安川PLC程序及软件操作
安川PLC程序与软件操作

CP717软件操作
设置电脑中的COM
CP717软件操作
设置电脑中的COM
7软件操作
设置电脑中的COM 选择和上面一致的COM口
CP717软件操作
设置电脑中的COM
CP717软件操作
设置电脑中的COM
CP717软件操作
打开软件后,新建一个PLC文件夹将程序复制粘贴到里面,右击箭头所指的地方
不执行IFON和IEND间的指令序列。当使用IFOFF指令时,
如果B寄存器的当前值是OFF,那么执行IFOFF和IEND间的
指令序列;如果B寄存器的当前值是ON,那么不执行IFOFF
和IEND间的指令序列。(2)IF结构语句-2
IFON
(IFOFF )…… ELSE…… IEND,当使用IFON指令时,
OB**** 输出寄存器(位) 功能同上,一般表示输出字的一位,用 于驱 动数字量输出,在应用中驱动继电器等小功率执 行元件
MW**** 中间结果寄存器(字) 用于存储PLC运算中间结果,或作为中间结果的 地址
MB**** 中间结果寄存器(位) 用于存储中间逻辑运算结果的位状态
PLC程序内寄存器的分配规律
CP717软件操作
CP717软件操作
CP717软件操作
CP717软件操作
下图就是程序内容
PLC程序内寄存器的分配规律
DWG寄存器有系统寄存器 、 输入寄存 器 、 输出寄存器 、常量寄存器 、 #寄存 器 、 数据寄存器 、 D寄存器
CPU内部寄存器有 A寄存器 、 F寄存器 、 B寄存器 、 I寄存器 、 J寄存器
PLC程序内寄存器的分配规律
IW**** 输入寄存器(字) 采集从I/O模块,模拟量输入模块等输入设备的字状 态
安川PLC程序及软件操作【通用】.ppt
CP717软件操作
演示课件
CP717软件操作
演示课件
CP717软件操作
演示课件
CP717软件操作
演示课件
CP717软件操作
下图就是程序内容
演示课件
PLC程序内寄存器的分配规律
DWG寄存器有系统寄存器 、 输入寄存 器 、 输出寄存器 、常量寄存器 、 #寄存 器 、 数据寄存器 、 D寄存器
演示课件
PLC程序内寄存器的分配规律
OB**** 输出寄存器(位) 功能同上,一般表示输出字的一位,用 于驱 动数字量输出,在应用中驱动继器等小功率执 行元件
MW**** 中间结果寄存器(字) 用于存储PLC运算中间结果,或作为中间结果的 地址
MB**** 中间结果寄存器(位) 用于存储中间逻辑运算结果的位状态
安川PLC程序及软件操作
唐山港集团港机船舶维修有限公司
演示课件
安川PLC程序及软件操作
CP-717简介 CP717软件操作 PLC程序内寄存器的分配规律 CP-717程序中常用命令和语句 PLC程序的结构 程序中某些特殊点的查找方法
演示课件
CP-717简介
CP-717软件是CP-316系列、CP-317、RIO-2000 等控制器的软件操作平台。软件的功能强大,操作 简便。
SW**** 系统内部专用寄存器(字) 用于系统内部已定义的各种状态,可记录PLC各种故障, 实现定义好的各种功能,只可在程序中调用,不可定 义
SB**** 用于存储PLC内定义好的一些位功能状态
演示课件
CP-717程序中常用命令和语句
断电延时 通电延时
演示课件
接通延时定时器
接通延时定时器指令,当直接优先B寄存器的 状态是ON时开始计时。当”计数值等于设定 值”时,B寄存器的状态变成ON。在计数过 程中,当直接优先B寄存器的状态变成OFF时, 定时器停止操作。当B寄存器再变成ON状态 时,计数重新从0.00秒开始。 安川PLC定时器有10ms接通延时定时器 、 10ms断开延时定时器、1s接通延时定时 器 、 1s断开延时定时器
安川PLC培训
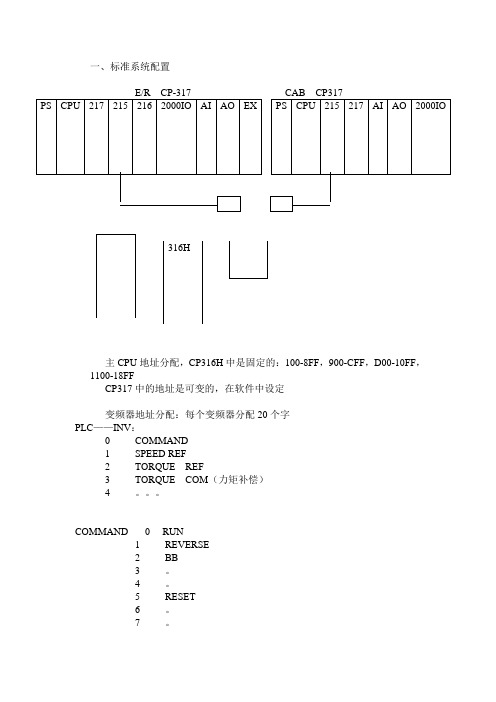
一、标准系统配置主CPU 地址分配,CP316H 中是固定的:100-8FF ,900-CFF ,D00-10FF ,1100-18FFCP317中的地址是可变的,在软件中设定变频器地址分配:每个变频器分配20个字PLC ——INV :0 COMMAND1 SPEED REF2 TORQUE REF3 TORQUE COM (力矩补偿)4 。
COMMAND 0 RUN1 REVERSE2 BB3 。
4 。
5 RESET6 。
7 。
8INITE T/SF MOTOR2INV——PLC:0 STATUS1SPEED FB2TORQUE3。
STATUS 0 RUN1ZERO SPEED调速方式: VECTOR, V/F程序:变量:MW MBSW SBIW IBOW O BDW D B(DW有停电记忆的功能)1.硬件设置:用216卡通讯的变频器,站号设定必须在通讯板上的拨码开关来实现,下面为低位,上面为高位,网络号取决于变频器接在哪一个连接孔(CP316H中,接在第一个CP216口的是0#网络,接在第二个CP216口的是1#网络)变频器参数初始化O2-04设定容量O2-03设为000,恢复出厂设置//。
916A编程实现地址分配PROFIBUS 两端接电阻CP-217模块,两个RS232端口、1个RS485端口2.软件设置:MODEL CONFIGRATION 设置各模块通讯属性、地址属性FUNCTION DIFINATION :输入开关量XB0~XBF,输入数值量XW1~XW15,输出为YW,ZW为中间变量,程序框架:各程序段功能,对应哪一机构的参数修改。
增量编码器和绝对值编码器互相对比,监测,超出误差范围,报故障L2.21 修改C5-06,ASR CLAEAR无冲击控制(SHAVE-LESS CONTROL)H5 速度反馈*10000/30000G5 速度反馈*30000/30000H5 力矩反馈*10000/20000变频器反馈数据都在H2.01,PLC到变频器的数值量都在H4.1一、CP717程序1.打开程序,建立通讯,新建工程,察看PLC程序。
安川PLC使用
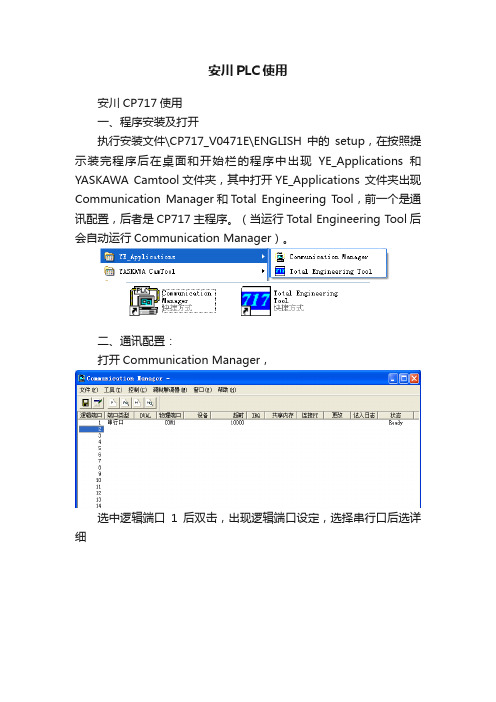
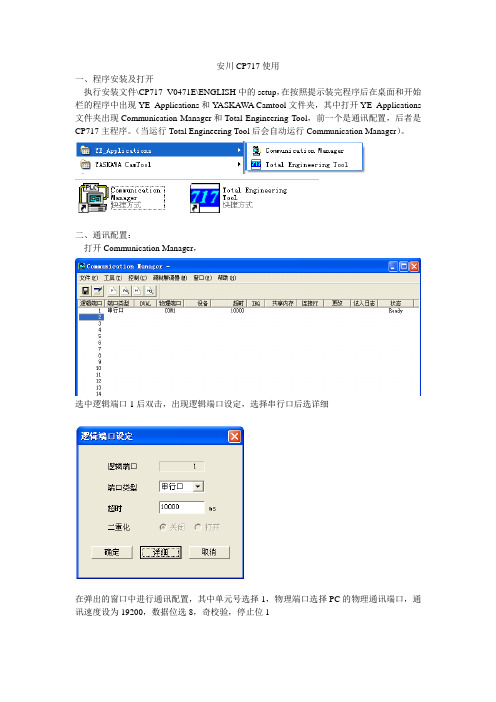
安川PLC使用安川CP717使用一、程序安装及打开执行安装文件\CP717_V0471E\ENGLISH中的setup,在按照提示装完程序后在桌面和开始栏的程序中出现YE_Applications和YASKAWA Camtool文件夹,其中打开YE_Applications 文件夹出现Communication Manager和Total Engineering Tool,前一个是通讯配置,后者是CP717主程序。
(当运行Total Engineering Tool后会自动运行Communication Manager)。
二、通讯配置:打开Communication Manager,选中逻辑端口1后双击,出现逻辑端口设定,选择串行口后选详细在弹出的窗口中进行通讯配置,其中单元号选择1,物理端口选择PC的物理通讯端口,通讯速度设为19200,数据位选8,奇校验,停止位1确定后完成通讯设置。
三、程序的清空及1、316H程序的清空在调试时,可能CPU模块中已经有调试的程序,需要首先删除CPU中的程序时删除的顺序是:A在通电状态下将CP-316H上的INT、TEST从OFF置ON,RUN从ON置OFF,保持一段时间后断电;B上电,RUN指示灯和RDY指示灯不停的闪动,保持一段时间后将RUN从OFF置ON,INT、TEST从ON置OFF断电C再送电CP-316中的程序已清空。
2、215RIO模块程序的清空将215RIO模块的SW旋钮的箭头分别拨为7、9位置上,按RESET按钮。
断开电源,保持一段时间后再送电,215RIO模块的程序被清空。
然后将其通讯地址再改为0、2。
四、上载下载1、打开T otal Engineering Tool,在ROOT上按右键新建组文件夹,名字任意如08000,在08000下建立指令文件夹,名字任意如PLC1,在PLC1上按右键新建PLC文件夹。
2、在弹出的对话框内对新PLC进行选型,如果是新建立的程序名字任意,如果是想读取电脑上已有的程序则名字要与现有名字一致,按第6步进行打开已有PLC文件的操作。
安川PLC程序及软件操作ppt课件

条件语句
数据的传输
56
IF结构语句
(1).IF结构语句-1 IFON(IFOFF )……IEND ,当使用
IFON指令时,如果B寄存器的当前值是ON,那么执行IFON
和IEND间的指令序列;如果B寄存器的当前值是OFF,那么
不执行IFON和IEND间的指令序列。当使用IFOFF指令时,
如果B寄存器的当前值是OFF,那么执行IFOFF和IEND间的
断电延时 通电延时
54
接通延时定时器
接通延时定时器指令,当直接优先B寄存器的 状态是ON时开始计时。当”计数值等于设定 值”时,B寄存器的状态变成ON。在计数过 程中,当直接优先B寄存器的状态变成OFF时, 定时器停止操作。当B寄存器再变成ON状态 时,计数重新从0.00秒开始。 安川PLC定时器有10ms接通延时定时器 、 10ms断开延时定时器、1s接通延时定时 器 、 1s断开延时定时器
MW**** 中间结果寄存器(字) 用于存储PLC运算中间结果,或作为中间结果的 地址
MB**** 中间结果寄存器(位) 用于存储中间逻辑运算结果的位状态
52
PLC程序内寄存器的分配规律
DW****子程序内中间结果寄存器(字) 功能与MW**** 相同,区别在于MW**** 在整个程序段 内有效,而DW****只在本子程序段内有效,在不同的 子程序段内可以重复定义使用
DWG寄存器有系统寄存器 、 输入寄存 器 、 输出寄存器 、常量寄存器 、 #寄存 器 、 数据寄存器 、 D寄存器
CPU内部寄存器有 A寄存器 、 F寄存器 、 B寄存器 、 I寄存器 、 J寄存器
寄存器数据类型有位型 、整形 、 双长度整 形 、 实数型 、 地址型
49
717软件使用
YASKAWA(安川)PLC编程语言CP-717的结构及使用介绍安川PLC控制软件CP-717内部功能完善,通讯及运算功能强大,能对PLC及变频器实施精密控制.CP-717支持CP-316,CP-316H,CP-317,CP-916A等PLC,可以进行远程I/O接收模块120I/O、2000I/O模块配置,另外可以和INVERTER通过216IF 建立通讯,实时监视、修改INVERTER参数等功能。
通过CP-717编程软件,可以方便的进行PLC离线编程、在线修改。
第一节 C P-717使用.启动和退出1 启动通讯过程本节说明如何开始CP-717和PLC之间的通讯过程。
1.1 打开通讯过程窗口打开通讯过程窗口双击台式机的屏幕上的“YE_Application”(YE_应用程序)图表,然后双击,“YE_Application”(YE_应用程序)窗口中的“Communication Manager”(通讯管理器)图标。
①通讯过程窗口打开。
1.2 设置通讯过程(串联通讯)设置通讯过程①单击将要使用的端口的逻辑端口号。
②通讯过程菜单的“File (F)”(文件)中选择“Setting(E)”(设置)。
③在对话框中,将“Port Kind”(端口类型)设定为“Serial”(串联),并且单击[Detail](细节)按钮。
④在对话框中,进行串联端口设置。
设置“波特率”到“9600”或“19200”。
保持“数据字节”、“奇偶性校验”和“停止字节”为默认设置。
然后单击[OK]按钮。
⑤在上述第(3)步逻辑端口设置的对话框中单击[OK]按钮。
串联通讯的信息在通讯过程窗口中设置。
⑥通讯过程菜单中的“文件(F)”中选择“保存(S)”。
⑦在消息框中,单击“是(Y)”按钮。
⑧在通讯过程菜单中的“文件(F)”中选择“退出(X)”。
通讯过程设置在关闭并重新启动通讯过程窗口后生效。
因为在启动CP-717时,通讯过程也同时开始,因此只要CP-717还未启动,无需重新启动通讯过程。
安川(yaskawa)PLC实训指导书
模块式PLC实训指导书主编:渊崔忠毅2011年10月目录项目一安川PLC控制系统识图 (4)项目二安川PLC硬件组态及测试 (19)项目三控制起升电机正反转 (30)项目一安川PLC控制系统识图一、项目导入日本安川电机公司(YASKAWA)成立于1915年,该公司制造的PLC和变频器产品在我国港口大型装卸机械中应用较为广泛,如图1、2所示。
图1 安川模块式PLC 图2 安川G7变频器图3所示为轮胎吊实训台,该实训台采用安川PLC和变频器,其控制系统与港口实际PLC控制系统基本一致,本项目的任务是读懂该实训台PLC控制系统电气图纸,从而对模块式PLC控制系统有一个整体上的把握。
图3 轮胎吊实训台安川PLC安川变频器二、项目分析模块式PLC控制系统由于一般应用于较为复杂的电气控制中,所以其电气图纸相对于整体式PLC控制系统或继电器控制系统要复杂一些,但是也可以分为主电路和控制电路两部分。
对于采用模块式PLC控制系统的港口大型装卸机械来讲,可以分成以下几个部分:(一)主电路1、主驱动电路,例如驱动大机各机构动作的电路,现在一般采用变频调速。
2、辅助机构驱动电路,例如大机各机构风机电路、制动器电路等,一般采用工频电源,不需变频调速。
(二)控制电路1、PLC外部控制电路,该部分电路既不是PLC输入回路,也不是PLC输出回路,而主要是输入输出的中继电路或者安全电路。
2、PLC模块配置电路,该部分电路表明PLC控制系统采用何种CPU模块、电源模块、输入输出模块、特殊功能模块、通讯模块等,同时说明了PLC控制系统的网络通讯结构和输入输出模块的地址分配等重要信息。
3、PLC输入回路,一般每页图纸绘制16个输入点,并标明每个输入点所对应输入设备的功能。
4、PLC输出回路,一般每页图纸绘制16个输出点,并标明每个输出点所对应输出设备的功能。
二、项目实施(一)供电线路1、主电路供电如附录P1所示,轮胎吊实训台采用主变压器输出的380V工频交流电源供电,经空气开关QF1给主电路供电。
安川PLC程序及软件操作

安川PLC程序及软件操作安川PLC(Programmable Logic Controller)是一种用于控制和自动化系统的计算机系统。
它通常用于工业环境中,用于控制和监控机器和设备的运行。
下面是关于安川PLC程序和软件操作的详细信息:1.安川PLC程序设计:-硬件配置:首先,根据所需的控制和自动化系统的功能和要求,确定所需的硬件配置。
选择适合应用的PLC模块,如CPU、I/O模块等,并根据需要设置通信模块、显示屏等。
-线路设计:根据控制和自动化系统的需求,设计PLC系统的线路连接。
确定输入和输出的电气信号连接,包括传感器、开关、执行器等。
- PLC编程:使用安川PLC编程软件,如MotionWorks、CX-Programmer等,编写PLC程序。
这些软件提供了用户友好的编程界面和各种编程语言,如梯形图(Ladder Diagram)、结构化文本(Structured Text)等。
根据实际需要,编写逻辑控制、时间控制、计数器、触发器和其他功能块。
2.安川PLC软件操作:- 安装软件:首先,安装安川PLC编程软件,如MotionWorks、CX-Programmer等。
确保计算机系统满足软件的安装要求,并按照软件提供的安装指南进行操作。
-创建项目:启动软件后,创建一个新的项目。
为项目命名,并选择PLC模块和通信模块等配置信息。
根据需要,添加输入和输出模块,并完成硬件配置。
-编写程序:在项目中创建一个新的程序,并选择所需的编程语言。
使用软件提供的工具和功能块,编写程序代码。
可以根据需要添加注释和文档,以便其他人理解程序的功能和逻辑。
-编译和调试:在编写完成后,使用软件将程序编译为可执行代码。
在调试模式下运行程序,检查逻辑和功能的正确性。
使用调试工具和监视器检查变量和信号的状态,并根据需要进行调整和修复。
安川PLC程序及软件操作知识分享
MW**** 中间结果寄存器(字) 用于存储PLC运算中间结果,或作为中间结果的 地址
MB**** 中间结果寄存器(位) 用于存储中间逻辑运算结果的位状态
PLC程序内寄存器的分配规律
不执行IFON和IEND间的指令序列。当使用IFOFF指令时,
如果B寄存器的当前值是OFF,那么执行IFOFF和IEND间的
指令序列;如果B寄存器的当前值是ON,那么不执行IFOFF
和IEND间的指令序列。(2)IF结构语句-2
IFON
(IFOFF )…… ELSE…… IEND,当使用IFON指令时,
在联机时可以进行程序的监控,配置文件,梯形图 的修改,上传下载PLC程序和变频器参数,可以避 免手动输入的误操作。同时也可以用备份在编辑器 内的程序或变频器参数与机上相对设备的程序或参 数进行比较,以便分析和排查故障时进行对比。
脱机时可以进行软件的编辑,检查,注释的修改, 变频器文件的建立,设定变频器参数
安川PLC程序及软件操作
唐山港集团港机船舶维修有限公司
安川PLC程序及软件操作
CP-717简介 CP717软件操作 PLC程序内寄存器的分配规律 CP-717程序中常用命令和语句 PLC程序的结构 程序中某些特殊点的查找方法
CP-717简介
CP-717软件是CP-316系列、CP-317、RIO-2000 等控制器的软件操作平台。软件的功能强大,操作 简便。
软件通讯管理配置 选择串口
CP717软件操作
软件通讯管理配置
点详细
CP717软件操作
软件通讯管理配置
安川PLC使用
安川CP717使用一、程序安装及打开执行安装文件\CP717_V0471E\ENGLISH中的setup,在按照提示装完程序后在桌面和开始栏的程序中出现YE_Applications和YASKAWA Camtool文件夹,其中打开YE_Applications 文件夹出现Communication Manager和Total Engineering Tool,前一个是通讯配置,后者是CP717主程序。
(当运行Total Engineering Tool后会自动运行Communication Manager)。
二、通讯配置:打开Communication Manager,选中逻辑端口1后双击,出现逻辑端口设定,选择串行口后选详细在弹出的窗口中进行通讯配置,其中单元号选择1,物理端口选择PC的物理通讯端口,通讯速度设为19200,数据位选8,奇校验,停止位1确定后完成通讯设置。
三、程序的清空及1、316H程序的清空在调试时,可能CPU模块中已经有调试的程序,需要首先删除CPU中的程序时删除的顺序是:A在通电状态下将CP-316H上的INT、TEST从OFF置ON,RUN从ON置OFF,保持一段时间后断电;B上电,RUN指示灯和RDY指示灯不停的闪动,保持一段时间后将RUN从OFF置ON,INT、TEST从ON置OFF断电C再送电CP-316中的程序已清空。
2、215RIO模块程序的清空将215RIO模块的SW旋钮的箭头分别拨为7、9位置上,按RESET按钮。
断开电源,保持一段时间后再送电,215RIO模块的程序被清空。
然后将其通讯地址再改为0、2。
四、上载下载1、打开Total Engineering Tool,在ROOT上按右键新建组文件夹,名字任意如08000,在08000下建立指令文件夹,名字任意如PLC1,在PLC1上按右键新建PLC文件夹。
2、在弹出的对话框内对新PLC进行选型,如果是新建立的程序名字任意,如果是想读取电脑上已有的程序则名字要与现有名字一致,按第6步进行打开已有PLC文件的操作。
安川程序操作指南
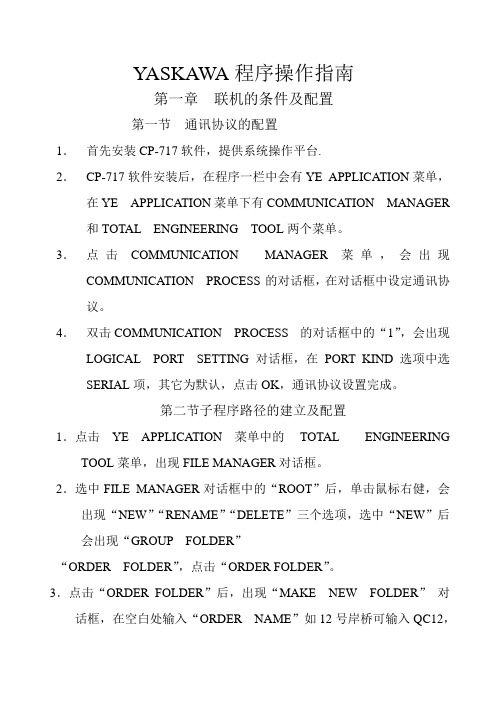
YASKAWA程序操作指南第一章联机的条件及配置第一节通讯协议的配置1.首先安装CP-717软件,提供系统操作平台.2.CP-717软件安装后,在程序一栏中会有YE APPLICATION菜单,在YE APPLICATION菜单下有COMMUNICATION MANAGER和TOTAL ENGINEERING TOOL两个菜单。
3.点击COMMUNICATION MANAGER菜单,会出现COMMUNICATION PROCESS 的对话框,在对话框中设定通讯协议。
4.双击COMMUNICATION PROCESS 的对话框中的“1”,会出现LOGICAL PORT SETTING对话框,在PORT KIND选项中选SERIAL项,其它为默认,点击OK,通讯协议设置完成。
第二节子程序路径的建立及配置1.点击YE APPLICATION 菜单中的TOTAL ENGINEERING TOOL菜单,出现FILE MANAGER对话框。
2.选中FILE MANAGER对话框中的“ROOT”后,单击鼠标右健,会出现“NEW”“RENAME”“DELETE”三个选项,选中“NEW”后会出现“GROUP FOLDER”“ORDER FOLDER”,点击“ORDER FOLDER”。
3.点击“ORDER FOLDER”后,出现“MAKE NEW FOLDER”对话框,在空白处输入“ORDER NAME”如12号岸桥可输入QC12,然后回车。
4.选中QC12单击鼠标右健,会弹出“CREATE NEW FOLDER”“RENAME”“DELETE”三个选项,选中“CREATE NEW FOLDER”后会弹出“CONTROLLER FOLDER”单击“CONTROLLER FOLDER”。
5.单击“CONTROLLER FOLDER”,弹出“CONTROLLER CONFIGARATION”对话框,在“INFORMATION”目录下第一个“CONTROLLER”框中一般根据此控制器所处的网络号和站号编名如“N01S01”即一号网络一号站;“COMMENT”可不填写;第二个“CONTROLLER”为控制器的类型如“CP-317”“CP-316H”“CP-916A”“RIO2000”等等,一般“N01S01”的控制器的类型QC选“CP-317”,RTG选“CP-316H”。
安川PLC程序及软件操作演示文稿
如果B寄存器的当前值是ON,那么仅执行IFON到ELSE之间
设置电脑中的COM
CP717软件操作
设置电脑中的COM
CP717软件操作
设置电脑中的COM
CP717软件操作
设置电脑中的COM 选择和上面一致的COM口
CP717软件操作
设置电脑中的COM
CP717软件操作
设置电脑中的COM
CP717软件操作
打开软件后,新建一个PLC文件夹将程序复制粘贴到里面,右击箭头所指的地方
DW****子程序内中间结果寄存器(字) 功能与MW**** 相同,区别在于MW**** 在整个程序段 内有效,而DW****只在本子程序段内有效,在不同的 子程序段内可以重复定义使用
DB****子程序内中间结果寄存器(位) 功能与IB****或OB****相同。
SW**** 系统内部专用寄存器(字) 用于系统内部已定义的各种状态,可记录PLC各种故障, 实现定义好的各种功能,只可在程序中调用,不可定 义
CP717软件操作
点击箭头所对图标
CP717软件操作
点击箭头所对图标
CP717软件操作
出现下图,说明软件打开
CP717软件操作
软件通讯管理配置 打开软件后点击箭头所对的图标
CP717软件操作
软件通讯管理配置 双击箭头所对的1
CP717软件操作
软件通讯管理配置 按照箭头所指的位置点
CP717软件操作
出现下图后关闭软件
CP717软件操作
打开装软件的盘
CP717软件操作
CP717软件操作
CP717软件操作
将程序复制粘贴到下图
CP717软件操作
CP717软件操作
打开程序找到新建的40T16
安川PLC程序及软件操作
变幅:H2.2=〉 H19=〉 H19.1=〉 H4.2 (数字量)
旋转:H2.2=〉H20=〉 H20.1=〉 H4.2(数字量)
63
信号处理流程(起升)
起升机构手柄信号的处理在H3、H3.1中完成GLAY码--〉二进制的转换,做出手柄曲线,送到H6中进行 控制。
在联机时可以进行程序的监控,配置文件,梯形图 的修改,上传下载PLC程序和变频器参数,可以避免 手动输入的误操作。同时也可以用备份在编辑器内 的程序或变频器参数与机上相对设备的程序或参数 进行比较,以便分析和排查故障时进行对比。
脱机时可以进行软件的编辑,检查,注释的修改, 变频器文件的建立,设定变频器参数
H2.2数字信号输入:包括一些手柄数字量信号、主 接触器触电反馈信号、Master继电器反馈信号等一 些主回路信号采集。 H2.1模拟量信号输入:包括变频器的电流、电压、 力矩反馈信号、速度反馈。
H17起升机构主要互锁条件判断,包括制动器空开、 风机空开、行走联锁等各种联锁条件确认。
65
H17.1/11起升机构保护条件判断、 Master主继电器条件的判断、手柄档位 信号的判断(起升/下降),主接触器吸 合的控制、制动器打开的控制
打开软件后,新建一个PLC文件夹将程序复制粘贴到里面,右击箭头所指的地方
22
CP717软件操作
23
CP717软件操作
24
CP717软件操作
25
CP717软件操作
26
CP717软件操作
27
CP717软件操作
28
CP717软件操作
29
CP717软件操作
30
CP717软件操作
CP717软件使用
YASKAWA(安川)PLC编程语言CP-717的结构及使用介绍 安川PLC控制软件CP-717内部功能完善,通讯及运算功能强大,能对PLC及变频器实施精密控制.CP-717支持CP-316,CP-316H,CP-317,CP-916A等PLC,可以进行远程I/O接收模块120I/O、2000I/O模块配置,另外可以和INVERTER通过216IF 建立通讯,实时监视、修改INVERTER参数等功能。
通过CP-717编程软件,可以方便的进行PLC离线编程、在线修改。
第一节 C P-717使用.启动和退出1 启动通讯过程本节说明如何开始CP-717和PLC之间的通讯过程。
1.1 打开通讯过程窗口打开通讯过程窗口双击台式机的屏幕上的“YE_Application”(YE_应用程序)图表,然后双击,“YE_Application”(YE_应用程序)窗口中的“Communication Manager”(通讯管理器)图标。
① 通讯过程窗口打开。
1.2 设置通讯过程(串联通讯)设置通讯过程①单击将要使用的端口的逻辑端口号。
② 通讯过程菜单的“File (F)”(文件)中选择“Setting(E)”(设置)。
③ 在对话框中,将“Port Kind”(端口类型)设定为“Serial”(串联),并且单击[Detail](细节)按钮。
④ 在对话框中,进行串联端口设置。
设置“波特率”到“9600”或“19200”。
保持“数据字节”、“奇偶性校验”和“停止字节”为默认设置。
然后单击[OK]按钮。
⑤ 在上述第(3)步逻辑端口设置的对话框中单击[OK]按钮。
串联通讯的信息在通讯过程窗口中设置。
⑥ 通讯过程菜单中的“文件(F)”中选择“保存(S)”。
⑦ 在消息框中,单击“是(Y)”按钮。
⑧ 在通讯过程菜单中的“文件(F)”中选择“退出(X)”。
通讯过程设置在关闭并重新启动通讯过程窗口后生效。
因为在启动CP-717时,通讯过程也同时开始,因此只要CP-717还未启动,无需重新启动通讯过程。
安川 PLCYASKAWA MPE720软体操作

Destination表 示傳送目的地
資料個別傳送1 電腦---機器
HD->CPU表示個別資 料進行電腦到機器傳送
選擇Individual File Transfer表示個別資料 傳送
資料個別傳送2
如需選擇所要 程式打勾
Indiridual Load表示個 別資料傳送畫面
開啟新檔
開啟舊檔
存檔
列印
套用坐標指令
故障表
視窗功能鍵解說2
(DM)功能鍵F1選擇后機器的控制權交 由電腦控制
(OFF)功能鍵F2選擇后機器的控 制權交由機器控制
(F4)功能鍵STEP 主程序內容將單一 自動執行
(F5)功能鍵主程序內容 碰至副 程式時將自動執行副程式內容
視窗功能鍵解說3
F6功能鍵指定開始的行數
Source表示 資料來源
Destination表 示傳送目的地
資料全部傳送4
Execute Status表示進 行正在傳送
File Transtor表示傳 送完畢點擊ok
資料全部傳送5
當出現ALL DUMP 表示全部傳送畫面 完畢,再關閉視窗
資料全部傳送6
Execute表示 傳送畫面
選擇(HD-FD)進行電腦 至軟碟資料傳送
Motion Mqin Program 表示主程式
Motion sup Program 表示副程式
資料個別傳送3
按Detaile時出現視窗 MotionMainProgra mDetailSet
資料個別傳送4
選擇傳送程式
是否 傳送
傳送完畢關閉視窗
正在傳 送中
資料個別傳送5
選擇Individual File Transfer表示個別資料 傳送
安川PLC程序及软件操作
安川PLC程序及软件操作首先,为了编写安川PLC程序,需要使用特定的编程软件。
目前,安川PLC的编程软件主要有两种:一种是CX-Programmer,另一种是NANDIAS。
CX-Programmer适用于安川的CP1H系列和CP1L系列PLC,而NANDIAS适用于安川的NJ系列PLC。
下面将以CX-Programmer为例,介绍安川PLC程序的编写和软件操作过程。
第一步,打开CX-Programmer软件,并选择新建一个项目。
然后,选择一个适用于目标PLC型号的项目模板。
接着,输入项目名称和存储位置,并点击确定。
第二步,界面中会出现一个工程导航树,其中包含了程序、数据表、符号表、监视表等等模块。
在程序模块中,可以编写PLC的控制逻辑代码。
第三步,右键点击程序模块,选择新建立一个程序。
然后,在弹出的对话框中输入程序名称,并选择程序的类型(例如连续型、跳转型、或其他类型)。
最后,点击确定完成程序的创建。
第四步,双击打开刚刚创建的程序,并编写程序的逻辑代码。
PLC程序的编写语言一般采用梯形图(ladder diagram)方式。
在CX-Programmer中,可以通过拖拽功能块(Function Blocks)、输入、输出连接符号等等来编写代码。
编写完每一段代码后,都需要进行编译和上传到PLC设备中的操作。
第五步,编写完整的PLC程序后,可以使用仿真功能测试程序的正确性。
在CX-Programmer软件中,有一个仿真环境可以模拟PLC设备的工作情况。
通过运行仿真,可以验证程序的逻辑是否正确,以及PLC设备的输出是否满足预期。
除了CX-Programmer,还有其他一些与安川PLC相关的软件工具,可以用于更高级别的配置和监控。
比如,可以使用WINCAPS III软件来进行整个控制系统的配置和调整,用PLC Setup Tool软件来进行PLC设备的设置和管理,以及使用MotionWorks IEC软件来进行运动控制编程。
安川PLC通讯

安川PLC通讯实验工具:安川系列PLC 316H,安川H1000变频器。
软件:安川PLC变成软件CP717_V6.51。
一、软件安装打开CP717_V6.51安装包的Install文件夹,打开Disk1,双击Setup,按照提示安装结束就可以了。
1、2、3、二、PLC与电脑的联机数据线焊接:二、硬件接线:(在IO2000上拨站号左边的拨码开关具体含义不是很清楚,需要再找资料详细了解)下面是每个通讯插头的具体焊线图,截取的原理图,注意每个口不必要混淆,并且不能忘记终端电阻。
如上图,CPU和215 R I/O连接,两边都是用8针的方形通讯插头,焊接1、8脚。
CPU的216口接变频器的,是用8孔插头,焊接1、7脚。
在每个网络的开头和最终需要一个75Ω1/2W的终端电阻。
三、软件配置通讯:1、安装软件后,会在桌面生成一个文件夹,双击打开后这两个图标,双击打开“Total Engineering”,在电脑右下角回出现一个通讯管理器,双击打开后,出现如下的界面,在这里我们以自己焊接的串口线为例在第一次打开时,所有的都是空白,双击逻辑端口号1,出现下面界面这里选择串行口,选择通讯超时时间,再点击详细这里选择物理端口COM口。
确认退出。
把通讯线插好后,配置结束,通讯正常的情况下,在通讯管理器的状态上会显示“Ready”,否则是“Open”。
2、硬件配置双击打开“Total Engineering”,在这个界面右键选择“root”-新建-定单文件夹:写入定单名后,确定。
在展开的树形图选项的“TEST”中右键-新建-PLC文件夹:给PLC文件命名,机型的下拉菜单中选择正确的CPU型号,确定。
展开下一级树形图文件夹,右键寻则PLC图标,选择“注册”。
如果这个时候提示需要输入用户名和密码,在软件的菜单栏中选择“显示”-“配置”-“用户管理”,默认用户名和默认密码:USER-A。
选择注册后,树形图菜单回增加很多。
这里我们先添加一个驱动器。
安川机器人PLC编程
PLC编程在工业4.0中的角色
PLC作为工业自动化控制系统的核心组成部分,在工业4.0中将发挥更加重要的作用,需 要实现与上层管理系统、传感器、执行器等设备的无缝对接。
工业4.0背景下PLC编程的发展趋势
信号处理与分析
对读取的传感器数据进行处理和分析,提取有用 信息,为机器人的决策和控制提供依据。
3
故障诊断与安全保护
基于传感器数据,通过PLC编程实现机器人的故 障诊断和安全保护功能,确保机器人稳定运行和 人员安全。
自动化生产线集成
设备连接与通信
通过PLC编程,实现安川机器人 与生产线其他设备(如传送带、 加工设备、检测设备等)的连接
接口类型
通讯安全
采用加密传输、身份认证等安全措施 ,确保机器人控制系统在通讯过程中 的安全性和稳定性。
控制系统提供丰富的接口类型,包括 以太网接口、串行接口、CAN总线接 口等,满足不同应用场景的需求。
03
PLC编程在安川机器人应用
机器人运动控制
关节运动控制
通过PLC编程,实现对安川机器 人各关节的精确运动控制,包括
和通信。
生产流程控制
根据生产需求,通过PLC编程控 制生产线的运行流程,包括启动
、停止、暂停、急停等操作。
数据采集与监控
通过PLC编程,实时采集生产线 各设备的运行数据,并进行监控 和分析,为生产管理和优化提供
依据。
04
编程实例与技巧分享
典型应用场景分析
自动化生产线
安川机器人PLC编程在自动化生产线中广泛应用,可以实现生产流 程的自动化、智能化控制,提高生产效率和产品质量。
安川(yaskawa)PLC实训指导书.
模块式PLC实训指导书主编:郑渊崔忠毅2011年10月目录项目一安川PLC控制系统识图 (3项目二安川PLC硬件组态及测试 (12项目三控制起升电机正反转 (20项目一安川PLC控制系统识图一、项目导入日本安川电机公司(YASKAWA成立于1915年,该公司制造的PLC和变频器产品在我国港口大型装卸机械中应用较为广泛,如图1、2所示。
图1 安川模块式PLC 图2 安川G7变频器图3所示为轮胎吊实训台,该实训台采用安川PLC和变频器,其控制系统与港口实际PLC控制系统基本一致,本项目的任务是读懂该实训台PLC控制系统电气图纸,从而对模块式PLC控制系统有一个整体上的把握。
图3 轮胎吊实训台二、项目分析模块式PLC控制系统由于一般应用于较为复杂的电气控制中,所以其电气图纸相对于整体式PLC控制系统或继电器控制系统要复杂一些,但是也可以分为主电路和控制电路两部分。
对于采用模块式PLC控制系统的港口大型装卸机械来讲,可以分成以下几个部分:(一主电路安川PLC安川变频器1、主驱动电路,例如驱动大机各机构动作的电路,现在一般采用变频调速。
2、辅助机构驱动电路,例如大机各机构风机电路、制动器电路等,一般采用工频电源,不需变频调速。
(二控制电路1、PLC外部控制电路,该部分电路既不是PLC输入回路,也不是PLC输出回路,而主要是输入输出的中继电路或者安全电路。
2、PLC模块配置电路,该部分电路表明PLC控制系统采用何种CPU模块、电源模块、输入输出模块、特殊功能模块、通讯模块等,同时说明了PLC控制系统的网络通讯结构和输入输出模块的地址分配等重要信息。
3、PLC输入回路,一般每页图纸绘制16个输入点,并标明每个输入点所对应输入设备的功能。
4、PLC输出回路,一般每页图纸绘制16个输出点,并标明每个输出点所对应输出设备的功能。
二、项目实施(一供电线路1、主电路供电如附录P1所示,轮胎吊实训台采用主变压器输出的380V工频交流电源供电,经空气开关QF1给主电路供电。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
不执行IFON和IEND间的指令序列。当使用IFOFF指令时,
如果B寄存器的当前值是OFF,那么执行IFOFF和IEND间的
指令序列;如果B寄存器的当前值是ON,那么不执行IFOFF
和IEND间的指令序列。(2)IF结构语句-2
IFON
(IFOFF )…… ELSE…… IEND,当使用IFON指令时,
低速扫描程序(L程序):程序扫描时间一般 定义为40ms,用于对扫描时间要求不高的机 构。如CMS数据、GP数据等辅助机构的控制。
门机系统程序的速度指令
起升:H3=〉H6=〉H4.1(模拟量) 大车:H3=〉H7=〉H4.1(模拟量) 变幅:H3=〉H8=〉H4.1(模拟量) 旋转:H3=〉H9=〉H4.1(模拟量)
门机系统程序的运行指令
起升:H2.2=〉H17=〉H17.1/11=〉H4.2 (数字量)
大车:H2.2=〉H18=〉 H18.1=〉H4.2(数字量)
变幅:H2.2=〉 H19=〉 H19.1=〉 H4.2 (数字量)
旋转:H2.2=〉H20=〉 H20.1=〉 H4.2(数字量)
如果B寄存器的当前值是ON,那么仅执行IFON到ELSE之间
指令而不执行ELSE到IEND指令;如果B寄存器的当前值是
OFF,那么仅执行ELSE到IEND指令而不执行IFON到ELSE
之间指令。当使用IFOFF指令时如果B寄存器的当前值是
OFF,那么仅执行IFOFF到ELSE之间指令而不执行ELSE到
IEND指令;如果B寄存器的当前值是ON,那么仅执行ELSE
到IEND指令而不执行IFOFF到ELSE之间指令。
调用子程序
程序“段”注释
实数 数值限幅
程序结束语句
功能块
程序“行”注 释
PLC程序的结构
高速扫描程序(H程序):程序扫描时间可 以定义最小20ms,用于变频器数据采集分析, 变频器驱动信号给定及起升、大车、变幅、 旋转机构的互锁信号。
PLC程序内寄存器的分配规律
IW**** 输入寄存器(字) 采集从I/O模块,模拟量输入模块等输入设备的字状 态
IB**** 输入寄存器(位) 与上述字功能一致,它表示IW****字中的某一位
OW**** 输出寄存器(字) 将运算结果送到输出模块,模拟量模块及各通讯接 口地址中去
PLC程序内寄存器的分配规律
信号处理流程(起升)
起升机构手柄信号的处理在H3、H3.1中完成GLAY 码---〉二进制的转换,做出手柄曲线,送到H6中进 行控制。
H3中手柄信号处理后---〉H6中进行变频器给定信 号的处理,在H6中MHREF功能模块完成手柄信号 采集、减速、判断、加减速时间运算,最终输出到 变频器与PLC的接口地址中。
H17起升机构主要互锁条件判断,包括制动器空开、 风机空开、行走联锁等各种联锁条件确认。
H17.1/11起升机构保护条件判断、 Master主继电器条件的判断、手柄档位 信号的判断(起升/下降),主接触器吸 合的控制、制动器打开的控制
送到MB2124或MB2125进行控制。
H17.1中运行信号MB2124(上)、 MB2125(下)
OB**** 输出寄存器(位) 功能同上,一般表示输出字的一位,用 于驱 动数字量输出,在应用中驱动继电器等小功率执 行元件
MW**** 中间结果寄存器(字) 用于存储PLC运算中间结果,或作为中间结果的 地址
MB**** 中间结果寄存器(位) 用于存储中间逻辑运算结果的位状态
PLC程序内寄存器的分配规律
寄存器数据类型有位型 、整形 、 双长度整 形 、 实数型 、 地址型
PLC程序内寄存器的分配规律
IW**** 输入寄存器(字) 采集从I/O模块,模拟量输入模块等输入设备的字状 态
IB**** 输入寄存器(位) 与上述字功能一致,它表示IW****字中的某一位
OW**** 输出寄存器(字) 将运算结果送到输出模块,模拟量模块及各通讯接 口地址中去
CP717软件操作
CP717软件操作
CP717软件操作
CP717软件操作
下图就是程序内容
PLC程序内寄存器的分配规律
DWG寄存器有系统寄存器 、 输入寄存 器 、 输出寄存器 、常量寄存器 、 #寄存 器 、 数据寄存器 、 D寄存器
CPU内部寄存器有 A寄存器 、 F寄存器 、 B寄存器 、 I寄存器 、 J寄存器
设置电脑中的COM
CP717软件操作
设置电脑中的COM
CP717软件操作
设置电脑中的COM
CP717软件操作
设置电脑中的COM 选择和上面一致的COM口
CP717软件操作
设置电脑中的COM
CP717软件操作
设置电脑中的COM
CP717软件操作
打开软件后,新建一个PLC文件夹将程序复制粘贴到里面,右击箭头所指的地方
程序中某些特殊点的查找方法
.查找线圈时如遇到找不到线圈的情况交叉参 照点出后,点Ctrl+n,再减400找线圈
MB124XX查找线圈MB120XX MB125XX查找线圈MB121XX MB126XX查找线圈MB122XX
--结束--
安川PLC定时器有10ms接通延时定时器 、 10ms断开延时定时器、1s接通延时定时 器 、 1s断开延时定时器
条件语句
数据的传输
IF结构语句
(1).IF结构语句-1 IFON(IFOFF )……IEND ,当使用
IFON指令时,如果B寄存器的当前值是ON,那么执行IFON
和IEND间的指令序列;如果B寄存器的当前值是OFF,那么
CP717软件操作
CP717软件操作
CP717软件操作
CP717软件操作
CP717软件操作
CP717软件操作
CP717软件操作CP来自17软件操作CP717软件操作
在箭头所对的地方输入N01S01
CP717软件操作
CP717软件操作
选择316H
CP717软件操作
CP717软件操作
H17.11中运行信号MB2144(上)、 MB2145(下)
H17.3起升机构减速判断=〉H6
起升制动器打开的条件
起升机构互锁条件满足---〉主接触器吸合---〉 信号反馈正常---〉手柄上升或下降---〉变频 器速度给定和运转指令正常到达---〉电机建 立力矩---〉力矩反馈到PLC达到设定数值---〉 制动器打开
在联机时可以进行程序的监控,配置文件,梯形图 的修改,上传下载PLC程序和变频器参数,可以避 免手动输入的误操作。同时也可以用备份在编辑器 内的程序或变频器参数与机上相对设备的程序或参 数进行比较,以便分析和排查故障时进行对比。
脱机时可以进行软件的编辑,检查,注释的修改, 变频器文件的建立,设定变频器参数
安川PLC程序及软件操作
唐山港集团港机船舶维修有限公司
安川PLC程序及软件操作
CP-717简介 CP717软件操作 PLC程序内寄存器的分配规律 CP-717程序中常用命令和语句 PLC程序的结构 程序中某些特殊点的查找方法
CP-717简介
CP-717软件是CP-316系列、CP-317、RIO-2000 等控制器的软件操作平台。软件的功能强大,操作 简便。
H6中经加减速曲线处理后的信号---〉H4.1中进入接 口地址程序---〉变频器速度给定控制。
逻辑运行信号流程(起升)
H2.2数字信号输入:包括一些手柄数字量信号、主 接触器触电反馈信号、Master继电器反馈信号等一 些主回路信号采集。 H2.1模拟量信号输入:包括变频器的电流、电压、 力矩反馈信号、速度反馈。
CP717软件操作
点击箭头所对图标
CP717软件操作
点击箭头所对图标
CP717软件操作
出现下图,说明软件打开
CP717软件操作
软件通讯管理配置 打开软件后点击箭头所对的图标
CP717软件操作
软件通讯管理配置 双击箭头所对的1
CP717软件操作
软件通讯管理配置 按照箭头所指的位置点
CP717软件操作
出现下图后关闭软件
CP717软件操作
打开装软件的盘
CP717软件操作
CP717软件操作
CP717软件操作
将程序复制粘贴到下图
CP717软件操作
CP717软件操作
打开程序找到新建的40T16
CP717软件操作
在上图箭头所指位置输入用户名和密码:USER-A
CP717软件操作
CP717软件操作
软件通讯管理配置 选择串口
CP717软件操作
软件通讯管理配置
点详细
CP717软件操作
软件通讯管理配置
点确定
CP717软件操作
软件通讯管理配置 点确定
CP717软件操作
软件通讯管理配置 端口设置成功,退出软件后设置生效
设置电脑中的COM
CP717软件操作
右击我的电脑点属性
CP717软件操作
SB**** 用于存储PLC内定义好的一些位功能状态
CP-717程序中常用命令和语句
断电延时 通电延时
接通延时定时器
接通延时定时器指令,当直接优先B寄存器的 状态是ON时开始计时。当”计数值等于设定 值”时,B寄存器的状态变成ON。在计数过 程中,当直接优先B寄存器的状态变成OFF时, 定时器停止操作。当B寄存器再变成ON状态 时,计数重新从0.00秒开始。
DW****子程序内中间结果寄存器(字) 功能与MW**** 相同,区别在于MW**** 在整个程序段 内有效,而DW****只在本子程序段内有效,在不同的 子程序段内可以重复定义使用
DB****子程序内中间结果寄存器(位) 功能与IB****或OB****相同。