变压器QC工程图
QC工程图
2pcs首件检查表 巡线日报表
3
A
焊锡
首件检查表 温度计录表 巡线日报表 首件检查表 巡线日报表 样品校对记录表 首件检查表 P管制图 巡线日报表
4
组合
助焊剂比重 胶.CORE.TAPE料号 铁夹.刀片 胶的有效期 测试频率.范围 测试脚位 样品校对 不良品区分 胶的料号.有效期 胶的位置.胶量 烤箱温度 烘烤温度 印章方向 印章不良 胶袋
目视
5Leabharlann A测试(一)6
点胶 烘烤
量温器
7
喷印 烘烤
烤箱 喷印机
温度记录表 首件检查表 巡线日报表 烘烤时间记录
文件类别 支援文件
工序 特性 等级 流程 管制项目
QC工程表
文件编号 YJ309-0001
查检频率
版本版次 A1
抽样数/Min 20-50pcs/次 检测依据 卡尺 绕线检查表
页次 1/2
管制记录
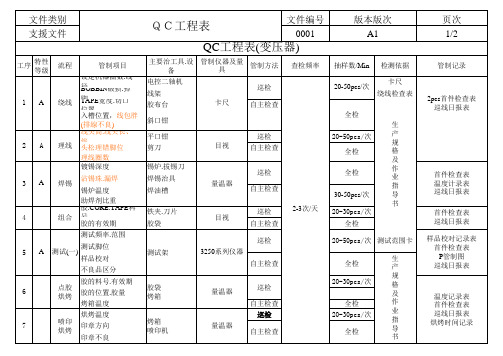
QC工程表(变压器)
主要治工具.设备管制仪器及量具 管制方法 巡检 卡尺 自主检查 全检 巡检 目视 自主检查 巡检 量温器 自主检查 巡检 自主检查 巡检 测试架 3250系列仪器 自主检查 胶袋 烤箱 巡检 自主检查 巡检 量温器 自主检查 全检 20-30pcs/次 全检 20-30pcs/次 全检 2-3次/天 20-50pcs/次 全检 全检 30-50pcs/次 20-30pcs/次 全检 20-50pcs/次 测试范围卡 生 产 规 格 及 作 业 指 导 书 生 产 规 格 及 作 业 指 导 书 设定机器圈数.线径 电控二轴机 BOBBIN破损.掉脚 1 A 绕线 线架 TAPE宽度.切口位置 胶布台 入槽位置,线包胖 斜口钳 (排線不良) 线头高.线头长、线 平口钳 2 A 理线 头松理错脚位 理线圈数 镀锡深度 沾锡珠.漏焊 锡炉温度 剪刀 锡炉.拔锡刀 焊锡治具 焊油槽
QC工程图
自检
5PCS/2H
目视
巡检记录表
初级焊接
1.焊锡温度
2.焊接状态
3.焊锡规格
自检
一次/2H
7PCS/2H
目视
巡检记录表
烙铁温度记录表
修剪
1.修剪工艺
自检
5PCS/2H
目视
巡检记录表
贴双面胶
1.双面胶规格
自检
5PCS/2H
目视
巡检记录表
电性能测试
1.IO、VO、(VL、WO)
2.测试仪器日常点检表
检验频率及数量
测量器具
品质记录
准备工程
本工程
制造单位
QC
○
○
○
○
◇
◇
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
□
◇
□
□
□
进料检验
依物料检验规范
/
IQC抽检
按检验规范要求
物料检查记录表
首件确认
依作业指导书
自检
1PC/换机种时
按作业指导书要求
首件确认表
加工纸片
1.纸片规格
自检
5PCS/2H
游标卡尺
巡检记录表
加工FUSE
自检
5PCS/2H
目视
巡检记录表
线包整形
1.整形工艺
自检
5PCS/2H
目视
巡检记录表
插片
1.铁片规格,迭厚.
自检
5PCS/2H
游标卡尺
巡检记录表
变压器QC流程图

作业程序
执行单位 (浸锡程序) (生产作业指导书) (生产作业指导书)
品管部
制造单位
品管部
异常处理 人
品质工程师
5PCS/1H 5PCS/1H 5PCS/1H
锡炉/刮板 胶带机/ 剪刀
工位不合格统 计表
IPQC检查日报表
PE工程师 生产主管
12 13 14
初级外包
1.垫MYLAR的位置. 1.线的规格,排线层次. 线的颜色 1。胶带规格 2。胶带层数 3。胶带起头和结尾
生产主管 PE工程师
18
DCR测量/ 线包外观
1.阻值 2.室温 3.焊点.骨架.胶带.针脚
2.因电阻直接以温度有关,所以测电阻的 工位必须要挂温度计. 3.参照变压器检查基准之要求检查. 1.铁片不交叉,重叠,生锈,规格不用错. 不得损伤骨架及胶带.要戴手套,加片合 格后要扫清漆。 2.在插片前骨架两侧面要各放一块 MYLAR. 1.测试时要将铁芯加紧.所测的值要在工 艺要求内,才可做下一道工序。 1。油的比重要正确。(8562C绝缘油) 2.油的浓度为40+/-2S.
制造单位
品管部
进料检查报告 进料问题点 纠正预防措施
异常处理 人
品质工程师 采购主管
对物料进行外观、尺寸、性能检查。 2.物料尺寸 2.在检查性能时,可进行组装确认。 3.物料电性、机械性能 3.注意核对来料料号、物料名称、
4.外观检查
数量等。
2 3
仓库储存 备料发料
物料存仓摆放 核对物料名称、数量、编码正确。
生产作业指导书 变压器检查标准
全检
5PCS/1H 5PCS/1H
万用表/温 度计 /
IPQC检查日报表 IPQC检查日报表
004QC工程图

执行者
书面记录
十八
通断性能测试
工序质量检验标准
巡检规范
产品检验与不合格管理程序
产品老化作业指导书
测试台
绝缘垫
性能
符合性能测试之要求
√
√
巡检2H自检Leabharlann 每件首件2件内目测
稳压仪
车间主任
巡检员
操作工
检验记录表
首件封样表
设备保养表
生产日报表
外观
符合部品检验基准书外观之要求
√
标识
符合电气标识要求
√
√
十九
文件编号
版次
A1
序号
流程
工程名称
作业标准/依据
设备
工装
夹具
管制项目
规格值/要求说明
管制方法
首检
自检
巡检
监控频率
检测仪器
执行者
书面记录
五
精车抛光
抛光作业规程
精车作业规程
设备管理程序
工序质量检验标准
首件封样
巡检规范
产品检验与不合格管理程序
精车
抛光机
手提磨
锉刀
工艺标准
按注塑工艺规范执行
√
巡检2H
自检/每件
√
溶液配方
按配方工艺标准执行
√
糙度
按糙度检验标准执行
√
√
七
喷涂
喷涂作业规程
设备管理程序
工序质量检验标准
首件封样
巡检规范
产品检验与不合格管理程序
喷涂线
喷漆枪
材质
符合BOM文件或与工程样板一致
√
巡检2H
自检/每件
QC工程图2

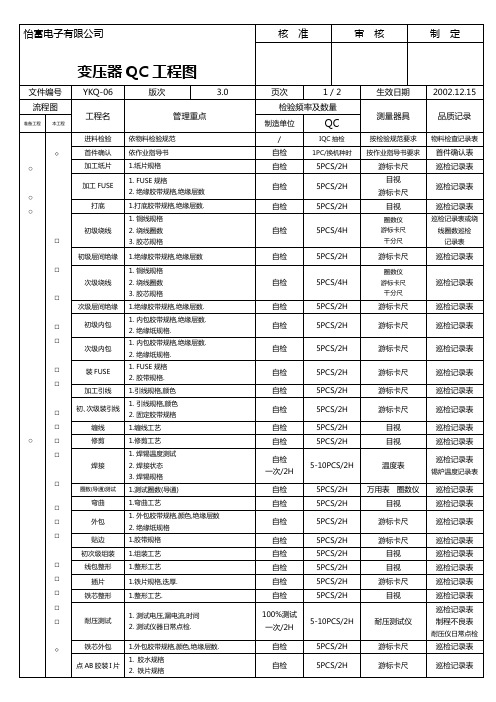
福州鼎新高压电器有限公司标准 Q C 工程图版本号:01/A页码1/5变更记录记号来历日期姓名批准审核作成产品名称故障指示器1 林光锦范金灿严文厚型号名EKL3/EKL4作成:2012/10/22工艺流程作业内容设备仪器辅助材料管理项目·品质特性管理方法备考项目规格方法·器具担当频度记录1、材料检查○1PCB板检查目视铜箔部、线路、基材、镀金部、丝印、尺寸○1铜箔部:无明显的缺、伤(伤明显达到内层的为不合格)、氧化、异物;○2线路:无缺损、断路、短路、露铜、残留铜、少绿油、伤;○3基材;无少绿油、绿油偏或绿油薄、异物、残留铜、伤、基板连接处不可有断○4镀金部;无缺、偏、氧化不良○5丝印;丝印要可辨认目视IQCGB/2828一般检验水平Ⅱ取样,AQL=0.65检查表进料检验通知单部品检查方法书○2电子元件检查目视管脚、尺寸、整形、表面IQC 1 Sheet / Lot检查表进料检验通知单部品检查方法书YD2611D漏电测试仪YD2672耐压测试仪开关三极管分选仪YD2811LCR数字电桥○3机构成件检查目视外观、装配①外观:无破损、划伤、氧化、杂质、材质不均匀丝印可识别、无色差、②装配:与附件装配度良好、易装配目视IQC检查表进料检验通知单作业指导票游标卡尺尺寸按照材料承认书规格及要求游标卡尺IQC检查表进料检验通知单○4灯管件检查游标卡尺尺寸按照材料承认书规格及要求IQC 游标卡尺检查表进料检验通知单作业指导票电火花真空测试仪器慢漏、死灯、破管、漏白、色温电火花真空测试仪器IQC检查表进料检验通知单福州鼎新高压电器有限公司标准 Q C 工程图版本号:01/A页码2/5变更记录记号来历日期姓名批准审核作成产品名称故障指示器1林光锦范金灿严文厚2型号名EKL3/EKL4作成:2012/10/22工艺流程作业内容设备仪器及辅助材料·管理项目·品质特性管理方法备考项目规格方法·器具担当频度记录2、前加工投入(A灯头)3、前加工投入(B插件)○4灯管件检查目视、装配外观、配合外观:无破损、灯丝无断,装配:与附件装配度良好、易装配目视IQC检查表进料检验通知单作业指导票○5胶类检查小批量试作目视IQC 全数作业指导票SLP-1S274-02-002 ○6包材件检查直尺尺寸按照材料承认书规格及要求直尺检查表SMQIV-QA-016目视组装配合、密封性达到要求目视IQC○7灯头操作移印机塑壳外观、印记、钢板塑壳:无破损、变形印记:标识清晰、印刷完整、位置正确钢板:放置方向与打印一致、与生产要求符合目视作业员全数作业指导票电烙铁锡丝无铅管理、焊接温度无铅管理:锡丝、电烙铁区分无铅及有铅品温度:无铅目视作业员全数作业指导票灯头机气压、胶量组长换机种作业指导票○8插件操作温度测试仪回流炉温度测试、氮气浓度的设定①150-180℃ 60~90S,②220℃ 30~42S③最高温度235~245℃15秒以内、氮气浓度:1500PPM温度计设备员换机时、1次/周温度曲线图作业指导票炉温参数一览表回流炉温度设定点检与测试温度曲线图相符目视组长换机种回流炉设定条件点检表电烙铁温度有铅:无铅:温度仪作业员全数作业指导票时间3-5S 目视作业员全数焊锡炉温度设定点检与产品温度设定相符组长全数锡膏使用时间记录表作业指导票福州鼎新高压电器有限公司标准 Q C 工程图版本号:01/A页码3/5变更记录记号来历日期姓名批准审核作成客户型号名日期:2008/10/22工艺流程作业内容设备仪器及辅助材料管理项目·品质特性管理方法备考项目规格方法·器具担当频度记录4、前加工投入(C 胶管)5、组装(A、B、C使用)○8插件操作万用表仪器校准设备员1/年仪器校准记录镊子首件品的确认不可有浮起、漏贴、侧立、偏位、连锡、反向、偏位、贴翻目视作业员全数DIP首件记录作业指导票○9胶管操作穿管定位、方向无变形、伤、异物、不能反向目视作业员全数作业指导票点胶压力、胶量目视作业员作业前、转机时作业指导票固化温度60℃目视作业员作业前、转机时设备点检记录作业指导票转速目视作业员作业前、转机时○10PCB板连接电烙铁温度有铅:无铅:温度仪作业员全数作业指导票时间3-5S 目视目视焊接状态不可有虚焊、连焊、冷焊、包焊、焊尖、错位、锡珠、锡渣残留目视作业员全数作业指导票○11绕灯丝螺丝辟扭力灯丝绕圈数丝尾长度扭力:圈数:≥4长度:≤3㎜扭力器组长换机种/开线扭力测试记录表扭力要求参数一览表○12合盖目视位置、]PCB板元件整形位置:到位、压紧整形:元器件管脚不可相紧贴目视作业员全数作业指导票福州鼎新高压电器有限公司标准 Q C 工程图版本号:01/A页码4/5变更记录记号来历日期姓名批准审核作成日期:2008/10/22工艺流程作业内容设备仪器及辅助材料管理项目·品质特性管理方法备考项目规格方法·器具担当频度记录6、包装○13中测自制电源器启动测试点亮、不可有短路、色差、死灯、阴阳管目视作业员全数作业指导票○14外观检查目视外观不允许有错件、漏件,灯头焊点处饱满、光滑、不允许有异物、铁皮、玻璃破损、锡渣锡珠残留,塑件整洁、无脏点、移印正确泡壳完好、无破损,内外无异物、胶残留,不允许有歪管、松管目视作业员全数作业指导票○15通电老化目视作业员全数工序移交单作业指导票工艺流程图○16泡壳打胶目视胶量、外观胶量:饱满,保证粘贴度目视作业员全数设备点检记录作业指导票○17清洁洗网水无纺布外观洁净。
高频变压器QC工程图
绕线方向/线
钳/锡炉/治 果/铜线外观
圈排列效果/ 作业指导书/规格 作业指导书/ 具/电感仪/ /线径/绕线 依BOM/作业指导书/
计数状态/绕
书
规格书 综合测试仪/ 方式/绕线机
规格书
真空含浸机/
线机状况
拉力
遂道炉
全检
全测
目视
首件记录 表
***
每款产品投 钢尺/卡尺/ 产前必需做 电感仪 5-10PCS首件
防措施报告”
全检
100%
目视
*
仪器点检 记录
8
装配磁芯
磁芯规格/外 作业指导书/规格
观/装配效果
书
依作业指导 书/规格书
电感量/磁芯 依作业指导书/ 规 自动装配机 规格/外观/
格书
定期点检
2次/日
装配效果
随机取样 10PCS/次
目视
报告上司通知相关部
IPQC巡检 门或发出“纠正和预
日报表
防措施报告”
备注
1.0版本升为1.1版本
批准:
审核:
拟制:
日期:
产品类别
作业流程
工程序号 及符号
工程 名称
变压器
发行部门
QC工程图
技术部
版本
管制项目
生产管理
作业规范
规格设定 值
生产 设备
检查项目
品质管理
检测规格
抽查 方式
1.1
检测频率
页 码 第 1 页*共7 页
管制者
品质 记录
检查 仪器
品
操作 现场
管
人员
主管
作业指导书/规格 书
依作业指导 书/规格书
QC工程图(全)
要正确维持设定溫度
Check 检查(肉眼)
1回/天
选别及修理移管
SMT工作 人员
制造装备日常 生产主管 检验CheckSheet 作业日报
MAGZINE
● ●
* 注意PCB板堵塞
中检放板时确认好板的距离
Check 检查(肉眼)
随时
SMT工作人 员
VISION 工程检查
作业指导书 作业指导书
放大镜 VISION检测机 放大镜
●
型号、数量、规格
符合订单、符合Part List要求
数量全数确认
每次
与供应商确认后向品质 资材担当 经营室汇报
资材主管
资材管理台帐
受入检查
●
* PCB检查 1.外观 2. 値數 单 品 长 单 品 宽 单 品 厚
按照对应的来料检查基准 进行 GB2828单次抽样Cri=0, Maj=0.40,Min=0.65或是 25.76±0.10 mm 全数检查 18.25±0.10 mm 0.13±0.03 mm
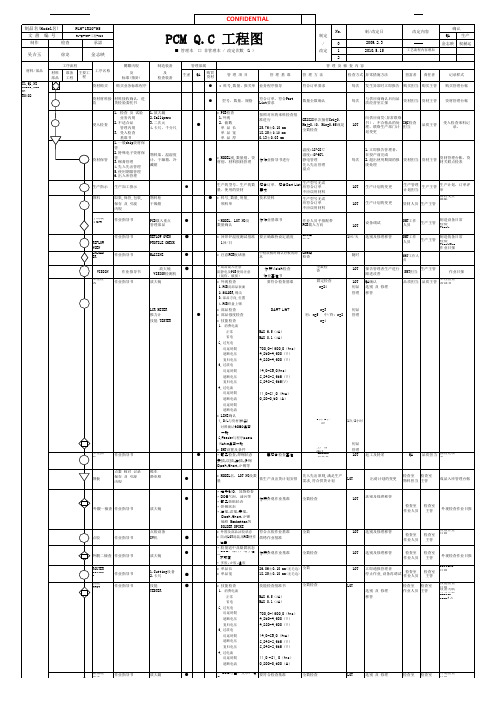
CONFIDENTIAL CONFIDENTIAL
制品名(Model名) 文 書
制作
PLH-1R20-H5
No. 制/改定日 2009.2.3 2010.5.15
工艺流程内容增加
确认 改定內容 QA 0 1 2 金志映 生产 权赫运 制定
编 号
检查 徐龙
PL-QP-09-工程-010
承認
Q. PCM Q.C 工程图
MAX 6.5(µA) MAX 0.1(µA) 700.0-1300.0(ms) 4.250-4.300(V) 4.220-4.300(V) 14.0-26.0(ms) 2.242-2.358(V) 2.242-2.358(V) 11.0 -21. 0(ms) 0.200-0.500(A)
变压器QC工程图
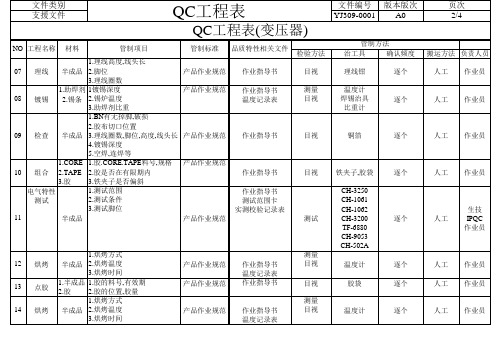
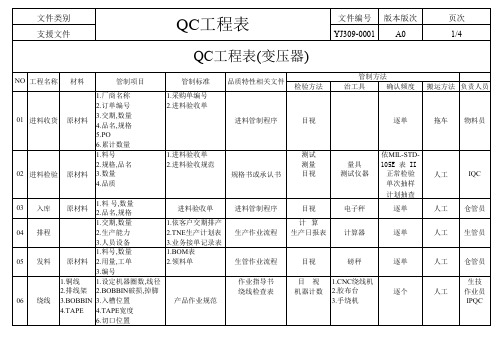
文件编号版本版次YJ309-0001A0检验方法治工具确认频度搬运方法负责人员1.理线高度,线头长2.脚位3.理线圈数1.助焊剂1镀锡深度产品作业规范作业指导书测量温度计2.锡条2.锡炉温度温度记录表目视焊锡治具3.助焊剂比重比重计1.BN 有无掉脚,破损2.胶布切口位置3.理线圈数,脚位,高度,线头长4.镀锡深度5.空焊,连焊等1.CORE 1.胶.CORE.TAPE 料号,规格产品作业规范2.TAPE 2.胶是否在有限期内3.胶3.铁夹子是否偏斜电气特性 1.测试范围作业指导书CH-3250测试2.测试条件测试范围卡CH-10613.测试脚位实测校验记录表CH-1062生技CH-3200IPQC TF-6880作业员CH-9053CH-502A 1.烘烤方式测量2.烘烤温度作业指导书目视3.烘烤时间温度记录表1.半成品1.胶的料号,有效期产品作业规范作业指导书目视胶袋逐个人工作业员2.胶2.胶的位置,胶量1.烘烤方式测量2.烘烤温度作业指导书目视3.烘烤时间温度记录表12烘烤半成品13点胶作业员逐个人工作业员人工10组合QC 工程表页次支援文件2/4文件类别人工作业员温度计人工作业员温度计逐个产品作业规范逐个作业指导书铁夹子,胶袋逐个产品作业规范产品作业规范作业员09检查半成品产品作业规范作业指导书目视铜箔逐个人工管制方法08镀锡人工逐个07理线半成品作业指导书产品作业规范目视11半成品测试逐个人工作业员理线钳目视14烘烤半成品QC 工程表(变压器)NO 工程名称材料管制项目管制标准品质特性相关文件。
QC工程图
班组转接记录表
如有品质异常,需即时通知工艺或品管 给予协助解决
12
IPQC
焊接质量检查
目视
品管
焊接质量、
首检:1Pcs/次; 首检/巡 依据加工图纸、生产工艺要 推移图、柏拉 首件检验单、巡回检验记录、 如有不符,通知生产部;如严重不合格 巡检:5Pcs/2Hs, 检/定位 求及制程检验规范进行检验 图、特性要因 返工返修单、品质异常联络单 或已通知未改善者,则开具品质异常联 附带5S检查; 定 检 和验证 图、层别法 、不合格品评审和处置单 络单 位检:50%以上
品管
表面质量、形 位
首检 巡检 定位检
首检:1Pcs/次; 推移图、柏拉 首件检验单、巡回检验记录、 如有不符,通知生产部改善;如严重不 巡检:5Pcs/2Hs, 依据、生产工艺要求及制程 图、特性要因 返工返修单、品质异常联络单 合格或已通知未改善者,则开具品质异 附带5S检查; 定 检验规范进行检验和验证 图、层别法 、不合格品评审和处置单 常联络单或组织会议 位检:50%以上
班组转接记录表
如有品质异常,需即时通知工艺或品管 给予协助解决
14
IPQC
装配质量
产品的监视和测量控制程序、 不合格品控制程序、纠正和预 防措施控制程序、标识和可追 溯性控制程序
目视、卡尺
品管
装配质量、尺 寸
首检 巡检 定位检
首检:1Pcs/次; 推移图、柏拉 首件检验单、巡回检验记录、 如有不符,验生产工艺改善;如严重不 巡检:5Pcs/2Hs, 依据工艺要求及相关规程进 图、特性要因 返工返修单、品质异常联络单 合格或已通知未改善者,则开具品质异 附带5S检查; 定 行检验 图、层别法 、不合格品评审和处置单 常联络单或组织MRB会议 位检:50%以上
QC工程图

QC工程图工图制作人审核批准DST-QA-00006-00判定方法管制要求和BOM单,套料单相符ROHS物料标识正确,作好相关的ESD防护和BOM单,套料单相符符合产品相关要求和BOM单,套料单相符贴有IQCPASS标识才可使用和BOM单,套料单相符和BOM单,套料单相符机型、钢网、版本储存温度:0℃-10℃,使用前解冻4H程序正确,贴片无偏移、欠品、反面等每次换料,上料由IPQC进行确认,核对每日对设备及接地,线体静电点检,并记录正常的无铅制程温度,实际温度不超过240度设定温度不超过260度,链速60-70cm/min按要求对炉温曲线进行测试挂于指定地方每日对设备及接地,线体静电点检,并记录元件不可破损、假焊、连锡、欠品、错件上锡情况良好、无溢胶,偏移现象及时、准确填写报表所有人员佩戴静电手环作业目视QC检验报表100%目视目视冰箱站位表/BOM单锡膏厚度测试每换钢网/次4H/次5PCS/次2H/次1次/日4H/次2H/次4H/次1次/日目视1次/批评价/测量技术万用表/LCR电桥目视半导体测试仪AQL抽样标准检验频率生产设备LCR测试仪半导体测试仪万用表卡尺等来料检来料检验验领料人工电子称BOM单套料单IQCPASS标识等工作单号数量、单位、规格钢网与版本核对3当需SMT时印刷锡膏/机器贴装作业指导书人工SMT工艺流程图锡膏印刷机/红胶锡膏/红胶储存及钢网使用方法换料记录锡膏使用规定锡膏/红胶印刷贴片程式/位置换料确认设备点检/保养炉温设定参数每印5PCS擦拭一次钢网,不可擦板、连锡、溢胶等无尘棉布4当需SMT时过回流炉回流炉炉温测试仪作业指导书回流炉温度温度曲线设备点检/保养元件5当需SMT时QC全检放大镜牙签静电手环作业指导书PCBA检验规范上锡状况QC检查报表静电防护QC产品防护6当需SMT时工程图目视橡皮筋静电测试仪100%板间须用气泡袋阻隔,尤其注意晶振的防护产品标识清晰、正确、张贴规范包装时不可太松太紧,限定每扎数量包装人员佩戴静电手环作业元件不可破损、假焊、连锡、欠品、错件上锡情况良好、无溢胶,偏移现象及时、准确填写报表QA人员佩戴静电手环作业完全符合我司外发AI要求元件不可破损、欠品、错件AI位置正确,元件规格与BOM、AI表相符包装时不可太松太紧,限定每扎数量防挤压,防静电等与BOM单相符与BOM单相符,客户要求相符按作业指导书作业,不可错件等标识清晰,正确所有人员佩戴静电手环作业元件用错、不可破损、无欠品、错件按相应的作业要求、工艺进行及时、准确填写报表佩戴静电手环作业同一不良点出现3次,立即反馈生产拉长。
QC工程图

包装检查
19
QA成品抽检
包装目检
外观质量及包装方式 、包装数量 外观质量及包装方式 、包装数量
产品清洁无脏污、无破损、压伤、压 痕、烫伤、错位、分层、起皱;包装 方式、数量依IE文件、作业指书为准 产品清洁无脏污、无破损、压伤、压 痕、烫伤、错位、分层、起皱;包装 方式、数量依IE文件、作业指书为准 包装数量状态标示清楚,产品质量符 合要求 符合客户及运输要求与箱号、净毛重 管控
IPQC 操作员 IPQC 操作员 IPQC 操作员 IPQC 操作员 IPQC 测试员 IPQC 操作员 IPQC
《品质异常单》 《品质异常单》
〈制程检验规范〉 《作业指导书》
组装
组装
《IPQC巡检记录表》 《纠正预防措施报告》 《制程检验规范》 《生产日报表》 《作业指导书》 《纠正预防措施报告》 《IPQC巡检记录表》 《制程检验规范》 《生产日报表》 《作业指导书》 《纠正预防措施报告》 《IPQC巡检记录表》 《制程检验规范》 《生产日报表》 《作业指导书》 《纠正预防措施报告》 《IPQC巡检记录表》 《制程检验规范》 《生产日报表》 《作业指导书》 《纠正预防措施报告》 《IPQC巡检记录表》 《制程检验规范》 《生产日报表》 《作业指导书》 《纠正预防措施报告》 《IPQC巡检记录表》 《制程检验规范》
QA
《QA抽检日报表》 《纠正预防措施报告》
《作业指导书》
QC 操作员 IPQC QC IPQC
《生产日报表》 《纠正预防措施报告》 《IPQC巡检记录表》
《作业指导书》 《制程检验规范》
成品包装
成品包装 包装质量
《生产日报表》 《作业指导书》 《纠正预防措施报告》 《IPQC巡检记录表》 《制程检验规范》 《生产日报表》 《纠正预防措施报告》 《IPQC巡检记录表》 《作业指导书》 《制程检验规范》 《作业指导书》《 成品检验标准》 《生产单》 《仓库管理规范》
变压器QC工程图
人工 人工
仓管员
生技 作业员 IPQC
管制标准 1.采购单编号 2.进料验收单
1.进料验收单 2.进料验收规范
进料验收单 1.依客户交期排产 2.TNE生产计划表 3.业务接单记录表 1.BOM表 2.领料单
产品作业规范
品质特性相关文件
进料管制程序
规格书或承认书 进料管制程序 生产作业流程 生管作业流程 作业指导书 绕线检查表
检验方法
目视
03 入库
原材料
1.料 号,数量 2.品名,规格
1.交期,数量
04 排程
2.生产能力
3.人员设备
1.料号,数量
05 发料 原材料 2.用量,工单
3.编号
1.铜线 1.设定机器圈数,线径
2.排线架 2.BOBBIN破损,掉脚
06 绕线 3.BOBBIN 3.入槽位置
4.TAPE 4.TAPE宽度
6.切口位置
文件类别 支援文件
QC工程表
文件编号 版本版次 YJ309-0001 A0
页次 1/4
QC工程表(变压器)
NO 工程名称 材料
管制项目
01 进料收货 02 进料检验
原材料 原材料
1.厂商名称 2.订单编号 3.交期,数量 4.品名,规格
5.PO 6.累计数量 1.料号 2.规格,品名 3.数量 4.品质
测试 测量 目视
目视 计算 生产日报表
目视 目视 机器计数
管制方法
治工具
确认频度
逐单
量具 测试仪器
电子秤
依MIL-STD105E 表 II
正常检验 单次抽样 计划抽查
逐单
计算器
逐单
磅秤
C绕线机 2.胶布台 3.手绕机
QC工程图

Proces Equipm s ent/Too Name l
DATE:06/04/2005 Rev. 00
Step No.
Flow Chart
Control
製程 序 HIPOT
流程圖
pass
製程名 機台/ 產品特性 不良項目 稱 設備 7440/9 測試 安規測 p 試站 032M PASS
生產前管理
生產前管理
生產前管理
生產前管理
生產前管理
產品規格
製程特 性
製程規格 半年
製程參數 電流和電壓的 檢查
安規測試 25A / 2S < 0.1 安規儀 Ω;2121Vdc / 的有效 不良 1S <5mA; 期 127Vac/60Hz< 0.3mA
Out of Contr Sample Test Test ol Size/ Control Method Method Personnel Action Frequency Spons or 異常 製程參數規格 抽樣方法 管制方法 檢出方法 執行人員 負責 人 电压 1.5Kvac± 班/次 <<安規測試站校驗記 用校驗盒 作業員 TE工 3%(1.455~1.545K 錄(二)>> 測試,紀錄 程師 vac) 3.0Kvac± 儀器上的 3%(2.91~3.09Kva 實際讀值 c);电流 10mA± 5% (9.5mA~10.5mA) 150KΩ± 班/次 5%(142.5KΩ ~157.5KΩ) 300K Ω± 5%(285~315K Ω 25A / 2S < 0.1 班/次 Ω;2121Vdc / 1S <5mA; 127Vac/60Hz<0.3 mA 天/次 <<安規測試站校驗記 用校驗盒 作業員 錄(二)>> 測試,紀錄 儀器上的 實際讀值 每日样品及测试仪器. 對比 作業員 治具保养檢查记录 Sample的 (二) 儀器讀值 輿實際值
QC工程图
记录表单 (Record Sheet)
原材料厂商材质 规 参照制品 裁线机 格 工艺 流程 绕线机、卡 规格书 首件制作 尺、摇片机 作业要求 电性 外 作业指导 、 测试机 观 书 尺寸 包装
组长 IPQC 互检
√ √
5PCS
作业指导书 产品规格书.
首件检查报 告、
绕线
绕线圈数、线径、 参照制品 规格书 绕线机、剪 材质种类、外观、 刀、夹头 绕线/排线方式、挂 作业指导 线方式 书
自检 互检 巡检 自检 互检 巡检
√ √ √ √ √ √
100% 100% 5PCS/2H 100/% 100/% 5PCS/2H 作业指导书 制程巡检记 录表 作业指导书 制程巡检记 录表、
圈数、颜色规格、 包线圈胶 包胶机、 材质、起收尾切口 带 砂剪、夹头 位置
参照制品 规格书 作业指导 书
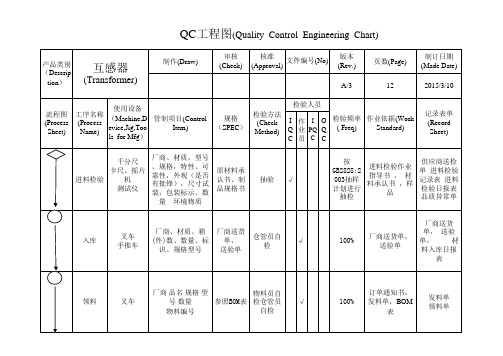
QC工程图(Quality
核准 文件编号(No) (Approval)
使用设备 流程图 工序名称 (Machine,D 管制项目(Control (Process (Process evice,Jig,Too Item) Sheet) Name) ls for Mfg)
规格 (SPEC)
检验方法 I 作 I O 检验频率 作业依据(Work (Check ( Freq) Standard) Method) Q 业 PQ Q C 员 C C
1.测试前一定要点 A/3 12 检测试设备。 2.要认真核对校对 检验人员 标准样板。 检验方法 3.不良品分类标识 规格 管制项目(Control I 作 I O 检验频率 作业依据(Work (Check 摆放。 ( Freq) Item) Standard) (SPEC) Method) Q 业 PQ Q 4.测试时一定要等 参照制品 C 员 C C 电压表显示稳定后 规格书 作业指导书 才可测试下一个产 作业指导 品. 书 5.对初次测试感应 电压低于规格的产 5PCS/2H 巡检 √ 品,可加插I片调整 电压到规格范围,I 片数量根据感应电 压进行调节 自检 参照作业 指导书 制品规格 书 互检 巡检 自检 互检 √ √ √ √ √ 100% 100% 5PCS/2H 100% 100% 作业指导书 作业指导书
干变qc工程图(质量控制计划)xxxx9.xls
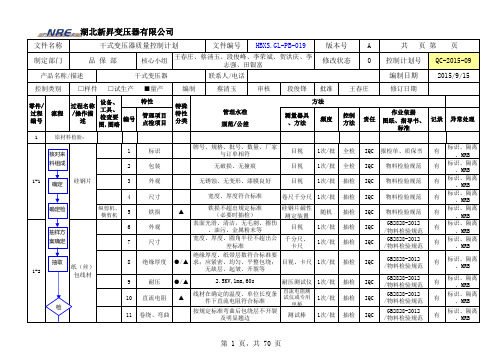
文件编号A 核心小组0控制计划号联系人/电话编制日期蔡清玉审核段俊锋批准修订日期作业依据图纸、指导书、标准11标识目视1次/批全检IQC 报检单、质保书有标识、隔离、MRB 2包装目视1次/批全检IQC 物料检验规范有标识、隔离、MRB 3外观目视1次/批抽检IQC 物料检验规范有标识、隔离、MRB 4尺寸卷尺千分尺1次/批抽检IQC 物料检验规范有标识、隔离、MRB 纵剪机、横剪机5铁损▲硅钢片磁性测定装置随机抽检IQC 物料检验规范有标识、隔离、MRB 6外观目视1次/批抽检IQC GB2828-2012/物料检验规范有标识、隔离、MRB 7尺寸千分尺、卡尺1次/批抽检IQC GB2828-2012/物料检验规范有标识、隔离、MRB 8绝缘厚度●/▲目视、卡尺1次/批抽检IQC GB2828-2012/物料检验规范有标识、隔离、MRB 9耐压●/▲耐压测试仪1次/批抽检IQC GB2828-2012/物料检验规范有标识、隔离、MRB 10直流电阻▲直流电阻测试仪或专用电桥1次/批抽检IQC GB2828-2012/物料检验规范有标识、隔离、MRB 11卷绕、弯曲测试棒1次/批抽检IQCGB2828-2012/物料检验规范有标识、隔离、MRB流程测量器具、方法频度控制方法责任记录异常处理编号设备、工具、检查要图.图略过程名称/操作描述硅钢片纸(丝)包线材零件/过程编号1-11-22.5KV,1ma,60s线材在确定的温度、单位长度条件下直流电阻符合标准按规定标准弯曲后包绕层不开裂及明显翘边无锈蚀、无变形、漆膜良好宽度、厚度符合标准铁损不超出规定标准(必要时抽检)表面光滑、清洁,无毛刺、擦伤、油污、金属粉末等宽度、厚度、圆角半径不超出公差标准绝缘厚度、纸带层数符合标准要求;应紧密、均匀、平整包绕;无缺层、起皱、开裂等管理水准规范/公差原材料检验:牌号、规格、批号、数量、厂家与订单相符无破损、无撞痕管理项目点检项目特殊特性分类控制类别□样件 □试生产 ■量产编制王春庄特性方法制定部门品 保 部王春庄、蔡淸玉、段俊峰、李荣斌、贺洪庆、李志强、田银富修改状态QC-2015-09产品名称/描述干式变压器2015/9/15湖北新昇变压器有限公司文件名称 干式变压器质量控制计划HBXS.GL-PB-019版本号共 页 第 页核对来料组成确定检抽样方案确定抽取确定检桥、变比电桥。
电感、变压器产品作业QC工程图
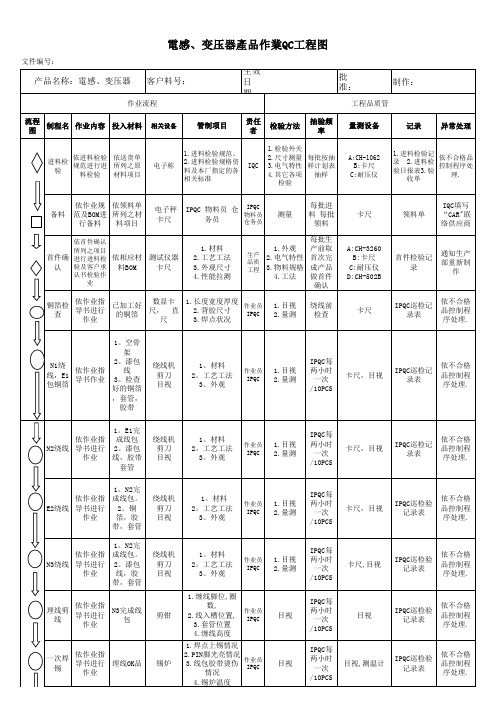
依不合格 品控制程 序处理.
N1绕 线,E1 包铜箔
依作业指 导书作业
1。空骨 架
2。漆包 线
3。检查 好的铜箔 ,套管,
胶带
绕线机 剪刀 目视
1。材料 2。工艺工法
3。外观
作业员 IPQC
1.目视 2.量测
IPQC每 两小时 一次 /10PCS
卡尺,目视
IPQC巡检记 录表
依不合格 品控制程 序处理.
作业
N3完成线 包
一次焊 锡
依作业指 导书进行
作业
理线OK品
绕线机 剪刀 目视
1。材料 2。工艺工法
3。外观
作业员 IPQC
剪钳 锡炉
1.缠线脚位,圈 数,
2.线入槽位置, 3.套管位置 4.缠线高度
作业员 IPQC
1.焊点上锡情况
2.PIN脚光亮情况
3.线包胶带烫伤
作业员 IPQC
情况
4.锡炉温度
依作业指 导书进行
作业
已加工好 的铜箔
数显卡 尺, 直
尺
1.长度宽度厚度
2.背胶尺寸
作业员 IPQC
3.焊点状况
1.目视 2.量测
绕线前 检查
卡尺
A:CH-3260 B:卡尺 C:耐压仪
D:CH-502B
卡尺
领料单
IQC填写 “CAR"联 络供应商
首件检验记 录
通知生产 部重新制
作
IPQC巡检记 录表
IQC
1.检验外关 2.尺寸测量 每批按抽 3.电气特性 样计划表 4.其它各项 抽样
检验
A:CH-1062 B:卡尺
C:耐压仪
1.进料检验记 录 2.进料检 验日报表3.验
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
依作业指导书/承认书/作业标准书
锡炉
光亮度/断线/浸锡深度/锡炉温度/浸锡时间/环保标识/虚焊/连焊/空焊/锡渣
依作业指导书/承认书/工艺标准相关规定
全检
定期点检
随机取样
100%
2次/日
10PCS/次(每小时1次)
目视
温度计
目视/卡尺/钢尺
*
*
*
*
锡炉温度管制表
IPQC巡检日报标
报告上司通知相关部门或发出“纠正和预防措施报告”
依作业指导书/承认书/工随机取样
100%
1次/4H
每小时1次
目视
温度计
目视
*
*
*
*
遂道炉温度管制表
IPQC巡检日报标
报告上司通知相关部门或发出“纠正和预防措施报告”
含浸
凡立水品名/规格/含浸方式/厚度
作业指导书/承认书/作业标准书
依作业指导书/承认书/作业标准规定
点胶胶袋
点胶位置/用量/连接固定效果
依作业指导书/承认书/工艺标准相关规定
全检
随机取样
100%
10PCS/次(每小时1次)
目视
目视
*
*
*
IPQC巡检日报标
报告上司通知相关部门或发出“纠正和预防措施报告”
烤胶
烘烤时间/温度/遂道炉状况
作业指导书/承认书
依作业指导书/承认书/作业标准书
遂道炉
烘烤温度/烘烤时间/遂道炉状况
*
仪器点检记录
IPQC巡检日报标
报告上司通知相关部门或发出“纠正和预防措施报告”
包磁芯胶纸/铜箔底胶
胶纸颜色/规格型号/层数/位置/缠包效果
作业指导书/承认书
依作业指导书/承认书/作业标准规定
自动包胶纸机
胶纸规格/型号/缠包效果/层数/位置/尺寸
依作业指导书/承认书/工艺标准相关规定
全检
随机取样
100%
10PCS/次(每小时1次)
目视/钢尺
目视/钢尺
*
*
*
IPQC巡检日报标
报告上司通知相关部门或发出“纠正和预防措施报告”
焊外铜箔
焊点位置/规格/尺寸/外观
作业指导书/承认书
依作业指导书/承认书/作业标准书/工艺标准规定
烙铁/焊铜箔治具
焊点位置/规格/尺寸/外观
依BOM/作业指导书/承认书/标准书/工艺标准相关规定
全检
随机取样
100%
10PCS/次(每小时1次)
目视
目视
*
*
*
IPQC巡检日报标
报告上司通知相关部门或发出“纠正和预防措施报告”
工程
符号
说明
工程开始操作作业质的检查量的检查质与量的检查操作检查工程结束
QC工程图
产品类别
变压器
发行部门
工程部
版本
A
页码
第7页*共8页
作业流程
生产管理
品质管理
管制者
品质
记录
依BOM/作业指导书/承认书/工艺标准相关规定
全检
随机取样
100%
10PCS/次(每小时1次)
目视/卡尺
目视/卡尺
*
*
*
IPQC巡检日报标
报告上司通知相关部门或发出“纠正和预防措施报告”
一次L‘LK,TS测试
电感量/漏感/圈数
作业指导书/承认书
依作业指导书/承认书/作业标准规定
综合测试仪/电阻仪/电感测试仪
全检
随机取样
100%
10PCS/次(每小时1次))
目视/钢尺
目视/钢尺
*
*
*
IPQC巡检日报标
报告上司通知相关部门或发出“纠正和预防措施报告”
工程
符号
说明
工程开始操作作业质的检查量的检查质与量的检查操作检查工程结束
QC工程图
产品类别
变压器
发行部门
工程部
版本
A
页码
第4页*共8页
作业流程
生产管理
品质管理
管制者
品质
记录
异常处理
工程序号及符号
工程
名称
管制项目
作业规范
规格设定值
生产
设备
检查项目
检测规格
抽查
方式
检测频率
检查
仪器
操作人员
品管员
P
E
现场主管
表单
名称
铜箔引线连脚
脚位/尺寸/外观
作业指导书/承认书
依作业指导书/承认书/作业标准书
斜口钳
脚位/尺寸/外观
依作业指导书/承认书/工艺标准相关规定
全检
随机取样
100%
10PCS/次(每小时1次)
目视/钢尺
*
*
*
IPQC巡检日报标
报告上司通知相关部门或发出“纠正和预防措施报告”
铜箔引线浸锡
浸锡光滑/不断线/不高出支点/尺寸
作业指导书/承认书/作业标准书
依作业指导书/承认书/作业标准书规定
锡炉
浸锡光滑/不断线/不高出支点/尺寸
依作业指导书/承认书/工艺标准相关规定
电感量/漏感/圈数
依作业指导书/承认书/仪器点检规程规定
全检
定期点检
随机取样
100%
2次/日
10PCS/次(每小时1次)
综合自动测试仪/电感测试仪
*
*
*
*
仪器点检记录
IPQC巡检日报标
报告上司通知相关部门或发出“纠正和预防措施报告”
工程
符号
说明
工程开始操作作业质的检查量的检查质与量的检查操作检查工程结束
包胶纸和绕档墙
胶纸型号/宽度/层数/位置/效果/绕线机状况
作业指导书/承认书
依作业指导书/承认书规定
绕线机
圈数/排列效果/胶纸外观/规格/作业方式
依BOM/作业指导书/承认书/工艺标准相关规定
全检
随机取样
100%
10PCS/次(每小时1次)
目视
目视/钢尺
*
*
*
IPQC巡检日报标
报告上司通知相关部门或发出“纠正和预防措施报告”
表单
名称
线包外观检查
尺寸/标记/清除锡渣异物/不断线/焊点高度/套管长度/胶带/线架
作业指导书/承认书/作业标准书
依作业指导书/承认书/作业标准书规定
无
尺寸/标记/清除锡渣异物/不断线/焊点高度/套管/胶带/线架
依作业指导书/承认书/工艺标准相关规定
全检
随机取样
100%
10PCS/次(每小时1次)
目视/钢尺
全检
定期点检
随机取样
100%
2次/日
10PCS/次(每小时1次)
目视
温度计
目视
*
*
*
*
*
锡炉温度管制表
IPQC巡检日报标
报告上司通知相关部门或发出“纠正和预防措施报告”
剪脚
脚位/尺寸/外观
作业指导书/承认书/作业标准书
依作业指导书/承认书/作业标准规定
斜口钳
脚位/尺寸/外观
依作业指导书/承认书/图纸规定
整脚机
针脚能轻松插入合脚板
依作业指导书/承认书/工艺标准规定
全检
随机取样
100%
每小时1次
目视/合脚板
目视/合脚板
*
*
*
IPQC巡检日报标
报告上司通知相关部门或发出“纠正和预防措施报告”
二次浸锡洗脚
外观/尺寸/支点以下焊锡效果
作业指导书/承认书
依作业指导书/承认书/作业标准书规定
锡炉
焊点外观/尺寸
依作业指导书/承认书/工艺标准相关规定
PIN上锡渣凡立水异物/胶带骨架铁心损坏/焊点高/断线/标签/点胶位置/线包胖/尺寸
依作业指导书/承认书/作业标准书规定
全检
随机取样
100%
10PCS/次(每小时1次)
目视
目视
*
*
*
IPQC巡检日报标
报告上司通知相关部门或发出“纠正和预防措施报告”
二次L‘LK,TS测试
异常处理
工程序号及符号
工程
名称
管制项目
作业规范
规格设定值
生产
设备
检查项目
检测规格
抽查
方式
检测频率
检查
仪器
操作人员
品管员
P
E
现场主管
表单
名称
外观检查
PIN上锡渣凡立水异物/胶带骨架铁心损坏/焊点高/断线/标签/点胶位置/线包胖/尺寸
作业指导书/承认书
依作业指导书/承认书/作业标准书规定
牙刷/牙签/刀片
真空含浸机
凡立水品名/规格/含浸方式/油的厚度
依作业指导书/承认书/含浸机点检规定
全检
定期点检
随机取样
100%
2次/日
10PCS/次(每小时1次)
目视
比重计
目视
*
*
*
*
仪器检点记录
IPQC巡检日报标
报告上司通知相关部门或发出“纠正和预防措施报告”
烤凡立水
烘烤时间/温度
作业指导书/承认书
依作业指导书/承认书/作业标准书/工艺标准规定
QC工程图
产品类别
变压器
发行部门
工程部
版本
A
页码
第1页*共8页
作业流程
生产管理
品质管理
管制者
品质
记录