无铅焊料锡须生长
锡须生长影响因素及预防措施方案

温度对锡须生长的影响
影响程度
温度是影响锡须生长的主要因素之一。适宜的温度范围可 以促进锡须的正常生长,而过高或过低的温度则可能导致 锡须生长的异常。
生长机制
在适宜的温度下,锡原子能够获得足够的能量进行表面扩 散,从而形成锡须。而在高温条件下,锡原子表面扩散速 度加快,可能导致锡须生长速度加快。
预防策略
预防策略
减少或避免锡产品受到机械应力的作用。在生产和加工过程中,采取 适当的操作和控制措施,确保锡产品不受到过大的机械应力。
03
锡须生长的预防措施
合理控制温度和湿度
温度控制
保持适宜的温度范围,避免过高或过 低的温度对锡须生长的影响。在高温 环境下,锡须生长速度会加快,因此 需要控制温度以减缓锡须的生长。
振动和冲击控制
减少产品或组件在运输、使用过程中受到的振动和冲击,可 以降低机械应力对锡须生长的影响。合理设计和选择包装材 料,提供良好的缓冲和保护,能够减少振动和冲击引起的锡 须生长问题。
选择抗锡须生长的材料和工艺
抗锡须材料选择
采用抗锡须性能良好的材料,如添加特定的合金元素或采用特殊的表面处理工 艺,能够提高材料的抗锡须生长能力,减少锡须的生长倾向。
效果评估
对采取湿度控制措施后的 锡须生长情况进行观察, 评估湿度控制策略的效果 。
案例三:采用抗锡须生长材料的应用实践
材料选用原则
阐述选用抗锡须生长材料的原则,如耐腐蚀性、 抗氧化性等。
材料应用实践
方法、效果等。
长期性能评估
对抗锡须生长材料在长期使用过程中的性能进行 评估,验证其稳定性和可靠性。
清洗与存储
在PCB板的生产过程中,应定期清洗板面,去除可能导致锡须生长的污 染物。同时,存储时应保持干燥通风,避免潮湿环境加速锡须生长。
无铅焊锡丝

无铅焊锡丝有铅焊锡丝和无铅焊锡丝的区别熔点也不同:当然根据焊丝中铅锡比例不同。
因为有铅焊丝的熔点约在180度左右区别在于它们的熔点不同,同样也是根据金属成份比例不同.而无铅焊丝的熔点一般在230度左右。
无铅和有铅焊锡的使用也要从环保方面考虑,铅是属于有毒金属。
锡铅的比例在63%/,较高纯锡会有锡晶须生长,有一个固定的熔点(176℃)而不是一个温度范围,比如锡跟锑的合金.9℃。
szhchx,它所用的工具和元器件一定是无铅的。
无铅焊锡则是基本不含铅的(欧盟ROHS标准是含铅量小于1000PPM:有铅的会在手上留有黑色痕迹,因为无铅一般含有铜金属有铅焊锡与无铅焊锡的区别如下:Sn63Pb37,日本标准是小于500PPM)。
从用途上来分,它所用的工具和元器件均为有铅的,无铅焊锡一般含有锡。
【无铅焊锡丝的产品优点】:润湿性好,上锡速度快、焊锡时不会溅弹松香,线内松香分布均匀、不断芯,烟雾小、无恶臭气味、不含危害身体健康之挥发性气体,熔铁头浮渣少,自动焊锡机焊接走线时锡丝不会缠结,不阻塞导管,松香透明,不变色,绝缘电阻高,低残留,免清洗。
【无铅焊锡丝的产品种类】:松香芯锡丝、水溶性锡丝、镀镍锡丝、低温锡丝、高温锡丝、含银锡丝、消光锡丝、实心锡丝、水洗锡丝、焊铝锡丝、不锈钢锡线、机器自动焊专用锡丝,喇叭专用锡丝,马达专用锡丝。
有铅焊锡丝和无铅焊锡丝的区别?使用上:有铅的好用(指含量在50至63的,太低也次),无铅的不好用价格上:有铅的便宜,无铅的不便宜法规上:有铅的只有豁免的产品可以使用,无铅的是法规要求技术上:有铅的温度低,sn63Pb的属于共晶温度,可靠性高,润湿性好。
无铅普遍熔点较高。
成份上:有铅的就是指锡和铅之间的不同含量,无铅的成份很多,现在市面上主流的是锡铜、银银铜、锡银、锡铜镍、锡铋低温、锡锑高温,不同的合金之间又有不同的含量比。
有铅焊锡丝和无铅焊锡丝之间的区别是什么?熔点也不同:当然根据焊丝中铅锡比例不同。
无铅焊料及相应工艺

03
无铅焊料的工艺流程
焊前准备
清洁
01
确保焊料和焊接表面的清洁,去除油渍、氧化层和其他杂质,
以提高焊接质量。
预热
02
对焊接表面进行预热,以降低焊料的凝固点和提高焊接速度。
选择焊料
03
根据具体应用需求选择合适的无铅焊料,确保其具有良好的流
动性和润湿性。
焊接过程
熔融焊料
将焊料加热至熔融状态,使其具有良好的流动性。
04
无铅焊料的发展趋势和 挑战
技术发展趋势
高可靠性
无铅焊料需要具备更高的可靠性和耐久性,以满足电子产品不断升 级的性能要求。
高导热性
随着电子设备高功率化的发展,无铅焊料需要具备更高的导热性能, 以降低热阻和散热不良的风险。
小型化
随着电子设备小型化的发展,无铅焊料需要具备更小的体积和更精细 的微结构,以满足焊接细小部件的需求。
机械特性
硬度与强度
无铅焊料的硬度与强度较高,能 够提供更好的机械保护和支撑作
用。
疲劳性能
无铅焊料的疲劳性能优于传统锡铅 焊料,能够更好地承受循环载荷和 振动。
延展性与韧性
无铅焊料的延展性和韧性较好,能 够更好地吸收和分散应力,减少焊 接点的断裂风险。
02
无铅焊料的应用领域
电子工业
电子元件连接
波峰焊接
无铅焊料及相应工艺
contents
目录
• 无铅焊料的特性 • 无铅焊料的应用领域 • 无铅焊料的工艺流程 • 无铅焊料的发展趋势和挑战
01
无铅焊料的特性
物理特性
01
02
03
熔点范围
无铅焊料的熔点范围通常 比传统锡铅焊料高,一般 在200-300℃之间。
锡须生长的原理
锡须生长的原理
锡须:电子产品及设备中的现象
锡须(Tin whisker),是电子产品及设备中一种常见的现象。
锡须是在锡表面自然生长的锡晶体,这种现象给喜欢使用锡而不是铅做互连线路的制造商引起问题。
锡须生长的原理:
锡须生长的速率一般在0.03——0.9mm/年,在一定条件下,生长速率可能增加100倍或者100倍以上。
生长速率由镀层的电镀化学过程、镀层厚度、基体材料、晶粒结构以及存储环境条件等复杂因素决定。
锡须的生长主要是有电镀层上开始的,具有较长的潜伏期,从几天到几个月甚至几年,一般很难准确预测锡须所带来的危害。
一般来说,锡须有如下的产生原因:
1、锡与铜之间相互扩散,形成金属互化物,致使锡层内压应力的迅速增长,导致锡原子沿着晶体边界进行扩散,形成锡须;
2、电镀后镀层的残余应力,导致锡须的生长。
锡须生长试验报告 模板

錫鬚生長試驗報告
一﹑試驗目的﹕
檢驗產品在試驗后是否有錫鬚產生﹐以確認產品的可靠性。
二﹑試驗樣品﹕
DIP產品
三﹑試驗樣品周期﹕
周期為﹕2028W
四﹑試驗樣品數量﹕
5PCS
五﹑試驗材料﹕
錫材(100%BAR)
六﹑試驗項目及條件﹕
1﹑高溫試驗﹕溫度﹕125±2℃﹐時間﹕1000小時參照(GB2423.2-89)
2﹑恆定濕熱試驗﹕溫度﹕85℃±2℃﹐濕度﹕85%±2%RH﹐時間﹕1000小時參照(GB2423.3-93) 3﹑熱沖擊試驗﹕最低溫度﹕-45℃最高溫度﹕85℃﹐保持時間﹕10分鐘﹐循環次數﹕1000次參照(GB2423.22-87)
七﹑試驗設備﹕
1﹑高溫試驗﹕高溫箱(PHH-101)
2﹑恆定濕熱試驗﹕高低溫交變潮濕試驗箱(ESL-04AGP)
3﹑熱沖擊試驗﹕溫試沖擊試驗箱(TSG-70H-W)
4﹑影像式精密測繪儀18-230倍
八﹑檢驗項目﹕
1﹑試驗前用影像式精密測繪儀18-230倍觀察焊點
2﹑試驗后用影像式精密測繪儀18-230倍觀察焊點
九﹑檢驗環境要求及標准﹕
1﹑環境要求﹕溫度﹕15~~30度﹔濕度45~~45%RH,
2﹑錫鬚標准﹕用影像式精密測繪儀18-230倍觀察焊點錫鬚小于600u"(約為最小PIN距1.27mm 的1/2)
十﹑試驗前后圖片如附件﹕
用影像式精密測繪儀18-230倍觀察焊點無錫錫鬚產生
DIP產品高溫試驗前﹑高溫試驗后無錫鬚產生
DIP產品恆定濕熱試驗試驗前﹑定濕熱試驗試驗后無錫鬚產生
十一﹑試驗結論﹕
合格
DIP產品溫度沖擊試驗前﹑溫度沖擊試驗后無錫鬚產生。
无铅焊锡制程简介

汽车产业
汽车产业也是无铅焊锡的重要应用领域之一,主要涉及汽 车零部件的制造和组装,如发动机控制模块、传感器、执 行器等。无铅焊锡在汽车产业中的应用有助于提高汽车的 安全性和可靠性。
汽车产业对无铅焊锡的要求较高,需要具备优良的耐热性 、耐腐蚀性和机械性能,以确保在复杂和严苛的汽车环境 中能够保持稳定的连接性能。
五金制造
五金制造是无铅焊锡应用的另一个重 要领域,涉及建筑、家具、工具等多 个行业。无铅焊锡在五金制造中主要 用于连接金属部件,如门窗、家具的 组装和固定等。
五金制造对无铅焊锡的要求相对较低, 但也需要具备良好的焊接性能和耐腐 蚀性,以确保连接的稳定性和长期使 用。
感谢您的观看
THANKS
着重要影响。
表面处理
表面处理是对焊锡片进行清洁、涂层 、镀层等处理,以提高其焊接性能和 防氧化性能的过程。
表面处理是无铅焊锡制程中的最后一 道工序,其质量直接关系到焊锡片在 实际应用中的焊接效果。
03 无铅焊锡的应用领域
电子产业
电子产业是应用无铅焊锡的主要领域之一,包括消费电子产 品、通讯设备、计算机硬件和各种电子元器件等。无铅焊锡 在电子产业中广泛应用于电路板焊接、连接器制造和表面贴 装技术等领域。
无铅焊锡制程简介
目录
CONTENTS
• 无铅焊锡的定义与特性 • 无铅焊锡制程 • 无铅焊锡的应用领域 • 无铅焊锡的市场趋势与挑战 • 无铅焊锡的未来展望
01 无铅焊锡的定义与特性
无铅焊锡的定义
01
无铅焊锡是指不含有铅等有毒物 质的焊锡合金,主要用于电子组 装和焊接工艺中。
锡须生长影响因素及预防措施方案

外界因素之影響(劃傷)
避免鍍層表面劃傷將 使錫須生長機率降低
200X
外界因素之影響(折彎)
錫鍍層厚度之影響(底材為黃銅) 黃銅鍍錫當錫膜厚>2um 時,生長錫須的機會很小
鎳鍍層厚度之影響(底材為黃銅)
當鎳層厚度達2um時, 發現錫須的機會很小
樣品制作完成後,於室溫下存放12個月
錫鍍浴之影響
料間形成IMC
IMC
(Intermetallic) 量與速率不同,
此時錫鍍層錫須 Substrate
生長機會則不同
Sn Sn-X
X
底層材料之影響(底鍍層為Cu材)
Cu6Sn5
Compressive Stress
Tin Whisker is forced out
Sn Deposit
Cu Substrate
1.Sn 離子濃度之影響 2.酸濃度之影響 3.添加劑之影響 4.铜离子浓度影响
錫鍍浴之影響----Sn離子濃度
200
單
位
30g/l
面 150 積
錫
須
40g/l
生 100
長
數
量 (
50
55g/l
個
0
55g/l 40g/l
)
2.5ASD
5ASD
7.5ASD
30g/l
1電0AS流D密1度5A(SDASD)
呈條紋狀生長
錫晶粒垂直方向生 長,逐漸積累
交錯方式生長
錫晶粒兩種生長方 式並存
錫須(生長形態)
繩狀
枝狀
從小丘狀開始生長
錫須生長過程中,客觀因素的影響或是錫晶粒排列取向改變使 錫須生長方向發生改變,形成不同生長形態的錫須。
IMC及锡须资料
無鉛焊料的合金特性1.介面金屬化學物2.錫鬚介面金屬化合物(IMC)IMC 是Intermetallic compound之縮寫,譯為"介面合金共化物"。
廣義上說是指某些金屬相互緊密接觸之介面間,會產生一種原子遷移互動的行為,組成一層類似合金的"化合物",並可寫出分子式。
在焊接領域的狹義上是指銅錫、金錫、鎳錫及銀錫之間的共化物。
其中尤以銅錫間之良性Cu6Sn5及惡性Cu3Sn最為常見,對焊錫性及焊點可靠度(即焊點強度)兩者影響最大。
介面金屬化學物IMCIMC 在PCB 高溫焊接或錫鉛重熔(即熔錫板或噴錫)時才會發生,有一定的組成及晶體結構,且其生長速度與溫度成正比,常溫中較慢。
一直到出現全鉛的阻絕層(Barrier)才會停止。
此圖為銅面銲點老化後高倍微切片中所看到各層次不同的組成。
IMC 本身具有不良的脆性,將會損及焊點之機械強度及壽命,其中尤其對抗勞強度(Fatigue Strength)危害最烈,且其熔點也較金屬要高。
由於焊錫在介面附近得錫原子會逐漸移走,而與被焊金屬組成IMC,使得該處的錫量減少,使得焊點分子間的內應力發生了變化,以致使焊點固著強度降低,久之甚至帶來整個焊錫體的鬆弛。
一旦焊點商原有的熔錫層或噴錫層,其與底銅之間已出現"較厚"間距過小的IMC 後,對該焊點以後再續作焊接時會有很大的妨礙;也就是在焊錫性(Solder ability)或沾錫性(Wett ability)上都將會出現劣化的情形。
焊點中由於錫銅結晶或錫銀結晶的滲入,使得該焊錫本身的硬度也隨之增加,久之會有脆化的麻煩。
IMC 會隨時老化而逐漸增厚,通常其已長成的厚度,與時間大約形成拋物線的關係,以下為關係式:δ=k․√t,k=k exp(-Q/RT)δ表示t 時間後IMC 已成長的厚度。
K 表示在某一溫度下IMC的生長常數。
T 表示絕對溫度。
R 表示氣體常數,即8.32 J/mole。
Q 表示IMC 生長的活化能。
K=IMC 對時間的生長常數,以nm / √秒或μm/ √日( 1μm / √日=3.4nm / √秒。
无铅焊接的质量和可靠性分析报告
无铅焊接的质量和可靠性分析前言:传统的铅使用在焊料中带来很多的好处,良好的可靠性就是其中重要的一项。
例如在常用来评估焊点可靠性的抗拉强度,抗横切强度,以及疲劳寿命等特性,铅的使用都有很好的表现。
在我们准备抛弃铅后,新的选择是否能够具备相同的可靠性,自然也是业界关心的主要课题。
一般来说,目前大多数的报告和宣传,都认为无铅的多数替代品,都有和含铅焊点具备同等或更好的可靠性。
不过我们也同样可以看到一些研究报告中,得到的是相反的结果。
尤其是在不同PCB焊盘镀层方面的研究更是如此。
对与那些亲自做试验的用户,我想他们自然相信自己看到的结果。
但对与那些无能力资源投入试验的大多数用户,又该如何做出选择呢?我们是选择相信供应商,相信研究所,还是相信一些形象领先的企业?我们这回就来看看无铅技术在质量方面的状况。
什么是良好的可靠性?当我们谈论可靠性时,必须要有以下的元素才算完整。
1.使用环境条件(温度、湿度、室内、室外等);2.使用方式(例如长时间通电,或频繁开关通电,每天通电次数等等特性);3.寿命期限(例如寿命期5年);4.寿命期限内的故障率(例如5年的累积故障率为5%)。
而决定产品寿命的,也有好几方面的因素。
包括:1. DFR(可靠性设计,和DFM息息相关);2.加工和返修能力;3.原料和产品的库存、包装等处理;4.正确的使用(环境和方式)。
了解以上各项,有助于我们更清楚的研究和分析焊点的可靠性。
也有助于我们判断其他人的研究结果是否适合于我们采用。
由于以上提到的许多项,例如寿命期限、DFR、加工和返修能力等等,他人和我的企业情况都不同,所以他人所谓的‘可靠’或‘不可靠’未必适用于我。
而他人所做的可靠性试验,其考虑条件和相应的试验过程,也未必完全符合我。
这是在参考其他研究报告时用户所必须注意的。
您的无铅焊接可靠性好吗?因此,在给自己的无铅可靠性水平下定义前,您必须先对以下的问题有明确的答案。
§ 您企业的质量责任有多大?§ 您有明确的质量定义吗?§ 您企业自己投入的可靠性研究,以及其过程结果的科学性、可信度有多高?§ 您是否选择和管理好您的供应商?§ 您是否掌握和管理好DFM/DFR工作?§ 您是否掌握好您的无铅工艺?只有当您对以上各项都有足够的掌握后,您才能够评估自己的无铅可靠性水平。
Sn·Ag·Cu焊料缺陷及解决措施
Sn·Ag·Cu焊料的缺陷及解决措施摘要:锡银铜无铅焊料在业界得到广泛应用,成为替代锡铅焊料的首选焊料,但其熔点仍偏高,对可靠性仍具有一定的影响,为保证无铅焊料焊接质量我们也采取了相应措施。
关键词:无铅焊料焊接可靠性焊接温度锡银铜在众多的无铅钎料合金体系中,sn.ag.cu合金体系因其具有相对较好的钎焊工艺性能、优良的焊点可靠性,已逐渐被公认为无铅钎料中最有应用前景的焊料。
但目前sn.ag.cu合金虽然成为了广泛使用的无铅钎料,但还有一些不足之处。
一、sn.ag.cu焊料的缺陷主要是:1.钎料作为合金,它通常从固态熔化转变为液念经过一个温度区问,在此温度区间,固液相并存、钎料的粘度增大、流动性减小,从而在焊接过程中,当钎料熔化时,母材造成溶蚀现象,使钎料的润湿性降低。
sn.ag.cu钎料的熔点,峰值回流温度上升了40℃,达到232℃,这容易导致pcb板在横向和纵向的扩张增加,超出铜的延展性极限,导敛潜在的通孔断裂、内层连接失效和内层之间分层。
sn.ag.cu焊料熔化温度偏高熔化特性最好与snpb钎料相近,以免使母材晶粒长大、过烧或局部熔化,这样可沿袭现有的焊接工艺和焊接设备。
2.“锡须”问题,“锡须”指器件在长期储存、使用过程中,在机械、温度、环境等作用下会在高锡镀层的表面生长出一些胡须状晶体,其主要成分是锡。
由于“锡须’’可能连到相邻线路引起短路而产生严重的可靠性问题,而倍受业界的关注。
锡须的成因很多,比较一致的看法是由于材料晶格失配所引起的应力造成的。
目前仅r本制订了“锡须”试验标准。
有研究表明,在锡与铜之间加入2微米厚的镍层能有效抑制“锡须”的成长。
3.抗氧化和抗腐蚀性较差无铅钎料的氧化和腐蚀问题尤显突出,由于无铅钎料一般含有多种元素,因此,在外界条件成熟时、各元素间可能形成原电池或与环境中的水反应造成腐蚀和氧化。
sn.ag.cu系钎料中含有贵金属元素,部分氧化和腐蚀就能造成成本提高。
无铅镀层的锡须
無鉛鍍層的錫鬚( tyco版) ( 簡譯) 2004.03 原稿P.1◎錫鬚原因尚無法100%確定。
但可歸纳下列幾個模式:1、應力。
2、溫度。
3、材料適合否。
4、結晶配置。
5、薄的Sn鍍層(<8μm)。
6、鍍層晶粒尺寸(1~8μm較不會發生)。
原稿P.2◎鍍層時的應力( 熱應力)。
◎52℃就是Sn的再結晶化溫度。
◎Sn & 薄的Sn合金→會發生錫鬚。
原稿P.4◎7pb/P3Sn在惡劣環境下→會發生錫鬚。
◎鍍層時的結晶排列配置會導致錫鬚。
原稿P.5◎薄的Sn鍍層( <8μm )1、零件腳鍍層所必要的。
2、不會引起錫鬚。
3、多邊形的晶粒( 1~8μm )不會發生錫鬚。
4、右邊相片為Sn的鍍層。
◎迴銲過的Sn鍍層不會引起錫鬚。
原稿P.6◎錫鬚樣子多變。
1、左圖& 右上圖→針狀。
2、小結狀。
3、叢狀。
原稿P.7◎Sn、Cu彼此擴散時,Sn鬚極易發生。
通常加入Ni當阻礙層。
( 雖然Ni也會與Sn形成金屬間化合物,但所得到的是拉伸應力而非導致Sn鬚的壓縮應力) 。
原稿P.8◎在50℃下時效幾個月後,單獨Ni也是無法扺擋Sn鬚長出來。
原稿P.9◎圖中試件被彎曲成”A形”,有拉伸應力& 壓縮應力。
◎試件在50℃下6個月( 50℃/ 90%RH)→Sn鬚明顯。
原稿P.10◎歐洲半導體商“E3”提出一套Sn鬚試驗規範:Sn鬚< 50μm ( 24℃下,2年)。
修正版為< 20μm ( 24℃下,8週)。
◎tyco的標準為:1、Sn鬚成長應< 50μm ( 條件同上)。
2、面積上的數目則為10根/mm2。
原稿P.11◎Sn鬚出現在內彎圓曲徑上( 壓縮應力區)。
原稿P.12◎迴銲後的鍍層& 銲錫鍍層不會發生Sn鬚。
锡须的成长机制
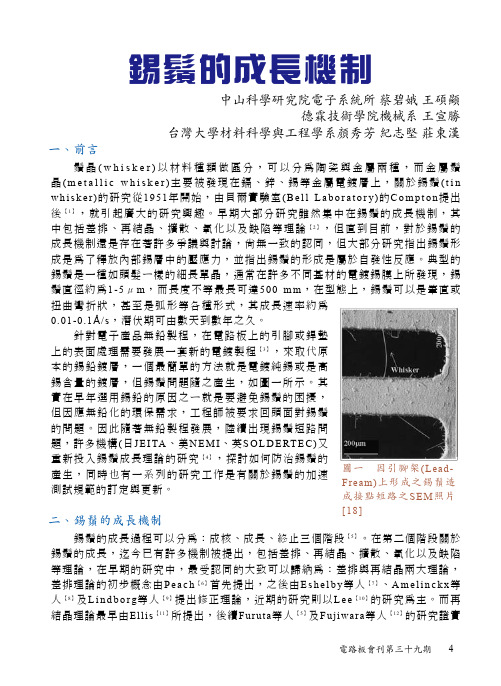
錫含量的鍍層,但錫鬚問題隨之產生,如圖一所示。其
實在早年選用錫鉛的原因之ㄧ就是要避免錫鬚的困擾,
但因應無鉛化的環保需求,工程師被要求回頭面對錫鬚
的問題。因此隨著無鉛製程發展,陸續出現錫鬚短路問
題 , 許 多 機 構 ( 日 J E I TA 、 美 N E M I 、 英 S O L D E RT E C ) 又 重新投入錫鬚成長理論的研究【】,探討如何防治錫鬚的 產生,同時也有一系列的研究工作是有關於錫鬚的加速 測試規範的訂定與更新。
差排源可產生差排環,並利用差排環的爬昇擴展,每擴展一次差排環就會在錫鬚的
表面留下額外的半平面原子,使錫鬚由底部持續成長,錫鬚成長速度為擴散機制所
控制。Eshelby等人並提出錫鬚表面氧化將產生一個負的表面張力,為差排移動的驅
動力,因此在真空狀態下不會有錫鬚的產生,由差排與表面張力推導的錫鬚成長速
度公式為:
中 包 括 差 排 、 再 結 晶 、 擴 散 、 氧 化 以 及 缺 陷 等 理 論 【2】, 但 直 到 目 前 , 對 於 錫 鬚 的
成長機制還是存在著許多爭議與討論,尚無一致的認同,但大部分研究指出錫鬚形
成是為了釋放內部錫層中的壓應力,並指出錫鬚的形成是屬於自發性反應。典型的
錫鬚是一種如頭髮ㄧ樣的細長單晶,通常在許多不同基材的電鍍錫膜上所發現,錫
差 排 理 論 的 初 步 概 念 由 P e a c h 【】首 先 提 出 , 之 後 由 E s h e l b y 等 人 【】、 A m e l i n c k x 等 人【】及L i n d b o rg等人【】提出修正理論,近期的研究則以L e e【10】的研究為主。而再 結 晶 理 論 最 早 由 E l l i s 【11】所 提 出 , 後 續 F u r u t a 等 人 【】及 F u j i w a r a 等 人 【12】的 研 究 證 實
关于锡须生长的资料
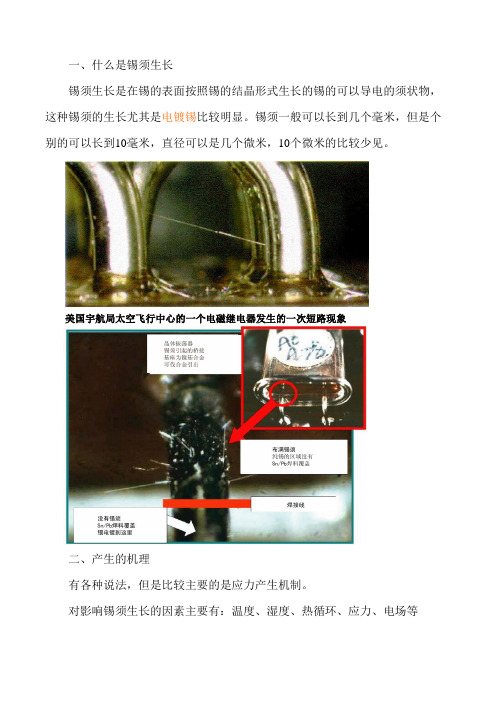
一、什么是锡须生长锡须生长是在锡的表面按照锡的结晶形式生长的锡的可以导电的须状物,这种锡须的生长尤其是电镀锡比较明显。
锡须一般可以长到几个毫米,但是个别的可以长到10毫米,直径可以是几个微米,10个微米的比较少见。
美国宇航局太空飞行中心的一个电磁继电器发生的一次短路现象二、产生的机理有各种说法,但是比较主要的是应力产生机制。
对影响锡须生长的因素主要有:温度、湿度、热循环、应力、电场等温度循环对锡须的生长有很大的促进作用。
生长的温度在50℃最快,在20~25℃也可以生长,但一般认为在150℃就会结束生长。
三、可能产生的影响可能引起稳定的短路、瞬态短路(锡须熔断)、电弧、产生多于物(主要发生在密闭的腔体内,例如继电器、混合集成电路等)、使元件脱落,使电子元件的电性能和机械性能下降。
四、降低锡须生长引起的风险的方法:1、浸焊这种方式是在纯锡的表层浸一层锡铅的焊料,可以减缓纯锡的锡须生长。
2、给镀层覆盖一层物质锡须还可能生长。
3、剥掉原来的纯锡层后重新电镀一层锡铅对我公司生产的产品如果一定要进行端头的锡铅化我想到的有如下的方法:1、采购端头只有银钯的产品后自己进行镍和锡铅的电镀困难是采购的周期要长,现在有厂家可以生产,但是产品的容量范围没有现在的宽。
2、将现有的产品进行浸焊,这种方法的风险比较大,而且很容易引进缺陷。
3、直接对现有产品进行电镀,这种方法的缺点是容易引起损耗、绝缘电阻的降低。
其中2、3这两种方法生产的产品尺寸不容易控制,容易做大。
说明:锡须的生长和纯锡的东西在低温下的粉碎是两个概念,纯锡在低温下的粉碎是因为其发生相变而引起的,是整块金属的变化;锡须的生长是单个晶粒由于条件的允许而引起的生长,是部分金属的变化。
以下是美国军用的失效案例1. Military Airplane:G. Davy,, Northrop Grumman Electronic Systems Technical Article, October2002军用飞机2. Patriot Missile:Suspected tin whisker related problems (Fall 2000)爱国者导弹3. Phoenix Air to Air Missile:L. Corbid, "Constraints on the Use of Tin Plate in Miniature ElectronicCircuits", Proceedings 3rd International SAMPE Electronics Conference, pp. 773-779, June 20-22, 1989.Phoenix 空空导弹4. F-15 Radar: B. Nordwall, "Air Force Links Radar Problems to Growth of Tin Whiskers", AviationWeek and Space Technology, June, 20, 1986, pp. 65-70F-15 雷达5. U.S. Missile Program:J. Richardson, and B. Lasley, "Tin Whisker Initiated Vacuum Metal Arcingin Spacecraft Electronics," Proceedings 1992 Government Microcircuit Applications Conference, Vol.XVIII, pp. 119 - 122, November 10 - 12, 1992.导弹的一个部位(不会翻译)因为锡须产生了电弧(发生在电路中)6. U.S. Missile Program:K Heutel and R. Vetter, "Problem Notification: Tin Whisker growth inelectronic assemblies", Feb. 19, 1988, memorandum锡铅合金端头的产品主要应用在MIL-PRF-55681和高可靠领域。
化锡锡须深层次讲解
无铅锡须——化学沉锡板锡须生长机理及特性研究2020/9/26整理资料摘要:锡须是化学沉锡表面处理应用推广遇到的最大阻碍,锡须的存在严重影响了产品的可靠性。
文章重点对锡须的生长机理进行了分析,通过实验设计对机理进一步验证。
探究了化学沉锡PCB不同区域锡须生长差异特性,得到了锡须的持续性生长规律,为化学沉锡板锡须改善提供参考依据。
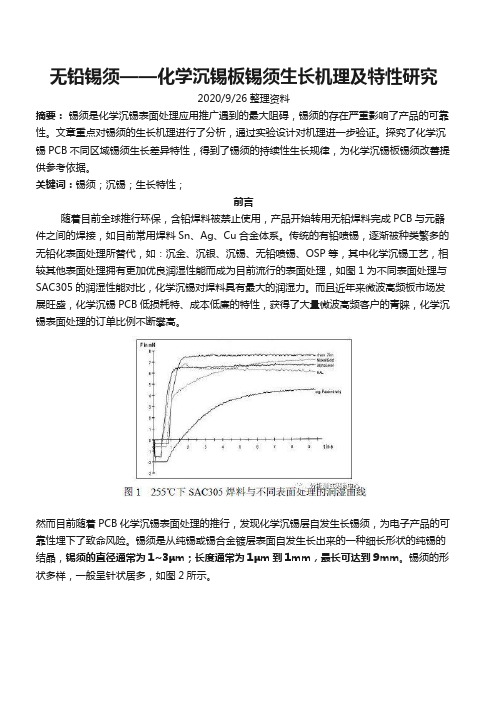
关键词:锡须;沉锡;生长特性;前言随着目前全球推行环保,含铅焊料被禁止使用,产品开始转用无铅焊料完成PCB与元器件之间的焊接,如目前常用焊料Sn、Ag、Cu合金体系。
传统的有铅喷锡,逐渐被种类繁多的无铅化表面处理所替代,如:沉金、沉银、沉锡、无铅喷锡、OSP等,其中化学沉锡工艺,相较其他表面处理拥有更加优良润湿性能而成为目前流行的表面处理,如图1为不同表面处理与SAC305的润湿性能对比,化学沉锡对焊料具有最大的润湿力。
而且近年来微波高频板市场发展旺盛,化学沉锡PCB低损耗特、成本低廉的特性,获得了大量微波高频客户的青睐,化学沉锡表面处理的订单比例不断攀高。
然而目前随着PCB化学沉锡表面处理的推行,发现化学沉锡层自发生长锡须,为电子产品的可靠性埋下了致命风险。
锡须是从纯锡或锡合金镀层表面自发生长出来的一种细长形状的纯锡的结晶,锡须的直径通常为1~3μm;长度通常为1μm到1mm,最长可达到9mm。
锡须的形状多样,一般呈针状居多,如图2所示。
锡须的存在不仅使电路存在短路风险,还可能影响信号的完整性传输,对产品整机的可靠性及性能带来不利影响。
因此面对化学沉锡板的锡须生长危害,迫切需要对锡须的机理、生长特性展开研究,从机理认识角度规避锡须生长风险。
1.机理分析目前关于锡须的形成机理存在较多的模型,其中较为普遍的是压应力生长机理模型[1]。
Cu/Sn界面处由于“晶界扩散”模式生长出不规则IMC,对Sn层产生压应力,由于Sn面氧化膜的包裹下,应力产生积累,而从氧化膜的薄弱点“破土”萌生,在IMC的持续形成下,引发锡须自发生长的现象。
含稀土相无铅焊点表面的锡须生长研究进展
C un h a g等 究 表 明 , 加 质 量 分 数 0 5 。研 添 .% 的 G e到 S 一 A ~ . C - . C n 3 g 0 5 u 0 5 e合 金 中有 效 地 减 少 了锡 须 生 长. 抑 制 效 果 归 因 于 加 入 元 素 Ge 此 后 , 金 中 C S 金 属 间 化 合 物 相 氧 化 减 缓 . 合 en 另
第 2 6卷 第 3期 2I 0 2年 9月
上
海
工
程
技
术
大
学
学
报
Vo . . 1 26 NO 3
Se t 2 2 p . 01
J OUR NAL OFS HANGHAI UNI R I NGI E I CEN VE STY 0F E NE R NG S I CE
外 ,an等 向 S 一 Z 一 B一 . C 合 金 中 添 加 质 Ji n 8 n3 i 5 e 0
不是 锡须 生长 的原 因 , h 等 设 计 了一种 N S , Si dn 粉末 样 品实验 . 果 表 明 , 没有 周 围 锡基 体 约 束 结 在
量 分数 0 5 的 Ge 可 以增加 ( e Z ) n .% , C , n S 金属 问 化 合物簇 的抗 氧化性 , 能有 效地 抑制锡 须生 长 . 也 由于锡 须 的生 成 降低 了电子封 装 的可靠性 , 因 此, 人们 一直 在努 力寻 找抑制 或缓解 锡 须生 长的方 法. 虽然 合金 元素 的加 入也 会 带 来 一 些坏 处 , 合 但 金 法是 目前 抑制含 稀 土 相 软钎 焊 接 头 上 锡 须 生 长 的有 效方法 之一 .
理解 为活性 锡原 子机 制.
锡 须 的生长 . 而正 如 S i 然 h 等 指 出 : 种 观 点 不 这 能解 释为什 么实 验 中在 S — E相 附近 的锡基 体 中 nR 却 从 未见到 锡须 生长 , 本来 由氧 化造成 的体 积膨 胀
无铅焊料研究报告
无铅焊料研究报告一、引言随着环境保护意识的提高,无铅焊料逐渐成为电子行业的主流选择。
与传统的含铅焊料相比,无铅焊料的优点在于环保、健康和性能优越。
本报告将对无铅焊料进行研究并进行详细分析。
二、无铅焊料的定义无铅焊料是一种不含铅成分的焊料,可以用于电子组装和其他焊接应用中。
它通常包含其他金属合金,如锡、银、铜等,以及一些添加剂来提高焊接性能和可靠性。
三、无铅焊料的环境优点1.减少有害物质释放:传统的含铅焊料在焊接过程中会释放大量有害的铅蒸汽和焊接烟尘,对工人和环境造成危害。
无铅焊料可以减少有害物质的释放,降低环境污染。
2.节约资源:传统的含铅焊料需要大量的铅资源,而铅是一种有限资源。
无铅焊料可以减少对铅的需求,节约资源成本。
四、无铅焊料的健康优点1.降低铅中毒风险:含铅焊料在长期使用过程中,工人可能会受到铅中毒的风险。
铅中毒对健康造成严重影响,甚至可能导致中枢神经系统的损伤。
使用无铅焊料可以有效降低铅中毒风险,保护工人的健康。
2.提高室内空气质量:传统的含铅焊料在焊接过程中会释放有害的铅蒸汽和烟尘,影响室内空气质量。
使用无铅焊料可以改善室内空气质量,保证工作环境的舒适和健康。
五、无铅焊料的性能优点1.良好的焊接性能:无铅焊料在焊接过程中具有良好的可湿润性和流动性,使焊接表面更均匀,提高焊接质量和可靠性。
2.减少焊接温度:无铅焊料可以在较低的焊接温度下完成焊接,减少热量对基板和元器件的影响,避免焊接变形和损坏。
六、无铅焊料的应用领域无铅焊料广泛应用于电子行业的各个领域,包括电子组装、电子焊接、电子维修等。
在现代电子产品中,大多数电子设备都选择使用无铅焊料。
七、无铅焊料的研究进展1.新型合金研发:研究人员正在不断开发新型无铅焊料合金,以改善焊接性能和可靠性。
2.焊接工艺优化:研究人员还在研究如何优化无铅焊料的焊接工艺,使其更适合不同类型的焊接需求。
八、结论无铅焊料作为一种环保、健康和性能优越的焊料,在电子行业中得到广泛应用。
锡须危害及其预防评估措施
锡须危害及其预防评估措施摘要:随着无铅工艺的推广,锡镀层的锡须生长已成为一个值得重视的问题。
锡须引起的短路失效在电子领域的危害重大,但现阶段人们还无法从根源上阻止锡须生长。
针对锡须生长机理,我们推出常温常湿、高温高湿和温度循环三个环境应力激发试验,用于提前评估产品的锡须生长情况,减少后续使用过程中锡须过度生长引起产品功能失效的情况。
关键词:无铅工艺锡须环境应力激发试验1、引言随着绿色环保意识的日益加深,欧盟在2003年颁布了《关于在电子电气设备中限制使用某些有害物质指令》【1】,全球范围开始走向了无铅化的工艺流程。
电子行业中的锡铅焊料逐渐被无铅焊料代替,但随之而来的是许多新的可靠性问题,其中最典型的为锡须生长问题。
晶须是指金属表面生长出的细丝状金属,最常见的为焊锡镀层或锡焊点表面生长的锡晶须。
锡须产生的危害大致分为以下四种情况【2】:低压条件下,较小的电流可以在相邻两个不同电势区域产生持久稳定的短路;在高压条件下,可以瞬间熔断锡须造成瞬间短路;在航天器的真空环境中,锡须短路会导致金属蒸发放电,形成一个稳定的等离子电弧,使电子设备失效;在振动环境中,锡须易脱落从而引发电路短路。
1951年,Compton、Mendizza和Arnold【3】发现了锡须导致电路短路引发电容器失效的问题,将锡须正式引入人们的视场。
1986年,F15战斗机雷达因锡须产生的短路引发失效。
2000年,爱国者Ⅱ导弹由于镀锡引脚长出引发短路的锡须而出现事故【4】。
种种迹象表明锡须问题的预防将成为无铅化进程中的重要环节。
锡须生长是一个受内部应力影响的自发过程,且和外部环境条件密切相关。
本文通过三个环境试验来施加三种不同的应力,用于评估产品的抗锡须生长能力。
最大限度排除产品后续使用过程中生长锡须引发短路失效的可能。
2、试验验证2.1 常温常湿条件以Cu基底焊Sn为例,焊接完成后存放于常温常湿条件下,Cu会向Sn晶界扩散并形成金属间化合物Cu6Sn5,并相应产生压缩应力,促使锡须的形成。
钎焊材料成分性能分析-无铅焊料(或无铅钎料,无铅焊锡)
杭州辛达狼焊接科技有限公司是一家专业研发、生产和销售低、中、高温钎焊用助焊剂的科技型企业。
产品主要有不锈钢无铅助焊剂,普通型不锈钢锡焊助焊剂,无铅烙铁头专用高效助焊剂,低温液体铝助焊剂,铝/铜异种材料钎焊助焊剂,铜合金用中温膏状助焊剂,中温膏状铝助焊剂和焊膏等系列产品,广泛应用于电子、电器、制冷和汽车等领域。
公司建有助焊剂研发中心,拥有2名博士和多名助焊剂专家,并与哈尔滨工业大学在助焊剂领域建立了密切的科研合作。
助焊剂--辛达狼焊接科技有限公司1.3.2锡基无铅软焊料铅及其化合物是有毒物质,损害人类健康,污染环境。
随着人类环保意识的增强,世界各国已相继出台一系列法令和法规来防治电子产品所带来的生态问题,限制铅在电子产品中的使用,最有影响力的是欧盟于2003年颁布的WEEE 指令(《报废电子电器设备指令》)和ROHS指令(《电器和电子设备中限制使用某些有害物质指令》),执行日期是2006年7月1日。
我国于2006年2月也颁布了相应的《电子信息产品污染控制管理办法》,规定2007年3月1日起开始实施。
欧盟和我国的指令都明确规定在指定日期前停止在监管电子产品中使用含铅材料。
在无铅绿色制造这一大趋势下,许多国家的科研机构和企业已开始加大投入来研发无铅焊料,并积极推广其应用。
目前已开发出的无铅焊料主要有Sn-Ag系,Sn-Cu系,Sn-Zn系和Sn-Ag-Cu 系等,并通过添加P、Ni、Ag、Sb、Cu、In、Bi等元素获得不同性能的系列产品。
如千住金属工业株式会社的JS3027441专利、亚通电子有限公司的ZL03129619.X专利和艾奥瓦州立大学的US5527628专利,分别公开了各自的Sn--Ag-Cu系无铅焊料;AIM的US5525577专利和US5352407专利,公开了Sn-Ag-Cu-Sb系无铅焊料;松下电器产业株式会社的CN1087994C专利和北京工业大学的CN1586793A专利申请公开了各自开发的Sn-Zn系无铅焊料;千住金属工业株式会社的CN1496780A专利申请公开了Sn-Cu系无铅焊料;韩国三星电机株式会社的CN1040302C、CN1040303C专利和CN1139607A专利申请公开了Sn-Bi系无铅焊料等。
无铅纯锡电镀晶须产生的原因和控制对策
能有效防止锡须生成的无铅纯锡电镀添加剂, 该添加剂具有结晶 细致、可焊性 好、消 耗量低、使 用维护容 易等优 点, 从
而建立了一种抑制锡须的有效方法, 同时解决了纯锡电 镀中的其它难题。介绍了控 制锡须的 其它一些有 效措施及 锡
须生长加速试验。
关键词: 无铅纯锡电镀; 锡须; 添加剂
中图分类号: TQ153. 13
近 年来, 人 们提出 了 Sn Bi、Sn Cu、Sn Ag、Sn Zn 等 或 者三元合金作 为代 替 Sn Pb 的可焊 性镀层, 但是 由于 材 料的相容性、毒性、高成 本、机械性 能、润湿性 能、老化 性 能等原因, 目前尚没有一种公 认的二 元或三元 合金可 以
2005 年 3 月
无铅纯锡电镀晶须产生的原因和控制对策
Abstract: Whisker problem must be firstly solved in developing a lead free pure tin electroplating process. The af fecting factors and mechanism of whisker forming were discussed. An additive for lead free pure tin electroplating that can effectively prevent whisker forming was developed, which has advantages of fine crystal, good solderability, low con sumption, easy operation, etc. And thereby an effective method for controlling whisker forming as well as the solutions for other difficult problems in pure tin electroplating was presented. Some other effective measures for controlling whisker forming and the accelerated test of whisker formation were also introduced.
无铅焊接工艺技术与设备
无铅知识、无铅焊接工艺与设备第一部分:无铅基础知识 2第二部分:无铅焊接工艺技术与设备7第一部分:无铅基础知识1 无铅的定义1.1 RoHS指令规定限制使用的六种有害物质是:铅,汞,镉,六价铬,聚溴二苯醚(PBDE),聚溴联苯(PBB)1.2 在RoHS指令中未包含的六大禁用物质限值已由欧盟技术发展委员会(TAC) 订定虽然这些限值仍在等待核准,但其中镉的建议最大限值为0.01 % =100ppm(依照欧盟镉指令91/338/EEC) 其它禁用物质(铅,汞,镉,六价铬,聚溴二苯醚(PBDE),聚溴联苯(PBB))最大限值则为0.1%=1000ppm 这些限值适用于所有电子电气设备零件除非是豁免项目。
1.3 六种有害物质在无法用机械方法分离的同类物质中重量百分比需要小于最大浓度限定值(我司2无铅焊接缺陷类型2.1焊点外观质量下降铅焊料( 以SnAgCu为例)焊点外观不如Sn/37Pb钎料好,表面易出现凹凸不平(可参考下页图片),这种焊点本身是好的,出现此问题的原因普遍认为是由于无铅焊料存在的液相温度和固相温度之间的液-固混合区过大所致。
因此,原有产品检验标准要作相应的调整。
IPC-A-610D在焊接可接受性要求的相关条文中已作了表述。
2.2发生虚焊的概率高由于无铅焊料本身的润湿性差,所以在焊接时若助焊剂活性不够或者焊接的工艺参数控制不合适时,就极易发生虚焊现象。
2.3焊点复盖面积减少无铅焊料粘度大,漫流性差,所以形成的焊点在焊盘表面上不能完全复盖,如下图(1)当PCB采用OSP有机可焊性保护涂层时,在焊盘的侧壁上就可能要出现露铜现象,如下图(2)2.4锡须锡须的成长现象主要发生在纯锡或富锡无铅钎料合金软钎焊接合部。
锡须一般能成长到约1mm,极限状态下长到约4mm,但是由于其直径很小(最大约12.5微米),所以肉眼难以检测。
锡须的成长温度环境:-40度至数百度,且随温度的升高其生长密度增加。
锡须的成长容易引起微细电路的短路,因此严重影响电子元器件或组件的小型高密度化。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
on the study of the grow th process of tin w hisker and explains the grow th characteristics of tin w hisker by
the growth mechanism .Several methods to restrain the length of tin whisker are proposed w hich can provide ,
0 前 言
由f铅 对 人体 的危 害 以及 对环 境造 成 的污染 等 问题 , 电了 器件转 用 无铅焊 料 ,而无 铅焊 料 1·锡 的。 含量 , 导致 不可避 免 的会受到锡 须 的影响 。
锡 须 足 从纯 锡 或锡 合金 镀层 表 面 自发生 长 }乜来 的一 种细 长 形 状 的纯 锡 的结 晶,锡 须 的 直径 通 常 为 l pm ~3 m;长度 通常 为 1 pm 到 1 mm,最长可 达到 9 lnln。锡 须 的形状 多样 ,锡 颈一 般 呈现 直线 形 、 ff{j形 、扣结形 甚至是 环状 ,外表 面有 不规 则 的条纹 。图 1为 几种 典型的锡 须形 貌 。
摘 要 随着 电子 器件焊料转 向无铅化 ,导 致元器件 不可避 免的会 受到 无铅化 焊料 出 现锡 须生 长, 引发产 品短路 的风 险。 文章重 点对锡 须生长 的过程 展 开研 究. 由生长机理解释 锡 须的生 长特性。并 由此提 出了抑制锡 须 生长的几种 方案. 为 印制 电路 板 焊 点锡 须 短 路 分 析 提 供 理论 依 据 。
305
201 8秋季 国际PCB技术/信息 论坛
电镀 和涂覆 Plating and Coating
a1圆柱 状 锡 须
b1小丘 状 锡 须
C)花 瓣 状 (畸 形 )锡 须
d1针 状锡 须
e)丘 状 锡 须 f 的针 状 锡 须
t3 畸形 锡 须 上 的针 状 锡 须
g)带 有条 纹 表面 的锡 须
h1分 义锡 须 (罕 见 ) 图 1 锡须 典型微 观形貌 图
i)有 折 转 的锡 须
锡 须具 有 定的 电流承 载 能力 ,在 电子线路 咔I,锡 须 町能直接 引起 短路 ,降低 电子 器件 的可靠 性 ,甚 至 引发故 障。锡 颈 电流承 载能 力通常 可达 10 mA,最高可 达 50 mA,当传 输 电流较较 大时 ,锡须 会被烧 断 , 而贱体 可 能桥 接其 他导体 ,引发 短路现 象 。 今 ,印制 电路 板产 品 日趋小 型化 ,焊 点之 问的距 离越来 越 , 探 究锡 须 的产生机 理 ,从 中发现 锡 须的tqJ ̄J 法 ,是 无铅焊 料推行 必须 要解决 的关键 问题 。
关键词 无铝焊 料 ;锡须 ;短 路 ;锡须生长 ; 中图分 类号 :TN41 文献标识码 :A 文章 编号 :1009.0096 (2018)增刊 一0305.05
Lead-free Solder’S Tin W hiskers G row th
Zeng Bao Zhou Bo Zhang Xue.M ei Chen Bei
1 机理 分析
目前关 于锡 须的形成机 理存 在较 多的模 型 ,其 [fl较为 普遍 的是压应 力牛 长机理 模型 …。 锡 须 的生长足 种应 力梯度 作用 下的室 温蠕 变行 为 ,锡 须的牛 长需要 具 备一 个条件 ,如图 2所 示
I ̄IlEy,tj I :内
=-:: -=-二___?:__, ,
0
●_ _●_ - H- _● H●●● ● ^_ ●● ● - _ H- _ __ 日一
} 应力嚣
l
讥
:
l~ 外部应力 I 。…麓…系 …力…
:
(LMC》 :
~
:
,… … … …
电数应 力 :
:对 Sn爨粒越懿袋缚俸弼 灌止 鄂篷应龙 臻黢 茌裁
:化骥薄弱怂澎成悉宓禚麓
theoretical basis for the analysis of short circuit of tin w hisker at PCB w elding point
.
Key words Pb—f ree Solder;Sn W hisker;Shor t Circuit;Sn W hisker Growth;
L- …
…
…
…
…
…
…
…
…
…
…
…
…
…
… 匦基 亟 耋
嚣 萋 羹
图 2 锡须 生 长必要 条件 示意 图
—
—
306——
电镀和涂 覆 Plating and Coating
201 8秋季国际PCB技术/信 息论坛
(1)臆力源 :锡 须生 长的驱动 力,其分 为 内部 应力 与外 部应力 。其 中锡 须 自然 条什 生 K 要为 内 部 的 内心 力,l 盘l1 Cu/Sn界面 问形成金 属 问化 合物 Cu. , Sn (IMC层 )对锡 层产 生 的压 应 力 :以及 使用过 可 能受到 的机械心 力 、热应 力 、焊 接时 的残 余应力 、 电致应 力等 _2。】。
电镀 和涂覆 Plating and Coating
201 8秋季国际PCB技 术/信息论坛
无铅焊 料锡须 生长
Paper Code:A-051
曾 宝 周 波 张 雪梅 陈 蓓 (广 州兴森 快捷 电路 科 技 有 限公 司, 广 东 广 州 510663) (深 圳 市兴 森快 捷 电路科 技 股份 有 限 公 司, 广 东 深圳 518057)
Abstract
As the solder of electronic devices turn s to lead—free it will inevitably lead to the risk of .
short circuit of products caused by the growth of tin whiskers caused by lead—free solder This paper focuses .