风力发电机组合金钢主轴制造技术
5MW风力机主轴的关键技术研究
5MW风力机主轴的关键技术研究风力发电机主轴分析3.1风力发电机主轴系统结构现代风力发电机采用的是空气动力学原理。
如同飞机的机翼一样,风并非"推" 动风轮叶片,而是通过吹过叶片形成叶片正反面的压力差,这种压力差会产生升力,使风轮旋转并不断横切风流。
风力发电机主要包含三部分∶风轮、机舱和塔杆。
风轮叶是由复合材料制造而成的,大型风力电机的风轮转动相当慢,比较简单的风力发电机多采用固定速度。
通常情况下采用两个不同的速度--在弱风下用低速、在强风下用高速。
机舱上安装感测器可探测风向,通过转向机械装置令机舱和风轮自动转向,使之面向来风。
风轮的旋转运动通过齿轮变速箱传送到机舱内的发电机。
在风电工业中,配有变速箱的风力发电机是很普遍的。
所有风力发电机的功率输出是随着风力的变化而变化的。
强风下最常见的两种限制功率输出的方法是失速调节和斜角调节。
使用失速调节的风电机,超过额定风速的强风会导致通过叶片的气流产生扰流,令风轮失速。
当风力过强时,叶片尾部制动装置会运作,令风轮剎车。
而使用斜角调节的风电机,每片叶片能够以纵向为轴而旋转,叶片角度随著风速变化而转变,从而改变风轮的空气动力姓能。
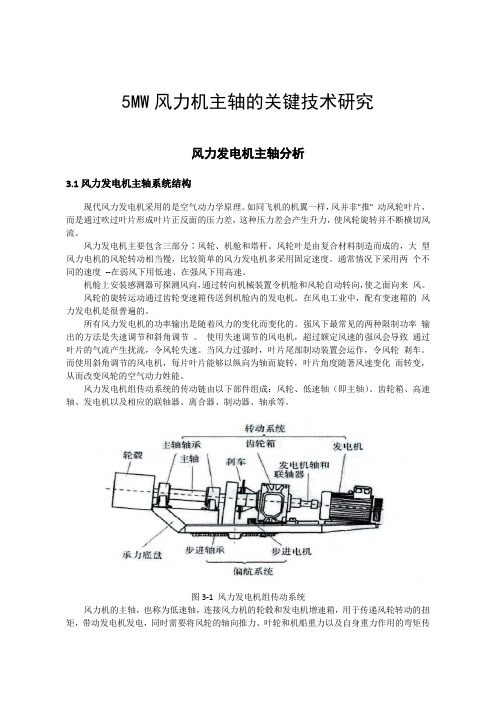
风力发电机组传动系统的传动链由以下部件组成:风轮、低速轴(即主轴)、齿轮箱、高速轴、发电机以及相应的联轴器、离合器、制动器、轴承等。
图3-1 风力发电机组传动系统风力机的主轴,也称为低速轴,连接风力机的轮毂和发电机增速箱,用于传递风轮转动的扭矩,带动发电机发电,同时需要将风轮的轴向推力、叶轮和机船重力以及自身重力作用的弯矩传递到机舱。
风力机的主轴结构按照轴承的支承方式分为两种:一种是挑臂梁结构,主轴由两个轴承支承,也称为两点式支承。
这种支承的齿轮箱体挂在主轴的后端,连接在轴承外,由转矩臂承担驱动转矩。
另一种是悬臂梁结构,主轴使用一个轴承支承,另一轴承置于齿轮箱体内,避免了独立的轴承润滑系统,但是对齿轮箱的外壳要求较高,它要承受风轮载荷并且不能引起齿轮箱体的变形。
风力发电机主轴加工工艺的研究

风力发电机主轴加工工艺的研究目录摘要 (2)关键字: (2)Abstract: (3)Key Words: (3)第一章绪论 (4)第一节风能利用的历史 (4)第二节风力发电机技术 (5)第三节风力发电机技术的特点 (5)第四节我国目前风力发电机的概况及发展前景 (6)第二章风力发电机主轴加工工艺 (7)第一节普通主轴加工工艺 (7)一、主轴毛坯的制造 (7)二、主轴的材料和热处理 (7)三、加工阶段的划分 (8)四、工序顺序的安排 (8)五、定位基准的选择 (9)第二节风力发电机主轴加工工艺 (9)一、主轴毛坯的选择和制造 (9)二、材料的选择 (11)三、主轴毛坯自由锻工序 (11)四、主轴毛坯的热处理 (13)五、主轴加工工艺流程 (13)六、工序安排时要注意的问题 (19)七、轴的检验 (19)第三章风力发电机主轴加工工艺 (20)第一节机床的选择 (20)第二节刀具和刀具材料的选择 (21)一、刀具的选择 (21)二、刀具材料的选择 (23)第三节夹具的选择 (23)第四节量具的选择 (25)第四章实践 (27)致谢 ......................................................... 错误!未定义书签。
总结 .. (29)参考文献 (30)摘要本文首先介绍了一下人类利用风能的历史,并由此引出来当今发展迅速的风力发电机技术和该技术的特点,同时指出最近些年我们国家在风能的利用方面做出了很大的投资和风能发电机的发展前景。
由于众多外界因素的影响和需要达到的发电功效的目标,风力发电机的各部件要求都很高,而风力发电机主轴的加工是风力发电机技术中最重要的一个环节,所以该文主要研究了风力发电机主轴的加工工艺。
在我们熟悉的普通主轴加工工艺的基础上,对比和借鉴性的详细的分析典型风力发电机主轴的加工,包括从最初始的主轴毛坯的选择和制造、主轴材料的选择和热处理、具体的加工工艺流程、主轴的检验和加工过程中需要注意的问题,这些都是在普通主轴的加工基础上,做了进一步的详细介绍。
大型风力发电机组主轴轴承装配工艺分析
大型风力发电机组主轴轴承装配工艺分析摘要:随着现代社会我国风电产业的快速发展,对于风电机组的制造工艺的重视程度也越来越高。
而在风力发电过程中主轴轴承作为风力发电机组的关键部件,其装配质量的好坏直接影响到轴承的使用寿命和风力发电机组的发电量。
所以,在对于大型风力发电机组主轴轴承装配工艺过程中的各项操作都需要做到严格规范。
基于此问题,本文简要介绍了主轴轴承的装配过程,详细阐述如何合理地进行装配,才能有效控制其装配质量。
关键词:风力发电;主轴轴承装;装配工艺;引言风力发电的关键过程是风能转换为机械能,然后再将主轴的机械能转化为电能。
目前,为保证轴承的可靠性,大多数的风电机组厂家选用了SKF、fag等世界级品牌的轴承,这对于轴承质量是十分有保障的。
并且为了保证发电的工作效率,就要尽量避免轴承在运行中提前失效,导致风机脱架,造成经济损失。
所以,主轴轴承的装配工艺显得尤为重要。
主轴轴承装配的过程实际上是所有机械制造的重要环节。
这是一个必须要按照严格的标准和工艺,并使用适当的工具和机器,匹配和连接合格零部件的过程。
这一过程对于安装完成之后的机械的使用以及质量的保障都是十分重要的。
而且,装配并不是一个个将合格零件的简单组合的过程,而是一个要将质量一定的零件和在高质量的装配工艺的影响下尽量提高最终输出的产品的质量的过程。
也就是说高质量的装配可以在精度较低的零部件基础上装配出高质量的产品。
因此,在风力发电机组主轴和轴承座的装配研究中,根据多种装配工艺制定出适合机组的合理装配工艺,对提高产品质量具有重要意义。
那么接下来本文将对大型风力发电机组主轴轴承装配工艺以及装配过程中的注意事项以及操作规范进行详细地阐述。
1、简述轴承装配工艺事前准备风电机轴承装配工艺的事前准备也是十分必要的,这一步能有效提升装配工作的效率以及装配质量。
大型风力发电机组主轴轴承装配工艺简单介绍以及准备如下:(1)组装前准备好主轴、轴承座等等需要的一系列装置和锁紧装置的图纸,并熟悉安装过程中的各方面要求,对于操作规范务必牢记于心。