PCP控制图(中英文版)镀铜
COP、MP、SP过程图

综 合 管 理 本部
销 售 本 部
技 术 质 管 部
技 术 中 心
生财
产
务 本
部部
C1 市场分析/顾客要求
○
○
△ ○ ○○
C2 合同评审/订单 C3 产品策划
○○
△ ○ ○○○
△
多方
○
○
○
○ ○ 论证 ○ ○
小组
C4 产品生产管理
○ ○ ○ ○ ○ ○△
C5 交付 C6 结算 C7 服务
○○ ○○
△○ ○
S13.2 拒收产品试验/分 析
7.5.3
7.6.3 7.6 7.6.1
8.2.4
8.1.1 8.1.2 8.4
8.3 8.5.2.4
责任部门 过程主要绩效指标
综合管理 本部
综合管理 本部
生产部
采购本部
技术技术质 管部
生产部 生产部 库房 生产部 技术中心
技术文件完整性、 符合性
设备使用率 设备完好率 设备维修计划完成 率
技术质管部 正确应用符合率
技术质管部
生产部
废品率 返工返修率 产品过程 PPM
--精品
质量管理手册
版本:C
修改:0
精品--
管理过程清单
章节:附件四 页数:5/6 页
--精品
精品--
COP 管理过程
经识别本公司的管理过程如下:
管理过程
管理过程清单
MP1 方针目标管理
MP1.1 经营计划管理
MP1.2 目标管理 MP1.3 质量成本控制
MP2 内部购通
5.4.1 5.6.1.1
5.1~5.6
5.5.3 5.4
qc七大手法之控制图(中英文版)(pdf 149页)
of chቤተ መጻሕፍቲ ባይዱnce.
F. L. CHEN, NTHU
PREVENTION COSTS
Quality planning and engineering New products review Product/process design Process control Training Quality data acquisition and analysis Burn-in
Scrap Rework Retest Failure analysis Downtime Yield losses Downgrading/offspecing
EXTERNAL FAILURE COSTS
Complaint adjustment Returned product/material Warranty charges Liability costs Indirect costs
F. L. CHEN, NTHU
Motorola Six-Sigma Concept
Spec. Limit ±1 Sigma ±2 Sigma ±3 Sigma ±4 Sigma ±5 Sigma ±6 Sigma
Percent inside Specs 30.23 69.13 93.32 99.3790 99.97670 99.999660
LCL
=
R
− 3σˆR
=
R − 3d3
R d2
=
D3R
F. L. CHEN, NTHU
X −R
X-bar Control Chart
SPC计数控制图PPT74页课件

3 计点控制图
常规控制图
计量
计数
n 2 10 X R图
n 1
计件
X S图
p图
np图
计点
c图
u图
缺陷率
39
3 计点控制图
对于生产过程中的缺陷数控制,比如控制一部机器,一个 部件,一定的长度,一定的面积或任何一定的单位中所出现 的不合格品数目,采用计点控制图。常用的计点控制图,有 u图和c图。
印花疵点图
毛刺图
钢板裂纹图
光洁面划痕
散热器管砂眼
1
目录
★属性检测与记录
▲属性检测 ▲缺陷率与生产收益
★计件控制图
▲p图 ▲np图
★计点控制图
▲u图 ▲ c图
★计量与计数控制图的对比 ★附录
2
1 计数控制图
测量单元
计量测量值
质量特性
计数测量值
均值 波动/变差
不合格 缺陷
通过观测每个产品,根据产品的质量特性符合质量特征要 求与否,把产品分为合格与不合格两类。
7
1.2 缺陷率与生产收益
★当一个检测单元至多允许出现c个缺陷时,出现一个缺陷会 带来生产的后续失效风险。 ★检测单元不含任何缺陷的概率(即产品完好率)可由下式计 算
其中,λ为平均缺陷率(每个单元的平均缺陷数)。
8
2 计件控制图
不合格比例(正式称呼为次品率或拒收率)是在全部检测的 产品中发现的不合格单位产品的比例。
★变控制限的p图的控制限为 ★注意控制限的宽度与样本量的平方根成反比。
19
标准化的p图
在样本量变化和/或短生产周期的情形下,宜使用标准化 的p图。首先进行标准化的变换
这样,对于标准化的p图,中心线为0,而上、下控制限分别 为+3和-3。
SPC控制图

深圳市慧通天下科技股份有限公司
深圳市慧通天下科技股份有限公司
深圳市慧通天下科技股份有限公司
深圳市慧通天下科技股份有限公司
深圳市慧通天下科技股份有限公司
USL 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 LSL 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
下限 LCL
0.00 测定者
日期
日期/ 時間
日期
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
样 本 测 定 值
ΣX X MR
0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
> USL 藍色 < LSL 紅色
N= 平 均
X=
R= 0.00
1.00
0.80
X X
0.60
图
0.40
预估不良率 (PPM)
#VALUE!
0.20
0.00
1
2
PIC S VMP 验证主计划(中英文对照)
OPERATIONAL QUALIFICATION STERILE PROCESS VALIDATIONCLEANING VALIDATION (1/25)1. DOCUMENT HISTORYAdoption by PIC/S Committee 10 - 11 December 1998Entry into force of version PR 1/99-1 01 March 1999Entry into force of version PI 006-1 01 September 20012. INTRODUCTIONThe basic principles and application of qualification and validation are describedin Annex 15 to the PIC/S and EU Guide to GMP. This document comprises individual Recommendations on four topics relating to Equipment Qualification and Process Validation in pharmaceutical manufacture, as follows:Ø Validation Master PlanØ Installation and Operational QualificationØ Non-Sterile Process ValidationØ Cleaning ValidationThe four Recommendations comprising this document define general principles pertaining to each of the topics.2. 导言PIC/S和EU GMP指导原则的附录15中对确认(Qualification)和验证(Validation)的基本原则及应用进行了阐述。
工厂生产及质量培训——管制图(精)

版別 : 2.3 日期 : 2000/08/24
1
基本統計量介紹 :
變異的觀念 :
在常態的情況下, 品質特性的檢測結果, 通常是 有差異的, 如下圖LED腳長量測值
2.51 2.54 2.53 2.52
這種差異, 在工程上稱為“變異”
2
基本統計量介紹 :
由於變異的存在, 品質特性將呈現“分配”狀態
• 將82, 87, 81, 93 分別鍵入儲存格A1, A2, A3, A4 • 在A5儲存格鍵入=AVERAGE(A1:A4)後, 再按Enter即 可得到平均數85.75
7
基本統計量介紹 :
標準差 : (Standard Deviation)
數學定義 : 將每一測量值減去平均數, 之後再平 方和, 最後除以測量值個數-1再開平方 符號 : S
標準差的Excel操作 :
格式 : =STDEV(“範圍”) 以前一範例, 將82, 87, 81, 93 分別鍵入A1, A2, A3, A4的儲存格, 在A5儲存格鍵入=STDEV(A1:A4) 後, 再按Enter即可得到標準差5.5
12
基本統計量介紹 :
全距 (Range) :
UCL CL LCL
管制下限 品質特性統計量
管制上限
中心線
24:30 2:30 4:30 6:30 7:30 8:30 10:30 12:30 14:30 18:30 20:30 22:30 24:30 2:30
19
管制圖的介紹 :
管制圖的種類 :
計量管制圖 :
• •
X-R管制圖
(平均數-全距) X-S管制圖 (平均數-標準差)
COPMPSP过程图

标准章节对照表
章节:附件四
版本:C
修改:0
页数:3/6页
c) COP八大过程与ISO/TS16949标准章节对照表:
COP八大过程
标准标题
主要绩效指标(见过程监视和测量指导书)
C1市场分析/顾客要求
5.4.1
7.2.1
7.2.1.1
以顾客为关注焦点
质量方针
质量目标
与产品有关的要求的确定
MP1方针目标管理
经营计划管理
5.4.1
5.6.1.1
综合管理本部
目标相符性
目标管理
~
质量成本控制
财务本部
质量成本相符率
MP2内部购通
5.5.3
综合管理本部
员工满意度
MP3管理评审
总经理
管理者代表
综合管理本部
纠正措施计划完成率
MP4人力资源管理
招聘和培训控制
综合管理本部
员工满意度
出勤率
培训有效率
员工激励
▲
▲
▲
▲
▲
MP4人力资源管理
▲
▲
▲
▲
▲
▲
▲
▲
MP5设施与工作环境
▲
▲
▲
SP2设备管理
▲
▲
▲
SP3采购管理
▲
▲
▲
▲
SP4产品防护
▲
▲
▲
▲
▲
▲
▲
SP5工装管理
▲
▲
▲
SP6过程确认
▲
▲
▲
▲
▲
SP7顾客财产管理
▲
▲
▲
▲
PCP生产控制计划模板
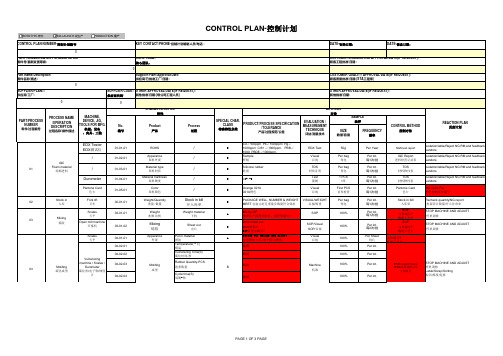
CONTROL PLAN-控制计划SUPPLIER CODE:供应商代码:SIZE 数量/容量FREQUENCY频率EDX Tester EDX测试仪01-01-01ROHS/BCd∠100ppm Pb∠1000ppm Hg∠1000ppm Cr6+ ∠1000ppm. PBB∠1000 PBDE∠1000ppm.EDX Test50g Per Year SGS test reportIsolation/lable/Reject NG RM and feedbackvendors/01-02-01Apperance原料外观/B Sample样板Visual目视Per bag每包Per lot.每1次/批IQC Report进料检查记录表Isolation/lable/Reject NG RM and feedbackvendors/01-03-01Material type原料材质/B Silicone rubber硅胶TDS材质证明Per bag每包Per lot.每1次/批TDS材料物性表Isolation/lable/Reject NG RM and feedbackvendorsDurometer01-04-01Material hardness原料硬度/B40+/-5Test量测1 PCS1件Per lot.每1次/批TDS材料物性表Isolation/lable/Reject NG RM and feedbackvendorsPantone Card色卡01-05-01Color原料颜色/B Orange 021U021U橙色Visual目视First PCS首件检查Per lot.每1次/批Pantone Card色卡Mix Color Per配色控制文件编号02Stock in入库Fork lift叉车02-01-01Weight/Quantity重量/数量Stock in bill开入库单BPACKAGE WELL, NUMBER & WEIGHTMEET 包装完好且重量及数量符合要求VISUAL/WEIGHT目视/称重Per bag每包Per lot.每1次/批Stock in bill入库单Recheck quantity/NG report重新清点数量/开立异常单Scales天平03-01-01Weight配料比例Weight material下料AMix by OP按照生产流程单配比,流程单编号?SOP100%Per lot.每1次/批SOP文件编号?炼胶工艺卡STOP MACHINE AND ADJUST停机调修Open mill machine开炼机03-01-02Mixing炼胶Sheet out出片B2mm sheet out2mm厚胶片SOP流程单编号?SOP/VisualSOP/目视100%Per lot.每2次/批SOP文件编号?炼胶工艺卡STOP MACHINE AND ADJUST停机调修Scales天平04-01-01Apperance外观Put in material摆胶ANOTICE PUT METHOD(ONE CAVITY )注意摆胶方式(单个模穴摆放)Visual目视100%Per Sheet每片SOP文件编号?炼胶工艺卡04-02-01Temperature(˚C)模温数据100%Per lot.04-02-02Vulcanizing Time(S)硫化时间-秒数据100%Per lot.04-02-03Rubber Quantity-PCS胶条数量数据100%Per lot.04-02-04Cycle time(S)周期-秒数据100%Per lot.CONTROL PLAN NUMBER-控制计划编号:KEY CONTACT/PHONE-控制计划编制人员/电话:DATE-初始日期:DATE-修改日期:PART NUMBER/LATEST CHANGE LEVEL 零件号/最新变更等级:CORE TEAM:核心团队:CUSTOMER ENGINEERING APPROVAL/DATE(IF REQUEST):顾客工程批准/日期:Part Name/Description:零件名称/描述:Supplier/Plant Approval/Date:供应商/已批准工厂/日期:CUSTOMER QUALITY APPROVAL/DATE(IF REQUEST):顾客质量批准/日期:(STA工程师)SUPPLIER/PLANT:供应商/工厂:OTHER APPROVAL/DATE(IF REQUEST):其他批准/日期:(母公司工程人员)OTHER APPROVAL/DATE(IF REQUEST):其他批准/日期:PART/PROCESS NUMBER零件/过程编号PROCESS NAME/OPERATIONDESCRIPTION过程名称/操作描述MACHINE,DEVICE, JIG,TOOLS FOR MFG.机械、设备、夹具、工装CHARACTERISTICS特性SPECIAL CHAR.CLASS特殊特性分类REACTION PLAN反应计划No.编号Product产品Process过程PRODUCT/PROCESS SPECIFICATION/TOLERANCE产品/过程规范/公差EVALUATION /MEASUREMENTTECHNIQUE评估/测量技术SAMPLE抽样CONTROL METHOD控制方法METHODS方法01IQC Foam material 泡棉进料03Mixing 炼胶04Molding硫化成型STOP MACHINE AND ADJUST停机调修Lable/Scrap/Sorting标识/报废/返修Vulcanizingmachine / Scales /Durometer硫化机/电子称/硬度计Molding成型BMachine机器IPQC report/ hoursIPQC品质巡检记录文件编号PRO-LAUNCH 试生产PRODUCTION 量产PROTOTYPE 样件硫化成型停机调修Lable/Scrap/Sorting标识/报废/返修machine / Scales /Durometer硫化机/电子称/硬度计成型机器IPQC品质巡检记录文件编号出货。
PZGLI007-SPC管制图

解答
x管 制 圖 中 心 線CL x 50.25 管 制 上 限UCL x A2 R 50.25 0.58(查 表) 5.1 53.21 管 制 下 限LCL x A2 R 50.25 0.58 5.1 47.29 A2查 係 數 圖 每 5個 為 一 組 , A故2 0.58
•主要目的在於調查製程是否處於穩定狀態的管制圖 •由主管或工程師來執行,確定製程處於穩定狀態且能力 足夠
B.管制用管制圖
•主要目的在維持在穩定狀態的管制圖 •由現場作業人員來執行,如超出管制界線外,作業員應 立即採取下列措施:
•追查不正常原因 •迅速消除此項不正常原因 •採取預防再發生措施
管制圖的種類
56473683735617491656
期間 機械號碼 工作者(Produced by)
22 23 24 25
管制圖編號(Contro
90/9/1 B Line
吳明聰
~ 抽樣方 測定者(Ch
by)
26 27 28 29 30
58
X 56 管 54
制 52 圖
50
48
46
44
42
40
R 10 管 制5 圖
計 算 出 各 組x,R
(一)x x 51 48 53 51 51 50.8
n
5
R 53 48 5
(二)求 出 管 制 中 心 線
x 50.8 50 ......... 48.4 50 1005.0
x 1005 50.25 20
R R 102 5.1 K 20
9 10 50 49 48 52 55 50
T/ n
11 12 50 50 52 53 52 47
管制值 上限(UCL) 中心線(CL) 下限(LCL) 13 14 15 50 52 49
PID图纸中德英文注译自己整理pipinginstrumentdiagram工艺流程图
PID图纸中德英文注译自己整理pipinginstrumentdiagram工艺流程图MISCELLANEOUS ABBREBIATIONS 各种缩写ATMOS ATMOSPHERE 大气压BF BLANK FLANGE 盲板法兰B/L CONNECTION 连接CSC CAR SEALED CLOSED 汽车密封CSO CAR SEALED OPEN 汽车密封开放DR DRAIN 排水管,下水道EL ELEVATION 标高(F) FURNISHED BY OTHERS 提供的FB FULL BORE 等径孔道GR GRADE 等级HLL HIGH LIQUID LEVEL 高液位HOR HORIZONTAL 地平线的HP HIGH PRESSURE 高压LC LOCKED CLOSED 锁住LLL LOW LIQUID LEVEL 低液位LO LOCKED OPEN 解锁LP LOW PRESSURE 低压MAX MAXIMUM 最大量MIN MINIMUN 最低量MP MEDIUM PRESSURE 中等压力NC NORMAL LIQUID LEVEL 正常水位NO NORMALLY OPEN 正常断开的N2 NITROGEN 氮气OWS OILY WATER SEWER 含油污水RS REMOVABLE SPOOL 可移动卷轴SO STEAM OUT 蒸汽吹出T TEMPORARY 暂时的TAN TANGENT LINE 切线TP TERMINAL POINT 端点TYP TYPICAL 典型的UC UTILITY CONNECTION 接驳公用设施V VENT 通风孔VAC VACUUM 真空VERT VERTICAL 垂直的VFA VAPOUR FRACTION ANALYSER 蒸汽馏分分析仪----------------------------------------------------------------------------SERVICE ABBREVIATIONSBD BOILER BLOWDOWN 锅炉排污管BFW BOILER FEEDWATER 锅炉补给水CD CHEMICAL DOSING 化学计量CG CONVERTED GAS 换气CHW CHILLED WATER 冷冻水CWR COOLING WATER RETURN 循环冷却回水CWS COOLING WATER SUPPLY 循环冷却给水DR DRAIN 排水管DW DEMINERALISED WATER 脱离子水EW EXTRACTOR WATER 分离水FG FUEL GAS 燃料气FW FRESH WATER 淡水H HYDROGEN 氮气HO HOT OIL(HEATING MEDIUM) 热油HPC HIGH PRESSURE STEAM 高压蒸汽IA INSTRUMENT AIR 仪表空气IW INDUSTRIAL WATER 工业用水LLC LOW LOW PRESSURE CONDENSATE(STEAM) 超低压凝结LLS LOW LOW PRESSURE STEAM 超低压蒸汽LD LUBE OIL 润滑油LPC LOW PRESSURE CONDENATE(STEAM) 低压凝结LPS LOW PRESSURE STEAM 低压蒸汽N NITROGEN 氮P PROCESS 步骤PA PLANT AIR 工厂用的压缩空气PW POTABLE (DRINKING)WATER 饮用水TWR TEMPERED WATER RETURN 软化水回水TWS TEMPEREDWATER SUPPLY 软化水给水UC UTILITY CONNECTIONS 效用连接VA VENT TO ATMOSPHERE 大气排放VB VENT TO BOILER 锅炉排放VE VACUUM EXHAUST 真空排放VF VENT TO FLARE 火炬排放WW WASTE WATER/WASH WATER 废水/冲洗水----------------------------------------------------------------------INSULATION ABBREVIATIONS 隔离缩写A ACOUSTIC 听觉的C COLD CONSERVATION 冷保护FP HEAT CONSERVATION 热保护P PERSONNEL PROTECTION 人身保护S SOLAR 太阳的W WINTERISATION 准备过冬------------------------------------------------------------------------INSTRUMENT ABBREVIVATIONS 装置缩写ES ELECTRIC SUPPLY 供电AS AIR SUPPLY 空气供给E VOLTAGE SIGNAL 电压信号FC FAIL CLOSED 故障时自动关闭FI FAIL INTERMEDIATE 失败中间FL FAIL LOCKED 故障时锁住FL/SC FAIL LOCKED/SPRING TO CLOSED FL/SO FAIL LOCKED/SPRING TO OPEN FO FAIL OPENI CURRENT SIGNAL 电流信号MV MEASURED VALUE 测量值P PNEUMATIC SIGNAL 气压信号R RESISTANCE SIGNAL 电阻信号源SP SET POINT 设定值COMP. COMPENSATION 补偿。
SPC管制图及制程能力分析

SPC簡介
製程管制目的 維持正常的製程 事先做好應該做的事 偵測出製程異常并除去之且防止再發 預先防止以避免成本損失
4
管制圖簡介
產品品質的變異分為機遇原因和非機遇 原因等兩類因素: 機遇原因是在製程中隨時都會影響到產 品。例如:地震。 非機遇原因則是在某種特定條件下的製 程中才會影響到產品。例如:鎖附螺絲 時,電動起子扭力值設定錯誤。
管制圖與製程能力分析
Context
SPC簡介 基本統計與機率 管制圖(計量值與計數值) 製程能力分析 Q&A
2
SPC簡介
統計製程管制(Statistical Process Control, SPC) 利用統計的理論與方法,建立異常判 定標準,使各製程之異常得以即時處置, 並透過矯正及預防對策之實施與追蹤, 徹底消除潛在原因、落實問題之解決與 預防再發生。
計數管制圖簡介
不合格點或缺點:若有某項品質特性不 符合標準或規格。例如:產品長度要求 為10±1.0cm,則長度為11.5cm之產品視 為不可接受。 不合格品或不良品:產品具有一項或多 項缺點,致使產品無法發揮其應有之功 能。
39
計數管制圖簡介
1.不良率管制圖(P chart) 2.不良數管制圖(pn chart )
基本統計之簡介
敘述統計,主要內容有: 中央趨勢量 代表同一群體之個體之某一特性的平均水準 及指出資料所處的位置與集中的值,如平均 數、中位數、眾數。 分散度 代表一群數據的散佈範圍,亦反映出平均值 代表性的大小,如全距、變異數、標準差。
15
基本統計之簡介
spc控制图

* 对照标准进行分析 能否满足标准要求。
* * 典型的 6 种图形
8
观察分析〔1)
⑴ 总体形状分析: 正常型/异常型
〔A〕正常型
〔B〕偏向型
〔C〕双峰型 9
观察分析〔2)
〔D〕孤岛型
〔E〕平顶型
〔F〕锯齿型
10
观察分析〔3)
图例
TL
xM
TU
(A)理想型
TL x M
12
观察分析〔5)
图例
x
TL
M TU
〔E〕能力缺乏型
调整要点
已出现不合格品,应多方面采取措 施,减少标准偏差S或放宽过严的 公差范围。
13
直方图的用途
➢ 能够直观地看出数据 的分布情况
➢ 能够直观地判断生产 过程的稳定性
➢ 与规格比较,定性评价 过程能力
14
内容提要
1. 直方图 2. 柏拉图 3. 散布图 4. 分层分析 5. 直通率 6. DPMO
19
案例分析
某塑料件公司生产一种塑料件,存在的质量不良工程有气孔、未充满、偏 心、形状不佳、裂纹、其他等项。记录一周内某班所生产的产品不良情 况数据,并将不良工程作成累计频数和百分比汇总表:
缺陷项目 气孔
未充满 偏心
形状不佳 裂纹 其他 合计
频数 48 28 10 4 3 2 95
百分比 50.53 29.47 10.53 4.21 3.16
28
制作散布图
3. 依据两个变量画出横坐标轴和纵坐标轴: 4. 按照数据一一画出坐标点〔xi,yi〕
29
散布图
➢ 两个变量之间可能存在以下主要几种分布情况:
p管制图不良率管制图)简介
p管制图(不良率管制图)理论计算不良率管制图之统计理论基础为二项分配,假设制程处于稳定状态,制程中不符合规格的机率为必而且连续生产之各单位是独立的,因此每一生产的单位可以看成是白努利随机变量,其参数为p。
假如随机抽取n个样本,D是样本中之不合格品数,则D属于二项分配,其参数为n及p亦即P{D=x}=x=0, 1, 2, …, n随机变量D的平均数与变异数分别为np及np(1-p)。
样本不良率之定义为:样本中不合格品数目D与样本大小n之比值随机变数的分配从二项分配得知,因此的平均数与变异数分别是μ﹦p假设y为量测品质特性之样本统计量,y之平均数为μy,标准差为δy,则苏华特管制图的一般型式为:UCL=μy+kδy中心线=μyLCL=μy-kδy使用条件由于不良率管制图主要管制制程不合格率必所以也称为p管制图,此管制图虽然是用来管制产品之不合格率,但并非适用于所有之不合格率数据。
在使用不良率管制图时,要满足下列条件a.发生一件不合格品之机率为固定。
b.前、后产品为独立。
如果一件产品为不合格品之机率,是根据前面产品是否为不合格品来决定,则不适合使用p管制图。
c.如果不合格品有群聚现象时,也不适用p管制图。
此问题通常是发生在产品是以组或群之方式制造。
例如在制造橡胶产品之化学制程中,如果烤箱之温度设定不正确,则当时所生产之整批产品将具有相当高之不合格率。
如果一产品被发现为不合格,则同批之其它产品也将为不合格。
实际使用可能之情形a.不良率p已知假设不良率p已知,或p值由管理人员决定,则不良率管制图的参数计算如下:UCL=p+中心线=pLCL=p-p管制图之实施步骤包括抽取n个样本,计算样本不良率,并将点在图上,只要在管制界限内,且不存在系统性、非随机性的变化,则可认为在水准p下,制程处于管制内(in control)。
假设有任一点超出管制界限,或者存在非随机性变化的情形,则表示制程的不良率已改变且制程不在管制内(out of control)。
SPC管制图做法及应用

42称为制程准确度ca今我们可用下面方法将准确度用数字表示出来以利于评价偏差之程度制程能力指标ca平均值與規格中心值其間偏差的程度平均值规格中心值wca规格公差双边规格时wca愈小质量愈好ca0表示平均值与规格中心完全一致w等级评定后之处置原则ca等级之处置a级作业员遵守作业标准操作并达到规格之要求须继续维持b级有必要尽可能将其改进为a级c级作业员可能看错规格不按作业标准操作或检讨规格及作业标准d级应采取紧急措施全面检讨所有可能影响之因素必要时得停止生产以上仅是些基本原则在一般应用上ca如果不良时其对策方
控制图(管制图)

管制图简介[计算][应用范围][实施步骤][使用原因]管制图基本原理统计理论认为母体参数可由随机抽取的样本来估计,SPC图的统计基础即在于此。
但是,SPC图并不能控制一个制程,它只是提供制程重要的信息,这个信息可以作为质量决策与修正制程的基础。
一般SPC图提供三条制程信息的管制线:上管制线(upper control limit, UCL)﹑中心线(center line, CL)﹑下管制线(lower control limit, LCL)。
不同制程管制对象有不同的数据,所有的数据都可归类到下列其中一种:1.分类数据-将产品质量分为「好或不好」、「合格或不合格」等计数数据-记录某产品的某个特性发生次数,例如错误次数﹑意外次数﹑销售领先次数等3.连续数据-某个质量特征的量测值,例如尺寸﹑成本﹑时间等前两种数据为计数值数据,第三种为计量值资料。
收集数据时,如果可能应该尽量收集定量数据,因为定量管制图所需的比较性计算较少,而且能提供较多的信息。
基本计算管制图可用一通式来表示,假设y为量测质量特性之样本统计量,y之平均数为μy,标准差为δy,则UCL=μy+kδy中心线=μyLCL=μy-kδy其中kδy为管制界限至中心线之距离。
此管制图之理论首先由美国之Waiter A. Shewhart 博士提出,任何依据此原理发展出之管制图都称为Shewhart (苏华特)管制图。
应用范围管制图之应用有许多方式,在大多数之应用上,管制图是用来做制程之在线(on-line)监视。
亦即收集制程样本数据用来设立管制图,若样本值落在管制界限内且没有任何系统性之变化,则称制程在管制内。
管制图也可以用来决定过去之制程数据是否在管制内,及末来之制程是否将在管制内。
管制图也可用来做为估计之工具,当制程是在管制内时,则可预测一些制程参数,例如平均数、标准差、不合格率等。
此种制程能力分析对于管理者之决策分析有相当大之影响,例如自制或外购之决策,工厂及制程之改善以降低变异,及与供货商或顾客间之合约。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1
Every load 每批
4
Every load 每批
1
Every load 每批
A,B,F
1
Every 2 hours 每两小时
Daily Titration Report 日滴定报告
1
Every load 每批
4
Every load 每批
1
Every load 每批
A,B,F
1出
Plan A,B,F
A,B,F A,B,F
Time 时间
30秒-1分钟
5-10秒 40-45%
Alarm Clock 闹钟
Titration 滴定
Room 室温
contiously连续的 visual
流动
目视
30秒-1分钟
40-45%
visual 目视
30秒-45秒
Room 室温
contiously连续的 visual
流动
目视
30秒-1分钟
流动
目视
30秒-1分钟
1
Every load 每批
4
Every load 每批
1
Every load 每批
Process&Parameter Control Form 过程参数控制表
1.每缸首检一个 2.成品每个抽查最低点
A,B,F
A,B,F
1
Every 2 hours 每两小时
Daily Titration Report 日滴定报告
Overflow 流量 Time 时间 Concentration 浓度
Time 时间
Temperature 温度
Overflow 流量 Time 时间 Concentration 浓度
Time 时间
Temperature 温度
Overflow 流量 Time 时间 Overflow 流量 Time 时间 Overflow 流量 Time 时间
5 Check Dent
检查是否变形
1
2 3 1 2 1 2 3 1 2 1 3 4 1
Temperature 温度
Concentration 浓度
Time 时间
Overflow 流量
Time 时间
Time 时间
Concentration 浓度
Temperature 温度
Overflow 流量 Time 时间 Time 时间
Every lot 每批
Every lot 每批
1
Every load 每批
1
Every 2 hours 每两小时
1
Every load 每批
1
Every load 每批
Process&Parameter Control Form 过程参数控制表
Daily Titration Report 日滴定报告
Technique技巧
Size频度
Freq检验频率
c=0 AQL0.4 c=0 AQL0.4
Every lot 每批
Every lot 每批
Method方法
IQA 来料检验
Check screw dimension 3 检查螺纹孔/光孔
通止规
Visual 目视
c=0 10%
Every lot 每批
IQC Report 来料检验报告
Reaction Plan
B,E
A,B,F A,B,F A,B,F A,B,F A,B,F A,B,F
5
Water Rinsex2 过水冲洗
Tank槽
2
1
4
退锌
Tank槽
3
4
5
Water RinseX2 过水冲洗
Tank槽
1
2
1
4
浸锌2
Tank槽
2
3
5
Water Rinse X2 过水冲洗
Tank槽
Temperature 温度
Concentration 浓度
Tolerance
Technique技巧
contiously连续的 visual
流动
目视
30秒-1分钟
50-55°C 9-11%
Temp Controller 温度控制器
Titration 滴定
Size频度 1
Freq检验频率
Every load 每批
Room 室温 3-5分钟
Alarm Clock 闹钟
1
Every load 每批
1
Every 2 hours 每两小时
Daily Titration Report 日滴定报告
1
Every load 每批
1
Every load 每批
A,B,F A,B,F A,B,F A,B,F
1
Every load 每批
流动
目视
30秒-1分钟
28-35%
Titration 滴定
25-30秒
Alarm Clock 闹钟
50-55°C
Temp Controller 温度控制器
contiously连续的 visual
流动
目视
30秒-1分钟
contiously连续的 visual
流动
目视
30秒-1分钟
contiously连续的 visual
1
Every load 每批
1
Every 2 hours 每两小时
Daily Titration Report 日滴定报告
1
Every load 每批
1
Every load 每批
1
Every 2 hours 每两小时
Daily Titration Report 日滴定报告
1
Every load 每批
Device, Jig,
No.序号
Description
Tools for Mfg. No序号
7
Water Rinse 过水清洗x2
1 Tank槽
2
1
2
8
Copper Plating 镀铜
Tank槽
PROCESS CONTROL PLAN过程控制计划
Supplier Name供 应商
Control Plan No控制计划号
Control控制
No.序号 1
Description
Tools for Mfg. No序号
Product生产
1 Court Quantity 来料数量
2 Check Scratch 有无划伤情况
Process 过程控制
Tolerance
Right Quantity 正确的数量 No Scratch 无划伤情况
A,B,F
1
Every load 每批
A,B,F
PROCESS CONTROL PLAN过程控制计划
Supplier Name供 应商
Control Plan No控制计划号
Original Date 初始日期
Prepared by
Revision Date 修订日期
Characteristics
Product/Process/
Sample取样
Specification/ Measurement测量
-
Control控制
Reaction
No.序号 17
Description
Oven 烘炉烘干
Tools for Mfg. No序号
1 Oven烘炉
2
1 起泡
Product生产
Process 过程控制
Temperature 温度 Time 时间
Original Date 初始日期
Prepared by
Revision Date 修订日期
-
Characteristics
Product/Process/
Sample取样
Specification/ Measurement测量
Control控制
Product生产
Process 过程控制
Overflow 流量 Time 时间
NA
NA
Size频度 1 1
Freq检验频率
Method方法
Every load 每批
Every load 每批
Daily Oven Record 物料烘烤控制表
use timer controller 使用时间控制器
100%
Every lot 每批
OQA Report 出货检查报告
1
Every load 每批
Technique技巧
150-160°C
visual 目视
Time Control 时间控制器
Based on Order 以定单为准
no mixed part 无混料
no wrong part No.
型号正确
Visual
complete
目视
镀铜完整
No Dent 无变形
No Scratch 无划伤情况
A,B,F
1
Every load 每批
A,B,F
Custom er NParmt/Pe客ro cess NPaarmt e零 No/Prod uct Line
Part/
Process Name/
Cup/Plate
Various/Copp er 各型号/镀铜
Machine,
Process
Operation
Soak Cleaner
2
Degrease