冲压工艺方案卡-C011-5113042-后地板右前纵梁5号加强件
汽车中地板后横梁中段加强件冲压模的毕业设计
摘要本文介绍了汽车中地板后横梁中段加强件冲压模的设计过程。
分析了汽车覆盖件及其冲压模的特点及要求。
对零件的UG数学模型进行了分析,该零件数学模型为由片体构成的非参数化特征(umparameteied)。
由于零件数学模型是以整个汽车为基准设计的,为了得到合格的零件产品,必须先进行拉深方向的确定,然后进行了拉深件的设计。
拉深件的设计包括工艺补充、压料面,拉延筋的设计。
以拉深件为基础进行了两套冲压模具的三维设计并进行了装配。
由三维模具再进行模具的二维设计。
最后还介绍了两种汽车覆盖件模具制造先进制造技术:实型制造与刃口堆焊技术。
关键词:汽车覆盖件,数学模型,工艺补充,冲压模,UG.AbstractThis article introduced the process of stamping die design of in front of the automobile the host column strengthens . Has analyzed the the characteristic and the request of automobile cover and its stamping die. Has carried on the analysis to the components UG mathematical model, this components mathematical model for the non-parameter characteristic which constitutes by the piece body (umparameteied). Because the components mathematical model is take the entire automobile as the datum design, in order to obtain the qualified components product, must first carry on stamping the direction determination, then has carried on stretch component a design. Stretch component a design supplemented including the craft that, presses the material surface, strecth muscle design. Has carried on for the foundation two sets of stamping die molds three dimensional designs and has carried on the assembly ,has entered the good mold two-dimensional design again by the three dimensional mold. Finally also introduced two kind of automobiles covers mold makes the advanced manufacture technology: Solid manufacture and piles weld technology.Key word: The automobile cover, the mathematical model, the craft supplemented ,stamping die, UG.目录前言 (4)第一章零件的分析与方案的论证 (7)一汽车覆盖件的特点和要求 (7)二冲压件的工艺分析 (8)三设计方案 (9)第二章拉延模的设计 (10)一覆盖件拉深工艺设计 (10)二拉延模结构与零件设计 (19)三拉延模的结构与原理说明 (28)第四章修边模的设计 (33)一修边模结构的选择 (33)二修边模结构与零件的设计 (33)三修边模调整 (37)第四章覆盖件模具制造新技术 (38)一实型铸造技术 (39)二刃口堆焊技术 (39)参考文献 (42)总结 (43)前言随着我国改革开放的不断深入,人民生活水平的提高,和我国加入WTO,我国的汽车的销售和生产得到了很大的提高。
标准工时
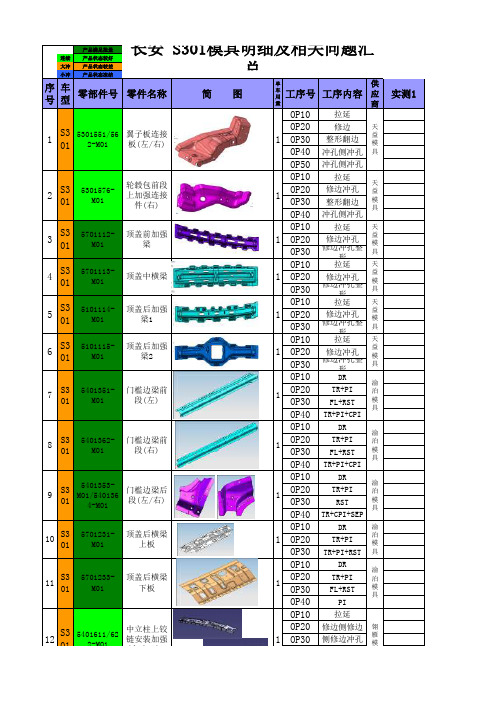
产品满足批量连续产品状态较好大冲产品状态较差小冲产品状态冻结序号车型零部件号零件名称简 图单车用量工序号工序内容供应商实测1OP10拉延OP20修边OP30整形翻边OP40冲孔侧冲孔OP50冲孔侧冲孔OP10拉延OP20修边冲孔OP30整形翻边OP40冲孔侧冲孔OP10拉延OP20修边冲孔OP30修边冲孔整形OP10拉延OP20修边冲孔OP30修边冲孔整形OP10拉延OP20修边冲孔OP30修边冲孔整形OP10拉延OP20修边冲孔OP30修边冲孔整形OP10DROP20TR+PIOP30FL+RSTOP40TR+PI+CPIOP10DROP20TR+PIOP30FL+RSTOP40TR+PI+CPIOP10DROP20TR+PIOP30RSTOP40TR+CPI+SEPOP10DROP20TR+PIOP30TR+PI+RSTOP10DROP20TR+PIOP30FL+RSTOP40PIOP10拉延OP20修边侧修边OP30侧修边冲孔1 2 3 4 5 6 7 8 9 10 11 12S301S301S301S301S301S301S301S301S301S301S301S35301551/562-M015301576-M015701112-M015701113-M015101114-M015101115-M015401351-M015401362-M015401353-M01/5401364-M015701231-M015701233-M015401611/62翼子板连接板(左/右)轮毂包前段上加强连接件(右)顶盖前加强梁顶盖中横梁顶盖后加强梁1顶盖后加强梁2门槛边梁前段(左)门槛边梁前段(右)门槛边梁后段(左/右)顶盖后横梁上板顶盖后横梁下板中立柱上铰链安装加强111111111111天益模具天益模具天益模具天益模具天益模具天益模具渝泊模具渝泊模具渝泊模具渝泊模具渝泊模具翎雁长安 S301模具明细及相关问题汇总OP50整形161OP05落料OP10拉延142OP20侧修边冲孔56OP30修边冲孔侧修边OP40整形OP10拉延OP20侧修边冲孔OP30修边冲孔侧修边OP40整形OP10拉延155OP20TR+CTR+PI 63OP30TR+CTR 25OP40FL+RST OP50CFL+SEP OP10DR OP20TR+PI OP30TR+PI OP40RST+SEP OP10拉延59OP20修边冲孔OP30修边冲孔OP10拉延OP20修边冲孔OP30整形OP40修边冲孔op10拉延32.4op20修边冲孔op30整形op40冲孔41.6op10拉延130op20切边冲孔45op30切边冲孔55op40翻边整形OP05落料OP10拉延OP20切边冲孔OP30翻边整形OP40冲孔侧冲孔OP10拉延OP20切边冲孔OP30翻边整形OP40冲孔侧冲孔OP10成型OP20侧整型OP30修边冲孔侧冲孔侧翻边OP05落料冲孔50OP10成型131415161718192021222301S301S301S301S301S301S301S301S301S301S301S301S3/622-M015401131-M015401142-M015401211/222-M015401513/524-M015701116-M015701211-M015102291-M015701121-M015401331-M015401342-M015102171-M01链安装加强板(左/右)侧围上边梁加强板(左)侧围上边梁加强板(右)后立柱外板(左/右)后大灯安装板下连接板(左/右)顶盖后加强梁Ⅲ顶盖前横梁前地板中鼓包天窗加强环 中立柱加强板(左) 中立柱加强板(右)左地板边梁11111111111雁模具翎雁模具翎雁模具翎雁模具翎雁模具西双宏模具西双宏模具通达模具通达模具通达模具通达模具兴达模具兴OP30修边冲孔侧冲孔侧翻边OP10拉延OP20修边冲孔侧修边OP30冲孔侧整形OP40冲孔侧冲孔侧修边OP10拉延138OP20修边冲孔47OP30整形翻边修边139OP40侧整形冲孔116OP50侧整形冲孔侧冲孔侧修50OP10拉延OP20修边冲孔OP30整形翻边修边OP40侧整形冲孔143OP50侧整形冲孔侧冲孔侧修91OP10拉延OP20修边冲孔OP30整型OP40侧整形OP50修边冲孔侧冲孔分离翻OP10DR OP20TR+PI OP30FL+RST OP40PI+SEP OP10BL OP20FO OP30FL OP40PI OP10DR OP20TR+PI OP30TR+PI OP40FL+SEP OP10BL OP20FO OP30PI OP40FL OP50PI+FL OP10BL 50OP20FO+FL OP30C_PI 43OP10BL+PI OP20FO+FL 113OP30PI 29OP40PI 35OP10BL+PI 58OP20FO+FL41OP3058OP40242526272829303132333435S301S301S301S301S301S301S301S301S301S301S3015102313-M015104351-M015104362-M015301111/53011225401113-M015401124-M015401517-M015401528-M015401231-M015401242-M015301672-M015102911-M015102912-M015102915-M015401382-M01右地板边梁前地板中鼓包上盖板后地板左下纵梁后地板右下纵梁前纵梁内板-左/右后门限位器安装加强板(左/右)后大灯安装板连接板(左/右)后门锁销安装板(左/右)水壶安装支架中央扶手上支架(左/右)扶手下支架门槛边梁加强支架11111达模具兴达模具兴达模具兴达模具兴达模具天业模具天业模具天业模具通达模具天业模具天业模具天业模具接刀段差面间隙3面间隙2.3OP20FOOP30PI+FL+SEPOP10BLOP20FO+FLOP30PIOP10BL+PIOP20FO+FLOP30PIOP10BL+PI160 OP20FO+FL50 OP30PI25 OP10BLOP20FO+FLOP30PIOP40FLOP50PIOP60FOOP10BL+PIOP20FO+FLOP30PI+C_PIOP10DR15.7 OP20TR+PI13.8 OP30FL+SEP19 OP40PI+C_TR15.8 OP50FL40 OP10BL+PI60.6 OP20FO53 OP30FL52 OP40FL67 OP50FL+PI38 OP10BL+PI43 OP20FO42 OP30FL28 OP40FL92 OP50FL+PI39 OP10BL+PI40 OP20FO90 OP30FL90 OP40PI55 OP10BL+PIOP20FL+FOOP30PI+SEP47S3015401526-M01锁扣安装板PRO PRO拓胜模具PRO PRO拓胜模具36 37 38 39 40 41 42 43 44 45 46 48S301S301S301S301S301S301S301S301S301S301S301S3015401373-M015401384-M015701212-M013550021-M013550021-M023550022-M015301373-M015301172-M015301372-M015301181-M015301182-M015301183-M015701157-M015701168-M015701135/46-M01门槛边梁前加强板(左/右)前室灯安装支架上安装支架ABSBRACKET上安装支架ESP UPPERBRACKET下安装支架空滤器二号支架左悬置(前/后)安装支架加强板右悬置前安装支架右悬置后安装支架右悬置安装加强板天窗后安装支架(左/右)天窗中安装支架(左/天业模具天业模具天业模具天业模具天业模具天业模具天业模具天业模具天业模具通达模具天业模具op10落料op20成型op30折弯op40冲孔op50冲孔,切料OP10BL OP20FO OP30FL+PI OP40CPI OP05BL OP10FO OP20REST+FL OP30PI+CPI OP40PIOP10BL+PI OP20FO+FL OP30PI+RST OP40PI+RST OP10FO OP20TR+PI OP30FL+RST OP10FO OP20TR+PI OP30FL+RST OP10DR OP20TR+PI OP30CTR+RST OP40FL+RST OP50PI+TR OP10DR OP20TR OP30CTR+RST OP40FL+RST OP50PI+TR OP10DR OP20TR+PI OP30FL+RST OP40SEP+PI+CTR OP10BL+PI 4950515253545556575859S301S301S301S301S301S301S301S301S301S301S3015401557/68-M015301117-M015301374-M015701251/252-M015701253/254-M015301574540133354013445401215-M015401226-M015401213/224-M01顶盖前横梁连接板(左右)空滤器三号支架左悬置连接加强板天窗前连接支架(左/右)天窗后连接支架(左/右)轮毂包前段上加强连接件(左)后门下铰链安装加强板(左)后门下铰链安装加强板(右)后大灯安装板(左)后大灯安装板(右)背门撑杆安装螺母板(左/右)PROPRO PROPRO拓胜模具广达模具景田模具景田模具景田模具天益模具天益模具天益模具翎雁模具翎雁模具翎雁模具520OP30BUR+PI OP40PI OP10BL+PI OP20FO+BUR OP30BUR+PI OP40PI OP10FO 8.7OP20TR+PI 8.9OP30FL+RST 7.5OP40PI+CRST-SEP 8.4OP50CPI OP10DR OP20DR OP30TR OP40FL+RST OP50CPI OP10BL OP20FO OP30PI OP10BL OP20FO OP30PI OP10DR OP20TR+PI OP30TR+PI OP40RST OP10BL+PI OP20FO+FL OP30RST OP10BL OP20FO OP30PI OP10BL OP20FO OP30PI OP10BL OP20FO OP30PI OP10BL OP20FO OP30PI OP10BL+BE OP20BE OP30BE OP05BL OP10BE+FL OP20PI OP05BL 606162636465666768697071727301S301S301S301S301S301S301S301S301S301S301S301S301S301S35001103-M015001103-M025301553-M01/5301564-M015401117-M015401386-M015401335/346-M015301171/371-M015701137/148-M015701133/144-M015401126-M015401128-M015102913/914-M01L 8402510-M015401217-M01换档安装支架-MT换档安装支架-AT翼子板安装板(右/左)加油口门槛边梁后加强板后门限位器安装加强板(左/右)悬置前安装支架(左/右)天窗后安装支架(左/右)天窗前安装板(左/右)翼子板上安装支架翼子板中安装支架中控扶手安装友架(左/右)后保险杠安装支架京桓模具双宏模具西双宏模具西双宏模具西双宏模具京桓模具京桓模具京桓模具京桓模具京桓模具京桓模具京桓模具京桓模具京桓模具。
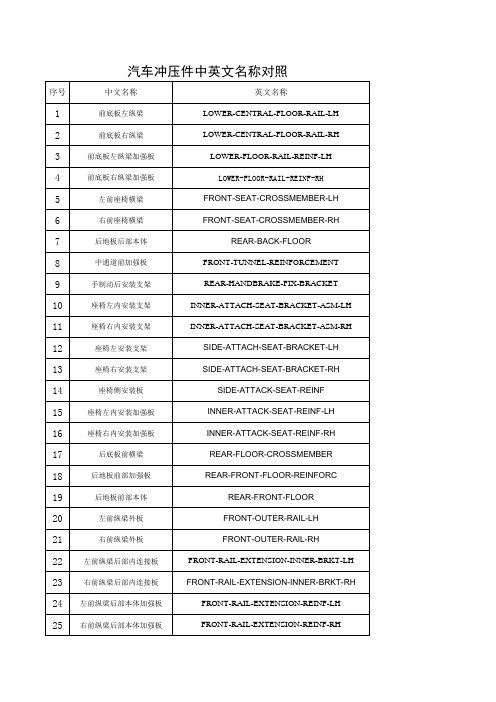
汽车冲压件---英文名称
19
后地板前部本体
REAR-FRONT-FLOOR
20
左前纵梁外板
FRONT-OUTER-RAIL-LH
21
右前纵梁外板
FRONT-OUTER-RAIL-RH
22
左前纵梁后部内连接板
FRONT-RAIL-EXTENSION-INNER-BRKT-LH
23
右前纵梁后部内连接板
FRONT-RAIL-EXTENSION-INNER-BRKT-RH
116
雨刮安装支架
WIPER-SUPPORT-BRACKET
117
前挡板下加强梁
FRONT-LOWER-CROSSMEMBER
118
前风挡下横梁
COWL-BAR-PANEL
119
空气室加强板
COWL-BAR-EXTENSION
120
排水槽本体
UPPER-DASH-PANEL
121
空调安装支架
DASH-PANEL-UP-HVAC-BRACKET
65
前保右安装盒上板
66
前保左安装下板
67
前保右安装盒下板
68
后保防撞横梁固定板
69
前拖车钩支架
70
后保左安装盒上板
71
后保右安装盒上板
72
后保左安装盒下板
73
后保右安装盒下板
74
换档手柄安装支架
75
手制动前安装支架
76
然油箱中加强板
77
后部横梁
78 左前纵梁后部外连接板下板
79 右前纵梁后部外连接板下板
99
行李箱缓冲块支架
DECKLID-STOP-BRACKET-POSITIONED
压铸工艺卡cxm

零件图号
CG125-2.0.1
共1页
零件名称
1#CG125(D)气缸体
第1页
材料牌号
HD2或ADC12
浇注铝重
2.05±0.2Kg
模具编号
015
简图
设
备
压铸机型号
1#立式300T
压室直径
Ф90
冲头直径
Ф90
保温炉
无铁保温炉
压室偏心距
0
喷嘴直径
Ф20
嵌
件
图号
名称
数量
辅
料
名称
用途
CG125-2.0.1
编制
二级起点
155(刻度)
冷却系统
无
审核
二级开度
8(刻度)
会签
增压开度
循环周期
1分50秒-2分钟
标记
处数
更改文件号
签名
日期
批准
涂在铝水易冲击型芯上,少涂油。5.从保温炉到浇入熔杯不能有停顿等现象。6.喷涂时间不能过
长合模前应保证型腔内干燥为宜。
工
艺
规
范
控制柜显示温度
持压时间
10(S)
检
验
要
点
1.每班应经划线检验合格后再生产。
模
具
装
置
名称
数量
备注
保温炉出口温度
650℃-670℃
留模时间
20-25(S)
2.每班应抽取2-3件经车端面检验有无
CG125(D)气缸套
1
冲头油
用于压射头刷涂
水基涂料
用于型腔及浇口等部位
工
艺
特
殊
要
联合卡车冲压培训资料

集瑞联合重工冲压工艺培训资料倪慨宇1. 工法图是指导模具设计的依据,拉延一般是第一序,是否到底的标志,上模,制件上有压痕;2. 修边线与分模线15→20,拉延筋距修边线最小20;保利龙制作指导书1.使用工具:工作台板、刀具、10/1000铸模尺、20/1000铸模尺、钢质直角尺、三角板、电阻丝吊具、可调变压器、画规、卷尺、尺杆、样板、毛刷、笔等;2. 作业内容:a. 外观要求:倒角光洁平整,结合处无缝隙,表面清洁; b. 尺寸准确性:加工尺寸——加工面的加工余量及缩量; 非加工尺寸——缩量(铸铁10/1000,铸钢20/1000);3. 拉延模凸模制作过程一览表:a. 读图:读懂图纸,明确必要尺寸(模具闭合高度、基准线距上/下模底面的高度);b. 备料:c. 型面加工:送所备料至数控机床加工所需型面(CNC 编程时应放出10mm 的加工余量),并打上中心孔;d. 模座制作:e. 凸模型面制作:由已加工的凸模型面,以机加工所给出的分模线,放出加工余量(向内或向外做10mm 左右的偏移,照此线吊出,向外吊则凸模轮廓不需加加工余量,向内吊则需加20mm 的加工余量),做出凸头,画出中心线,注意留出空刀,并装上导板底座,挖出减重空;f. 自检:g. 收尾:归纳总结1. FC (普通铸铁)7.3T/m 3 ;GM (Mo-Cr 铸铁)7.4 T/m 3 ;SC (碳素钢)7.8 T/m 3; 2.3. 基准点约在模具的几何中心,整数;4. 模具,冲压件,投入成本大,开发周期长,技术含量高;工艺设计/模具设计;HT250、HT300价格5000→6000元/顿;拉延模:Mo-Cr铸铁7200元/顿;空冷钢7CrSiMnMoV价格12000→15000元/顿;45#价格5500元/顿;设计:在保证质量的前提下节约成本;每年福臻集团要开发4部车,奇瑞、江淮、柳州;材料的选用必须遵守技术协议;5. 数模基准点:制件近似中心点,圆整,变换数模、模具维修;模具中心点≠模具的几何中心;机床中心和压力中心是一致的;6. 材料:Mo-Cr铸铁(日本GM246)、Ni-Cr铸铁淬火后HRC50,HT300(日本FC300);成型类:凸模用合金铸铁;修冲类:料厚<1.5,空冷钢7CrSiMnMoV,淬火HRC52,变形小;料厚>1.5,T10A、T12A,淬火麻烦,变形量大;料厚>1.5,采用Cr12MoV,维修麻烦;7. 汽车总成:a.前舱总成8401;b.前围总成5301;c.后围总成5601/6301;d.顶盖总成5701;e.侧围总成5401,单为左,双为右;f.地板总成5101;8. 起重棒:a.植入式45钢;b.整体式;c.吊耳,孔距吊耳边缘50mm,Φ45、Φ50,用于2m以上的模具。
vv安全带安装加强件(左)冲压成形工艺及模具设计

目录摘要 (I)Abstract........................................................... I I 绪论. (1)1.1 课题研究的背景 (1)1.2 我国冲压模具的现状及发展趋势 (1)第二章冲压工艺分析 (3)2.1 冲压工艺分析 (3)2.2 确定排样图. (5)第三章计算各工序冲压力和选择冲压设备 (8)3.1冲压力的计算和设备的选择 (8)3.2凸凹模设计 (10)3.3冲裁模具的设计和设备选择 (13)3.4弯曲工艺计算 (19)第四章模具的设计与装配 (22)4.1卸料及压料零件设计与标准 (22)4.2卸料螺钉及其他零件的选择 (23)4.3模架及导套、导柱的选择 (24)4.4模具设计 (24)4.5冲压设备的选择 (27)4.6模具总装图的绘制 (28)4.7模具的装配 (29)设计总结 (32)致谢 (33)参考文献 (34)摘要本文应用本专业所学课程的理论和生产实际知识进行一次冷冲压模具设计工作的实际训练从而培养和提高学生独立工作能力,巩固与扩充了冷冲压模具设计等课程所学的内容,掌握冷冲压模具设计的方法和步骤,掌握冷冲压模具设计的基本的模具技能懂得了怎样分析零件的工艺性,怎样确定工艺方案,了解了模具的基本结构,提高了计算能力,绘图能力,熟悉了规范和标准,同时各科相关的课程都有了全面的复习,独立思考的能力也有了提高。
关键词:模具设计冲压冲裁弯曲AbstractThus the present paper applies this specialty to study the curriculum the theory and the production know-how carries on a time cold stamping mold design work the actual training to raise and to sharpen the student independent working ability, consolidated and expanded the content which curricula and so on cold stamping mold design studied, the method and the step which the grasping cold stamping mold designed, the basic mold skill which the grasping cold stamping mold designed had understood how analyzed the components the technology capability, how definite craft plan, had understood the mold basic structure, sharpened the computation ability, cartography ability, has been familiar with the standard and the standard, simultaneously various branches correlation curriculum all had the comprehensive review, independent thinking ability also had the enhancement.Key word: Mold Design, stamping, punching, bending绪论1.1 课题研究的背景模具是现代工业生产的重要工艺装备,被成为“工业之母”。
车身前地板冲压工艺分析及整改方案验证
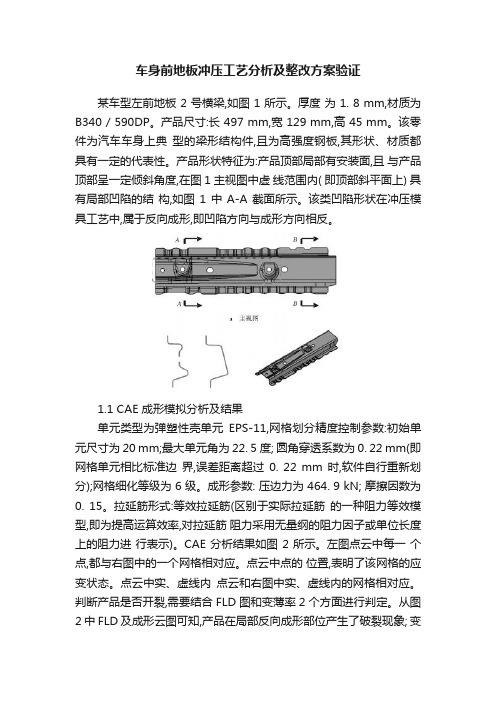
车身前地板冲压工艺分析及整改方案验证某车型左前地板 2 号横梁,如图 1 所示。
厚度为 1. 8 mm,材质为B340 / 590DP。
产品尺寸:长 497 mm,宽 129 mm,高 45 mm。
该零件为汽车车身上典型的梁形结构件,且为高强度钢板,其形状、材质都具有一定的代表性。
产品形状特征为:产品顶部局部有安装面,且与产品顶部呈一定倾斜角度,在图 1 主视图中虚线范围内( 即顶部斜平面上) 具有局部凹陷的结构,如图 1 中 A-A 截面所示。
该类凹陷形状在冲压模具工艺中,属于反向成形,即凹陷方向与成形方向相反。
1.1 CAE 成形模拟分析及结果单元类型为弹塑性壳单元EPS-11,网格划分精度控制参数:初始单元尺寸为 20 mm;最大单元角为 22. 5度; 圆角穿透系数为 0. 22 mm(即网格单元相比标准边界,误差距离超过0. 22 mm 时,软件自行重新划分);网格细化等级为 6 级。
成形参数: 压边力为 464. 9 kN; 摩擦因数为0. 15。
拉延筋形式:等效拉延筋(区别于实际拉延筋的一种阻力等效模型,即为提高运算效率,对拉延筋阻力采用无量纲的阻力因子或单位长度上的阻力进行表示)。
CAE 分析结果如图 2 所示。
左图点云中每一个点,都与右图中的一个网格相对应。
点云中点的位置,表明了该网格的应变状态。
点云中实、虚线内点云和右图中实、虚线内的网格相对应。
判断产品是否开裂,需要结合 FLD 图和变薄率 2 个方面进行判定。
从图2 中 FLD 及成形云图可知,产品在局部反向成形部位产生了破裂现象; 变薄率方面,根据相关资料,对于普通材料钢板,变薄率应控制在 25% 以内 ;对于高强度板,变薄率应控制在 20% 以内。
从图 3 模拟结果图中可知, 最大减薄率为31. 4% ,远高于所能接受的变薄要求范围,因此可得出结论,产品在局部反向成形区域发生了破裂。
2 破裂原因分析从图2 中FLD 图可知,破裂区应变为平面应变。
稳定杆加强板冲压工艺及模具结构优化
稳定杆加强板冲压工艺及模具结构优化摘要:某车型稳定杆加强板(简称A板)材质为SAPH440的酸洗板,在汽车行驶过程中因与套管产生干涉而发出异响,为此主机厂决定改进A板结构,在干涉区域加大避让空间。
在验证阶段,尝试用数控铣床加工带避让形状的简易胎具,用胎具在原冲压件上进行避让形状的成形,但成形的零件质量未能满足技术要求,随后进行了零件结构和冲压成形工艺的同步设计,并采用简易成形模成形零件,成形50套装车后异响消除。
由于简易模成形零件时的冲压方向及变形方式与之后的量产模具不一致,而且避让形状处于零件中间部位,量产模具成形时材料补充困难,有产生局部过渡变薄甚至开裂的风险,因而验证零件结构满足装车要求后,还需要考虑零件的冲压成形性。
基于此,对稳定杆加强板冲压工艺及模具结构优化进行研究,以供参考。
关键词:稳定杆加强板;冲压工艺;模具引言稳定杆的后部是车辆悬架的主要部件之一,悬架是车架与桥梁或车轮之间所有力连接的通称,其作用是传递车轮与车架之间的力和旋转,缓冲器从不平坦的道路传递到车架或车身,使其产生的冲击力和振动减振,保证汽车能够平稳行驶。
从角度来看,汽车悬架只由几根杆、缸和弹簧组成,但不要以为它很简单,相反,汽车悬架很难达到汽车构成的完美要求,因为悬架不仅满足了汽车舒适性的要求,而且满足了操纵稳定性的要求,而这两个方面是相互的。
1稳定杆设计思路首先基于实心稳定杆提取外形尺寸和各项性能要求,分析采用空心杆方案的布置空间能否满足。
如果空心杆的布置空间能够满足,下一步根据减重率计算稳定杆的尺寸参数,建立空心稳定杆的有限元模型,分析性能是否满足需求,如不满足进行下一轮的尺寸参数优化设计。
如果空心杆的外形尺寸不能满足空间布置,则首先需要确定满足空间布置的外形尺寸,然后进行稳定杆的壁厚设计,建立有限元分析模型,分析性能是否满足要求,如不满足则需要综合评估布置空间优化稳定杆外形之村进行下一轮仿真分析。
2理化检验分析通过对稳定杆支架螺栓断裂外观以及断口进行失效分析。
冲压工艺方案卡-C011-5113042-后地板右前纵梁5号加强件
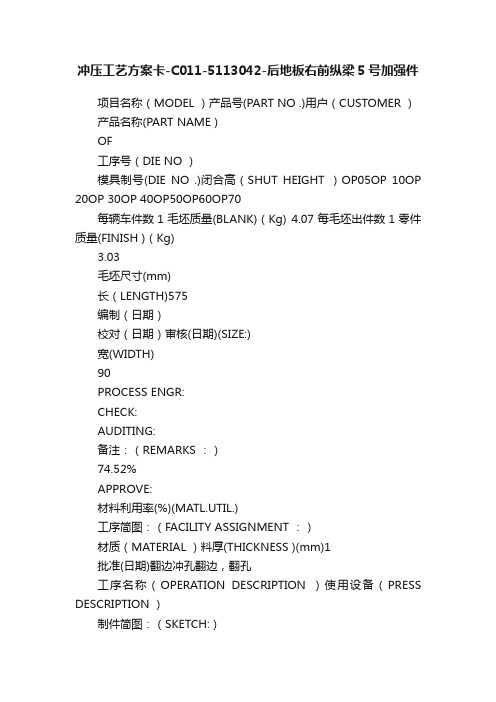
冲压工艺方案卡-C011-5113042-后地板右前纵梁5号加强件
项目名称(MODEL )产品号(PART NO .)用户(CUSTOMER )产品名称(PART NAME )
OF
工序号(DIE NO )
模具制号(DIE NO .)闭合高(SHUT HEIGHT )OP05OP 10OP 20OP 30OP 40OP50OP60OP70
每辆车件数1毛坯质量(BLANK)(Kg) 4.07每毛坯出件数1零件质量(FINISH )(Kg)
3.03
毛坯尺寸(mm)
长(LENGTH)575
编制(日期)
校对(日期)审核(日期)(SIZE:)
宽(WIDTH)
90
PROCESS ENGR:
CHECK:
AUDITING:
备注:(REMARKS :)
74.52%
APPROVE:
材料利用率(%)(MATL.UTIL.)
工序简图:(FACILITY ASSIGNMENT :)
材质(MATERIAL )料厚(THICKNESS )(mm)1
批准(日期)翻边冲孔翻边,翻孔
工序名称(OPERATION DESCRIPTION )使用设备(PRESS DESCRIPTION )
制件简图:(SKETCH:)
落料压型冲压工艺方案卡
C0115113042SHEET OPERATION SPECIFICATIONS & FACILITY ASSIGNMENT SHEET
后地板右前纵梁5号加强件
C
FEED
FEED
FEED FEED。
冲压工艺过程卡

胀形
落料后在模具内胀形,利用外形定位
J23-10
胀形单工序模
3
冲孔
利用外形定位
J23-16
冲孔单工序模
4
检验Байду номын сангаас
绘制(日期)
审核
(日期)
会签
(日期)
标记
处数
更改
文件号
签字
日期
标记
处数
更改
文件号
签字
日期
冲压工艺过程卡
广西科技大学
冲压工艺卡
产品型号
零部件名称
触头
共 页
产品名称
零部件型号
第 页
材料牌号及规格
材料技术要求
坯料尺寸
每个坯料可制零件数
毛坯重量
辅助材料
08F
无毛刺
条料2mm×85mm 1000mm
37
工序号
工序名称
工序内容
加工简图
设备
工艺装备
工时
1
落料
板料在模具内进行落料,冲出零件外形
J23-25
落料单工序模
冲压工艺过程卡第1页第1页冲压工艺过程卡产品型号零部件名称端盖共页太原科技大学冲压工艺卡产品名称端盖零部件型号第页材料牌号及规格材料技术要求坯料尺寸每个坯料可制零件数毛坯重量辅助材料无毛刺50100021工序号工序名称工序内容加工简图设备工艺装备工时1拉深板料在模具内进行拉深曲柄压力机拉深冲孔切边复合模2冲孔拉深后在模具内冲孔曲柄压力机拉深冲孔切边复合模3切边利用模具切边曲柄压力机拉深冲孔切边复合模4检验绘制日期审核日期会签日期?冲压工艺过程卡第2页第2页标记处数更改文件号签字日期标记处数更改文件号签字日期冲压工艺过程卡第3页第3页
XXX冲压车间冲压工艺作业指导书
更改内容
日期
签名
审核
批准
审核
李小涛
批准
张冰
共4页
第1页
安徽华阳
冲 压作业指导书
编号
HY/GYC
零件名称 零件号
汽车制造有限公司
工序 序 号
工步内容及工艺要求、检查项目及注意事项
材料尺寸
设备名称
部门 型号
冲压车间
图
Байду номын сангаас
车型
示
6、模具形腔或刃口磨损后,及时通知专业人员修复。 7、模具使用前应检查模具各组成件紧固螺栓有否松动,
制缺陷。必要时,调整工作缸压力、垫块厚度,认真剪 料。 7、 将合格件放在料架上。
设备名称 油压机
模具名称 拉延模
工量具 电动剪
样板 划针 料架
编号 部门
型号 YH27-500
编号 M660001
规格
左前门外板
2000×1500
HY/GYC 冲压车间
图
零件名称 左前门外板
车型
示
零件号 6101111
2000×1500
更 改 记 录 编制
更改单号
翟和平
更改内容
日期
签名
审核
批准
审核
李小涛
批准
张冰
共6页
第1页
安徽华阳 汽车制造有限公司
冲 压作业指导书
编号 部门
工序
拉延成形
材料尺寸 1680×1200×0.8 ㎜
序
设备名称
型号
工步内容及工艺要求、检查项目及注意事项
号
油压机
YH27-500
1、 准备板料,检查有无大面积或严重锈蚀,锈蚀料置于一
一汽载货汽车左右前扶手下加强板冲压工艺制定及CAE分析
一汽载货汽车左右前扶手下加强板冲压工艺制定及CAE分析作者:夏晓峰苏传义1 前言冲压工艺设计是薄板冲压成型技术的关键,由于冲压成型过程非常复杂,工件形状各不相同,使得冲压成型过程的计算相当困难。
传统的工艺设计是以简化计算和假设为基础,依靠经验进行初步设计计算后,再通过反复试模、修模来保证冲压零件的质量。
传统工艺设计不仅计算时间长、费用高,而且难以保证冲压零件的质量。
应用CAE技术不仅可以分析板料拉延过程中每一时刻制件的形状及力学特性,还可以分析修边、翻边过程中制件的形状及力学特性,为确定合理的冲压工艺提供科学的理论依据。
对第一汽车集团公司某型载货汽车左/右前扶手下加强板的产品结构进行了分析,确定了冲压工艺,应用CAE 技术对成形过程进行了分析,检验了冲压工艺设计的合理性。
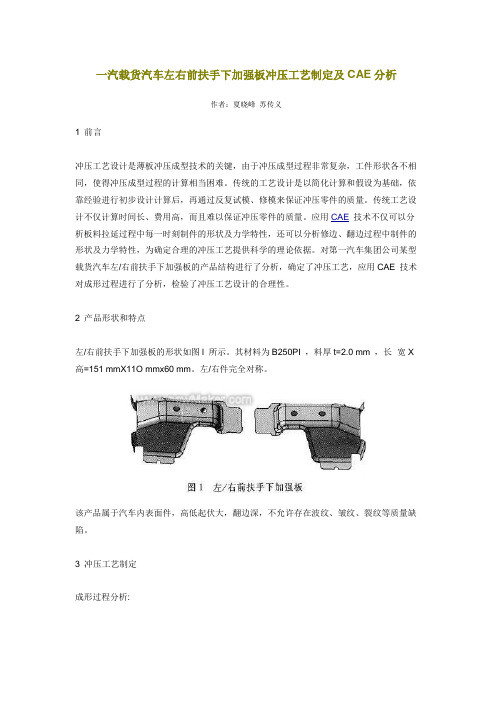
2 产品形状和特点左/右前扶手下加强板的形状如图l 所示。
其材料为B250PI ,料厚t=2.0 mm ,长×宽X 高=151 mmX11O mmx60 mm。
左/右件完全对称。
该产品属于汽车内表面件,高低起伏大,翻边深,不允许存在波纹、皱纹、裂纹等质量缺陷。
3 冲压工艺制定成形过程分析:a. 由于该产品为左/右件且完全对称,所以采用成双拉延工艺。
这样,在拉延过程中,板料不但受力均匀,而且由于采用一模两件,因而提高了冲压效率及材料的利用率。
b. 设计拉延件的形状。
将产品翻边展开,并进行工艺补充。
为了修边,拉延件只能找拉延。
利用CATIA 软件设计的拉延件的形状如图2 所示。
图2 拉延件的数学模型C. 确定修边线的形状和尺寸。
根据拉延件及产品的形状和尺寸,计算出修边线的形状和尺寸。
d. 因每个制件上需要冲出2个孔,而且修边线的形状比较复杂,修边废料需要滑出模具之外,所以修边冲孔的过程需要修边冲孔和修边切开2 道工序完成。
e. 经成形工序得到最终产品。
根据以上成形过程分析,确定冲压工艺为:成双拉延→修边冲孔→修边切开→成形。
冲压工艺卡片格式

板料1. OmmX 1000mm × 2000mm
剪成1. OmmX 47. 6mm × 2000mm条料 这个工艺卡仅供参考,同学要仔细 看这个工艺的格式,不能完全照 搬,红色为要自己根据自己的工艺 改的内容
剪 板 机
卷尺0-125游标 卡尺
1
1
2
3
落料、首次拉 深
画工艺简图
160KN
压力机
落 料 拉 深 复 合 模
冲压 工艺 卡片
标记
零件代号
文件代号
零件名称
共3页
材料名 称规格
毛 坯6mm × IOOOmm
材料利用情
况
产品型号
08A1
t=lmm
单 件
1. 0mm× Φ44. 6mm
材料利用率
71.2%
每台件数
工
序
工
步
工序或工 步内容
加工草图
设备
工
具
量
具
备 注
定
额
1
1
2
3
0~25千分尺0-125游标 卡尺
2
1
2
3
第二次拉深
画工艺简图
IOOKN
压力机
第 二 次 拉 深 模
0-25千分尺
0-125游标 卡尺
3
1
2
3
第三次拉深
画工艺简图
IOOKN
压力机
第
次 拉 深 模
0-25千分尺
0-125游标 卡尺
4
1
2
3
切边
画工艺简图
IOOKN
压力机
切 边 模
0-25千分尺
0—125游标 卡尺
A16项目工序图卡--后地板

第
工
1
序
2
简
图
3
4
5
6
7
8
9
1
0 1
1 1
2 1
3 1
4 1
5
人工补焊:左右共64点
工具明细表
名称 焊钳 X-GUN
规格型号 数量 8
合件编号 合件名称
工序号
OP20
工艺方法 数量
凸焊
点焊
32
CO2焊
TIG焊
MIG焊
钎焊
激光焊
螺柱焊
包边
压合
涂胶
装配
夹具编号
夹具信息 是否改造 平面旋转 轴向翻转
顶升 气动 手动 二次装夹 三次装夹
夹具尺寸
J43-5100700 后车架总成 OP30
工
焊装工序图
车 型 单车数量
A16
1
序
简
生产线节拍 操作人数
日期 页数
共页 第页
料厚
上件方式
自制件 人工上件
①
工具明细表
名称 焊钳
规格型号 数量
合件编号 合件名称
工序号
OP10
工艺方法 数量
凸焊
点焊
CO2焊
TIG焊
MIG焊
②
钎焊
激光焊
螺柱焊
包边
压合
涂胶
装配
√
夹具编号
夹具信息 是否改造 平面旋转 轴向翻转
顶升 气动 手动 二次装夹 三次装夹
夹具尺寸
J43-5100020 后部地板总成 OP50
共页 第页
上件方式
工具明细表
名称 焊钳
规格型号 数量