冲压工序卡-模板
冲压首样确认卡范例
首样确认卡
工单号码 品名/料号 机台编号 取样时间 确认者
首样确认卡
工单号码 品名/料号 机台编号 取样时间 确认者
首样确认卡
工单号码 品名/料号 机台编号 取样时间 确认者
主管复核 IPQC稽查 主管复核 IPQC稽查 主管复核 IPQC稽查 主管复核 IPQC稽查
工单号码
工单号码
品名/料号ຫໍສະໝຸດ 品名/料号机台编号
机台编号
取样时间
取样时间
确认者
确认者
主管复核 IPQC稽查 主管复核 IPQC稽查
首样确认卡 首样确认卡
工单号码
工单号码
品名/料号
品名/料号
机台编号
机台编号
取样时间
取样时间
确认者
确认者
主管复核 IPQC稽查 主管复核 IPQC稽查
首样确认卡
首样确认卡
工单号码 品名/料号
首样确认卡
工单号码
工单号码
品名/料号
品名/料号
机台编号
机台编号
取样时间
取样时间
确认者
确认者
主管复核 IPQC稽查 主管复核 IPQC稽查
首样确认卡 首样确认卡
工单号码
工单号码
品名/料号
品名/料号
机台编号
机台编号
取样时间
取样时间
确认者
确认者
主管复核 IPQC稽查 主管复核 IPQC稽查
首样确认卡
首样确认卡
工单号码 品名/料号
机台编号
机台编号
取样时间
取样时间
确认者
确认者
主管复核 IPQC稽查 主管复核 IPQC稽查
首样确认卡 首样确认卡
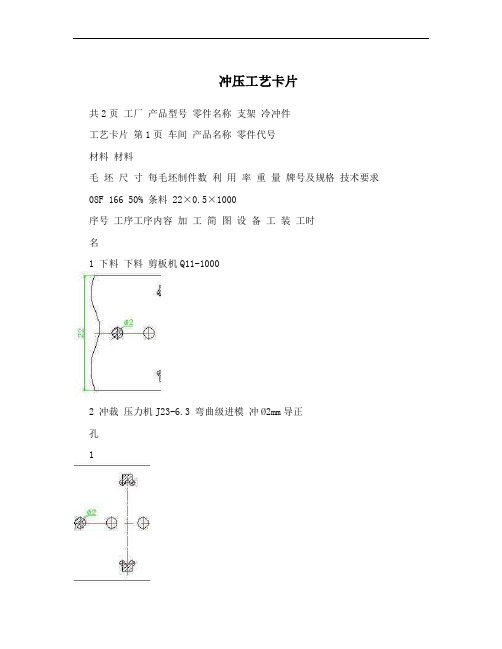
冲压工艺卡片
冲压工艺卡片
共2页工厂产品型号零件名称支架冷冲件
工艺卡片第1页车间产品名称零件代号
材料材料
毛坯尺寸每毛坯制件数利用率重量牌号及规格技术要求08F 166 50% 条料22×0.5×1000
序号工序工序内容加工简图设备工装工时
名
1 下料下料剪板机Q11-1000
2 冲裁压力机J23-6.
3 弯曲级进模冲Ø2mm导正
孔
1
3 冲裁冲异型孔压力机J23-6.3 弯曲级进模
4 切边冲出弯曲件压力机J23-6.3 弯曲级进模外形
5 弯曲校正弯曲压力机J23-6.3 弯曲级进模2
6 切断落料压力机J23-6.3 弯曲级进模
7 尺寸根据零件图检
检验验冲压件尺寸
3。
某汽车公司CA7230AT薄板车间冲压工序卡(pdf 20页)
(卷料尺寸)
(板料尺寸) 单件
板厚 宽 长(数量) 板厚 宽 长(数量) 定额
1.6 X 1020 X C 1.6 X 250 X 340 1 1.1
2.6 X 960 X C 2.6 X 480 X 810 1 8.1
净重 设计 实测
利用率
[%]
材料 负责
更改依据
年月日
参 数
备注
生 产
・ 人员配置 ・ 制件方向 ・ 输送带
冲压线
手工操作
线
布
・ 过渡支架 工位器具
放件取件方法
P
・ 机械手 ・真空吸盘
・ 侧推杆 ・ 斜顶出
・ 上顶出
(制件流向
・ 正 常
・ 翻 转
・ 旋 转 ・ 逆旋转
材 料 准 备
公差见《检验操作指导书》
050 塞尺等
专检 2
表面质量
1件/(4批)
目视
会签 李卓
一汽解放汽车有限公司技术发展部
批准 质保部 标准化 审核 校对 设计 李丽芹 王燕群 马艳东 白正军 李凤华 刘永全
设计或修改依据 新设计
验
一汽解放汽车有限公司卡车厂 冲压工序卡
材质 材 设计 SPCP590Y-3P/3P
CAD31/Z38-2006 CA-1900-1
编号:CYB—07-JF-B5-045
CA7230AT薄板车间冲压工序卡
编制单位:技术发展部 日 期:2007 年 12 月
一汽解放汽车有限公司 卡车厂薄板冲压车间
序号
零件号
1 GV2A-53311-B 2 GV2A-54311-A 3/4 GV2A-53321-A/GV2A-54321 5 GV2A-53411 6 GV2A-53421-A 7 GV2A-53511 8 GV2A-53521 9 GV2A-53661 10 GV2A-53811 11 GV2A-54811 12/13 GV2A-53831/GV2A-54831 14/15 GV2A-53836/GV2A-54836 16/17 GV2A-53952-A/GV2A-54952-A 18 GV2A-70511 19/20 GV2A-70512/GV2A-70514-A 21 GV2A-70521 22 GV2A-70751-A 23 GV2A-70761
工艺过程卡及工序卡(范本)
30铣
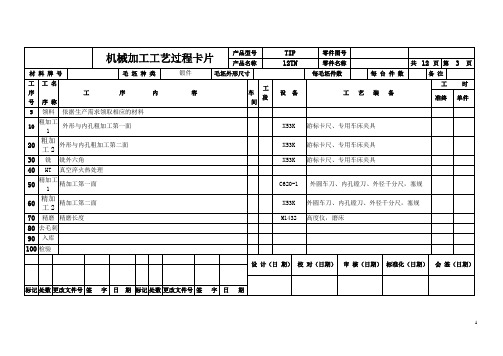
机械加工工序卡片
产品型号 零件图号
产品名称
零件名称
共
12 页 第 6 页
车间
工序号 工序名称 材 料 牌 号
工序30 铣六角 毛 坯 种 类
毛坯外形尺寸
每毛坯可制件数
每 台 件 数
设备名称
设备型号
设备编号
同时加工件数
C620-1
夹具编号
夹具名称 切削液
专用卡爪
工位器具编号
工位器具名称
工序工时 (分) 准终 单件
工步号 工 步 内 容 工 艺 装 备
主轴转速 切削速度 进给量 切削深度 进给
次数 工步工时
r/min m/min mm/r mm 机动 辅助 1 铣外六角
铣刀
380 44.1 0.33 1.3 1 4.5s 380 44.1 0.33 1.3 1 122.97s 380 44.1 0.33 1.3 1 43.04s 380 44.1 0.33 1.3 1 17.44s
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
外六角
外六角。
冲压生产工艺卡

冲压生产工艺卡冲压是一种利用模具对金属材料进行成形的工艺。
冲压生产工艺卡是对冲压件生产过程中所需的工艺参数、工装、模具等内容进行记录和管理的参考卡片。
下面,我将介绍冲压生产工艺卡的主要内容。
一、零件信息在冲压生产工艺卡上需要包含零件的基本信息,包括零件名称、图号、材料、规格、数量以及特殊要求等内容。
二、生产工艺流程冲压生产工艺卡需要详细描述零件的生产工艺过程,包括冲压顺序、冲压工序、模具使用顺序等。
工艺流程应根据实际生产情况进行调整,并进行不断更新和改善。
三、工艺参数冲压生产工艺卡需要记录和管理每个冲压工序的工艺参数,包括冲压压力、冲压速度、冲次、模具调整等内容。
这些参数对于保证冲压件质量、提高生产效率至关重要。
四、模具信息冲压生产工艺卡需要包含模具的基本信息,包括模具名称、型号、材料、加工精度等内容。
同时,还需要记录模具的使用次数、报废情况以及维护保养记录。
五、质量要求冲压生产工艺卡需要详细描述零件的质量要求,包括尺寸容差、表面质量、力学性能等内容。
质量要求是冲压生产中的关键指标,应严格执行并进行质量控制。
六、工装要求冲压生产工艺卡需要包含工装的基本信息,包括工装名称、构造、材料等内容。
同时,还需要记录工装的使用次数、报废情况以及维护保养记录。
七、安全措施冲压生产过程中存在一定的安全风险,因此冲压生产工艺卡需要包含相应的安全措施,包括操作规程、防护设施、应急措施等内容。
工艺卡上应标明生产过程中的安全警示和注意事项。
八、工艺示意图为了更直观地描述冲压生产过程,冲压生产工艺卡可以包含工艺示意图。
工艺示意图可以通过CAD软件绘制,清晰明了地展示出每个冲压工序的过程,有助于操作人员更好地理解和执行。
以上就是冲压生产工艺卡的主要内容,通过精心编制和管理冲压生产工艺卡,可以有效提高冲压生产过程的质量和效率,减少不良品率,降低生产成本,提高企业竞争力。
冲压工序记录
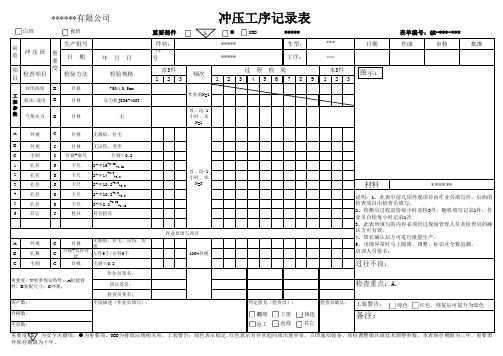
首、巡/1 小时、末 N=3
材料
******
+0.05
符合检具
作业员填写项目 A B C 外观 孔数 毛刺 C 目视 无裂痕、拉毛、压伤、变形 100%目视
C 目视+首件对比 左件5个/右件5个 C 目视 毛刺≤0.2 作业员签名:
说明:1、此表中前几项外观项目由作业员填写外,后面 的检查项目由检查员填写。 2、检测员过程巡检每小时巡检3件,随机填写记录1件; 作业员自检每小时记录1次 3、此表所填写的内容必须经过现场管理人员及检查员的 确认方可有效。 4、班长确认后方可进行批量生产。 5、出现异常时马上隔离、调整、标识并全数追溯。 培训人员签名:
目视 目视 目视
过 1 2 3 4
程 5
检 6
验 7 8 9
未3件 1 2 3
图示:
首、巡/1 小时、末 N=1
A B C 1 2 3 4 5 6
外观 外观 毛刺 孔径 孔径 孔径 孔径 孔径 其它
C C C B B B B B C
目视 目视 目视+塞尺 卡尺 卡尺 卡尺 卡尺 卡尺 检具
无裂痕、拉毛 无压伤、变形 毛刺≤0.2 2-Ф 15+0.05-1.15 2-Ф 14+0.3-0.2 2-Ф 10.2+0.3-0.2 2-Ф 10.2 2-Ф 8.2
***
表单编号:QR-***-*** 日期 作成 审核 批准
பைடு நூலகம்
生产批号 冲压班 重 要 度
B B B
***** ***** 频次
作业前N=1
日
期
年 月 日 检验规格
750±0.5mm 压力机JG36-400T 无
冲压工序卡-模板
模具编号
工序简图
检测工具
模具闭合高度(mm)
安全措施
顶杆规格
1、双手按钮,机床单发。
滑块压力(MPa)
气垫压力(MPa)
顶杆安装图
安装垫块规格
无
工位器具编号
辅助工具/辅料
备注
编制/日期
ห้องสมุดไป่ตู้标准化/日期
会签/日期
批准/日期
更改标记
处数
文件号
签字
日期
校对/日期
审核/日期
公司名称
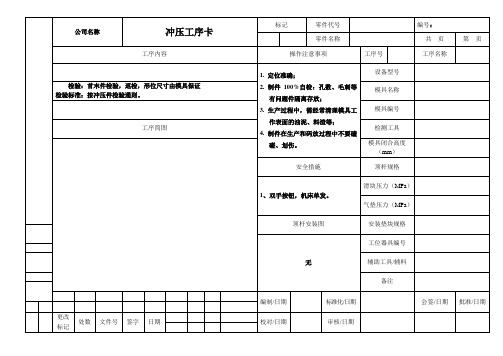
冲压工序卡
标记
零件代号
编号:
零件名称
共页
第页
工序内容
操作注意事项
工序号
工序名称
1.定位准确;
2.制件100%自检:孔数、毛刺等有问题件隔离存放;
3.生产过程中,需经常清理模具工作表面的油泥、料渣等;
4.制件在生产和码放过程中不要磕碰、划伤。
设备型号
检验:首末件检验,巡检,形位尺寸由模具保证
检验标准:按冲压件检验通则。
冲床工艺流程卡

材料技术要求 胚料尺
加
工
简
图
工序内容
工艺装备 工时
序号 1 2 3 4 5 6 7 标记
检验项目
技术要求
误差范围 检验手段 自检频次
专检频次
检验操作 要求
处数
更改文件号
签字
日期
绘制
审核
会签
材料牌号及规格材料技术要求胚料尺寸每个胚料可制零件数毛胚重量辅助材料工序号工序名称工序内容工艺装备工时序号检验项目技术要求误差范围检验手段自检频次专检频次更改文件号签字日期绘制审核会签检验操作要
冲压工艺流程卡
深圳市华兴盛五金朔胶有限公司 冲床编号: 模具编号: 材料牌号及规格 产品型号: 产品名称: 零部件名称: 零部件型号:
冲压工艺流程卡
冲压工艺流程卡
《冲压工艺流程卡》
冲压工艺流程卡是在冲压工艺生产中经常使用的一种重要文件。
它记录了产品的冲压加工工艺流程、工艺参数以及质量要求,以便生产操作人员按照流程卡进行生产操作。
冲压工艺流程卡通常包括以下内容:
1. 产品信息:包括产品名称、图号、规格、材质等。
2. 加工工艺:记录产品的冲压工艺流程,包括冲孔、切边、折弯等工序的顺序和方法。
3. 工艺参数:包括冲压机的设定参数,如冲压速度、冲床模具、模具调整等。
4. 质量要求:记录产品的质量标准,如尺寸偏差、表面质量、材料要求等。
冲压工艺流程卡的编制需要生产技术人员和工艺工程师共同完成,确保工艺流程和参数的准确性和合理性。
流程卡在生产过程中起到了指导、监控和保证产品质量的作用,对提高产品的加工质量和生产效率具有重要意义。
冲压工艺流程卡在实际生产中扮演着重要的角色,它不仅是生产操作的基础文件,也是生产管理和质量控制的重要依据。
因此,冲压工艺流程卡的编制和使用应得到重视,以确保产品加工的准确性和一致性。
电机端盖冲压工艺过程卡

单件定额(秒)
工人数量(名)
型号名称
名称图号
名称编号
01
剪床下料205.3X1500
02
落料与首次拉深
J23-100A
落料拉深复合模MJ01-00
游标卡尺
360
10
2
03
二次拉深(反拉深)
J23-80
第二次拉深模MJ02-00
游标卡尺
360
10
2
04
三次拉深
J23-80
第三次拉深模MJ03-00
游标卡尺
360
10
2
05
四次拉深
J23-80
第四次拉深模MJ04-00
游标卡尺
360
10
2
06
中间热处理(退火)
07
五次拉深(再次反拉深)
J23-80
第五次拉深模MJ05-00
游标卡尺
360
10
2
08
带压筋整形
J23-100A
压筋整形模MJ06-00
千分尺、三坐标测量仪
360
10
2
09
冲所有孔Ф13、9-Ф10
冲压工艺过程卡冲压工艺卡片产来自名称电动机文件代号
共1页
零件名称
电机端盖
厂名
材料
名称牌号
08F钢
剪后毛坯
205.3X1500
每条件数
7个
部门
形状尺寸
2500X1500X1.25㎜
每张件数
84个
材料利用率
71.4﹪
车间
零件送来部门
工种
冲
钳
零件送往部门
每产品零件数
上盖冲压工艺卡片

上盖冲压工艺卡片
上盖冲压工艺卡片是用于汽车上盖冲压的工艺卡片,用于记录上
盖冲压的工艺参数和要求,以指导生产过程和保证产品质量。
上盖冲压是汽车制造中重要的工艺环节,它涉及到上盖件的形状、尺寸、材料、工艺流程等方面的要求。
工艺卡片通常包括以下内容:
1. 上盖件的材料要求:包括材料的牌号、化学成分、力学性能等。
根据具体要求,可以选择合适的钢材、铝合金等材料。
2. 上盖件的尺寸要求:包括上盖件的平整度、平行度、垂直度、
倒角尺寸等。
这些要求是为了保证上盖件与其他零部件的配合和
装配精度。
3. 上盖件的工艺流程:包括上盖件的冲压工序、模具选择、模具
加工要求等。
这些要求是为了保证上盖件在冲压过程中的成形质
量和工艺效率。
4. 上盖件的表面处理要求:包括上盖件的喷漆、电泳、镀锌等表
面处理工艺要求。
这些要求是为了提高上盖件的耐腐蚀性和美观度。
5. 上盖件的质量检验:包括上盖件的外观检查、尺寸测量、力学
性能检验等。
这些检验要求是为了保证上盖件的质量符合指定标准。
通过上述工艺卡片的记录和参考,生产人员可以按照要求进行上
盖件的冲压加工,并进行质量检验,最终得到符合要求的上盖件
产品。
它对于保证汽车零部件的质量和生产效率具有重要意义。
冲压工艺卡细化检查表

落冲
521.3
24
成型
10MPa
25 第一横梁下板
成型
10MPa
26
修边冲孔 499.4
27 第四横梁上板
落料冲孔 604.7
28
成型
10MPa
29
侧冲
550
30 第四横梁下板
落料冲孔 597.6
31
成型
12MPa
32 纵梁中断内板
修边冲孔 597.4
33
成型、翻孔 558.9
34 纵梁中断外板
落冲
K2车架冲压工艺卡细化检查表
序号 制件名称
工序
闭合高度 主缸压力 液压垫压力 液压垫上升距离
1 纵梁前段左内板 落冲
696.6
2
成型
55%
3 纵梁前段右内板 落冲
696.6
4
70%
5 纵梁前段左外板 落冲
701
6
成型
85%
7
侧翻侧冲孔 848.4
8 纵梁前段右内板 落冲
701
9
成型
85%
10
侧翻侧冲孔 844.5
11 第四横梁左支架上板落料冲孔 430
12
一次成型 400
13
二次成型
10MPa
14
侧冲孔侧整 660
15 第四横梁右支架上板落料冲孔 430
16
一次成型 400
17
二次成型
10MPa
18
侧冲孔侧整 660
19 第四横梁支架下板 落冲
485.5
20
拉延
12MPa
21
冲孔
373
22
翻遍切断 675
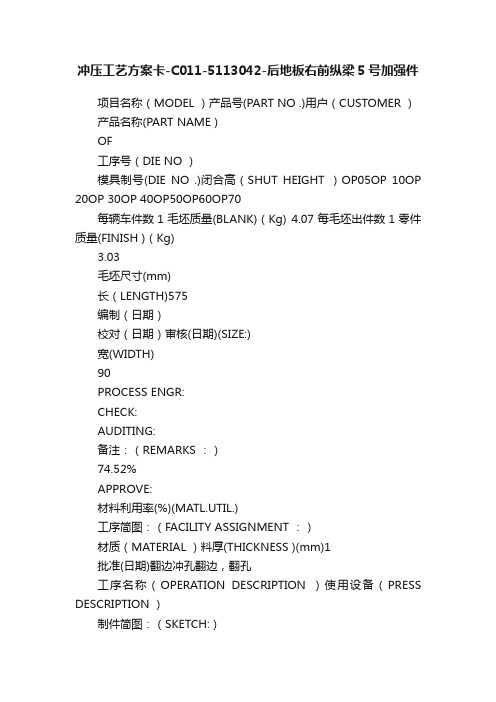
冲压工艺方案卡-C011-5113042-后地板右前纵梁5号加强件
冲压工艺方案卡-C011-5113042-后地板右前纵梁5号加强件
项目名称(MODEL )产品号(PART NO .)用户(CUSTOMER )产品名称(PART NAME )
OF
工序号(DIE NO )
模具制号(DIE NO .)闭合高(SHUT HEIGHT )OP05OP 10OP 20OP 30OP 40OP50OP60OP70
每辆车件数1毛坯质量(BLANK)(Kg) 4.07每毛坯出件数1零件质量(FINISH )(Kg)
3.03
毛坯尺寸(mm)
长(LENGTH)575
编制(日期)
校对(日期)审核(日期)(SIZE:)
宽(WIDTH)
90
PROCESS ENGR:
CHECK:
AUDITING:
备注:(REMARKS :)
74.52%
APPROVE:
材料利用率(%)(MATL.UTIL.)
工序简图:(FACILITY ASSIGNMENT :)
材质(MATERIAL )料厚(THICKNESS )(mm)1
批准(日期)翻边冲孔翻边,翻孔
工序名称(OPERATION DESCRIPTION )使用设备(PRESS DESCRIPTION )
制件简图:(SKETCH:)
落料压型冲压工艺方案卡
C0115113042SHEET OPERATION SPECIFICATIONS & FACILITY ASSIGNMENT SHEET
后地板右前纵梁5号加强件
C
FEED
FEED
FEED FEED。
冲压工艺过程卡-模板
公司名称
冲压工艺过程卡
标记
零件代号
编号:
零件名称
共1页
第1页
材料牌号规格
毛坯尺寸
条料
产品型号
热板
A-6.0-GB/T709 Q235A-GB/T3274
单件
每产品件数
工序
工步
工序及工步内容
设备型号
பைடு நூலகம்模具编号/模具名称
模具数量(套)
模具外形尺寸(mm)
模具重量(吨)
人数
编制/日期
标准化/日期
会签/日期
批准/日期
更改标记
处数
文件号
签字
日期
校对/日期
审核/日期
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
冲压工序卡
标记
零件代号
编号:
零件名称
共页
第页
工序内容
操作注意事项
工序号
工序名称
1.定位准确;
2.制件100%自检:孔数、毛刺等有问题件隔离存放;
3.生产过程中,需经常清理模具工作表面的油泥、料渣等;
4.制件在生产和码放过程中不要磕碰、划伤。
设备型号
检验:首末件检验,巡检,形位尺寸由模具保证
检验标准:按冲压件检验通则。
模具名称
模具编号
工序简图
检测工具
模具闭合高度(mm)
安全措施
顶杆规格
1、双手按钮,机床单发。
滑块压力(MPa)
气垫压力(MPa)
顶杆安装图
安装垫块规格
无
工位器具编号
辅助工具/辅料
备注
编制/日期
标准化/日期
会签/日期
批准/日期
更改标记
处数
文件号
签字
日期
校对/日期
审核/日期