电子体温计外壳注射模具设计
电器外壳注射模设计
摘要塑料模具是当今工业生产中利用特定的形状,通过一定的方式来成型塑料制品的工艺装备或工具,它属于型腔模范畴。
而注塑模具是其中发展较快的种类。
因此,研究注塑模具对了解塑料产品的生产过程和提高产品质量有很大意义。
本设计主要进行了电器外壳的注塑模设计。
设计过程中介绍了注射成型的基本原理,对注塑产品提出了基本的设计原则。
确定了分型面,浇注系统和排气系统等。
计算了成型零部件的尺寸。
由于制品圆周侧壁上有一个通孔,需采用侧抽芯机构来实现。
通过本次毕业设计,使我对注塑模具有了更深一层的认识,了解了模具结构和工作原理。
同时也熟练掌握了绘图软件的使用,注意到设计过程中的某些细节问题,也培养了做事的耐心。
关键词:塑料模具;注塑模;侧抽芯ABSTRACTPlastics Mold is a technology equipment or tool .It is use of a specificshape ,through a certain approach to form plastic products at today industrial production .It belongs to die cavity areas .the injection mold is one of the type of rapid developments .therefore, the study of injection mold to the understanding of production process and improve the product quality have a great significance. This paper discuss the designing of the injection mold for a electric shell.this design main introduced the basic principe of design on the injection mold ,specially proposed the basic principle of have a better performance to forming ,determined the typeface ,such as the pouring system and exhaust systems and so on ,calaulate the size of the molding components .There are one holes at product circular wall ,so that ,It must be use side core pulling bodies to achieve . though this design ,I have the deeper understanding of the structure and working principle of the injecting mold .in the meantime ,I master the use of graphics software noting the some of the details .at the process of designing cultivate a work patience.KEY WORDS : Plastic Molds;Plastic Injection Mould;side pumped core.目录摘要 (1)ABSTRACT (2)目录 (3)1 塑料成型工艺性分析 (5)1.1 塑件的分析 (5)1.2材料的成型工艺性能 (5)1.3 PE的注射工艺过程及工艺参数 (6)1.4 PE(聚乙烯)成型的条件 (7)2 拟定模具的结构形式和初选注射机 (8)2.1 分型面的选择 (8)2.2注射机的选择与校核 (9)2.2.1 注射机的选择 (9)2.2.2 注射机的校核 (11)2.2.3 型腔数目的确定与排列形式 (12)3 浇注系统的设计 (14)3.1 主流道设计 (15)3.2 冷料穴的设计 (16)3.3 分流道设计 (17)3.4 浇口设计 (19)4 排气系统设计 (20)5 成型零件结构设计 (21)5.1 凹模的结构设计 (21)5.2 凸模的结构设计 (22)5.3 成型零件工作尺寸计算 (22)6 成型零件的制造工艺 (29)6.1 定模型芯的制造工艺 (29)7 模具加工工艺流程 (30)8 导向机构的设计 (32)9 脱模机构的设计 (33)10 模温调节与冷却系统设计 (34)10.1 模温对塑件质量的影响 (34)10.2 模温对生产效率的影响 (35)10.3 冷却系统的设计原则 (36)10.4 冷却系统的计算 (37)11 模体设计 (38)参考文献 (39)致谢 (40)1 塑料成型工艺性分析1.1 塑件的分析⑴塑件的尺寸较小,精度等级一般,性能要求一般,为大批量生产,采用一模四腔来提高生产率,制品不进行二次加工。
模具毕业设计26电子钟后盖注射模具设计
电子钟后盖注塑模具设计材料成型及控制工程作者:X 指导老师:X【摘要】本文介绍了注射模具的特点及发展趋势,叙述了电子钟后盖注射模具设计与计算的详细过程,介绍了该塑件的成型工艺、注射模具的结构特点与工作过程, 阐述了在有斜滑块抽芯的注射模设计中应注意的事项。
在对电子钟后盖的模具设计过程中,本设计主要设计要点如下:塑件的设计比较的合理;分型面的选择有利于塑件成型;脱模机构的设计不但结构简单,而且脱模动作稳定可靠;进浇口的选择不影响塑件外观,而且保证塑件充填均匀;冷却水道的设计使模具效率达到最高,保证塑件质量要求;在设计的过程中借用分析软件如CAM等使设计更合理、更有效;大量使用标准件,使模具制作成本大大降低;本模具设计最关键的一点就是设计已达到实际生产的要求。
【关键词】电子钟;注射模;分型面;斜滑块;侧抽芯;脱模机构。
Design of the Injection Mould for The Back of Electronic ClockMajor:Material processing and control engineeringAuthor:Directing teacher:Abstract The characteristics and developments of injection mould were introduced in this paper. The designing and calculating of injection mould for the back of electronic clock were stated in detail. The forming process of the product and the structure characteristics as well as working process of the injection mould were introduced .The points must be paid attention to in the design of the injection mould for the part with lifters were stated.In the process of the designing of the injectinon mould for electronic clock receiver, people should pay attention to several suggestions: the plastic should be designed as reasonable as possible. The selection of the sub-type parts are benificial to mold the parts of plastic. The design of the structure of drawing of pattern is not only simple but also the movement should be stable and reliable. The selection of Jin runner should ensure to fill the plastic equally under the prerequisite of not influencing the appearance of the plastic. The design of cooling penstock should make the rate of production reach to the topmost, and ensure any influence to do nothing to the equality of the plastic. Meanwhile, in the process of designing ,we can use analysis soft, such as CAM, to make the design been more reasonable and efficient. Making full use of large amounts of standard pieces will reduce the cost of mold plastic facture. The key point of the design of mold plastic have reached the request of the real production.Keywords electronic clock; injection mould; core pulling ;selection of the sub-type parts; lifter; structure of drawing of pattern.1目录摘要................................................................................................................................................................... 前言.. (1)1 塑件成型工艺分析 (2)1.1 塑件分析 (2)1.2 塑料ABS的成型特性及工艺参数 (3)2 拟定模具结构形式 (6)2.1 型腔的设计 (6)2.2 分型面的设计 (7)3 注塑机的选择与确定 (9)3.1 注射机的技术规范 (9)3.2 注射过程注塑量的计算 (10)3.3 注射机的选用 (10)3.型腔数量及注射机参数的校核 (11)3.5 模具与注射机安装部分相关尺寸的校核 (12)4 浇注系统的的设计 (15)4.1 浇注系统设计的原则 (15)4.2 主流道的设计 (15)4.3 冷料穴的设计 (17)4.4 分流道的设计 (18)4.5 浇口的设计 (21)4.6 浇注系统的平衡 (22)5 成型零件的设计 (24)5.1 成型零件的要求及选材 (24)5.2 成型零件的结构设计 (24)5.3 成型零件尺寸的计算 (24)5.4 型腔刚度的校核 (28)6 模架的确定 (32)6.1 模架的概述 (34)6.2 模架的选用 (34)6.3 模板尺寸的确定 (34)27 导向机构的设计 (36)7.1导柱、导套的导向机构设计要点 (36)7.2 导柱的设计 (36)7.3 导套的设计 (37)8 脱模机构的设计 (39)8.1 脱模机构的分类及设计原则 (39)8.2 推杆的设计及脱模力的计算 (40)8.3 脱模机构的复位元件 (42)8.4 侧向分型与抽芯机构的设计 (42)9 模具冷却系统的设计 (45)9.1 模具加热、冷却系统的设计要点 (45)9.2 冷却系统的设计 (45)10 模具材料的选用 (48)10.1 模具材料选用的要求 (48)10.2 注塑模具常用材料 (48)11模具的工作过程 (51)11.1提前预处理 (51)11.2 注塑过程 (51)11.3 脱模过程 (51)12 全面审核投产制造 (52)12.1 模具的安装原则 (52)12.2 试模 (52)12.3 模具合格的条件 (52)13 典型零件制造工艺 (54)14 设计总结 (59)15 致谢 (60)参考文献 (61)附录:中英文翻译 (62)3前言一、塑料模的功能模具是利用其特定形状去成型具有一定型状和尺寸的制品的工具,按制品所采用的原料不同,成型方法不同,一般将模具分为塑料模具,金属冲压模具,金属压铸模具,橡胶模具,玻璃模具等。
电子体温计本体注射模设计与制造
1 引 言
示 的优点 , 特别是 电子体 温计不含水银 , 对人体及周
因此得 到广 泛 的应用 。从 使用场 合 区 电子 体温计 由温度 传感 器 、 液 晶显示 器及 导 电 围环 境无 害 ,
有家庭型和医院使用型两种 , 从功能上 区分 , 有 防 条、 钮扣电池 和P C B 板等元件组成 。能快速准确地测 分 , 有铝头 、 感温线 、 显 量人 体体温 , 与传统 的玻璃水银体 温计相 比 , 具有读 水型和普通型两种。从构造上看 ,
会导致制件出现撕裂带 , 凹模 圆角半径过 大会影响工
术, 2 0 1 1 , 2 8 ( 1 ) : 1 0 2 - 1 0 3ቤተ መጻሕፍቲ ባይዱ
3 ] 陈伟 . 冷 挤压 成形 工艺对 圆柱 直齿轮 成形精 度 的影 响 【 J 】 . 测, 得到如下几点结论 : 凸凹模间隙 、 凹模 圆角半径与 【
s t uc r t u r e a n d ma n u f a c t u r a b i l i t y .
Ke y wo r d s : e l e c t r o n i c t h e r mo me t e r b o d y; i n j e c t i o n mo l d d e s i g n ; c o r e - p u l l i n g b y o i l c y l i n d e r
f 0 r El e c t r o n i c Th e r mo me t e r Bo d y
【 A b s t r a c t 】B y a n a l y z i n g t h e s t r u c t u r e o f e l e c t r o n i c t h e r m o m e t e r b o d y ,t o i n t r o d u c e t h e
手机壳注射模具设计课程设计

手机壳注射模具设计课程设计一、课程目标知识目标:1. 让学生掌握手机壳注射模具的基本结构及工作原理;2. 了解并掌握手机壳注射模具设计的相关参数和计算方法;3. 掌握手机壳注射模具设计中常用的材料及其特性。
技能目标:1. 培养学生运用CAD软件进行手机壳注射模具设计的能力;2. 培养学生运用CAE软件进行手机壳注射模具分析的能力;3. 提高学生实际操作手机壳注射模具加工设备的能力。
情感态度价值观目标:1. 培养学生对工程设计和制造的兴趣,激发创新意识;2. 培养学生严谨、细致、负责的工作态度;3. 增强学生的团队合作意识,培养沟通协调能力。
课程性质:本课程为实践性较强的专业课,旨在培养学生的模具设计能力,提高学生的实际操作技能。
学生特点:学生具备一定的模具基础知识,具有一定的空间想象能力和动手能力,但对手机壳注射模具设计的相关知识掌握有限。
教学要求:结合课程性质和学生特点,采用理论教学与实践操作相结合的方式,使学生在掌握模具设计基本知识的同时,提高实际操作技能。
通过本课程的学习,分解课程目标为具体的学习成果,以便于教学设计和评估。
二、教学内容1. 手机壳注射模具结构及工作原理- 模具的分类、组成及功能- 注射模具的典型结构及工作流程- 手机壳注射模具的特殊要求2. 手机壳注射模具设计参数与计算- 塑料性能与选材- 模具尺寸计算、型腔布局与流道设计- 冷却系统设计、顶出系统设计3. 常用材料及特性- 塑料材料分类、性能与应用- 模具钢的分类、性能与选用4. CAD软件在模具设计中的应用- 软件操作技巧与规范- 模具零件的绘制与装配- 模具三维造型设计5. CAE软件在模具分析中的应用- 塑料流动分析、冷却分析- 翘曲变形分析、收缩率分析- 模拟分析结果与优化6. 实际操作与加工- 模具加工设备、工艺及流程- 模具装配与调试- 模具试模与问题分析教学内容按照上述六个方面进行组织,确保科学性和系统性。
注射模设计步骤及实例

注射模设计步骤及实例注射模是用于制作注射器、针筒等医疗设备的模具。
模具的制作是一个复杂而精细的过程,需要经历多个步骤。
下面将详细介绍注射模的设计步骤及实例。
1.确定需求:在开始设计之前,首先需要与客户充分沟通,了解客户的需求和要求,包括产品的形状、尺寸、材料等。
同时还需要了解注射模的使用环境和功能要求,以确保设计出符合实际需要的模具。
2.绘制初步草图:在了解客户需求的基础上,设计师将根据实际情况绘制初步草图。
这个过程需要考虑到模具的整体结构、零件的尺寸和形状等。
设计师可以使用CAD等软件进行绘图,以便对模具的设计进行更好的规划和控制。
3.模具分析:在绘制初步草图之后,设计师需要进行模具分析。
这个过程包括识别和解决可能出现的问题,比如材料选择、产品的易变形部位等。
同时,还需要对模具进行结构分析,确保模具的稳定性和可靠性。
4.详细设计:在完成模具分析之后,设计师将开始进行详细设计。
这个过程需要考虑到模具的每个零件的制造和组装过程。
设计师需要了解材料的特性,选择合适的工艺和加工方法,并进行每个零件的细节设计。
5.制造模具:在完成详细设计之后,设计师需要将设计图纸交给模具制造厂家进行加工和制造。
制造过程需要使用各种加工设备,比如车床、铣床等,对模具的零件进行加工。
在制造过程中,需要进行严格的质量控制,确保每个零件的精度和质量。
6.装配和调试:在完成模具的制造之后,需要对模具进行装配和调试,以保证模具的正常运行。
这个过程包括将各个零件按照设计要求进行组装,并对模具进行调整和测试。
在调试过程中,需要确保模具的各个部分和功能都正常运作。
7.试模和样品确认:在完成装配和调试之后,需要进行试模和样品确认。
试模是指将模具放入注射机进行注射,获得产品样品,并对产品进行检验。
样品确认是指客户对样品进行验收,并根据需要提出修改要求。
8.修改和改进:根据客户的反馈和需求,设计师需要对模具进行修改和改进。
这个过程包括根据样品确认的结果,对模具的设计进行修改,以提高模具的性能和使用效果。
电连接器外罩注射模设计

Copyright©博看网. All Rights Reserved.
· 57 ·
·塑料注射模技术·
1
11
3
13
12
2
14
4
15
5
16
6
图1
17
7
天线座上壳
18
8
3 模具设计
3.1 浇口位置设计
19
9
根据塑件特点,外观面不允许有进胶点,塑胶材
10
料为 PA66+30%GF,流动性非常好,所以根据本塑件
将反变形补偿到塑件当中,然后根据补偿后的塑件进
Surface Methodology and Genetical Gorithm[J].Int J Adv
准,通过镜像处理求反变形,重新进行 3D 塑件造型,
行模具补偿更改。这样模具的型腔尺寸,增加了塑件
补偿量,
经过缩水之后刚好保证了分型面的平面度。
Warpage Optimization of Thin Shell Plastic Pausing Response
等各种注射参数。
(2)加大进浇口,由原来的ϕ1mm 加大为ϕ2mm。
(3)增加进浇点和溢料槽。
如图 5 所示,由原来的 1 个进浇点增加为 2 个进
浇点,同时在与进浇点相对应另外一侧增加溢料槽。
· 58 ·
15.
18.推板 20.快换水接头
从图 4 可以看出,注射后塑件产生收缩,导致塑
5 解决方案
5.1 采用多种方案都无法解决塑件翘曲变形
尺寸精度和位置精度,有时长时间困扰着生产的正常
理论模型
塑件变形趋势
进行。本文介绍了利用三维抄数求反变形进行模具
【开题报告】基于proe的电表壳体注塑模具设计
开题报告机械设计制造及其自动化基于pro/e的电表壳体注塑模具设计一、综述本课题国内外研究动态,说明选题的依据和意义注塑工业是当今时代的一门极具活力的产业。
而塑料是当代社会主要的工业材料之一,广泛利用于化工、家电、汽车、航空、电子通信、医学医药、建筑等生活的方方面面。
其产量也达到一个巨大的高度。
直至二零零四年,我国的塑料制品的年产量已突破贰仟伍佰万吨。
在新的世纪里,相信将会不断有飞速的发展。
注塑是一种工业产品生产造型的方法。
产品通常使用橡胶注塑和塑料注塑。
注塑还可分注塑成型模压法.和压铸法。
注射成型机是将热塑性塑料或热固性料利用塑料成型模具制成各种形状的塑料制品的主要成型设备,注射成型是通过注塑机和模具来实现的。
注塑成型技术是现代塑料工业的一种重要的加工方法。
是指将已加热融化的的塑料喷射入到模具内,经经过冷却和固化后,得到成形产品的工艺技术。
注塑成形在整个注塑工艺中占据着重要的地位,几乎所有的塑料制品都可以运用这种方法来加工获取。
对于注塑模具的设计与制造来说,设计者的工作经验和技术人员的技术尤为重要。
模具设计师需要有熟练的技术和多年的实际设计经验。
他们通过学习和实践来获得知识,实际设计经验多于深入的科学分析和研究所获得的经验。
而一副新的注塑模具,通常要经过多次调试和修模才能达到初步的生产需求,这种生产方式不但提高了产品的生产周期,而且使得生产成本有所增加,并很难保证产品的质量参数。
要解决这些弊端,科学的分析方法必不可少,用这种严谨的方法来研究成型过程的各种技术。
随着20世纪80年代初期CAD/CAM/CAE 工具的导入和电脑应用的加深,使得CAD/CAM/CAE技术在整个模具工业中,在缩短设计和制造周期方面,发挥着良好的作用我国现今国民经济的五大支柱产业机械、电子、汽车、石油化工和建筑都离不开模具,都与模具发展有关。
因此称模具为工业生产之母。
从世界发达国家的生产情况来看,模具产值已经大于机械产值。
体温枪外观设计

体温枪外观设计
一、外观设计
1、外观设计采用简洁大方的风格,外壳采用高品质的ABS塑料,表面采用精细的抛光处理,给人一种温柔、舒适的感觉。
2、外壳的设计采用曲线线条,给人一种柔和的感觉,让使用者在使用时更加舒适。
3、外壳的设计采用抗摔设计,可以有效的防止摔坏,使用更加安全可靠。
4、外壳的设计采用防水设计,可以有效的防止水渗入,使用更加安全可靠。
5、外壳的设计采用防尘设计,可以有效的防止灰尘污染,使用更加安全可靠。
二、操作设计
1、操作设计采用简单易懂的操作方式,操作按钮采用触摸式设计,操作简单,使用者可以轻松操作。
2、操作设计采用智能化设计,可以根据使用者的操作自动调节温度,使用更加方便快捷。
3、操作设计采用自动关机设计,可以有效的节省电力,使用更加节能环保。
4、操作设计采用智能报警设计,可以有效的提醒使用者,使用更加安全可靠。
5、操作设计采用自动记录设计,可以有效的记录使用者的体温数据,使用更加方便快捷。
旋钮外壳注射模具设计说明书
旋钮外壳注射模具设计说明书设计人:指导教师:刘海初设计时间:2011年12月一、塑件图材料:ABS生产批量:10万件塑件具体尺寸见三维图。
塑件为旋钮盖子,要求下端能放入杯体即可。
由于盖子本身具有一定柔性,故对上盖精度要求不高,对密封性无要求。
二、工艺性分析材料性能取收缩率为0.5%2、塑件分析(1)形状特性体积 =3824.757361687 mm^3面积 =7848.654803147mm^2质量 = 0.030091264 kg塑件形状较为规则,易于成型。
(2)厚度分析塑件平均壁厚0.95,最大壁厚1.02,塑件局部壁厚均匀。
ABS极限流动长度与塑件厚度的比值为250:1,塑件最大流程与壁厚大约在54:1.25,流程中无尖锐拐角,故注塑时流动性较好。
(3)拔模分析塑件外表面侧壁拔模角为3度,内表面侧壁拔模角为3度,满足脱模要求。
(4)塑件精度塑件为日常用品,精度要求不高,从加工经济性考虑,选用7级精度等级。
三、成型方案为提高生产率,初步确定模具采用三板式大水口模具成型,一出二,推件板推出,其简图如下:模具温度40度,熔体温度98度。
四、注塑机选用选用SZ250/1250卧式注射机,其参数如下:1、最大注射量每次注射两个塑件,重量为60g,浇注系统凝料为 1.830g,总注射量约为61.83g,选用注射机最大注射量为270g,为理论注射量的23%。
五.型芯型腔设计、分型面选在塑件最大轮廓处。
1、型腔设计型腔为圆柱形凸缘式结构,如图,材料采用P20。
型腔壁厚的计算(1)按刚度计算侧壁11443310361.15() 1.15()16[]2100000.03ph s E δ⨯≥=⨯=⨯㎜ 底板11443310360.56()0.56()7.76[]2100000.03ph h E δ⨯≥==⨯㎜(2)按强度计算公式侧壁1122[]400[()1]23[()1]0.6[]2400210s r p σσ≥-=-=--⨯11222220230.87()0.87() 4.47[]400pr h σ⨯≥==型腔压力p=10Mpa 塑件高度h=36㎜ 弹性模量E=210000 Mpa 允许变形量[]δ=0.03㎜ 塑件半径r=23㎜材料许用应力[]σ=400 Mpa因按强度计算结果远小于按刚度计算结果,故型腔壁厚按满足刚度要求取侧壁厚20㎜,底部厚8㎜。
电器外壳注射模的设计
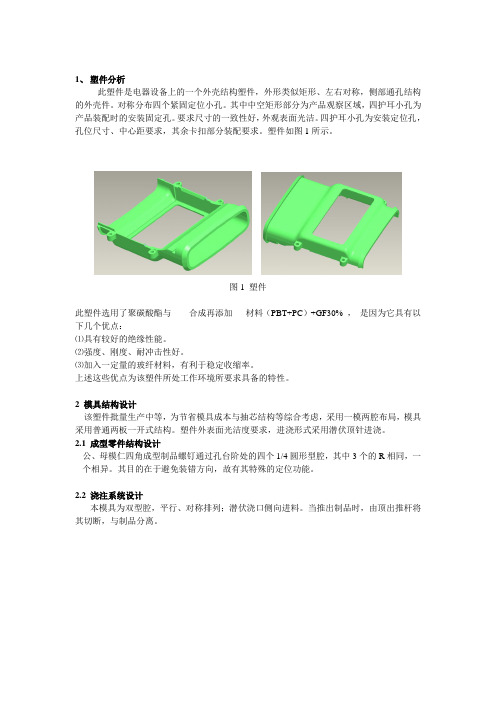
1、塑件分析此塑件是电器设备上的一个外壳结构塑件,外形类似矩形、左右对称,侧部通孔结构的外壳件。
对称分布四个紧固定位小孔。
其中中空矩形部分为产品观察区域,四护耳小孔为产品装配时的安装固定孔。
要求尺寸的一致性好,外观表面光洁。
四护耳小孔为安装定位孔,孔位尺寸、中心距要求,其余卡扣部分装配要求。
塑件如图1所示。
图1 塑件此塑件选用了聚碳酸酯与合成再添加材料(PBT+PC)+GF30% ,是因为它具有以下几个优点:⑴具有较好的绝缘性能。
⑵强度、刚度、耐冲击性好。
⑶加入一定量的玻纤材料,有利于稳定收缩率。
上述这些优点为该塑件所处工作环境所要求具备的特性。
2 模具结构设计该塑件批量生产中等,为节省模具成本与抽芯结构等综合考虑,采用一模两腔布局,模具采用普通两板一开式结构。
塑件外表面光洁度要求,进浇形式采用潜伏顶针进浇。
2.1 成型零件结构设计公、母模仁四角成型制品螺钉通过孔台阶处的四个1/4圆形型腔,其中3个的R相同,一个相异。
其目的在于避免装错方向,故有其特殊的定位功能。
2.2 浇注系统设计本模具为双型腔,平行、对称排列;潜伏浇口侧向进料。
当推出制品时,由顶出推杆将其切断,与制品分离。
图2 浇注系统2.3 侧抽芯结构设计斜导柱安装在锁紧块上,并由锁紧块的锥面将侧抽芯滑块锁紧,避免注射压力将其滑块冲开,产生溢料,同时也避免斜导柱因注射压力而变形。
1.锁块2.斜导柱3.螺钉4.滑块5.滑块座图4 滑块导向结构1.滑块座2.螺钉3.压条2.4 推出机构本模具采用推杆和推管联合推出结构,将制品推离公模仁,完成脱模。
脱模之后,由复位杆和复位弹簧完成先复位,以避免合模时产生干涉。
图5 顶针分布图6图7 顶针零件/装配图推出机构中设置有导柱、导套,对推杆和推杆进行有效地导向,以保证推出制品时使制品受力均匀、平稳,确保制品不变形。
3.结束语该模具采用潜伏顶杆结构进浇方式解决了表面外观要求的问题,抽芯结构采用斜导柱抽芯结构解决了小距离侧向成型问题。
电子体温计外壳注射模具设计

电子体温计外壳注射模具设计
电子体温计外壳注射模具设计
引导语:电子体温计大家都看过了吗?下面是小编精心为大家整理出来的一些关于电子体温计外壳注射de 模具设计方面的资料,希望能够帮助到大家!
1. 序言
电子体温计由温度传感器、液晶显示器及导电条、钮扣电池和PCB 板等元件组成。
能快速准确地测量人体体温,与传统的玻璃水银体温计相比,具有读数方便,测量时间短,测量精度高,能记忆并有蜂鸣提示的优点,特别是电子体温计不含水银,对人体及周围环境无害,因此得到广泛的应用。
从使用场合区分,有家庭型和医院使用型两种,从功能上区分,有防水型和普通型两种。
从构造上看,有铝头、感温线、显示屏及支架、开关、按键以及电池盖。
普通的电子体温计一般包含 5 种塑胶零件,即本体(外壳)、面板(镜片)、电池盖、背盖和主机壳,本体(外壳)是最主要最关键的零件,下面详述本体(外壳)的模具设计制造要点。
2. 产品分析
电子体温计本体,制品长度较长,内部空心,小端有内径
Φ1.6 的通孔,大端外部有沟槽,内装密封圈,与电池盖配合组装后起到防水的作用。
小端为头部量测部位,装有铝头,铝头内部有传感器,通过感温线与PCB 板相连。
铝头外形呈圆柱形,组装后的技术要求是铝头直径小于与其相邻的本体直径,目的是为了防止测量完毕后抽出体温计时,铝头由于阻力而滑落在人体内。
本体内侧有两条导向槽,由4 条平行骨位组成,用来为主机壳导向,要求此4 条骨位与抽芯方向有良好的平行度。
体温计本体通常采用台湾奇美ABS757 原料成型,这种原料于人体无害,且具有良好的成形性能和超声波焊接性能。
电子体温计外壳注射模具设计
叶长青
( 湖南 科 技 职 业 学 院机 电 系 ,湖 南 长 沙 , 4 O 1 1 1 8)
摘 要 : 本 文 分 析 了 电子 的 温 度 计 外 壳 使 用 要 求 与 结 构 特 点 , 介 绍 了 模 具 的 总 体 结 构特 点 及 模 具 的 动 作 原 理 , 研 究 分 析 了 设 计模 具 零件 结 构
无色 透 明 。
6 0 塑料制造 P A TC N A T E 2 1 L S I SMA UF C UR 0 1年 6月刊
模 4 ,产 品排 样 如 图 3 示 横 穴 N
排 ,分流道截 面用梯形 ,便于模具 的加 工 ,也便于料 流的流 动 ,浇 口采 用点浇
2 模具的结构设计
参数的合理性 ,既保证了外壳产 品的成型性和使用性 ,又使得模具结构简单 ,模具零件便于加工。 关键词 : 抽芯机构 ,滑块 ,定模,动模 ,液压油缸
Dein o j ci n M od o el fee to i l ia s f n t l fs l o lcr n cci c l g I e o h n
没有用 注射机的顶 出机构 ,也没 有设计 专 门的顶 出机构 ,而是通过 限位 拉杆拉
豳 4 模 具 总 装 图
1动模 座板 2 动模仁 3动模镶饽1 4油缸固定支架 5銎芯 6滑块 7法
兰 盘 8 塞杼 9油 缸 1 活 O定模 仁 1 1定模 嵌 件 ’ 1. 2, -  ̄  ̄ Ef , / 2 1 3定 模 板 1 模 推 件 扳 1 漉道 衬 套 1 位 固 1 模 瘦板 1 4定 5 的设计
由于产 品的 结构特点 及局部 结构尺
动动模推件板 ,由侧型 芯带 出制件。 模 具的 动作原理 :开模 时在 开 闭器 2 的作 用 下 ,使定 模 推件 板 1 与定 模 8 4
电器盖注射模具课程设计

电器盖注射模具课程设计一、课程目标知识目标:1. 让学生掌握电器盖注射模具的基本结构及其工作原理,理解模具在制造业中的应用。
2. 使学生了解并掌握注射模具设计的基本流程、参数选择及相关标准。
3. 帮助学生理解塑料材料的性能及其在注射成型过程中的影响。
技能目标:1. 培养学生运用CAD软件进行注射模具设计的能力,能够完成电器盖模具的二维和三维设计。
2. 提高学生运用CAE软件对注射模具进行分析与优化的能力,确保模具设计的可行性。
3. 培养学生具备一定的实际操作能力,能够对注射模具进行装配和调试。
情感态度价值观目标:1. 培养学生对制造业的热爱,激发其学习模具设计与制造的积极性。
2. 培养学生的团队协作意识,使其在项目实施过程中学会沟通、合作,共同解决问题。
3. 引导学生关注我国模具行业的发展,树立为民族制造业做贡献的远大理想。
分析课程性质、学生特点和教学要求,本课程将目标分解为具体的学习成果,以便后续的教学设计和评估。
通过本课程的学习,学生能够掌握注射模具设计的基本知识,具备实际操作能力,并形成对制造业的热爱和责任感。
二、教学内容1. 注射模具基础知识:介绍注射模具的定义、分类、结构及其工作原理,对应教材第1章内容。
- 模具的基本结构及其功能- 注射成型工艺流程及参数选择2. 注射模具设计流程与要求:讲解模具设计的基本流程、设计原则及标准,对应教材第2章内容。
- 设计流程:项目分析、方案设计、详细设计、模具评审- 设计原则与标准:模具材料、结构、精度、安全等方面要求3. CAD软件在注射模具设计中的应用:教授如何运用CAD软件进行模具设计,对应教材第3章内容。
- 软件基本操作与技巧- 二维、三维模具设计实例4. 注射模具CAE分析与优化:介绍CAE软件在模具分析中的应用,对应教材第4章内容。
- 塑料填充、冷却、翘曲分析- 模具优化方法及案例分析5. 注射模具装配与调试:讲解模具装配、调试的方法和技巧,对应教材第5章内容。
注射模的设计资料.
注射模设计
单分型面注射模的结构
模具整体
2020年7月7日星期二7时 6分3秒
动模部分
定模部分
2
注射模设计
注射模的组成
1.成型零部件 2.合模导向机构 3.浇注系统 4.脱模机构 5.侧向分型与抽芯机构 6.温度调节系统 7.排气机构
2020年7月7日星期二7时
3
6分3秒
注射模设计
2020年7月7日星期二7时 6分3秒
ABS的成型特性
17
注射模设计
ABS塑料的特性
2、ABS塑料的成型特性
1)、使用ABS塑料成型塑件时,由于溶体的黏度值较高, 注射成形的压力值高,所以塑件对型芯的包紧力较大,为便 脱模,塑件应采用较大的脱模斜度;
2)、ABS塑料的溶体黏度高,制品易产生熔接痕,设计 模具时应减少浇注系统对料流的阻力,流道长度短一些;
11)绘制模具的结构草图
12)校核模具与注射机有关尺寸
13)注射模结构设计的审核
14)绘制模具的装配图 15)绘制模具零件图
16)复核设计图样
2020年7月7日星期二7时
8
6分3秒
注射模设计
单分型面注射模的设计步骤
3.注射模具结构的设计步骤
1)确定型腔的数目
2)选择分型面
3)确定型腔的布置形式 4)确定浇注系统
2020年7月7日星期二7时 6分3秒
ABS的工艺参数
15
注射模设计
常用塑料的工艺参数
塑料
温度 /℃
压力 MPa
时间 /S
喷嘴 料筒 模具 注射 保压 注射 保压 冷却 总计
高压聚乙烯 PE
150-180 180-200 30-60 70-100 40-50
壳体注射模具课程设计

壳体注射模具课程设计一、教学目标本课程旨在让学生了解和掌握壳体注射模具的基本概念、设计原理和应用方法。
通过本课程的学习,学生将能够:1.描述壳体注射模具的结构和功能;2.解释壳体注射模具的设计原理;3.应用壳体注射模具的设计方法;4.分析壳体注射模具的优点和局限性。
二、教学内容本课程的教学内容主要包括以下几个部分:1.壳体注射模具的基本概念:介绍壳体注射模具的定义、分类和应用领域;2.壳体注射模具的设计原理:讲解壳体注射模具的设计流程、关键参数和设计方法;3.壳体注射模具的应用方法:介绍壳体注射模具在实际生产中的应用案例,讲解如何选择和使用壳体注射模具;4.壳体注射模具的优点和局限性:分析壳体注射模具与其他类型的模具相比的优势和不足。
三、教学方法为了提高学生的学习兴趣和主动性,本课程将采用多种教学方法,包括:1.讲授法:讲解壳体注射模具的基本概念、设计原理和应用方法;2.案例分析法:分析实际生产中的壳体注射模具应用案例,让学生更好地理解理论知识;3.实验法:安排实验室实践环节,让学生亲自动手操作,加深对壳体注射模具的理解;4.讨论法:学生进行小组讨论,分享学习心得和经验,促进学生的互动交流。
四、教学资源为了支持教学内容和教学方法的实施,丰富学生的学习体验,我们将准备以下教学资源:1.教材:选用权威、实用的教材,为学生提供系统的理论知识;2.参考书:提供相关的参考书籍,拓展学生的知识面;3.多媒体资料:制作精美的PPT、视频等多媒体资料,提高学生的学习兴趣;4.实验设备:准备完善的实验设备,让学生能够亲自动手操作,加深对壳体注射模具的理解。
五、教学评估本课程的评估方式包括平时表现、作业和考试三个部分,以全面客观地反映学生的学习成果。
1.平时表现:通过课堂参与、提问、讨论等方式评估学生的学习态度和理解能力;2.作业:布置相关的设计练习和报告,评估学生的应用能力和独立思考能力;3.考试:安排期末考试,以闭卷形式评估学生对课程知识的掌握程度。
体温计的加工工艺
体温计的加工工艺
体温计的加工工艺主要包括以下几个步骤:
1. 注塑成型:体温计的外壳通常使用塑料材料制作。
首先,将塑料颗粒加热至熔融状态,然后将熔融的塑料注入到模具中,经过冷却固化后获得成型的外壳。
2. 组装:体温计需要组装多个零部件,包括外壳、传感器、显示屏和电路板等。
在组装过程中,将各个零部件按照设计要求进行精确地配合和连接。
3. 焊接和连接:体温计的电路板需要进行焊接和连接,以实现各个功能模块之间的通信和控制。
通常采用焊接、插接和压接等方式进行电子元器件的安装。
4. 装配和调试:组装完成后,需要对体温计进行装配和调试。
包括安装电池、校准传感器、调试显示屏和测试各项功能等。
确保体温计的正常运行和准确测量。
5. 包装和质检:完成装配和调试后,对体温计进行包装和最终的质量检测。
包装通常使用纸盒或塑料包装,质检则包括外观检查、功能检测和准确度检测等,确保产品质量和安全性。
总之,体温计的加工工艺是一个复杂的过程,需要经过多个步骤和严格的质量控制,以确保最终产品的性能和可靠性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电子体温计外壳注射模具设计
引导语:电子体温计大家都看过了吗?下面是小编精心为大家整理出来的一些关于电子体温计外壳注射de 模具设计方面的资料,希望能够帮助到大家!
1. 序言
电子体温计由温度传感器、液晶显示器及导电条、钮扣电池和PCB 板等元件组成。
能快速准确地测量人体体温,与传统的玻璃水银体温计相比,具有读数方便,测量时间短,测量精度高,能记忆并有蜂鸣提示的优点,特别是电子体温计不含水银,对人体及周围环境无害,因此得到广泛的应用。
从使用场合区分,有家庭型和医院使用型两种,从功能上区分,有防水型和普通型两种。
从构造上看,有铝头、感温线、显示屏及支架、开关、按键以及电池盖。
普通的电子体温计一般包含 5 种塑胶零件,即本体(外壳)、面板(镜片)、电池盖、背盖和主机壳,本体(外壳)是最主要最关键的零件,下面详述本体(外壳)的模具设计制造要点。
2. 产品分析
电子体温计本体,制品长度较长,内部空心,小端有内径
Φ1.6 的通孔,大端外部有沟槽,内装密封圈,与电池盖配合组装后起到防水的作用。
小端为头部量测部位,装有铝头,铝头内部有传感器,通过感温线与PCB 板相连。
铝头外形呈圆柱形,组装后的技术要求是铝头直径小于与其相邻的本体直径,目的是为了防止测量完毕后抽出体温计时,铝头由于阻力而滑落在人体内。
本体内侧有两条导向槽,由4 条平行骨位组成,用来为主机壳导向,要求此4 条骨位与抽芯方向有良好的平行度。
体温计本体通常采用台湾奇美ABS757 原料成型,这种原料于人体无害,且具有良好的成形性能和超声波焊接性能。