纺织工艺设计过程47页PPT
纺织工艺设计ppt课件
设备运转率的概念:一定时间内设备的实际运转时间和有 效作业时间的比值,或实际运转台数和利用设备台数的比 值。 设备()运 实 利 转 际 用 率 运 设 1% 0转 备 0 实 台 台 实 际 数 数 际 利 -休 利 用 止 用 台 1 台 台 时 % 00 时
休止台时数包含保全保养休止、管理原因休止(因缺劳 动力、或半制品供应不上造成停车待料等)、其它原因休 止(如事故等)。设备运转率实际反映实际利用机台的使 用率。
4 穿结经机 人工穿经:1000-1500根/台﹒h; 三自动穿经:1500-2000根/台﹒h。 全自动穿经:6000-7200根/台﹒h。 自动接经: 12000-21000个结/台﹒h。
5 卷纬机 卷纬机的卷绕线速度是纡子的圆周线速度和导纱器的移动 速度之矢量和 根据纱线种类和纱线线密度确定 一般取值:2000r/min。
6 一轮班的时间效率Kc:
kc一 一轮 轮班 班 (的 s()的 s)tc时 时 2间 27间 700 t0 c 0
式中:tc---一轮班布置工作的时间(包括上班整理、下 班大清扫及修机加油)及自然需要时间(包括因喝水、上 厕所而离开设备所发生的停车时间)。
7 设备的时间效率K:
k ka kc
8 每锭一轮班实际生产量
H1A1k(m/锭班) H2 A2k(kg/锭班)
第五节 配台计算 二 计划停台率的计算 计划停台的概念:有计划的定期保全、保养及揩车等设备 维修引起的停台。
计划停(台 )率 大计 平划 车检 周修 期的 内停 时 理台 间 论 1时 运 0% 0间 转
其中计划停台时间包括大平车、小平车、揩车、重点检 修以及据经验统计资料而得到的30min以上的停台修理时 间。
第五节 配台计算 1 各工序设备速度和效率(K)的确定 2 计划停台率的确定A 3 每米织物经纬纱用量(g/m) 4 各工序理论生产量计算Gl 5 各工序定额(实际)生产量计算q: q=Gl *K 6 织机总的生产量Qi=qi*Mi*(1-A%) 7 每小时织物的经纬纱用量(kg/h) 8 各工序机器配备计算
《纺织工艺介绍》课件

根据加工要求和纤维性质选择合适的 染料和助剂,以保证染色和整理效果 。
05纺织品的应用与市场 Nhomakorabea纺织品的应用领域
服装
纺织品在服装领域的应用 最为广泛,包括各种类型 的服装,如衬衫、裤子、 外套等。
家纺
纺织品在家纺领域的应用 也十分广泛,如床单、被 套、窗帘、地毯等。
产业用纺织品
在产业用纺织品领域,纺 织品的应用包括汽车内饰 、建筑用布、医疗用品等 。
04
染整工艺
染整工艺简介
染整工艺定义
染整工艺是纺织品加工过程中的一道重要工序,主要涉及染色、整理和印花等 环节,目的是改善纺织品的外观、色泽、质地和性能。
染整工艺重要性
染整工艺是纺织品附加值提升的关键环节,通过染整加工,可以使纺织品具有 更好的服用性能和外观效果,满足消费者对纺织品品质和时尚性的需求。
染整工艺流程
前处理
前处理是染整工艺的起始阶段,主要目的是去除纺织品表 面的杂质和油污,为后续染色和整理提供良好的基础。
整理
整理是改善纺织品性能和外观的重要环节,通过采用各种 整理工艺,如柔软整理、抗皱整理、防缩整理等,使纺织 品具有更好的手感和外观效果。
染色
染色是使纺织品获得所需色泽的环节,通过选用合适的染 料和染色工艺,使染料与纤维发生化学或物理结合,达到 着色的目的。
02
纺纱工艺
纺纱工艺简介
纺纱工艺是将天然纤维或化学纤维加工 成纱线的工艺过程,是纺织工业的基础
。
纺纱工艺的历史悠久,最早可追溯到公 元前3000多年前的中国殷商时期。
纺纱工艺的基本原理是利用纤维的物理 和化学性质,通过一系列的机械和化学 处理,将纤维松散的原材料加工成具有
特定结构和性能的纱线。
纺织工艺(PPT155页)

涤纶织物挺括抗皱,尺寸稳定,保形性好,其耐磨性优 良,仅次于锦纶,耐光性仅次于腈纶,耐酸不耐碱
化学后处理 涤纶经碱溶液处理,则可具有类似天然蚕丝的性质,也叫减
量处理。这项整理不仅蚀去纤维表皮,使其变得更细,产生更 柔和的手感,而且能产生蚀痕,从而产生多变的折射光,类似 于丝绸的光泽,此外,颜色也变得更深,更鲜艳。
通过给绵羊、兔等喂食含有 铁、铜等食物,可改变其毛发的 颜色。已培养出蓝色、红色、金 黄色、橙色绵羊毛。
蚕丝
1、蚕丝的形成和初加工 蚕丝是由蚕体内一对绢丝腺的分泌液所凝固而成的。绢丝腺后部分泌 出两根丝素(丝质和丝阮),到中部贮丝部分泌吃丝胶和色素,两者 并不混合,而是丝胶包覆在丝素的周围。
蚕丝的初加工
纺织工艺
纺
织
纤维
纱线
织物
第一篇 纺织纤维
1
一 纺织纤维的分类及基本特性
二 各类纺织纤维的基本性能
三
纺织纤维的鉴别
四
常见的几种纺织原料规格
一 纺织纤维的分类
纤维:是天然或人工合成的细丝状物质。 。 纺织纤维:用于纺织加工,具有一定可纺性的纤维。
基本要求:
1、要有细长的形状 2、要柔软而富有弹性 3、能够用于纺织生产 4、具有一定的服饰性
1、吸湿性能
(四)纤维的吸湿性能及指标
2、吸湿衡量指标
一 纺织纤维的分类
天然纤维:由自然界直接取得的纤维。
(1)植物纤维(天然纤维素纤维)) 种子纤维:棉、木棉、彩棉 韧皮纤维:苎麻、亚麻、黄麻、大麻、罗布麻等 叶纤维:蕉麻、剑麻、凤梨麻、新西兰麻等 果实纤维:椰壳纤维
(2)动物纤维(天然蛋白质纤维) 毛纤维:羊毛、羊绒、兔毛、马海毛等等 丝纤维:桑蚕丝、柞蚕丝、蓖麻蚕丝、木薯蚕丝等
第五章棉织物设计5课件(共45张PPT)《纺织品设计》

泡泡纱、灯芯绒、平绒等。
三、织制棉织物的工艺流程
经纱:络筒 整经 浆纱 穿经 纬纱:直接纺纬纱或络纬 定捻
织造、整理
四、棉织物的染整工艺流程 五、棉织物的原料和纱线
第二节 棉织物主要品种及风格特征
(一)平布
平纹组织,经纬纱、经纬密度相近或相等。根据所用经 纬纱的粗细,可分为粗平布、中平布和细平布。
平布布料设计
1、平布(粗布面料) 粗平布采用平纹组织。规格是:经纬纱密度150—250根
/10cm,克重150—200g/m2。 2、中平布(平布面料) 中平布的规格经纬纱密度200—270根/10cm.G=100—
150g/m2。 3、细平布(细布) 细平布的规格是:经纬纱密度240—370/10cm.G=80~
产品风格:单独成条的天丝与高支棉混纺,平纹设计,面料轻薄, 光泽柔和,手感柔软有弹性,悬垂性好
梳、纬纱非精梳)、全精梳府绸。 (3)府绸按纱线结构不同,可分为纱府绸、半线府绸(线经或线
纬)、全线府绸。 (4)府绸按组织不同,可分为普通府绸、提花府绸。 (5)府绸按生产工艺不同,可分为白织府绸和色织府绸。白织府
绸是用本色纱线织成府绸织物,而后经过或漂白、或染色、或印花加 工工艺形成的别具特色的织物。白织府绸主要注重菱形颗粒的突出饱 满。
粗平布:大多用纯棉粗特纱织制,经纬纱在32tex及以 上(18s)以下,低级棉纺制 。布身粗糙、厚实,布面棉 结杂质较多,坚牢耐用。市销粗布主要用作服装衬布等。 在山区农村、沿海渔村也有用市销粗布做衬衫、被里的。
2024/6/12
6
中平布:经纬纱在31-21tex(19s~28s),3~3.5级棉纺制
纺织品设计课件ppt纺织品设计上课用

04
纺织品设计的实践与应用
家用纺织品的设计与应用
家用纺织品分类
包括床上用品、窗帘、地毯、 桌布等。
设计要素
色彩搭配、图案设计、材质选 择等。
应用场景
家庭、酒店、宾馆等室内环境 。
设计趋势
环保、舒适、个性化等。
服装纺织品的设计与应用
服装纺织品分类
包括棉、麻、丝、毛等天然纤维和合 成纤维制品。
设计要素
创意的来源与激发
文化与传统
从各种文化和传统中汲 取灵感,如民族图案、 古代艺术、民间故事等
。
自然与环境
观察大自然和周围环境 ,从动植物、地貌、天 气等自然现象中获取创
意。
科技与未来
关注科技发展趋势,尝 试将新材料、新工艺、 新技术应用于纺织品设
计。
艺术与时尚
从各种艺术形式和时尚 潮流中汲取灵感,如绘 画、雕塑、音乐、电影
发展
近年来,随着计算机技术和数字化技术的广泛应用,纺织品 设计在材料、工艺、图案等方面取得了巨大的进步。同时, 环保、可持续性等理念也逐渐融入到纺织品设计中,推动了 纺织品设计的绿色发展。
纺织品设计的意义与价值
意义
纺织品设计是连接纺织科技与时尚艺术的重要桥梁,它不仅能够满足人们对纺 织品美观性和实用性的需求,还能够推动纺织产业的创新和发展。
款式设计、面料选择、色彩搭配等。
应用场景
时装、运动装、工作服等各类服装。
设计趋势
功能性、时尚性、可持续性等。
产业用纺织品的设计与应用
产业用纺织品分类
设计要素
包括过滤材料、土工布、建筑用纺织品等 。
性能要求、结构设计、生产工艺等。
应用场景
环保、医疗、交通、建筑等领域。
纺织工艺过程(共43张PPT)

t点为股线伸长达到极大值,此点平均捻幅为极小值,根据图8-104中相似三角形定理: 若以O为圆心作无数同心圆,那么同一圆上的捻幅应相等,如图8-108所示。 卷装形式上又有管纱、筒子纱、绞纱及大小包等; 这些细纱工序以后的各种加工统称为后加工。 因此,理论推导值可以作为参考,而非完全与实际相符。 式(8-77)表明:股线截面上任意一点,无捻是否在O2B线上,综合捻幅与距捻心的距离成正比,因此捻心O为求综合捻幅的真正中心。 改善产品的内在性能
14
(二)倍捻加捻
倍捻机是锭子一转对纱线加上两个捻回,故称“倍捻”。
倍捻flash
倍捻捻线工艺过程
两个加捻区的加捻情况
15
倍 捻 机
16
倍 捻 机
17
六、捻线的有关理论分析 多股单纱合股加捻时,根据单纱捻向与股线
捻向的情况,可分为同向加捻和反向加捻两种。 下面以最简单的双股纱加捻为例,来说明单
1 20
26
(4)关系捻幅为单纱捻幅3 倍或更高,P1=3P0,如右图
所示。此时关系平均捻幅达 到很高得数值,
α1=2.127α0,只有较特 殊的线采用这种捻系数。
27
(二)双股线同向加捻
股线捻幅只因股线加捻方向与反向加捻 时相反,故综合捻幅
Px=R(2P0+P1)/2r0-P0,如图所示。
B点:R=2r0,综合捻幅PB=P0+P1
O2点:PO2=-P0,同理捻心为:
R0=2r0P0/(2P0+P1) --(8-78)
根据图可知:
当R<R0时,股线Px为负值,且随R的增 大,Px逐渐减小,当R>R0时Px为正值,
纺织工艺的设计流程图

纺织工艺纺织工艺流程包括纺纱工艺和织造工艺两部分。
纺纱工艺流程主要包括:清棉、梳棉、精梳、并条、粗纱、细纱。
织造工艺流程主要包括:络筒、整经、浆纱、穿经、织造、整理。
一、纺纱工艺流程主要设备及任务:1、清棉工序:开棉机:将紧压原棉松解成小的棉块或棉束,以方便混合、除杂。
清棉机:清除原棉中的大部分杂质、疵点及不宜纺纱的短纤维。
混棉机:将不同成分的原棉进行充分而均匀地混合。
成卷机:支撑一定重量、长度、厚薄均匀、外形良好的棉卷。
2、梳棉工序:梳棉机(图1):对清棉工序下机的棉卷经过刺辊、锡林盖板、道夫等工序进行分梳、除杂、混合成棉条入筒。
(图1)3、精梳工序:精梳机:(1)除杂:清除纤维中的棉结、杂质和纤维疵点。
(2)梳理:进一步分离纤维,排除一定长度以下的短纤维。
(3)牵伸:将棉条拉细到一定粗细,并提高纤维平行伸直度。
4、并条工序:并条机(图2):(1)并合:用6~8根棉条进行并合,改善棉条长片段不匀。
(2)牵伸:把棉条拉长抽细到规定重量,并进一步提高纤维伸直平行程度。
(3)混合:利用并合与牵伸,根据工艺在并条机上进行棉条混合。
(4)成条:将圈条做成成型良好的熟条,有规则地盘放在棉条筒里。
(图2)5、粗纱工序:粗纱机(图3):对并条合成的熟条经过牵伸、加捻,使纱条具有一定的强力,以利于粗纱卷绕,并有助于纱条在细纱机上的退绕。
(图3)6、细纱工序:细纱机(图4):将粗纱牵伸拉细到所需细度,并加捻,形成具有一定捻度和强力的细纱并卷绕在筒管上。
(图4)二、织造工艺流程主要设备及任务:1、络筒工序:络筒机:是将捻线机上下来的管纱重新卷绕成一定形状、容量大的筒子,同时消除纱线上的杂质和疵点,从而提高后序工序的生产率。
2、整经工序:整经机:按工艺设计要求,把一定根数的经纱,按规定的长度、幅宽,在一定张力的作用下平行卷绕在经轴上。
3、浆纱工序:浆纱机:为了让丝的单纤维相互粘结,增加丝的断裂强度,以利于上机的顺利织造。
织造工艺过程ppt课件

(1)喷气织机的特点
在几种无梭织机中,喷气织机是车速最高的一种,由于引纬方 式合理,入纬率较高,运转操作简便安全,具有品种适应性较广, 物料消耗少,效率高,车速高、噪音低等优点,已成为最具发展前 途的新型布机之一。
由于喷气织机采用气流纬方式,最大的缺点是能量消耗较高。
21
★ 喷气引纬的品种适应性
如:长毛绒、毛巾、地毯、帘子布
2.按引纬方式分类:
➢ 有梭织机:梭子引纬 ➢ 无梭织机:喷气、喷水、剑杆、片梭
8
3、按开口机械特征和织制织物复杂程度:
➢ 踏盘(凸轮)开口织机: 2-8页综 由凸轮作用形成梭口,用于织简单的织 物组织。
➢ 多臂开口织机: 16-32页综 由提综杠杆的作用形成梭口,用于织小花纹织物。
44
片梭引纬在产业用 纺织品生产中显示
出极大的优势
45
土工布
46
苏尔寿公司新型片梭织机介绍
P7300片梭织机 47
三、 打 纬
打纬机构的作用:
打纬运动: 在织机上,依靠钢筘前后往复摆动,将一 根根引入梭口的纬纱推向织口,与经纱交织,形成符 合设计要求的织物的过程。 打纬机构: 完成打纬运动的机构。
55
卷取机构
卷取机构的作用: 就是将在织口处初步形成的织物引离织口,卷绕到卷
布辊上,同时与织机上其他机构相配合,确定织物的纬 纱排列密度和纬纱在织物内的排列特征。 卷取机构形式 1.消极式卷取机构:机构陈旧,应用范围有限 2.积极式卷取机构:连续卷取和间歇卷取两类
56
一、卷取机构形式
1.消极式卷取机构:从织口处引离的织物长度不受 控制 。适宜于纬纱粗细不匀的织物加工。 2.积极式卷取机构:从织口处引离的织物长度由卷 取机构积极控制 。 (1) 积极式间歇卷取机构:主要是有梭织机采用 (2) 积极式连续卷取机构:新型织机上采用
麻纺工艺设计PPT42页

31、只有永远躺在泥坑里的人,才不会再掉进坑里。——黑格尔 32、希望的灯一旦熄灭,生活刹那间变成了一片黑暗。——普列姆昌德 33、希望是人生的乳母。——科策布 34、形成天才的决定因素应该是勤奋。——郭沫若 35、学到很多东西的诀窍,就是一下子不要学很多。——洛克
麻纺工艺设计
11、用道德的示范来造就一个人,显然比用法律来约束他更有价值。—— 希腊
12、法律是无私的,对谁都一视同仁。在每件事上,她都不徇私情。—— 托马斯
13、公正的法律限制不了好的自由,因为好人不会去做法律不允许的事 பைடு நூலகம்。——弗劳德
14、法律是为了保护无辜而制定的。——爱略特 15、像房子一样,法律和法律都是相互依存的。——伯克
纺织流程工艺设计简介
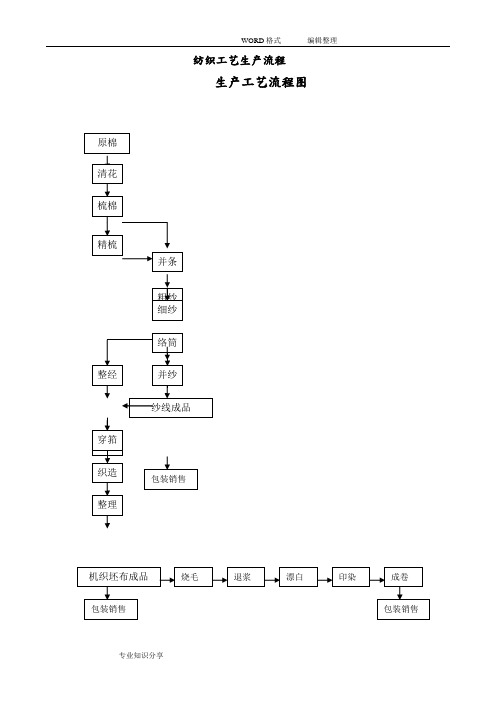
纺织工艺生产流程生产工艺流程图清棉工序1.主要任务:(1)开棉:将紧压的原棉松解成较小的棉块或棉束,以利混合、除杂作用的顺利进行;(2)清棉:清除原棉中的大部分杂质、疵点及不宜纺纱的短纤维。
(3)混棉:将不同成分的原棉进行充分而均匀地混和,以利棉纱质量的稳定。
(4)成卷:制成一定重量、长度、厚薄均匀、外形良好的棉卷。
2.在组成上可划分为六个作用区:1、开松区使用打手从排列好的各只棉包里抓取原棉,并将混合料送往前方机器进行加工。
现在所有用的大多是直行式自动抓棉机,其高速回转的打手从排列好的各棉包顶面移过即抓走一层原棉;然后,打手降位再抓走一层,一直到棉包被抓空为止。
2、粗开清区使用的机器为多仓混棉机。
原棉经初步开清之后在本区位进行混和。
3、细开清区使用豪猪开棉机或类似机器。
棉块在握持状态下受打手打击开松,打手上刀片轴向间距稍小,制成棉块的体积小、开松好,并能清除出细小杂质。
4、精开清区采用三翼梳针打手,甚至现代有一些准清棉机采用锯齿打手,目的使棉块在本区位变得更细小而成为棉束,同时进一步除去细小杂质和棉结。
5、成卷区棉卷做成定长和定重,而且保持在一定的精度范围内,做到均匀喂给。
梳棉工序1.主要任务经过开清棉加工后,棉卷或散棉中纤维多呈松散棉块、棉束状态,并含有40%~50%的杂质,其中多数为细小的、粘附性较强的纤维性杂质(如带纤维破籽、籽屑、软籽表皮、棉结等),所以必需将纤维束彻底分解成单根纤维,清除残留在其中的细小杂质,使各配棉成份纤维在单纤维状态下充分混和,制成均匀的棉条以满足后道工序的要求。
梳棉工序的任务是:(一)分梳:在尽可能少损伤纤维的前提下,对喂入棉层进行细致而彻底的分梳,使束纤维分离成单纤维状态。
(二)除杂:在纤维充分分离的基础上,彻底清除残留的杂质疵点。
(三)均匀混和:使纤维在单纤维状态下充分混和并分布均匀。
(四)成条:制成一定规格和质量要求的匀均棉条并有规律地圈放在棉条筒中。
2.主要机械名称和作用:(1)刺辊:齿尖对棉层起打击、松解作用,进行握持分梳,清除棉卷中杂质和短绒,并初步拉直纤维。