键盘各键含义Corbnd: 手动焊线Panlgt: 打开/关闭照明灯光CLPsol: 打开/关闭压板Ctctsr: 探测磁嘴高度Zoom: 镜头放大倍率转换Wclmp: 打开/关闭线夹Prew: 上一页Next: 下一页EFO: 手动打火烧球INX: 单元位移IM↑: 进料盒前进一格 IM↓: 进料盒后退一格IM HM: 更换进料盒 O/Ctk: 打开/关闭轨道Nwepgm: 编写新程序 Main: 返回主菜单Edwire: 编写焊线位置 EdPR: 编写PR图像Wire Feed: 线圈马达单步动作 Ldpgm: 载入焊线程序OM↑: 出料盒前进一格 OM↓: 出料盒后退一格OM HM: 更换出料盒 Clr tk: 清除轨道PgUp: 向下翻页 Edloop: 编辑线弧参数ChgCap: 更换磁嘴 Dmbnd: 切断线尾BOND: 进入自动焊线菜单 THREAD WIRE: 单步吹气二、焊线程序编写1.进入MAIN主菜单选择(1)Teach并进入2.选择(5)DELETE PROGPRAM进入删除原程序,STOP退出3.选择(3)TEACH PROGRAM,开始编写程序4.选择(1)TEACH ALIGNMENT 进入,出现对话框更改参考点的数目5.选择(0)Get alignment point并进入,左边屏幕显示Die0 pt16.将光标移至第三颗材料负极的一角按ENTER,左边屏幕提示Die0 pt2,然后将光标移至第一颗材料负极的相同位置并按ENTER7.左边屏幕提示Die1 pt1,此时将光标移至第一条线第一焊点参考点位置并按ENTER,左边屏幕提示Die1 pt2,此时将光标移至第二条线第一焊点参考点位置并按ENTER8.左边屏幕提示Die2 pt1,此时交光标移至第一条线第二焊点第一参考点位置并按ENTER,左边屏幕提示Die2 pt2,此时将光标移至第一条线第二焊点第二参考点位置并按ENTER(两参考点不可选同一点)9.左边屏幕提示Die1 pt1,此时交光标移至第二条线第二焊点第一参考点位置并按ENTER,左边屏幕提示Die1pt2,此时将光标移至第二条线第二焊点第二参考点位置并按ENTER10.此时焊头自动回每三颗材料位置,左边屏幕提示Die0 pt1,此时开始调节参考点的PR11.选择(3)TEMPLAT并进入将0设为11,然后利用上下、左右键设定识别框的大小,OK后按ENTER确认12.选择(1)Adjust Image并进入利用上下键调节灯光亮度,OK后按ENTER焊自动回运至第一颗材料相同位置,直接按ENTER,焊头回至晶片位置13.用11、12相同的方法调整第一条线第一焊点的识别,后做第二颗,按ENTER 确认14.左边屏幕提示Die3 pt1,此时将光标移至第二条线第二焊点第一参考点位置调整识别框大小、灯光亮度后按ENTER确认,左边屏幕提示Die3 pt2,此时将光标移至第二条线第二焊点第二参考点位置并按ENTER确认,参考点识别图像完成15.右边屏幕出现对话框NO of wire 300,将300改为2,按ENTER确认,16.选(4)PR support mode,将Both改为None17.将光标移至第一条线第一焊点中心,选择(0)Get bond point按ENTER,将光标移至第一条线的第二焊点,选择(2)Change Bond on进入选B显示对话框Input die number 1,将1改为2,然后出现另一个对话框选A,按ENTER 确认18.将光标移至第二条线第一焊点中心按ENTER,将光标移至第二条线第二焊点,然后选择(2)Change Bond on进入,选B显示对话框Input die number 1,将1改为3,然后出现另一个对话框选A,按ENTER确认19.按STOP退至TEACH主菜单,选(2)Step& repeat None将None改为Hybrev 按ENTER出现对话框NO of repeat row 1,按ENTER出现另一个对话框NO of repeat colg 1将1改为7按ENTER20.将光标移至第一颗材料碗杯上一点按ENTER,然后将光标移到第二颗材料相同点按ENTER,焊头自动们移至第7颗,将光标对准前两次相同的点按ENTER,按STOP退至MAIN主菜单21.选(3)Parameter进入,选(2)Reference parameter进行瓷嘴高量测22.调整焊接参数、确认温度无误后,穿线、烧球后即可开始自动焊线。
Eagle60校正

BOND HEAD(焊头)1,低撞击力度2,实际时间焊接力度显示3,高分辨率的Z轴位置0.4微米/每步分辨率4,快速接触侦测5,快速力度灵敏度6,快速反应线圈线夹7,嵌入式的力度感应器有精确的力度控制8,先进的数字控制Pivot Spring Force Alignment Procedure(支点弹簧力度调节过程)1,放置step alignment gauge在换能器之下2,扭松两颗M3螺丝并夹紧支点弹簧。
3,移动step alignment gauge并旋转焊头主体直到钢嘴在5.5毫米步的位置。
4,使用工具调整支点弹簧的主要结构。
5,横向移动焊头的主体,直到调整工具避免焊头主体向左边倾斜。
6,根据扭矩要求重新扭紧两个M3螺丝。
7,移除调整工具和对准步治。
Adjustments of Bond Head Initial Spring Force(焊头初始弹簧力度调整)1,把step alignment gauge放在钢嘴旁边位置,钢嘴的尖端应该在5.0到5.5毫米的高度,如果钢嘴的尖端高度超出范围重复调整弹簧力度。
提示:Is capillary tip’s level without power at 5.0 mm to 5.5 mm level ?(YES) YES/NOInitial Spring Force Set-Up 1(初始弹簧力度设置第一步)1,使用一个100 GRAM GAUGE向下去压钢嘴尖直到钢嘴刚好接触高度治具(height gauge).2,力度要求在40克到46克之间。
Initial Spring Force Set-Up 2(初始弹簧力度设置第二步)1,把钢嘴的尖端放在8毫米的高度位置,使用一个100 GRAM GAUGE刚好拉钢嘴的尖端超出8毫米高度。
2,力度要求在19克到25克之间。
(量测它的力度)Mechanical Stopper Setup(机械制动器设置)1,在9.6毫米的高度,焊头的主体要接触到制动器螺丝。
Eagle60 Chart-6 BSOB 参数设定说明

W/clamp ‘打開’
Capillary
Device 1
Device 2
植球過程是運用植球參數。
6
ASM
3. 瓷嘴上昇:
瓷嘴上昇是設定 Loop Base
瓷嘴與測高點之間的距離是 ‘’ Loop base ‘’
。
線夾 ‘open’
接觸點
Loop Base
實際 ‘’ Loop base ‘’ = 設定 x 10 um 假如 Loop base = 2 實際 ‘’ Loop base ‘’ = 20 um
wclamp打開wclamp打開刮擦時移動?開?球scrubdistance的設定是針對瓷嘴的移動一般會讓針頭移動?開?球上1010device1device2實際刮擦的距?設定設定?值x08um假如scrubdistant10實際移動距?8um建議設定8asm7
ASM
章節 6
Bond Stick On Ball (BSOB) / Bond Ball On Stitch (BBOS) / Tail Break
15
ASM
2nd Bond 銲線位置偏移
魚尾位置
瓷嘴針孔位置 植球位置
- 值向著 1st Bond
+ 值向著 2nd Bond
16
ASM
BSOB Ball 植球控制參數的定義 4.1) Loop Base
這個參數就是 B/H 值完球後往上抬的距離。 建議範圍:0 ~ 5 建議設定:2
4.2) Ball Offset
建議設定:32
21
ASM
5.3) Time Base 1/2
這個植球銲線時間參數是特地為 BSOB 的銲線設立的,一般銲線是不會影響的。
自动焊线机eagle60培训教材

自动焊线机(EAGLE-60)培训教材培训目的:让设备操作人员掌握正确的设备操作方法,以提升产品质量及生产效率。
培训对象:自动焊线机操作人员。
培训设备型号:EAGLE-60培训内容:一、开机:1、先开气、再开电源(气压4-6Kg/cm2,电压220V);2、打开显示器电源开关3、电源打开后,机台系统进行自检,送料马达搜索原位,大约5分钟后自检完毕,按ENTER键进入待机状态。
二、程序设定:2.1 启动机器,进入主菜单"Teach"项,选择第5项"Delete program",按"Enter"键,提示"Sure to delete program?",按A键,刪除程序,显示"Reset parameter windows?",按"stop"键退出(如按A键,则所有参数将变更)。
2.2 进入主菜单第3项"Teach program",选择第1项"Teach Alignment",按Enter键显示"pairs of align point2",按"Enter"键确认,左屏幕显示"Dieo 1 lead"滚动操作球,将焊头移至左侧第6个支架单元左上角位置,按enter键输入第1个支架对点,将焊头移至右侧第1个支架单元右上角位置,按Enter键确认.2.3 显示"Die 1 Die"移动焊头至第1个Die位置处,使屏幕十字线与晶片电极中心对准,按Enter键2次,输入2个对点;焊头自动跳至第6个支架单元处,要求做支架2nd焊点PR识別,右屏幕显示裝载PR菜单,其中第6项"PR Lead/search mode选择PR识別模式,Binary/Greylvl為黑白与灰度识别常用模式,根据需要进行选择使用.键盘数字键:2=coax , 3=side , 4=Bcoax,分別调节同轴光,侧光及同轴蓝光,1=Threshold调节图象黑白对比度,按一次方向键,增加光亮速度调整;图象调节以清晰为准,按Enter键装载,同理装载晶片PR.2.4 显示"NO.of wire 300"输入"1"条线,按Enter键,选择第4项PRsupport mode将"Both"改为"none",选择0项"Get Bond point",移动操作球,使十字线与晶片电极中心对准,按Enter键一次,输入第1st焊点位置;移动焊动至第2nd焊点焊的位置,按Enter确认之后连续4次退出至主画面,选择第2项step/Repeat,将None改为Ahead 模式,显示 No of repeat rows 1,输入1,显示 No of repeat cols 1,输入7,按Enter键,左屏幕显示"Teach on upper right unit,Enter a lead align pt"将焊头移至最右边第1个支架单元左上角处,按Enter,之后至支架第7单元处,修正支架,使支架与十字线左上角对齐,按Enter键确认结束程序编辑。
EAGEL 60焊线机基础知识(中英文解释)

EAGEL 60焊线机基础知识(中英文解释)机器结构三色警示灯 Affention Lamp影像辩识系统荧幕 Vision Monitor控制系统荧幕 Bonder Monitor料盒升降台输入端 Input Elevator System料盒升降台输入端 Output Elevator System送线系统 Wire Spool System轨迹球 Track ball功能键盘 Keyboard磁碟机 Floppy Disk Drive警急停止按钮 Emergency Stop Button电源开关 Power Switch控制电路板 Lower Chassis1、Bond Head 焊头a. Wire Path 送线路径1). Wire Spool 线轴2). Wire Supply3). Air Tensioner4). Clamp5). Capillary + Traducerb. Camera 镜头c. X / Y Table2、 W H (工作平台)a. Elevator 升降台b. Track 轨道c. Heater Block 加热块d. Window Clamp 焊线窗口3、控制部分:a. PC 控制电脑1). Bond2).PRb. Board控制板块1). Bond2). BQM3).W / H4、附属设备a. 显示器b. 键盘+ 轨迹球c. 气路及其控制开机打开动力压缩气体,打开机上总电源,进入初始化,等待初始化完毕关机1、MAIN →8、Utilities→2、Standby Mode 关闭总电源,关闭动力气与真空源芯片:硅圆片上每一个具有完整功能的单元。
配线图:芯片在引线框上的方向和位置示意图,包括内外焊点金丝的连接位置。
金丝:纯度为99,99%的用于连接内外焊点的金线。
劈刀:金丝热压的工具。
换能器:为机器提供摩擦的装置。
焊接时间:BOND头在DIE上焊线时作用的时间。
YAESU FT-60R简易操作说明Microsoft Word 文档
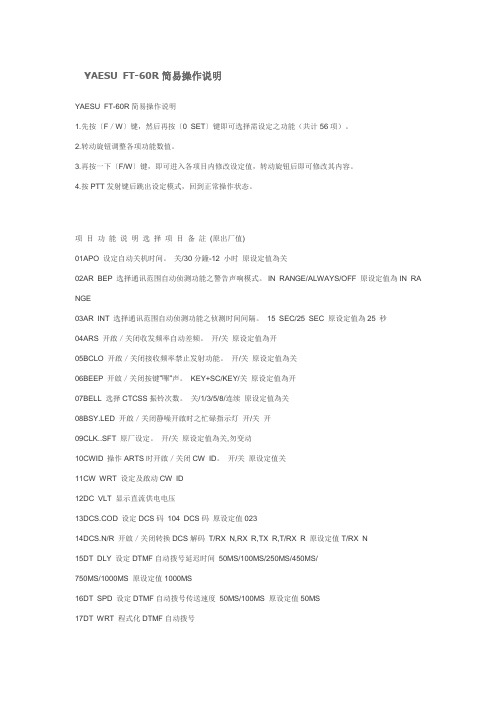
YAESU FT-60R简易操作说明YAESU FT-60R简易操作说明1.先按〔F/W〕键,然后再按〔0 SET〕键即可选择需设定之功能(共计56项)。
2.转动旋钮调整各项功能数值。
3.再按一下〔F/W〕键,即可进入各项目内修改设定值,转动旋钮后即可修改其内容。
4.按PTT发射键后跳出设定模式,回到正常操作状态。
项目功能说明选择项目备註(原出厂值)01APO 设定自动关机时间。
关/30分鐘-12 小时原设定值為关02AR BEP 选择通讯范围自动侦测功能之警告声响模式。
IN RANGE/ALWAYS/OFF 原设定值為IN RA NGE03AR INT 选择通讯范围自动侦测功能之侦测时间间隔。
15 SEC/25 SEC 原设定值為25 秒04ARS 开啟/关闭收发频率自动差频。
开/关原设定值為开05BCLO 开啟/关闭接收频率禁止发射功能。
开/关原设定值為关06BEEP 开啟/关闭按键”嗶”声。
KEY+SC/KEY/关原设定值為开07BELL 选择CTCSS振铃次数。
关/1/3/5/8/连续原设定值為关08BSY.LED 开啟/关闭静噪开啟时之忙碌指示灯开/关开09CLK..SFT 原厂设定。
开/关原设定值為关,勿变动10CWID 操作ARTS时开啟/关闭CW ID。
开/关原设定值关11CW WRT 设定及啟动CW ID12DC VLT 显示直流供电电压13DCS.COD 设定DCS码104 DCS码原设定值02314DCS.N/R 开啟/关闭转换DCS解码T/RX N,RX R,TX R,T/RX R 原设定值T/RX N15DT DLY 设定DTMF自动拨号延迟时间50MS/100MS/250MS/450MS/750MS/1000MS 原设定值1000MS16DT SPD 设定DTMF自动拨号传送速度50MS/100MS 原设定值50MS17DT WRT 程式化DTMF自动拨号18EAI 开啟/关闭紧急自动ID INT.1M-INT.50M/CON.1M-CON.50M/关原设定值关19EDG.BEP 经由旋钮选择频率时开啟/关闭频带声响关/开原设定值关20EMG S 紧急功能啟动时选择警铃设定EMG.BEP/EMG.LMP/EMG.B+L/EMG.CWT/EMG.C+B/EMG.C+L/EMG.ALL/OFF 原设定值EMG.C+L21I NET 选择网际网路连结模式INT.OFF/INT.COD/INT.MEM 原设定值INT.OFF22INT CD 支援WIRE功能选择DTMF存取码CODE0-CODE9 原设定值CODE023INT MR 支援非WIRE时选择记忆登录DTMF存取码D1-D9 原设定值D124LAMP 选择LED指示灯及按键之照明方式。
ASM Eagle 60 邦线机培训手册
ASM Eagle60邦线机补线
F1
88
4
ASM Eagle60邦线机补线
7.按“5”键(进入补线的一个状态),按 (找 金手指点及晶片邦线点),看到邦线点后,用滚球先将金手指邦 线点位移正,按“Enter”键,底板点(即金手指点)补邦线完成 ,接着左显示屏将自动显示晶片点处,同样移正位后,按“ Enter”进行补线.这样,所需要补的这一跟线将补线完成了. 按“Shift+
ASM Eagle60邦线机手动进出板
zoom Inx
1.检查晶片正确贴于PCBA上,将PCBA按WI指示正确装入输入 平台. 2.按“ ”键,右显示屏显示“Sure to index Lf? A=yes Stop=No”按“A”功能键,PCBA进入夹具底部;或在主 菜单AUTO里面直接按 “1”功能键可将PCBA输入夹具底部 并自动进入邦线桌面(注:有时需要手动对下位方可接下来操 作,再按“0”机器就会自动邦 线了.) 3.按“Shift+ 作用).
clrtk dmbnd
”将PCBA转入输出平台(即清除轨道的
ASM Eagle60邦线机手动进出板
按“
zoom Inx
4.PCBA已入夹具底,如果只需要对某一小块PCBA进行邦线,那么 ”键,右显示屏显示“Pgm;Adefaut matrix (1) & ”键,便可将邦头进行移动.移至第一个
…”按“
警告标识
对完成邦线的PCBA进行检查
1.当PCBA从邦线机邦完线出来立刻进行检查. 2.检查邦线的情况有: 虚焊: DIE上的焊点没有焊到焊位上去或底板金手指上的焊 虚焊: DIE上的焊点没有焊到焊位上去或底板金手指上的焊 去. 点没有焊到焊位上
过红宝石线夹时,应把线夹打开,
Eagle60初级培训基础及设定

由于载板统一化,只需要修改个别参数就OK [1602] [1604] [1607] Number of Index Device Pitch Device Length
除非特殊情况下修改
由于DIE Bond测的Device Pitch比人工测的要准,建 议参考DIE Bond。
工作台参数
调好之前的步骤后,进入[163]Fine Adjust,,,,,先将第 [1632~1634]项归零,而后按[1]Adjust Indexer Offset,机器会 自动引板,按键盘上←→箭头将LF(第一组DIE 的位置)左 右调整到合适位置,(并可按↑↓箭头升高或降低Window Clamp,)以利于看清板的位置与窗口是否在合适的区域 内(图1),然后移动轨迹球将十字光标对准Lead 上方便对 下一个单元确认,按ENTER,并按A 继续下一组的微调(此 后便不准动轨迹球以便观察位置是否OK). pitch的值测 量的要准确.
圖1
圖2
圖4 圖3
瓷咀安裝
圖1
1.按ChgCap 键或F17,显示ChangeCalillary 菜单 2.移动轨迹球使焊头移到热压板上平坦的地方 3.用夹子把瓷咀夹住,同时用扭力扳手松开瓷咀螺丝(将扭力扳 手的力调到2kg)圖1 4 更换一支新的瓷咀并用扭力扳手先锁紧一点.(注意此时要将 瓷咀的位置升高一点)(順序1﹐2﹐3) 5 在瓷咀下面放上瓷咀治具并按↓箭头使瓷咀降到治具之上. 6.松开瓷咀螺丝让瓷咀碰到治具之上,然后把瓷咀螺丝锁紧 7 按↑箭头升高焊头,然后按ENTER 键 8 移走瓷咀治具,然后按ENTER 键校正换能器. 9 在显示第一及第二焊点的校正资讯后,按ENTER 键继续 及1 重置瓷咀读数. 10 把瓷咀移到Lead 钉脚的上面,然后按ENTER 键测量高度 11 调校灯光以利看见瓷咀印记,然后按ENTER 键确定 12 移动轨迹球到瓷咀印记中心位置,然后按ENTER 键确定 13 更新Bond Tip Offset 数字之后,按ENTER 键确定并离开
Eagle60故障指南

Eagle601 故障指南*断丝原因及其解决方法(1).Fire level设置不当,一般将E-Torch和Capillary Tip 保持在30~45 度之间(注:一般把打火杆往下调。
(2).E-Torch 太脏。
(3).检查是否因为金丝污染造成烧球不良。
(4).可以减少二焊的压力。
(注:在不是虚焊的情况下)。
(5).检查2nd bond lead 是否压合正常。
‘Fine Adjust项目名称说明0 Delta step size 设定爪夹走一步的距离1 Adjust Indexer Offser 按下此项,机台会自动送一支架进入轨道,此时按左右键可调整indexer正确的位置。
2 1St Unit indexer offest 用来调整爪夹输送第一颗unit的位置。
3 Left indexer offest 用为补偿左边lindexer夹主支架在轨道上的输送时的位置4 Right indexer offest 在IHAWK-V 机上适用。
6.检查打火杆的电流和金球直径的大小。
*换瓷嘴引起断丝的解决方法1.一般换瓷嘴会容易引起断丝,调整打火杆的位置即可。
(注:下调整打火杆的位置。
)2. 可以改动尾丝的长度。
Tail length.*线弧摆到严重解决方法1. 清洗放线路径。
2. 清洗线夹3.、更换金丝。
4.二焊点功率过大,而压力过小引起,调小功率并加大压力。
*打电极解决方法1.遇到打电极,首先观察是不是一直打在同一个位置。
如果是就要多次测量支架的高度,看变化值大不大。
2.看支架是否有变形,也可能是轨道上太脏造成的。
须要清理轨道。
3.如果上述还没解决的话就要调整轨道的高度。
(bevice heigt 调整)。
*出现MOTOR Error (即打马达)1,看支架上是否固有两个芯片。
2.如果瓷嘴打偏了就是PR没有作准,须重新校对PR.。
3.支架变形。
4.indexer索引爪在索引支架使支架带高.* 出现1St bond non stick / 2nd bond non stick 假报警1.检查金丝的一端是否接地。
Eagle OPL 使用说明书

• 请勿使用刺激性化学品、磨蚀性清洁剂或溶剂来清洁洗 衣机。它们会损坏外壳。
• 请勿将浸染了油或油腻的碎布或衣物放在洗衣机上。 这些物质会释放可能令物料燃烧的蒸汽。
• 请勿清洗被菜油或食油弄脏的物品。这些物品可能在清 洗后仍含有油份。 而残余的油份可能令纤维冒烟或自燃。
• 在试图做任何的机器维护前请先切断电源。将控制按钮 转至关闭状态是不会中断电源的。不遵从此警告可能会 导致严重受伤、火灾、触电或死亡。
• 为降低对人造成伤害的风险,请遵守所有业内建议的安 全防护,包括使用长袖手套及防护眼镜。 不遵从本说明书内的所有安全警告可能导致财物损坏及 人员伤亡。
• 确保电器下方及周遭位置没有绒毛、纸张、碎布、化学 品等易燃物品。否则会很容易引起火灾。
6 重要安全指示
重要安全指示
请在使用前阅读所有指示
警告
用于安装的安全指示
警告
为降低在使用洗衣机过程中引发的触电、火灾、受伤等危险,请遵从基本安全注意事项,包括:
• 请 参阅安装指示了解详细的接地措施。 安装指示已附随在洗衣机中,供安装者参考。 如果要将洗衣机移至新位置,请由专业的维修人员进行 检查和重新安装。不遵从此警告可能会导致严重受伤、 火灾、触电或死亡。
• 请勿将多种洗涤用品在一次清洗中一并使用,除非标签 上指明可以使用。请勿将含氯漂白剂与阿摩尼亚或酸性 物质(如醋)混合。 使用洗涤用品时请遵从包装上的指示。 不当使用可产生有毒气体,造成严重伤亡。
• 当洗衣机运行时,请勿随意触碰机器内部。在放进、拿 出、或添加衣物前,须等到滚筒转动直至完全停止,才 能将手放进机内。 不遵从此警告可能会导致严重受伤、火灾、触电或死 亡。
警告
不适当地连接设备接地导体可能导致触电。 如对电器是否已正确接地有质疑,请向符合资格的电工或维修人员咨询。 如电器提供的插头不合适,请勿改动插头,联系合格的电工安装准确的插座。
Eagle 60 中文操作手册 FINA

L
--逆時針旋轉減少壓力
KEYBOARD介紹
F4 Help F5 F1 F2 F6 F3 F7
CorBnd Wclmp PanLgt Prev ClpSol Next CtctSr EFO Zoom Inx
7
8
9
A
IM Main
IM EdWire
IM Hm EdPR
O/C Tk EdVLL
New Pg LdPgm
3 Eagle60 操作手冊
WIRE PATH介紹
如下所示為 AB339Eagle wire bonder 的送線路徑,請確實遵照穿線路徑穿線,否則不良的穿線路徑可能影響 looping 或燒球
4 Eagle60 操作手冊
5 Eagle60 操作手冊
安全訊息及標籤介紹
安全訊息 警告 電擊的危險 當機台操作進行中,或當 EFO 的電極板與金線間做手動打火時,請勿觸摸 EFO 的電極板,以免遭到電擊。 預防措施 ◎ 當手要放置於接近 Bondhead,XY table,Elevator 或其它起動系統時,請關閉所有馬答電源。 ◎ 當機台運轉中時,切記手不可靠近打線區。 ◎ 當機台運轉中時,所有蓋子必須蓋上。 ◎ 移去後蓋或打開基板機架門前,請關閉電源。 ◎ 當做機台調整或維修保養服務時,必須時時刻刻遵循標準的預防安全措施。 ◎ 軌道上的零件有些處於高熱下,請小心。 不可接觸打線區,任何低熔點的物品不可接觸加熱的區域。 概論 ◎ 距離機台前端 1 公尺處的雜訊強度低於 70dB。 ◎ 主電源插頭應位於機台附近,不該插於高於頭部的位置。
11 12 13 14
Contact time 2. Base time 2. Tail Height. Bond Head rise to reset level.
Eagle60基本操作指导

Eagle60焊线机基本操作指导注意事项1.人身安全﹕当机器运行时﹐手必须远离移动部件和高温部件(如焊头﹑移位爪﹑底板等)﹐防止撞伤﹑夹伤﹑烫伤﹔2.如出现异常紧急状况(如夹手﹑机器发出大的异常响声﹑震动﹑异味等)﹐需马上按下紧急开关﹔3.拆﹑装线径吹线器时﹐需轻拿轻放﹐防止刮花﹑变形﹔4.拆﹑装瓷嘴时需特别小心保护好换能臂和瓷嘴螺丝﹐应确保扭力计是设定在规定的力度(ASM的为2.0kg﹐KNS的为1.8kg)﹐扭瓷嘴螺丝时扭力计一定要端平﹐且要塞到瓷嘴螺丝内孔的最里面﹐如果斜着扭动很容易造成螺丝滑牙﹑断裂的麻烦﹔5.穿金线时须顺着瓷嘴孔方向垂直往下拉﹐不能斜着或横着拉﹐否则瓷嘴会刮伤金线﹐易造成切线﹑烧球不良﹔6.进出升降台上的料盒必须摆放规范﹐防止撞坏升降台﹔7.操作机器时遇到不明状况或者自己无法理解无法解决的问题时﹐不要尝试自己去解决修理﹐应及时向有经验的多功能员工和老员工请教﹐或者向车间ME反映﹔操作机器时一定要规范﹐避免给操作者带来安全危险和损坏机器。
1.常用快捷键和F1功能键介绍1.1:键盘按键说明以上为Eagle60键盘,有两列字的按键,其代表此键有两项功能,例如直接按表示下列字母功能,即“Wclmp”,也就是开线夹,若按Shift再加此键,则为上列字幕功能,即“CorBnd”.以下为常用按键详细说明:WIRE FEED:放线按钮THREAD WIRE:穿线器吹气按钮:打开/关闭线夹:打开照明打光:打开压板:烧球:单元进位:进料盒上升一格:进料盒下降一格:出料盒上升一格:出料盒下降一格:更换进料盒更换出料盒:修改焊点位置:切线/烧球:清除轨道:跳到上一页:跳到下一页:直接切换到自动焊线菜单:输入选择第几条线:删除键:停止键:确认键:为功能键1.2: F1功能键F1功能键,按此键后输入相应数字所代表的功能:F1--4 :切线﹔F1--6 :测量两点之间的距离F1--17:更换瓷嘴﹔F1--18:超声功率输出,在瓷嘴有堵塞时候可使用﹔F1--24:打开轨道﹔F1--110:焊头马达复位﹔F1--100:查看系统版本信息﹔F1—15:进入工程菜单,密码2002﹔F1—902:空打﹐只模拟焊线动作2:焊线参数2.1:查看焊线参数1400:选择第几条线1401:该条线的线弧类型1407:该条线的第1/2焊点时间1408:该条线的第1/2焊点功率1409:该条线的第1/2焊点压力2.2:修改焊线参数焊线参数一般可在41“Base Parrmeter”菜单修改,但考虑到同一个碗杯里固不同的芯片,芯片电极参数有可能使用不同参数,所以一般不在这个菜单修改。
(整理)Eagle60电子式Bondforce校正程序
焊接壓力校正與驗證1. Purpose 目的:這個校正是利用焊針和DAC 壓力感知器來測量出正確的焊針壓力。
2. 需要校正與重新校正的情況:⏹更換B/H 模組件。
⏹更換Bondhead 驅動線圈。
⏹更換樞軸彈簧或是重新設定樞軸彈簧總成。
⏹更換Bondhead 控制電路板。
⏹更換近接感知器和控制器。
⏹更換 Transducer 。
⏹更換線夾總成3. 壓力校正與驗證:需求:⏹關閉加熱器。
⏹打開軌道⏹使用換針量規換針。
⏹使用電子式壓力校正組件。
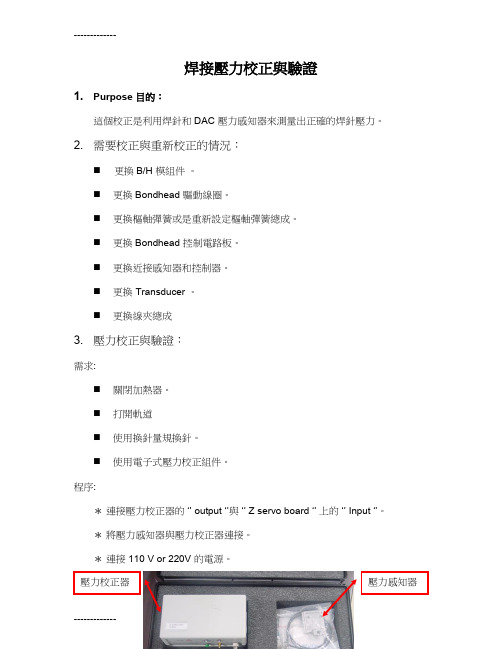
程序:*連接壓力校正器的‘’ output ‘’與‘’ Z servo board ‘’ 上的‘’ Input ‘’。
*將壓力感知器與壓力校正器連接。
*連接 110 V or 220V 的電源。
壓力校正器壓力感知器壓力校正器組件BNC 連接線110V / 220V 電源線 BNC 接頭 to Z servo BD 壓力感知器接頭電源燈 歸零鈕 歸零燈號將壓力校正器 Output 與Z 伺服板 input 連接4. 校正:1. 開啟壓力校正器的電源並等待30 分鐘後才開始校正。
2. 將加熱器的電源關閉後等待降溫。
3. 利用快速鍵‘’ Shift + O/Ctk ‘’ 打開軌道。
339 需要手動打開軌道稍許。
4. 將爐面壓板卸下後裝上壓力感知器。
5. 進入校正功能項。
6. 輸入密碼‘’ 2002 ‘’。
7. 在壓力校正選向裡選擇‘’ Force calibration (Snr) ‘’ 感知器校正選項。
8. 輸入壓力校正的固定數值。
9. 按一下校正器上的綠色歸零鈕。
10. 銲針不需要實際接觸感知器,按下校正。
11. 系統自動完成校正。
※注意:每個壓力校正器都有一組固定數值,例如:數值’’ 0.2041 ‘’ 就必須輸入‘’ 2041 ‘’ 的數值。
※利用滑鼠移動B/H 到感知器的位置正上方然後再利用上下鍵將針定位在感知器中心。
※注意:必須確定使用換針量規換針※5. 驗證:1. 到「驗證功能項」按 enter2. 利用滑鼠移動 B/H 到感知器的位置然後再利用上下鍵將針定位在中心。
LED打金线工艺参数规范

焊线工艺规范1 范围 (2)2 工艺 (2)3 焊接工艺参数范围 (3)4 工艺调试程序 (5)5 工艺制具的选用 (6)6 注意事项 (8)1 范围1.1 主题内容本规范确定了压焊的工艺能力、工艺要求 .工艺参数、工艺调试程序、工艺制具的选用及注意事项。
1.2 适用范围1.2.1 ASM-Eagle60. k&s1488机型。
1.2.2 适用于目前在线加工的所有产品。
2 工艺2.1 工艺能力2.1.1 接垫最小尺寸:45µm×45µm2.1.2 最小接垫节距(相邻两接垫中心间距离):≥60µm2.1.3 最低线弧高度:≥6 mil2.1.4 最大线弧长度:≤7mm2.1.5 最高线弧高度:16mil2.1.6 直径:Eagle60:Ф18—75um , K&S1488: Ф18—50um2.2 工艺要求2.2.1 键合位置2.2.1.1 键合面积不能有1/4以上在芯片压点之外,或触及其他金属体和没有钝化层的划片方格。
2.2.1.2 在同一焊点上进行第二次键合,重叠面积不能大于前键合面积的1/3。
2.2.1.3 引线键合后与相邻的焊点或芯片压点相距不能小于引线直径的1倍。
2.2.2 焊点状态2.2.2.1 键合面积的宽度不能小于引线直径的1倍或大于引线直径的3倍。
2.2.2.2 焊点的长度:键合面积的长度不能小于引线直径的1倍或大于引线直径的4倍。
2.2.2.3 不能因缺尾而造成键合面积减少1/4,丝尾的总长不能超出引线直径的2倍。
2.2.2.4 键合的痕迹不能小于键合面积的2/3,且不能有虚焊和脱焊。
2.2.3 弧度2.2.3.1 引线不能有任何超过引线直径1/4的刻痕、损伤、死弯等。
2.2.3.2 引线不能有任何不自然拱形弯曲,且拱丝高度不小于引线直径的6倍,弯屏后拱丝最高点与屏蔽罩的距离不应小于2倍引线直径。
2.2.3.3 不能使引线下塌在芯片边缘上或其距离小于引线直径的1倍。
Eagle60自动焊线机培训1

Eagle60自动焊线机培训大纲一.机台外部基本构造介绍;二.开机步骤;三.关机步骤;四.正常换型号调机步骤;五.常见品质异常问题及原因分析;六.常见错误讯息介绍;七.注意事项.一.机台外部构成介绍○1三色显示灯;○2两台显示器;○3键盘;○4左右升降台;○5轨道组件;○6焊头组件等.二.开机步骤1.打开气压源;2.按下绿色电源开关,等待机台进入主菜单.三.关机步骤1.关闭气压源;2.进入主菜单下8Utilities 2.seandby mode;3.等待出现Press Any key 时,关闭红色电源开关.四.正常换型号调机步骤1.轨道高度调整进入MAIN 6.WH MENU 9.Prack,利用上下箭头设定支架高度,以压板刚好压在杯沿下为准,Ener stop;2.支架位移调整按INX键送一片支架到压板中,在MAIN 6.WH MENU 3.Fine Adjust A;按左右键调节支架位置,要求压板能够刚好将1、2焊点压紧,调节完第一单元后按Enter按A继续调节第二个单元;3.编写程序3-1.删除程序:在MAIN 1.TEACH5.Delete Program A stop;3-2.建立新程序:在MAIN ITEACH3.Teach Program;3-2-1.对点设立MAIN TEACH Tech program Teach Alignment 单晶设2个参考点,双晶设3个 3 change lens 对第6颗支架第二焊点心Enter 对第一颗晶粒的第二个电极Enter,对完参考点后,会自动进入黑白对比度画面;3-2-2.做黑白对比度(做IST PR)对第六颗支架的二焊点Adjust Imagc 按上下键头调节亮度Enter 自动跳至第一颗支架的二焊点按上/下键调节亮度Enter 7.PR Load/Search Mode (把Graylul改为Binary)对晶片的第一电极1.Adjust Imagc按上下键调节亮度Stop 7 PR Load/Search Mode ( 把Binary改为Graylul)1Adjust Imagc 对晶片的第一个电极Enter 对晶片的第二个电极Enter;3-2-3.编写线自动进入编写线菜单,将4PR Support Mode(把Both改为None),把十字线对准第一个晶片的第一个电极0.Get Bond Point 将十字线对第一条线的第二焊点Enter 把十字线对到第一个晶片的第二个电极上Enter 将十字线对到第二条线的二焊点 2.Chage Bond On Enter 1 AEnter stop.4.复制MAIN TEACH 2.Step&Repeat(把None改为Ahead)No of Repeat Rowsl Enter1,把1改为7对第一颗支架二焊点Enter 对第二颗支二焊点Enter stop;5.设定跳过的点F1 15 Enter 200 2 8 misc control 2 skip Row/Col/Map NO,NO,NO改为NO,NO,C1;6.关闭第一条线一焊点检测功能MAIN 4.Wire Parameters A.Edit Non-stick Detection 0.Edit stick Detection 1 按F1选ODD,把Y改为Nstop;7.做做瓷咀探测高度MAIN 3.Parameters 2.Refereme Parameters Enter,对支架二焊点中心Enter 按下键头选一个晶片Enter对晶片电极Enter,把NO改为YES F1 Enter,对大杯第二焊点Enter stop;8.线弧和焊接参数设定完成前面7项后,先焊接一两个点进行观察,根据实际情况调整线弧及焊接相关参数:○1MAIN-4-3项,设定线弧模式,一般用Q;○2MAIN-3-1项,设定基本焊接参数;五.常见品质异常问题的基本原因分析1.松焊、空焊:查看时间Time、功率Power、压力Force是否设定正确,预备功率是否过低,搜索压力是否过小或两个焊点是否压紧等;A.TIME(时间):一般在10-20MS之间;B.POWER(功率):第一焊点一般35-80之间;第二焊点一般45-180之间;C.FORCE(压力):第一焊点一般30-50之间;第二焊点一般50-180之间.2.焊球变形:第二焊点是否焊上或焊接功率是否设得过大,烧球时间或线尾是否设得过长,支架是否压紧或瓷咀是否过旧;3.错焊、位置不当:焊接程序和PR是否有做好,焊点同步是否设定正确,搜寻(search)范围是否设得太大等;4.球劲撕裂:检查功率压力是否设得过大,支架是否压紧,或者适当减小接触功率,瓷咀是否破裂或用得太久;5.拉力不足:焊点功率、压力是否设得太大,支架有否压紧,瓷咀是否已超量使用而过旧(好瓷咀一般使用500K/支).六.常见错误讯息的认识B13表示无烧球或断线;B3/B5 表示PR识别错误,支架PR 被拒收;B4/B6 表示PR识别错误,晶片PR被拒收;B8表示第一焊点不粘或未焊上;B9表示第二焊点不粘或未焊上;W1 表示搜寻传感器错误或支架位置错误.七.注意事项1.温度设定:240℃-300℃之间(蓝/白光设定为230℃左右);2.在AUTO BOND MENU下必须开启之功能:(1) ENABLE PR YES(2)AUTO INDEX YES(3)BALL DETECT YES(4)STICK DETECT1 YES(5)STIEK DETECT2 YES3.保持轨道清洁,确保送料顺畅;4.安全问题:穿线时手勿接触焊头部位,以防高温烧手;5.机台日常保养必须确实认真执行;6.金线轮检测器定期清洁;7.余金线请收好,切勿乱扔;8.除本操作介绍的功能项目和参数外,其它功能项目和参数。
GE 60图形均衡器操作手册说明书

Manual-OPERA TORS MANUAL GE 60GRAPHIC EQUALIZERQUICK ST ARTOkay, Know-it-all. So you don’t need to read the manual. Well do your mother a favor and read this section. You don’t have to read anything else. Ever. Now turn MTV off.Hook-up is intuitive. Just follow the silkscreened instructions on the rear of the unit. All three Inputs are wired in parallel (they do not sum, smarty pants); and all three Outputs are wired in parallel. Use any one Input and any or all Outputs. Polarity convention is per IEC/ANSI/AES standards of pin 2 positive, pin 3 negative and pin 1 shield. The GE 60 does not invert the signal.Set the LO CUT and HI CUT controls as necessary to restrict bandwidth. Full frequency response results from positioning them all the way to the bottom.Anyone familiar with other graphic equalizers finds the GE 60 just as familiar. Setting curves is as easy as it is on all Rane graph-ics thanks to our innovative interpolating constant-Q circuitry. If you feel you want more information on setting up your curves, please see the back page.OK, MTV back on, I'm outta here.GE 60 CONNECTIONWhen first connecting the GE 60 to other components, leave the power switch off until the very last . This gives you a chance to make mistakes and correct them without damaging your fragile speakers, ears and nerves.INPUTSAll three Inputs are wired in parallel and are actively bal-anced. Each works equally well, but use only one, they do not sum. Choose strictly from a required hardware point-of-view, there will be no performance trade-offs. The wiring conven-tion adheres to American, British and International standards of pin 2, or tip being hot, pin 3, or ring being return, and pin 1, or sleeve being shield. It is not necessary to short any Inputs to ground—it doesn’t hurt, it’s just not necessary. Use pin 1, or the shell, for shield ground. Unbalanced operation involves us-ing only pin 2, or tip as signal and pin 1, or sleeve as shield and ground.OUTPUTS The Outputs mimic the Inputs. Balanced output requires using pin 2, or tip, and pin 3, or ring for the signal. It does not require pin 1 or shield. The signal exists differentially between the two balanced leads; ground is not involved. For hum-free systems ground is used only for shielding. Unlike the Inputs, you may use multiple Output jacks simultaneously to drive different devices.EXPANDING Expanding and/or daisychaining the Inputs and Outputs normally uses the ¼" jacks. Three parallel Input connectors allows driving a second signal processor or amplifier without special cabling. SIGNAL LEVELS Signal levels from –10 dBV to +4 dBu are considered normal and within range (at least 20 dB of headroom exists above these levels). Do not directly connect microphones into the GE 60.These require a mic preamp.WEAR PARTS:This product contains no wear parts.Manual-FRONT PANEL DESCRIPTION1 POWER switch & indicator: The yellow LED lights any time this switch is closed and power is, in fact, actually flowing into the GE 60.2 Filter level controls set the individual levels for each of the constant-Q filters. Their range is ±12 dB, and the grounded center-de-tent design ensures individual filters are off and bypassed when positioned to their centers.3 LOW CUT FILTER control sets the corner frequency (–3 dB point) for the low cut filter (high pass). Adjustable from 10 Hz to 250 Hz.4 HI CUT FILTER control sets the corner frequency (–3 dB point) for the high cut filter (low pass). Adjustable from 3 kHz to 40 kHz.5 Channel LEVEL control sets the overall desired gain through the unit. The range is from Off to +8 dB for balanced use, or from Off to +2 dB for unbalanced operation. Unity gain is at approximately “8” (balanced) or “10” (wide open, unbalanced). Using the highest setting (without lighting the OL indicator) yields the best signal-to-noise performance.6 OVERLOAD indicator LED monitors all critical points for excessive signal levels. It lights whenever these levels exceed 4 dB below clipping. Occasional flickering is normal; however, it should not be allowed to light steadily.7 BYPASS switch & indicator: This pushbutton switch activates the “hard-wire” bypass function. When engaged (red BYPASS LED on ), all three pins of the INPUT connectors directly connect to the same pins on the OUTPUT connectors (hard-wired).Engaging this switch converts the GE 60 into a relatively expensive patch cord, but one with pretty lights.Manual-REAR PANEL DESCRIPTION1 XLR INPUT connectors. Pin2 is positive, pin3 is negative and pin 1 is signal ground. For unbalanced operation, use pin 2 as hot and pin 1 as return. It is not necessary to ground pin 3.2 ¼" INPUT connectors. These ¼" tip-ring-sleeve (TRS) connectors parallel the XLR connectors described above. Tip is positive, ring is negative and sleeve is shield.3 Screw terminal INPUT & OUTPUT connectors. Use #6 spades. Parallels the XLR & ¼" TRS jacks.4 ¼" OUTPUT connectors. These ¼" TRS connectors parallel the XLR connectors described below. As before, tip is hot, ring is not and sleeve is shield.5 XLR OUTPUT connectors. Pin 2 is positive, pin 3 is negative and pin 1 is shield.CHASSIS GROUNDINGIf after hooking up your system it exhibits excessive hum or buzzing, there is an incompatibility in the grounding configuration between units somewhere. Your mission, should you accept it, is to discover how your particular system wants to be grounded. Here are some things to try:1. Try combinations of lifting grounds on units that are supplied with ground lift switches or links.2. If your equipment is in a rack, verify that all chassis are tied to a good earth ground, either through the line cord grounding pin or the rack screws to another grounded chassis.3. Units with outboard power supplies do not ground the chassis through their line cords. Make sure these units are grounded either to another chassis which is earth grounded, or directly to the grounding screw on an AC outlet cover by means of a wire con-nected to a screw on the chassis with a star washer to guarantee proper contact.Please refer to the Sound System InterconnectionRaneNote included with this manual for correct wiring practices.Manual- ACOUSTIC COMPENSATIONA graphic equalizer may be used to correct many acoustic problems. However, one should fully understand the ramifica-tions of doing so. Acoustic problems are generally not consistent across the entire area of sound coverage. This is much more of a problem when setting up a sound system for large venues. In a typical large room or hall, there will be areas that have acoustic reinforcement problems and other areas where certain frequen-cies are almost entirely canceled out. Try to seek an acoustic remedy for acoustic problems whenever possible. When this is not possible or feasible, an equalizer may be used to compensate for an acoustic problem. But the problem is only improved at the point where the measurement is taken, other locations in the room may be adversely affected by the equalizer setting. For this reason, measure the acoustic response of the system from several locations and average the equalizer’s setting. Doing this helps most locations in the venue to have an equal sound quality.The best way to “see” what the acoustic signature of the room is doing to sound is to use a real time analyzer or any of the many computerized measurement systems. Using these devices to analyze the response of the room and the sound system is the only accurate means available for setting an equalizer properly.Equalization can be like spice in the hands of a master chef. A little goes a long way in improving sound quality, too much and the mix is spoiled. If modest amounts of equalization (6-8 dB) do not solve the problem, it is best remedied by other means. Avoid adding large amounts of boost below 63 Hz, especially when using vented bass cabinets. Boosting frequencies below the vented enclosure’s low frequency cutoff can easily cause over excursion of the speaker’s cone, causing premature failure. In ad-dition, boosting low frequencies can make your power amplifier run hotter, leading to premature amplifier failure.When equalizer adjustment is completed, compare the un-equalized sound with the equalized sound by alternately engag-ing the BYPASS switch. Use familiar source material and walk around in the sound coverage area to insure that no anomalies have been introduced into the sound system. If it sounds good, you’re done.TONE CONTOURINGIf a GE 60 is used for tone contouring by ear, be care-ful about adding upper bass (63 Hz to 200 Hz) as this causes “muddiness” or loss of clear definition. (Also see the previous warning about boosting frequencies below 63 Hz). Middle frequency problems usually express themselves by vocals having a nasal quality (too much mid band boost) or vocals not being easily understandable (usually caused by mid band frequencies being under represented in the overall sound). High frequency problems show as “sizzle”— not good, and is sometimes caused by too much high frequency boosting. This is most obvious with cymbals and hi-hats. To use the cooking metaphor, high frequencies should simmer, not sizzle.OPERA TING INSTRUCTIONS Insuring the proper level of gain though the GE 60 is just as important as adjusting the equalizer bands. Improper gain distribution is a common cause of loss of system headroom and less than optimum noise performance.The OVERLOAD LED informs of an imminent or passed overload to the equalizer. Occasional blinking of the OL with program source material is fine, indicating optimized signal-to-noise performance. Run the GE 60 with an input signal that is as hot as possible without the OL lighting more than occasionally.The BYPASS switch allows comparison of equalized versus un-equalized signal. It is also useful in adjusting the level of the GE 60 for unity gain and best signal-to-noise performance. The gain of the GE 60 is optimized when there is no sound level dif-ference between the bypassed and the active positions.The overall gain range of the level control for the GE 60 is off to +2 dB for unbalanced operation, or off to +8 dB for balanced operation. The level difference between the equalizer in bypass or active can be significant. Adjust the LEVEL control so the signal level is the same between the bypassed and active positions of the BYPASS switch.GETTING STARTED Here is one method of setting your equalizer that works well. Begin with the following settings:1. Engage the BYPASS switch. (switch depressed, BYPASS LED on .)2. Put all sliders in their center position (0 dB). The center posi-tion has a grounded detent.3. Position the LEVEL controls about “6” for unbalanced opera-tion and “7” for balanced operation.4. Set LOW and HI CUT filters fully down, corresponding to 10 Hz and 40 kHz.5. Apply a signal to the system.6. Verify the OL LED is not on—occasionally blinking during extreme peaks indicates an optimal setting. But if it lights up a lot or lights steadily, lower the output level of the previous device in the signal chain.7. Release the BYPASS switch and begin adjusting the equalizer filters.8. During filter band adjustments, if the OL LED lights more than occasionally, turn down the output of the previous de-vice in the signal chain.9. Once all filter bands are adjusted to your liking, compare the signal loudness with the equalizer bypassed and active. Adjust the LEVEL controls on the GE 60 so there is no difference between the levels of bypassed versus active.10. The last step is to reconfirm that the OL LED lights only when there are large signal spikes in the program material, as in step 6 above.For insight into how to use an equalizer, to alleviate acoustic problems or to adjust the overall tone of the program material, please read the following two sections.©Rane Corporation 080 7th Ave. W., Mukilteo WA 98 75-5098 TEL 5- 55-6000 FAX 5- 7-7757 WEB 103080。
eagle60调报警
eagle60调报警1st & 2nd BOND FAILUR 第一压点和第二压点失效1.0)第一压点失效 - FIRST BOND FAILURE1.1.1) 原因 - Cause材料 - Material :使用错误的劈刀 - Wrong capillary is used.使用错误的腐蚀方法 - Wrong etching process.金线的选择 - Gold wire used is too sensitive to silicon crack.铝层太跑薄 - Glass under bonding pad is too thin.金球焊机 - Bonder :参数使用不当 - Parameters setting is not optimized yet.不稳定的或太大的碰撞压力- Unstable impact force or too large impact force.超声功率太大 - Ultrasonic is too large.1.1.2) 解决方法 - Solution1. 使用高频率换能器2. 有效进行参数调节1st contact time : 增大接触时间,保证焊头在超声之前已经稳定1st contact power : 设定 = 0, 当金球剥离不好时, 可以加大, 但不能大于基本功率1st contact force : 增大接触压力, 保证金球在超声之前已经形成1st bond time : 减少基本时间, 把超声的振动减到最小1st bond power : 减少基本功率, 从而把超声的振幅也减小.1st bond force : 适当增大基本压力, 这样金球在超声的作用下比较稳定Search speed : 减少搜索速度, 保磳证比较小的焊头碰撞1.2) 起坑 - Crateringu 易损坏的破裂颉结果: 是由于一些不完美的因素而产生: 裂缝. 破裂等等. 这些因素将引起材料超过所能受的压力u 压焊所使用的参数不当u 失效的铝层表面u 应力效应u 总结过大的超声能量: 主要因素压焊压力/碰撞压力/硅微粒尺寸/模量系数/封装应力/管芯尺寸: 第二因素1.3) 失球(缩丝)/不稳定的球 - Missing Ball/Inconsistent Ballsu 第二压点参数 - 2nd power, 2nd force, 2nd search speed too highu 线夹开关压力 - wire clamp (open / close) forceu 管脚被压的状况 - Leads clamping (check for floating)u 脏的或受污染的管脚或金线 - Dirty/contaminated bond lead or wireu 打火杆脏 - T orch tip dirtyu 线尾太短 - Tail Length too shortu EFO对压板打火 - spark at Window Clamp - Window clamp set-up too highu 打火高度埘不正确 - Fire level too low or high1.4) 金属剥离 - Lift Metalu 太大的敌第一点功率 - Too much 1st poweru 基本压力太小 - Base force not enoughu 铝层处理不好Al pad not fully cured1.5) 第一点压不上 - Non Stick On Bond Padu 管芯基岛没压紧 - Die Pad Floatingu 管芯基质太软 - Substrate too softu 不足的第一焊点参数 - Insufficient 1st Bond Parameteru 不足的加热 - Insufficient heatu 劈刀使用过量 - Over-used Capillaryu 超声调校失败 - BQM out of calibration (Normal BQM)u 材料污染 - Material contaminatedu 没有进行搜索高度探测 - Not perform contact searchu 银桨烘烤不足 - Epoxy too soft-not properly curedu 在烘烤的过程中银桨受污染- Epoxy contaminated the Die pad during cure1.6) 金球脱离 - Lifting Ballu 基本参数不足 - Base power not enoughu 增大参数 : Increase standby power, contact power and base power1.7) 打(烧)小球 - Small Ballu 金线. 管脚或打火杆被污染 - Contaminated wire and device or E-torchu 尾丝太短 - Tail too shortu 尾丝不垂直 - Tip of tail length swing away from E-torchu 尾丝设定太短 - Tail length setting to short1.8) 匙球/高尔夫球 - Off Center Ball/Golf Ballu 尾丝太长 - Tail length too longu 金线或送线路径被污染 - Wire or wire path contaminationu 空气张力装置吹气太小 - Air tensioner flow rate too lowu 打火装置或联机有问题- EFO box or cable connection problem1.9) 打扁球 - Smash Ballu 基岛没压紧/压板下压过度 - Floating Die/Over Clamp forceu 减少搜索速度 - Reduce search speedu 减少压焊压力 - Reduce the Bond Forceu 打火杆的位置不好 - EFO Torch tip setting no goodu 没有进行搜索高度探测 - Contact Search not performedu 超声没有调校 - BQM board not calibrated.u 打火杆脏 - T orch tip dirtyu 不稳定的管芯高度 / 厚度 - Inconsistent Die Thickness / Die Heightu 打火装置有问题 - EFO Box Problemu 空气散热器流量太大 - Air diffuser too large1.10) 金球错位 - Misplaced Ballu 图像识别不好. 灯光设定不好 - Poor PR Set-up, Poor Lighting setupu 压板不紧- Poor clamping on unit, Unit moving during clamping.u 空气散热器流量不足 - Air diffuser insufficient1.11) 金球根部断裂Neck Cracku 过度的反向訿距离 - Excessive Reverse Distanceu 反向高度太低 - Reverse High too lowu 劈刀使用错误 - Wrong Capillary type used.u 劈刀使用过量 - Over used capillaryu 接触传感器沾污 - Contact sensor dirtyu 材料问题 - Material problem -wireu 线夹打开宽度太小 - Wire clamp opening too smallu 打火电流太大– EFO current too largeu 传位的过程中, 工作台振动– WH Vibration during indexing2.0) 第二压点失效 - SECOND BOND FAILURE2.1) 引线框架压不上 - Lift Stitchu 管脚浮动或沾污 - Lead floating or contaminationu 增大第二点压焊参数- 2nd time, power and force need increasingu 增大释放参数 - Increase release fireu 使用第二点摩擦 - Apply 2nd bond scrubu 增大第二点接触功率 - Increase 2nd contact poweru 劈刀的使用寿命 - Capillary lifetime2.2) 第二点根部切断 - Stitch Cutu 减少第二点压焊功率和压力 - Reduce 2nd power / forceu 改善压板状况 - Optimise lead clampingu 更换新劈刀 - New capillary2.3) 不稳定的第二焊点形状- Inconsistent 2nd Bond Deformationu 管脚上翘 - TiltedLeadsu 压板调节不好 - Poor Window Clamp setupu 压焊温度太低 - Insufficient Bonding Temperatureu 加热块沾污或使用错误 - Dirty top plateu 劈刀使用过量 - Over used capillaryu 材料沾污 - Contaminated Materialu 试验分析第二点的功率和压力- Optimise 2nd power and force factor2.4) 第二压点残留尾丝 - 2nd Bond Tailingu 劈刀CA太低 - Capillary Chamfer Angle too shallowu 劈刀Cd太大 - Capillary Chamfer Diameter too largeu eagle60 的出现no ball stick报警是用哪个参数调的有什么用工作界面下暫停一下,然後按F1會出現紅色的隱藏命令菜單,有一個好像是第七項叫StickADJ,修改裏面的參數看看,最大好像可以改到30,我們以前基本上都是那麽做;如果這個都不好用的話你可以嘗試更改一下2nd bond position在wire parameter 里面的no ball stick 每根线改为N就可以了啥* E' H$ v8 t) ~% b# k& j 4 t5 l0 k0 G& P 出现这样的问题就是在做产品时没有先连接地线.可以适当的增加 Bond force 和Use power, 但不要太大防止产生火山口.请问搂住,是不是LED封装?Die是不是双电极啊?,如果是双电极,Die与料碗之间是绝然的,因而第一点无法形成回路,检测必须关闭。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
LHC=2
LHC= -2
例: 在同一 group 中比較不同 WLF 其實際線長有何不同,其變化為何 Wire 1 2 3 4 5 LHC 1step =10um WL(um) LHC (um) 1000 20 2000 20 3000 20 4000 20 5000 20 WLF (%) 500% *0.2 400%*0.2 500% *0.2 400%*0.2 500% *0.2 400%*0.2 500% *0.2 400%*0.2 500% *0.2 400%*0.2 Total WL 1020 2020 3020 4020 5020 Wire 1
+Ve + Ve
-Ve -Ve
第 4 頁,共 15 頁
08/10/ 22
3. 2nd kink smoothness =-30%
=0%
=30 %
4. Last kink Bump Factor 3.
θ
RD2 (由 S/W 計算)
Span angle θ+span angle correct
RD Span Length
�
Pull Motion
W/C open 2nd search height
WL No Pull motion BH↓ XY table no move
Pull ratio – XY table Vertical pull level & Time –BH pull Ex : If WL =1000 Pull ratio =25% , 則試計算,pull 多少距離 Pull Ratio =25% x (0.1) =1.5% of WL
2. Bond Top Above 1st Bond
R”
R R R
If Bond Top above 1st bond 選 No R” > R 故在拉弧時可能擠壓,造成倒線 If Bond Top above 1st bond 選六 linear , convex 因其動作移至 R 位置,其依等半徑運動,比較不會多放線 3. Y compensation Pre Delay Loop Top Time 第 offset 12 頁,共 15 頁
R H
第 5 頁,共 15 頁
08/10/ 22
5. 2nd kink HT Factor
原理 : 其原理同 wire length factor 以下用 wire length factor 作說明
close close LHC=+Ve WL WL WL close LHC= -Ve
Total
LHC=0 WL = ( WL + WLF ) + LHC
08/10/ 22
1. looping control
Q-loop Square loop Penta loop
Loop Base
1. 2. 3. 4. 5.
LH RH RD RDA loop height control
同左
同左
2nd kink parameter
1. 2. 3. 4. 5.
Span length 同左 span Angle corr 2nd kink smoothness 2nd HT Factor Last kink Bump Factor 1. slope length 2. contact Angle correct 3. 3rd kink smoothness 4. Twist motion 同左
第 7 頁,共 15 頁
08/10/ 22
假如 slope length =0 無論 contact angle correct 為何,依舊看不到 3rd kink
3. 3rd kink smooth
3rd kink smooth
Sharp -V
Sharp +V
Rema rk : 1.3rd kink smoothness 可調3rd kink sharp 2.2nd kink sharp 無法用2nd kink smoothness 調整 sharp , 如希望 sharp 只能調整下列參數 2nd HT Factor Span Angle Correct Last kink Bump Factor 4 Twist motion 4.1 Twist offset correction 動作圖: Twist Angle 65% 35%
3rd kink parameter
Motion parameter
Reverse Motion
Pull Motion
Feed power
1. Y-compensa tion (%) 同左 st 2. Loop Top Above 1 bond 3. Y-compensa tion dela y 4. loop top Dec sample 5. loop Time offset 1. 1st reverse Mode –Linear 1. 1st Rev. Mode 1. 1st Rev Mode nd Rev Mode 2. 2nd Rev mode 2. 2 –linear 3. 3nd Rev. Mode –linear 1. pull ratio 同左 同左 2. vertical pull level 3. vertical pull time 4. vertical pull search dela y 5. vertical pull sync offset Time 1 Time 2 Time 3
Slope length
Slope length
2. contact Angle correct
Contact angle Correct
>50 more 3rd kink height <50 less 3rd kink height , low Rema rk : 其開關為 slope length
Convex 2
Linear
Concave
Rema rk : A.3 rd kink 倒弧時,可用此參數調整( twist revers and twist Forward Mode ) 建議; 採用 linear ,因為其 3rd kink 角度明顯,且腑視時,slope 較值,不易倒 倒弧 B Linear ,其第一點(first Bond 到 second Bond 較尖,較直 4.4.1 linear & convex linear 1
USER
Loop Top
第 11 頁,共 15 頁
08/10/ 22
Q loop square loop penta loop Remark : Q loop 拉線單純,y 軸問題,會較凸顯; Penta loop 拉線複雜,一小段一小段的拉線,故y 故 ycompensation 可較被忽略
軸問題較不明顯,
4.2 Twist Reverse Mode 可分為 Linear, Convex 1 ,Convex 2 , Concave
4.3 Twist Reverse Mode
第 9 頁,共 15 頁
08/10/ 22
twist 行進方向
Convex 1
Convex 2 Linear
Concav e
4.4.Twist Forward Mode Convex 1
Idea
實際 Idea
實際
第 13 頁,共 15 頁
08/10/ 22
注意: 採用 manual Tuning 其實際曲線須在 idea 上方,否則會線弧不良 例: 採用 manual Tuning 時, 可用此功能預先觀察 looping
此圖可看出 sync offset , DEC 可能發生錯誤 因為此區低於 idea 值
=% of wire length = fix Span length
Span length
c. Sum, Smil
=fix slope length
Slope length
d. Aum , Amil = 從 pad 作平台至 die 的邊緣處,開始計算 Aum 的補償 (如選擇 Aum ,Amil 其 software 會自動要求設定 die 框) 適用於X Y die pad 與 die elge 距離不同
2 SD 第 10 頁,共 15 頁
08/10/ 22
convex 1 DEC 2 SYNC
IF 選擇 linear 則 SD=0 , DEC =0 SYNC =0 IF linear 改成 convex 則其 SD ,DEC , SYNC 其 DATA 自動變更
● Motion Parameter 1. Y Compensation (%) ducer 動作成弧行,故在作y方向銲針時,當至 loop top 時,會 目的: 因 tran tranducer 有些許誤差,須作y方向補償。 M/C 2 銲點 1 銲點 DIE 1 銲點 2 銲點 WL WL ’ WL’
4. loop Top DEC Sample default setting =25 5. loop Top Time offset 此功能原理同 sync offset Remark : If bond top above 1st bond 選 Convex � loop top DEC Sample =/= 0 (S/W 自動計算) loop top Time offset =/=0 (S/W 自動計算) Y compensation pre delay =/=0 ( 須手動 key , default =15) � Trajectory parameter
Slope length
第 8 頁,共 15 頁
Zero
Twist offset
correction