09-03-1饲料运输机PLC控制系统制作
10项目2:喂料机构PLC控制系统制作(精)

接近目标值
1 21 41
+24V 黄红 绿 OUT
+24V IN
COM 0 COM 20
L3
PLC数字量输出口(OUT)
12 3 秤斗空 2 3 4 5 M
22 42 23 43 24
6
L1 L2 南
0V
0V
COM 40
T 24 25 26 温度传感器 42 43 4Y2 Y4 M
W1
U2 V2
W2
N M1 M2 KM1 KM2
秤斗门关好 接近目标值 达到目标值 秤斗空 FR1 FR2
201 202 203 204 205 206
X0 X1 X2 X3
Y0 Y1 Y2
301 302 303
KA1 KA2 KV1
FP0-C10
Y3 X4
304
KV2
饲料运输机PLC控制 系统原理图
电气自动化技术
项目2:喂料机构PLC控制系统制作
单元1:喂料机构PLC控制系统分析 1. 喂料机构运行过程分析
储料仓
细喂料电动机M2 细绞龙 秤斗
粗绞龙
绞龙 称重传感器
粗喂料电动机M1
喂料电动机M 秤斗 秤斗门
电气自动化技术
细喂料电动机M2 细绞龙 秤斗
喂料机构运行过程分析: 1. 当系统检测到秤斗门关闭好后,启 动电动机M1和M2,开始粗喂料; 2. 当秤斗内饲料重量接近目标值时, M1停止,仅M2运行,开始细喂料; PLC的输入输出 分别是什么? 3. 当秤斗内饲料重量达到目标值时, M2停止,完成本次称重;
X3
ED
ED
电气自动化技术
东
Y1
2A FU KM1 U V W L1 L2 KM2 M5 FUSE
自动送料装车系统PLC控制设计说明
一、控制要求1.1 控制对象介绍自动送料装车系统是用于物料输送的流水线设备,主要是用于煤粉、细砂等材料的运输。
自动送料装车系统一般是由给料器、传送带、小车等单体设备组合来完成特定的过程。
这类系统的控制需要动作稳定,具备连续可靠工作的能力。
通过三台电机和三个传送带、料斗、小车等的配合,才能稳定、有效率地进行自动送料装车过程。
如下图所示:1.2 控制原理自动送料装车系统是通过电机和限位开关来控制的。
称重开关S2控制汽车开来或开走。
三台电机控制三个传送带。
进料开关K1控制控制进料与否。
检测开关S1控制料斗中物料的空满。
另外,在S2处增设两个七段数码管,用来统计每日的装车数。
装车数的统计采用脉冲计数的方法进行。
脉冲计数方法是当装料车装满时S2断开后,开始定时放送脉冲;当S2闭合时停止发送脉冲。
一个脉冲的宽度即为一辆汽车。
用两个数码管计数,所计的数即为装车数。
当S2接通时,红灯L1亮,绿灯L2灭,传送电动机M3运行,传送电动机M2延迟M3电动机2S运行,送料电动机M1延迟M2电动机2S运行,料斗K2延迟M2电动机2S打开出料。
当料满后(S2断开后),料斗K2关闭,电动机M1延时2S后关断,M2在M1停后2S后停止,M3在M2停止后2S后停止,L2灯亮,L1灯灭,此时汽车可以开走。
1.3 自动送料装车系统的启停过程示意图该图中从上到下是启动顺序,从下到上是停止顺序。
1.4 控制要求初始状态:红灯L1灭,绿灯L2亮,表示允许汽车开进装料,料斗K2,电动机M1,M2,M3皆为OFF。
当汽车到来时(S2接通表示),L1亮,L2灭,M3运行,电动机M2在M3通2S后运行,M1在M2通2S后运行,K2在M1通2S后打开出料。
当物料满后(用S2断开表示),料斗K2关闭,电动机M1延时2S后关断,M2在M1停2S后停止,M3在M2停2S后停止,L2亮,L1灭,表示汽车可以开走。
设计要求:当料不满(S1为OFF,灯灭),料斗开关K2关闭(OFF),灯灭,不出料,进料开关K1打开(K1为ON)进料,否则不进料。
饲料生产全线控制系统方案
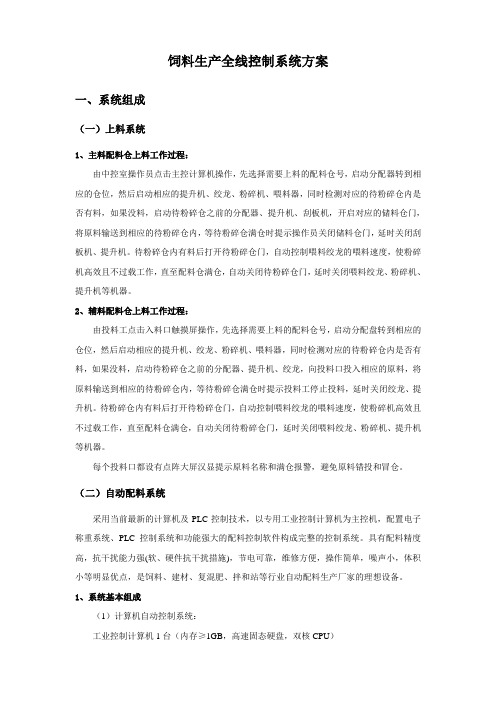
饲料生产全线控制系统方案一、系统组成(一)上料系统1、主料配料仓上料工作过程:由中控室操作员点击主控计算机操作,先选择需要上料的配料仓号,启动分配器转到相应的仓位,然后启动相应的提升机、绞龙、粉碎机、喂料器,同时检测对应的待粉碎仓内是否有料,如果没料,启动待粉碎仓之前的分配器、提升机、刮板机,开启对应的储料仓门,将原料输送到相应的待粉碎仓内,等待粉碎仓满仓时提示操作员关闭储料仓门,延时关闭刮板机、提升机。
待粉碎仓内有料后打开待粉碎仓门,自动控制喂料绞龙的喂料速度,使粉碎机高效且不过载工作,直至配料仓满仓,自动关闭待粉碎仓门,延时关闭喂料绞龙、粉碎机、提升机等机器。
2、辅料配料仓上料工作过程:由投料工点击入料口触摸屏操作,先选择需要上料的配料仓号,启动分配盘转到相应的仓位,然后启动相应的提升机、绞龙、粉碎机、喂料器,同时检测对应的待粉碎仓内是否有料,如果没料,启动待粉碎仓之前的分配器、提升机、绞龙,向投料口投入相应的原料,将原料输送到相应的待粉碎仓内,等待粉碎仓满仓时提示投料工停止投料,延时关闭绞龙、提升机。
待粉碎仓内有料后打开待粉碎仓门,自动控制喂料绞龙的喂料速度,使粉碎机高效且不过载工作,直至配料仓满仓,自动关闭待粉碎仓门,延时关闭喂料绞龙、粉碎机、提升机等机器。
每个投料口都设有点阵大屏汉显提示原料名称和满仓报警,避免原料错投和冒仓。
(二)自动配料系统采用当前最新的计算机及PLC控制技术,以专用工业控制计算机为主控机,配置电子称重系统、PLC控制系统和功能强大的配料控制软件构成完整的控制系统。
具有配料精度高,抗干扰能力强(软、硬件抗干扰措施),节电可靠,维修方便,操作简单,噪声小,体积小等明显优点,是饲料、建材、复混肥、拌和站等行业自动配料生产厂家的理想设备。
1、系统基本组成(1)计算机自动控制系统:工业控制计算机1台(内存≥1GB,高速固态硬盘,双核CPU)WINDOWS XP操作系统19"宽屏液晶显示器(2)电子秤系统:采用智能称重仪表,直接按键操作,清零、校称简单快捷。
PLC的饲料配料控制系统设计分析

PLC的饲料配料控制系统设计分析作者:宋云鹏来源:《电子乐园·上旬刊》2019年第01期摘要:文章主要论述的是PLC的饲料配料控制系统设计的有关问题。
首先,文章针对系统硬件的构成进行了简要的概述,继而在此基础上又分析了系统软件的设计过程,最后,文章针对PLC的饲料配料控制系统设计进行了总结,希望通过文章的论述,能够为饲料配料控制系统性能的提高提供参考,同时也为系统稳定性的提高提供基础。
关键词:PLC;饲料配料;控制系统;设计在饲料生产过程中,对配料的生产十分重要,质量较好的配料能够为饲料质量的提供提供保证,一旦配料的质量不符合要求,那么所生产出的产品的性能也无法达到有关标准,由此可见,做好饲料配料生产十分重要,这是保证产品性能的基础。
PLC的饲料配料控制系统设计能够为饲料配料生产自动化水平的提高以及配料质量的保证提供重要的价值,例如,针对某些生产过程来说,配料的生产过程十分复杂,且对于生产人员素质的要求较高,同时,在生产过程中,受粉尘等影响,生产人员的身体也会出现被伤害的现象,而PLC的饲料配料控制系统的应用能够有效解决这一问题,因此有必要对这一系统的设计问题进行讨论。
一、系统硬件PLC的饲料配料控制系统主要是由磁性开关、电脑、变频器、可编程控制器、下料电机、称重传感器六个部分组成的。
这五个部分中磁性开关主要用于采集气动门的开关信号、电脑主要用于提供人机界面、可编程控制器主要用收集信号发出指令、变频器主要用于调节电机的快慢速度、下料电机是主要的加料执行结构、传感器主要用于采集重量信号。
二、系统软件设计PLC的饲料配料控制系统的功能主要包括自动加料、自动切换电机快慢速、生产数据管理、故障报警,上述功能的实现均是在PLC的基础上实现的,在系统软件的设计过程中,需要使其能够具备上述功能,这是保证系统软件设计能够达到一定要求的基础,以下文章分别从配料以及生产数据管理两个角度对系统软件的设计过程进行了简要的阐述。
09-03-1饲料运输机PLC控制系统制作

选择一个什么 型号的PLC能 满足要求?
系列 程序容量 I/O点
FP0C10
2.7K步
FP0C16
2.7K步
IN:6 OUT:4
IN:8 OUT:8
连接 方法 端子型
MIL
操作 电压
输入 类型
输出 类型
24VDC 24VDC 继电器
24VDC
24VDC
M
电炉H
3~ 4 56
Y4 Y1 Y2 Y3
ON ON ON
KM△ KMY
KM1 KM2
L3 T
Y4 M H
SB1 SB2 SB3
KM△KMY
+ 24V 0V
+ 24V 0V
TVT9
L1 L
M5 北 10
S1
S1 S2
+ 24V 0V
拨盘式开关
+24V OUT
0V
+24V IN
0V
PLC数字量输入口(IN)
RUN PROG
TVT90-3交通灯自控与手控
北
红黄 绿 红 黄
西
绿
绿
东
黄
红 绿黄红
L1
L2
南
L3
L4 ON ON ON 东 绿 黄 红 西
L5
S1 S2 S3 南 绿 黄 红
L6
北
+
24V 0V
TVT-90可编程序控制器训练装置
TVT90-7多种液体自动混合
TVT90-1电机控制
Y1 液提体料A 电动机M
COM 0 1 2 3 4 5 6 7 COM 20 21 22 23 24 25 26 27 COM 40 41 42 43 44 45 46 47
基于plc的皮带运输机控制系统设计毕业设计

基于plc的皮带运输机控制系统设计毕业设计近年来,工业自动化技术在各行业中广泛应用,其中皮带运输机控制系统也越来越受到注重。
本文将针对这一问题进行探讨,重点介绍基于PLC的皮带运输机控制系统设计方案。
一、系统设计基础皮带运输机是一种广泛应用于工厂、码头、矿山等场所的物料输送设备。
其工作原理是将被输送的物品放到皮带上,通过电机带动皮带转动,实现物品的运输。
控制皮带运输机的核心是设计一个控制系统,使得皮带运输机能够高效、稳定地工作。
二、设计要素1. 控制器的选型PLC是工控系统中较为常见的一种控制器,其优点是稳定性高、易于编程、可扩展性强。
在控制系统中,PLC选型要考虑运输机的规模、负荷、环境等因素,使其能够满足对控制精度、反应速度和实时性等方面的要求。
2. 控制系统的组成控制系统主要由传感器、执行器、中央处理器(CPU)、输入/输出模块(I/O模块)等组成。
传感器负责检测物品的位置、速度、重量等信息,执行器则完成控制信号的输出。
CPU负责控制整个系统的运行,进行指令的处理和数据的传输,I/O模块则连接所有设备,进行信号的输入和输出。
3. 控制系统的程序设计在设计控制系统的程序时,应根据实际情况编写适当的控制程序,例如确定启动、停止、加速、减速的条件和时机;设计皮带运输的速率、位置控制程序;编写报警程序,实现故障检测和报警。
4. 系统的安全设计在皮带运输机的控制系统中,安全设计是至关重要的一个环节。
如在触及限位开关的情况下,皮带运输机应该立即停止,以保证设备不会出现安全隐患。
三、总结基于PLC的皮带运输机控制系统设计,是一个多方面的工程,需要综合考虑机械、电气、控制等多个方面的因素。
在设计过程中,应该注重各项技术设计方案的协调与整合,以实现控制系统的完美运转。
自动配料的PLC控制系统设计

目录1绪论 (1)2课题介绍 (2)3设计内容及要求 (3)3.1控制要求 (4)3.2设计要求 (5)3.3控制原理介绍及图示 (6)3.4控制方案 (7)4 硬件设计 (8)4.1元器件选择 (9)4.2元器件清单案 (10)4.3 硬件控制原理图 (11)5软件设计 (12)5.1设计思想 (13)5.2 I/O地址表 (14)6运行与调试 (15)7.小结 (16)8.参考文献 (17)附录 (18)1顺序功能图 (19)2完整的梯形图 (20)一.绪论可编程控制器是一种数字运算操作的电子系统,专为在工业环境下应用而设计。
它采用可编程序的存储器,用来在其内部储存执行逻辑运算,顺序控制,定时,计数和算术运算等操作指令,并通过数字的,模拟的输入和输出,控制各类型的机械或生产过程。
可编程控制器及其有关设备,都应按易于工业控制系统形成一个整体,易于扩充其功能的原则设计。
目前,PLC在小型化,大型化,大容量,强功能等方面有了质的飞跃,使早期的PLC从最初的逻辑控制,顺序控制发展成为具有逻辑判断,定时,计数,记忆和算术运算,数据处理,联网通行及PID回路调节等功能的现代PLC。
但是仍能沿用着顺序扫描,程序控制等基本模式及CPU+通行+I/O 等基本结构。
二.课题介绍全自动配料控制系统在各个行业的应用已屡见不鲜,如:冶金,有色金属,化工,建材,食品等行业。
它是成品生产的首要环节,特别是有连续供料要求的行业,其配比的过程控制直接影响了成品的质量,它是企业取得最佳经济效益的的先决条件。
虽然行业各自不同的工艺特点对配料控制要求也不同,但其高可靠性,先进性,开放性,免维护性,可扩展性是工厂自动化FA所追求的一致目标。
2.1自动配料系统的特点(1)配料现场粉尘大,环境恶劣;(2)各组分在配方中所占比例不同,有时甚至差异悬殊;(3)配料速度和精度要求高;(4)配方可能经常变换,调整;(5)物料可能受环境影响,湿度影响;2.2自动配料系统的组成自动配料系统是对粉粒或液体物料进行单秤称重并按所选配方混合这一工业进行实时监控管理的自动化系统已广泛应用于冶金,建材,化工,医药,粮食及饲料的行业。
散粮输送PLC控制系统的设计与实现
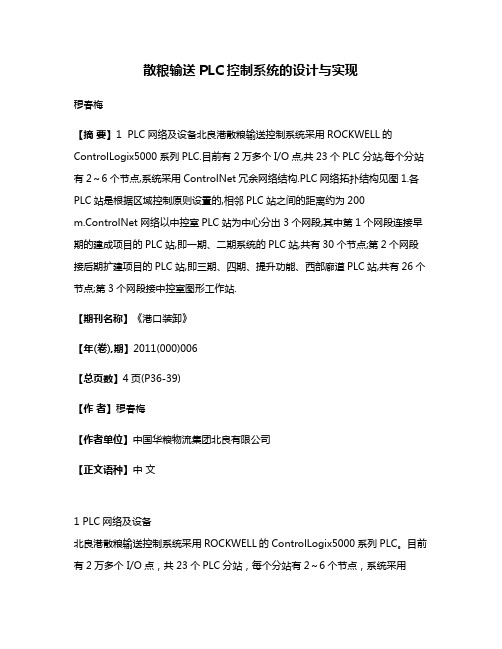
散粮输送PLC控制系统的设计与实现穆春梅【摘要】1 PLC网络及设备北良港散粮输送控制系统采用ROCKWELL的ControlLogix5000系列PLC.目前有2万多个I/O点,共23个PLC分站,每个分站有2~6个节点,系统采用ControlNet冗余网络结构.PLC网络拓扑结构见图1.各PLC站是根据区域控制原则设置的,相邻PLC站之间的距离约为200m.ControlNet网络以中控室PLC站为中心分出3个网段,其中第1个网段连接早期的建成项目的PLC站,即一期、二期系统的PLC站,共有30个节点;第2个网段接后期扩建项目的PLC站,即三期、四期、提升功能、西部廊道PLC站,共有26个节点;第3个网段接中控室图形工作站.【期刊名称】《港口装卸》【年(卷),期】2011(000)006【总页数】4页(P36-39)【作者】穆春梅【作者单位】中国华粮物流集团北良有限公司【正文语种】中文1 PLC网络及设备北良港散粮输送控制系统采用ROCKWELL的ControlLogix5000系列PLC。
目前有2万多个 I/O点,共23个PLC分站,每个分站有2~6个节点,系统采用ControlNet冗余网络结构。
PLC网络拓扑结构见图1。
图1 PLC系统结构框图各PLC站是根据区域控制原则设置的,相邻PLC站之间的距离约为200 m。
ControlNet网络以中控室PLC站为中心分出3个网段,其中第1个网段连接早期的建成项目的PLC站,即一期、二期系统的PLC站,共有30个节点;第2个网段接后期扩建项目的PLC站,即三期、四期、提升功能、西部廊道PLC站,共有26个节点;第3个网段接中控室图形工作站。
中央控制室设有一个PLC站,在该站安装了3个CPU,其机架布置见图2。
其中第1个CPU负责一期、二期系统控制,第2个CPU负责三期以后的系统控制。
这两个CPU各自分担一半主系统程序,第3个CPU负责现场辅助设备的控制。
PLC毕业设计----PLC毕业设计题目汇总
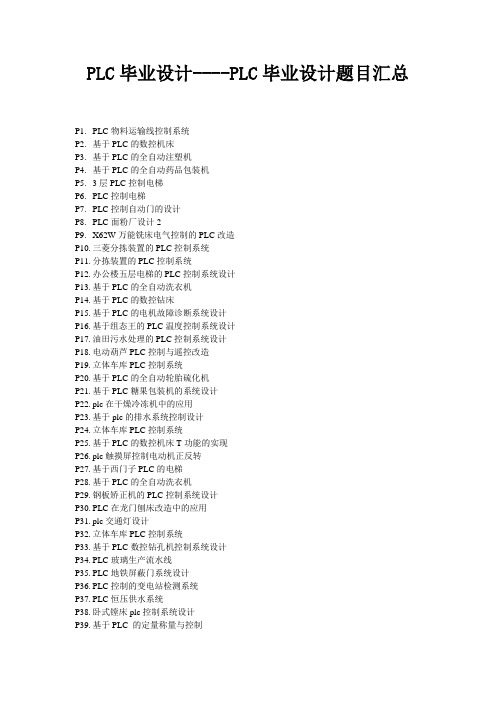
PLC毕业设计----PLC毕业设计题目汇总P1.PLC物料运输线控制系统P2.基于PLC的数控机床P3.基于PLC的全自动注塑机P4.基于PLC的全自动药品包装机P5.3层PLC控制电梯P6.PLC控制电梯P7.PLC控制自动门的设计P8.PLC面粉厂设计2P9.X62W万能铣床电气控制的PLC改造P10.三菱分拣装置的PLC控制系统P11.分拣装置的PLC控制系统P12.办公楼五层电梯的PLC控制系统设计P13.基于PLC的全自动洗衣机P14.基于PLC的数控钻床P15.基于PLC的电机故障诊断系统设计P16.基于组态王的PLC温度控制系统设计P17.油田污水处理的PLC控制系统设计P18.电动葫芦PLC控制与遥控改造P19.立体车库PLC控制系统P20.基于PLC的全自动轮胎硫化机P21.基于PLC糖果包装机的系统设计P22.plc在干燥冷冻机中的应用P23.基于plc的排水系统控制设计P24.立体车库PLC控制系统P25.基于PLC的数控机床T功能的实现P26.plc触摸屏控制电动机正反转P27.基于西门子PLC的电梯P28.基于PLC的全自动洗衣机P29.钢板矫正机的PLC控制系统设计P30.PLC在龙门刨床改造中的应用P31.plc交通灯设计P32.立体车库PLC控制系统P33.基于PLC数控钻孔机控制系统设计P34.PLC玻璃生产流水线P35.PLC地铁屏蔽门系统设计P36.PLC控制的变电站检测系统P37.PLC恒压供水系统P38.卧式镗床plc控制系统设计P39.基于PLC 的定量称量与控制P40.PLC玻璃生产流水线P41.桥式天车的PLC控制的虚拟凸轮控制器的开发P42.油脂浸出设车间PLC控制系统P43.plc 在三相异步电机控制中的应用P44.PLC传送带控制系统P45.PLC在电网备用自动投入中的应用P46.plc在岸边集装箱起重机上是应用P47.plc在石油储运自动化系统中的应用P48.PLC小型吊车的控制线路P49.PLC小车填装`控制系统P50.PLC控制机械手设计P51.PLC控制锅炉输煤系统P52.PLC玻璃翻转机的控制P53.PLC自动门控制系统P54.PLC运输机控制系统P55.PLC锅炉灭火保护系统P56.T68镗床plc控制系统设计P57.XA6132万能铣床电气控制的PLC改造P58.三相鼠笼式异步电动机的Y--△起动PLC控制P59.三相步进电动机的PLC控制系统设计P60.三菱PLC简易电子计算器P61.停车自动化PLC控制系统P62.基于PLC控制的加热炉温度串级控制系统设计P63.基于PLC温度控制系统设计P64.基于PLC电热水器水箱水位检测系统的设计P65.基于PLC的全自动洗衣机P66.基于PLC的全自动药品包装机P67.基于PLC的刨台控制系统设计P68.基于PLC的加热反应炉自动控制系统的设计P69.基于PLC的往复式牵引机的电控系统设计P70.基于PLC自动重合闸P71.基于PLC转速电流双闭环数字直流调速系统的设计P72.家用浴缸水温的PLC控制P73.水箱水温的PLC控制P74.污水处理PLC控制系统设计P75.燃油锅炉控制电路PLCP76.用PLC控制步进电机P77.由PLC控制的马达转子专用车床P78.立体车库PLC控制系统P79.西门子S7-200PLC煤矿瓦斯监控系统P80.1007407767基于plc的温室大棚的控制系统的设计P81.1093287185)基于PLC的循环彩灯P82.基于智能仪表和PLC箱式炉电气控制系统设计P83.基于PLC的直流调速监控系统的设计P84.PLC切片机控制系统的设计P85.三相鼠笼式异步电动机的Y--△起动PLC控制P86.磨床PLC控制系统的设计P87.基于单片机的PLC编程控制器P88.三菱物料分拣装置的PLC控制系统P89.基于PLC控制的编织带自动切带机电气系统设计P90.PLC的温度双模控制P91.点火线圈引脚装配机PLC控制系统P92.半精镗床专用机床PLC电控系统的设计P93.plc在数控回转台上的应用P94.西门子PLC步进电机直接控制P95.基于西门子PLC的电梯P96.基于西门子PLC S7-200的三层电梯模拟控制系统设计P97.基于PLC的分拣装置控制系统设计P98.基于PLC的电机故障诊断系统设计P99.应用plc对轴承专用车床的改造P100.PLC自动封箱P101.PLC在工业锅炉自动控制中的应用P102.四层电梯PLC控制系统设计P103.PLC在人造晶体制造设备中的应用P104.PLC控制的对辊破碎机P105.攻丝车床电气控制系统设计PLCP106.PLC在主变压器自动灭火系统中的应用P107.PLC曝气池溶解氧控制技术P108.转台式组合机床PLC控制系统的设计P109.PLC在机械传动中的应用P110.基于PLC的混凝土搅拌站控制系统设计P111.基于PLC的自动售货机的设计P112.基于PLC的污水处理系统的设计P113.基于PLC的电热锅炉控制系统P114.基于西门子PLC的加热炉炉温PID控制研究P115.基于PLC城市照明控制系统的设计P116.西门子s7-200的PLC的4层电梯设计P117.基于PLC 温室大棚系统设计P118.基于PLC的银行排队叫号系统设计P119.PLC在四柱液压机上的应用P120.基于PLC的锅炉温度控制P121.基于PLC的PWM变频调速系统研究P122.PLC锅炉水温串级调节监控系统设计P123.基于plc的智能照明控制系统的设计P124.PLC商店自动门控制P125.PLC控制中小型蒸汽锅炉智能燃烧系统设计。
课程设计(论文)基于plc自动配料运输机控制系统的设计

基于PLC自动配料运输机控制系统的设计第一章三菱FX2N系列可编程控制器简介 (13)1.1 FX2N系列PLC的结构特点 (13)1.2 FX2N系列PLC的基本组成 (14)1.3 FX2N系列可编程控制器内部元件及功能 (14)第二章应用PLC实现控制系统的设计 (19)2.1选题依据 (19)2.2方案研究与选择 (19)2.3结构设计及控制要求 (21)第三章系统的总体设计 (24)3.1 PLC机型的选择及外部接线图 (24)3.2 I/O设备及I/O编号的分配 (24)3.3顺序功能图的设计 (25)3.4梯形图的设计及程序分析 (26)参考文献 (32)附录 (33)第一章三菱FX2N系列可编程控制器简介1.2FX2N系列PLC的基本组成FX2N系列PLC由基本单元、扩展单元、扩展模块及特殊功能单元构成。
仅用基本单元或将上述各种产品组合起来使用均可。
基本单元包括CPU、存储器、输入输出口及电源,是PLC的主要部分。
扩展单元时用于增加I/O点数及改变I/O比列,内部无电源,由基本单元或扩展单元供电。
因扩展单元及扩展模块无CPU,因此必须与基本单元一起使用。
特殊功能单元是一些专门用途的装置,如位置控制模块、模拟量控制模块、计算机通讯模块等等[8]。
1.3FX2N系列可编程控制器内部元件及功能FX系列产品,它内部的编程元件,也就是支持该机型编程语言的软元件,按通俗叫法分别称为继电器、定时器、计数器等,但它们与真实元件有很大的差别,一般称它们为“软继电器”。
这些编程用的继电器,它的工作线圈没有工作电压等级、功耗大小和电磁惯性等问题;触点没有数量限制、没有机械磨损和电蚀等问题。
它在不同的指令操作下,其工作状态可以无记忆,也可以有记忆,还可以作脉冲数字元件使用。
一般情况下,X代表输入继电器,Y代表输出继电器,M代表辅助继电器,SPM代表专用辅助继电器,T代表定时器,C代表计数器,S代表状态继电器,D代表数据寄存器,MOV代表传输等。
基于PLC自动配料皮带运输机控制系统的设计_毕业设计论文

基于PLC自动配料皮带运输机控制系统的设计摘要在现代化的工业生产中常常需要对物料进行加工、搬运,如果这些繁杂的工作由人工完成的话不但效率低,而且劳动强度大,不适合现代化的生产需要。
本文主要对基于PLC自动配料皮带运输机控制系统进行了详细的研究,该系统有两大部分构成:自动配料装置及皮带运输机控制系统。
该控制系统具有精度高、成本低、抗干扰能力强、故障率低、操作维护简单等特点,具有良好的应用价值,在建材、化工、食品机械、钢铁、冶金、煤矿等工业生产中广泛使用。
本次设计主要的内容:采用三菱FX2N系列PLC实现控制系统的设计,着重从带式运输机,液体混合装置系统两个方面深入研究,确定其控制要求,明确PLC 的机型的选择,确定I/O地址的分配,设计I/O接线图、控制流程图及梯形图,深入理解PLC的编程方法,按照控制要求对自动配料皮带运输机系统进行编程。
关键字:PLC,自动配料皮带运输机,程序,设计!!所有下载了本文的注意:本论文附有CAD图纸和完整版最终设计,凡下载了本文的读者请留下你的联系方式(QQ邮箱),或加我百度用户名QQ,我把图纸发给你。
最后,希望此文能够帮到你!PLC-BASED AUTOMATIC CONTROL SYSTEM FORBELT CONVEYOR DESIGNABSTRACTIn modern industrial production is often a need for materials for processing, handling, if the complexity of the work completed by the manual, then not only inefficient, but also labor-intensive, not suitable for modern production. In this paper, PLC-based automatic control system for belt conveyor carried out a detailed study, which consisted of two major systems: Automatic batching plant and control system for belt conveyor. The control system has high accuracy, low cost, anti-interference ability, low failure rate, simple operation and maintenance, has a good application value, In building materials, chemical industry, food machinery, iron and steel, metallurgy, coal and other widely used in industrial production.The main design elements: the use of Mitsubishi FX2N Series PLC control system design, focusing on transport belt, liquid mixing device-depth study of two aspects of the system to determine control requirements, the model explicitly the choice of PLC, determine the I / O address allocation, the design of I / O wiring diagram, control flow chart and the ladder, in-depth understanding of PLC programming method, in accordance with the control requirements of the transport belt automatic programming system.KEY WORDS: PLC, automatic transport belt ingredients, program, design目录前言 (1)第1章可编程序控制器概述 (2)1.1可编程序控制器的产生和发展 (2)1.2可编程控制器的基本组成和工作原理 (6)1.2.1 PLC的基本组成 (6)1.2.2 PLC的工作原理 (9)1.3可编程序控制器的特点 (11)第2章三菱FX2N系列可编程控制器简介 (13)2.1 FX2N系列PLC的结构特点 (13)2.2 FX2N系列PLC的基本组成 (14)2.3 FX2N系列可编程控制器内部元件及功能 (14)第3章应用PLC实现控制系统的设计 (19)3.1选题依据 (19)3.2方案研究与选择 (19)3.3结构设计及控制要求 (21)第4章系统的总体设计 (24)4.1 PLC机型的选择及外部接线图 (24)4.2 I/O设备及I/O编号的分配 (24)4.3顺序功能图的设计 (25)4.4梯形图的设计及程序分析 (26)结论 (30)谢辞 (31)参考文献 (32)附录 (33)外文资料翻译 (35)前言PLC目前已广泛应用于工业生产的自动化控制领域,无论是从国外引进的自动化生产线,还是自行设计的自动控制系统,都普遍采用了PLC控制。
基于PLC的运料传送带的控制系统设计

0 引言本文针对传统皮带运输机的节能运行进行了分析,设计了基于PLC 的控制系统。
可编程控制器(PLC)是以微处理器为基础的通用工业自动化控制,被称为工业自动化的支柱之一。
1 总体方案设计1.1 皮带运输机的结构该皮带式输送机具有结构简单、运行正常、输送能力大、部件摩擦强度低、能耗低等优点,能自由行走,在机体全长或弯曲的地方可以横向装卸。
引擎是一个能量源,有一个发射器,它与主机相连:物料不断地被输送到传送带上。
滚子装在搁板上,滚子由轴、轴承和标准袖等组成,输送带是承载机构和牵引机构。
1.2 运输机的工作流程(1)启动自动启动:点击自动启动按钮,启动信号灯亮,启动时启动(终端)M4载物架,延时5秒启动m3,延时5秒启动M2,延时5秒启动M1,5秒后启动M1,即启动M4【启动】%5延时5秒,启动m3【启动】%5延时5%M2【启动】%1【启动】%。
M4手动激活:点击开始按钮,开始光线明亮,通常情况下,启动皮带机M4,按钮然后点击M3,然后开始M3的带式输送机,然后单击按钮平方米,开始带式输送机M2,终于按下开始按钮M1,M1开始式输送机;M1手动停止:按下停止按钮,停止灯,在正常情况下,停止皮带机M1,刹车灯灯;停止按钮,然后单击平方米,然后停止皮带输送机M2,M3,然后单击停止按钮,然后停止皮带机M3,M4终于停止按钮,然后停止M4带式输送机。
系统停止流程图如图1所示。
图1 皮带启动流程图1.3 系统的设计内容带式输送机控制系统采用PLC 控制发动机,控制煤的运行,允许在紧急情况下按相反的顺序启动、停止故障和停车。
出现故障时,需要前面的皮带输送机和皮带立即停止,启动自动控制当第一个开始最后的皮带机,5秒之后延迟,进而启动其他带;当发生故障时,紧急开关应手动和自动启动紧急开关,以停止所有带宽传送带的维护,并停止与相应数据相连的一个电流表,如果电流或电压是手动控制的,则可以手动禁用。
算机控制已经扩展到几乎所有部门。
基于PLC的饲料生产线自动化控制系统设计

计 算机和现 场控 制计算机 组成。系统总 体设计方 案 图如 图 1 所示 。
作者 简介 : 郑娜 ( 1 9 9 4 一) , 女, 汉族 , 山东潍坊 人, 烟台南 山学院 2 o 1 3 级自 动化专业学生 。 董云云 ( 1 9 8 0 一 ) , 女, 汉族 , 山东滨州人 ,
可 以实现饲料 配料所 需的精度 。
关键词:饲料 生产 ;配料 系统 ;组 态监控
中图分类号 :T P 2 9 文献标识码 :A
一
、
引言
1 . 饲料厂 配料控制方式的选择
上位机 使用 工控机 ,下位 机 则使 用智能数 学
自古 以来 ,我 国以 农业大 国著称 于世 ,畜牧 业生 产在我 国就 尤为重要 。2 0 1 0年 ,我 国 已经成
时 ,也要提 高饲料生产 的精 度。
近年 来 ,伴 随着计算机技术和 P L C技术 的快 速 发展 ,全 国的配 置软件 得到改善 ,再加 上结合 P L C通信 能 力 不断提 高 ,以 P L C为 核心 的 各种 控制 系统 已经很 常见 …。 使用 P L C控制饲料生产 , 不但能 解决饲料 产量和 质量 问题 ,也能减 轻企 业 工人的 劳动强 度 ,而且提 高生产 效率 ,并 为企业 带 来很好 的经 济效益 ,同时推动 了国民经济 的发 展 。 因此 ,进一步提 高饲料 厂 的 自动化 程度 ,设 计 出高性 能 自动控 制系统 和高精 度 自动 配料 系统 具有 重要 意义。 二 、系统 总体方案设计
量要 高于需要 配制 的物料 的重量 ,这 使得传 感器 量程变大 ,称量精度 降低 。
通过 以上称 量方式 的对 比 ,综合 考虑 配料速
蝴
度 与精度以 及生产成 本等 因素 ,本 文选用进 料式 称量的零位法方式 。
基于PLC的饲料生产线自动化控制系统研究

基于PLC的饲料生产线自动化控制系统研究基于PLC的饲料生产线自动化控制系统研究摘要:随着科技的不断进步和生产技术的不断升级,饲料行业的生产方式正从繁杂的手工操作向全面智能化、全面自动化转变。
因此,研究基于PLC的饲料生产线自动化控制系统,有着重要的实际意义和良好的经济效益。
本文主要探讨了PLC自动化技术在饲料生产线控制系统中的应用及其优势,旨在为饲料生产线的自动化控制提供一些有益的思路和经验。
关键词:PLC技术;饲料生产线;自动化控制系统;优势一、绪论饲料生产线是指用于制造各种饲料产品的加工设备自动化系统,包括各种饲料加工机械与设备、自动化控制系统、输送系统、包装系统等,其目的是实现饲料生产自动化,提高产品质量和生产效率,降低制造出现受损、错误等不良品的可能性。
在饲料生产中,控制系统的稳定性和精度对于生产效益的影响非常大,而PLC技术正是一种能够提供稳定性和高精度控制的技术。
PLC,即可编程逻辑控制器,是一种数字式运算装置,广泛应用于自动化控制系统。
它以可编程的、可扩展的和可靠的电子元器件为基础,可以通过逻辑运算、计数、计时、信号输入和输出控制,常用于工业生产线、制造业、交通运输和水利水电等领域的自动化控制。
与传统的电子管、继电器和计算机等控制系统相比,PLC控制系统更加灵活、可靠和易于维护。
本文主要探讨PLC技术在饲料生产线中的应用,以及PLC控制系统相对于传统控制系统的优势,旨在为饲料生产线的自动化控制提供一些有益的思路和经验。
二、PLC技术在饲料生产线中的应用1. 自动化协调饲料生产线中各种不同加工设备之间的自动化协调与控制是PLC技术的重要应用方向。
例如,将大多数生产流程自动化后,牛奶粉和乳酪粉两种产品需要通过一个旋转分离器进行分离和输送。
此时,PLC控制系统可以通过IO接口控制旋转分离器的运转,完成牛奶粉和乳酪粉的分离与输送。
此外,PLC控制系统还可以实现不同加工设备之间的自动分配和协同作业,从而提高饲料生产线的生产效率和产品质量。
PLC饲 料 运 输 机 PLC 控 制 系 统项目使用说明书 模板

饲料运输机 PLC 控制系统设计说明书班级:姓名:学号:2014.3一、概述饲料运输机是饲料生产设备中重要的组成部分,主要完成成品饲料从储料池提升到自动打包秤的储料仓内,以备自动装袋打包用。
该控制系统能够实现饲料的自动运输,根据储料仓内饲料的多少自动实现饲料的运输。
控制系统操作简单,使用方便,工作可靠。
二、系统的组成该控制系统主要由电动机控制主电路、PLC 控制电路两部分组成。
三、控制系统的功能当按下系统启动按钮SB1后,系统开始工作,随着储料仓下面的喂料电动机M2在间断地运行,把储料仓内的饲料不断向外排,饲料位置不断下降。
如果料位低于L2,则启动M1,开始给储料仓上料;如果料位达到L1时,停止M1;当按下停止按钮SB2时,整个系统停止。
四、产品结构尺寸五、控制系统主要技术参数1.A 、任务分析及选择 B 、机型选择及控制系统I/O 分配输入 输出启动按钮 SB1: X0 接触器KM 线圈: Y0 停止按钮 SB2: X1 上料位开关L1: X2 下料位开关L2: X3 热继电器FR: X4 2.控制系统原理图3.控制梯形图X3X2Y0Y0X0X1R0R0R0EDX4注:一般不在说明书中提供原程序,可以另外放在《程序清单》中单独提供。
四、控制系统的的使用方法注:请按下列操作顺序使用控制系统。
1.使用前注意检查控制系统的完好性,有无导线松脱、接触不良等现象,若有,请及时排除;2.系统完好时,接通电源,按下“启动”按钮,系统开始工作;3.若料位低于L2,则自动启动M1,开始给储料仓上料;若料位达到L1时,系统自动停止M1;4.按下“停止”按钮,系统停止工作;饲料运输机PLC 控制系统原理图石家庄铁路职业技术学院40631班制图审核设计图号比例第 1 张共 1 张张三(××)王五(××)张三(××)ML1L2L3QF1KMU V WU1V1W1N24V0VQF2101NKMKA302UU11V11W11FR X0X1X2X3Y0COMCOM24V24V0V0VSB1SB2L1L2KAF P 0-C 1024V0V201202203204301X4FR205序号名称符号型号数量备注单位123456断路器接触器QF1KM DZ47-*个21个3P ,1个1PCJ20-*个1开关电源U 个1个1个1个2PLC 中间继电器KA FP0-C107按钮SB个2接近开关1个红,1个绿L 8个1热继电器FR JR20-*。
基于PLC的饲料生产线控制系统研究与设计
基于PLC的饲料生产线控制系统研究与设计一、引言饲料生产是现代农业生产中不可或缺的一个环节,对于保障家禽、牲畜等畜禽的生长发育具有重要作用。
传统的饲料生产线控制系统使用机械电气传动方式,工作效率低、生产灵活性差。
因此,基于可编程逻辑控制器(PLC)的饲料生产线控制系统研究与设计具有重要意义,可以提高生产线的自动化程度和生产效率。
二、PLC的基本原理与特点PLC是一种数字化的电子装置,是用于工业自动化控制领域的一种逻辑控制器。
PLC的基本原理是将输入的电信号经过逻辑运算处理后,通过输出模块控制执行器的动作。
PLC具有以下几个特点:1.稳定可靠:PLC使用独特的工业级组件和设计,可以在恶劣的工作环境下稳定运行。
2.易于编程:PLC采用可视化编程软件,程序编写简单,易于操作和维护。
3.高度可扩展:PLC的输入输出模块可根据需要进行扩展,具有良好的灵活性。
4.高效可靠的通信:PLC可以与上位机、人机界面等设备进行通信,实现实时监控和数据传输。
三、饲料生产线控制系统设计1.系统结构设计饲料生产线控制系统的基本结构包括输入部分、中央处理器、输出部分和通信部分。
输入部分负责采集控制系统所需的各种传感器信号,中央处理器对输入信号进行处理和控制逻辑运算,输出部分根据处理结果控制执行器的动作,通信部分用于与上位机进行数据交互。
2.输入部分设计饲料生产线中常见的传感器包括温度传感器、压力传感器、流量传感器等。
利用PLC的模拟量输入模块采集各传感器的模拟信号,并进行准确的AD转换,将模拟量信号转换为数字量信号。
3.中央处理器设计中央处理器由PLC主控模块和运算存储模块组成。
根据饲料生产线的工艺要求,编写PLC控制程序,定义各个模块的输入输出及运算逻辑。
PLC主控模块负责执行控制程序,根据输入信号进行逻辑处理,控制输出模块的动作。
4.输出部分设计输出部分由PLC的数字量输出模块组成,控制执行器的动作。
饲料生产线中常见的执行器包括电机、气缸等。
基于PLC的饲料生产线自动化控制系统研究与设计

结论
本次演示对基于PLC的饲料生产线自动化控制系统进行了深入的研究与设计。 通过将PLC应用于现有系统中,我们有效地提高了控制精度、降低了故障率、提 高了生产效率并降低了成本。通过调试与优化,我们确保了系统的可靠性和高效 性。
感谢观看
通过测试数据分析和比对,我们发现基于PLC的自动化控制系的数字运算能力,使得控制精度得到大幅度提高。
2、故障率更低:PLC的高可靠性设计使得系统的故障率降低。
3、智能化程度更高:通过引入PLC,我们可以实现更加复杂的控制策略,如 故障诊断、能耗优化等。
PLC基础知识
可编程逻辑控制器(PLC)是一种数字运算控制器,专门为工业环境下的应 用而设计。它通过执行存储器中的程序来实现控制功能,包括输入采样、程序执 行和输出刷新等步骤。PLC按结构可以分为整体式和模块式两种,按功能可以分 为低级、中级和高级三种。
饲料生产线自动化控制系统
现有的饲料生产线自动化控制系统在一定程度上实现了自动化生产,但仍存 在一些问题,如控制精度不高、故障率较高、缺乏智能化等。为了解决这些问题, 我们可以引入PLC,实现更加可靠、高效的自动化控制。
基于PLC的饲料生产线自动化控 制系统研究与设计
目录
01 摘要
03 PLC基础知识
02 引言
04
饲料生产线自动化控 制系统
目录
05 PLC控制程序设计
07 结论
06 系统测试与结果验证
摘要
本次演示着重探讨了基于PLC的饲料生产线自动化控制系统的研究与设计。 首先,介绍了PLC的基本概念、工作原理和分类。其次,分析了现有饲料生产线 自动化控制系统的不足,并提出了基于PLC的改进方案。接着,详细介绍了PLC控 制程序的编写方法与技巧,包括输入输出控制、程序结构设计和故障处理等方面。
基于PLC的运料传送带的控制系统设计
基于PLC的运料传送带的控制系统设计摘要针对中小型皮带运输机的控制系统采用继电器控制,致使生产效率低,生产成本高,企业的竞争能力差,本文利用三菱FX2N系列PLC控制皮带输煤机,有手动控制和自动控制两种控制方式,实现了软件与硬件相结合的控制方法,是皮带运输机自动化控制系统改善和提高的一条有效途径,用四条皮带运输机的传送系统,分别用四台电动机带动,具有较高的应用推广价值。
该系统用可编程序控制器(PLC)作为控制核心,结合电动装置、称重传感技术的自动运输。
在软件设计中,给出了程序流程图,并设计出梯形图程序,出现故障时可及时发出警报信息。
此外,研究了MCGS在皮带运输机控制系统中的应用。
利用组态软件MCGS设计了皮带运输机控制系统监控界面,进而为维修和故障诊断提供了多方面的可能性,充分提高了系统的工作效率。
关键词:三菱PLC,皮带输送机,自动化AbstractAccording to the control system of small and medium sized belt conveyor with relay control, resulting in low production efficiency, high production cost, the enterprise competition ability, this paper makes use of the MITSUBISHI FX2N series PLC control of belt conveyer, a manual control and automatic control two control mode, control method realizes the combination of software and hardware, is a belt conveyor an effective way to improve the automation control system, transmission system with four belt conveyer, respectively with four motor drive, has a higher application value. The system uses programmable logic controller (PLC) as the control core, and combines pneumatic technology, sensing technology and position control technology to control the automatic transportation of products on-site. In the software design, the program flow chart is given, and the ladder diagram program is designed. When the failure occurs, the alarm information can be sent out in time. In addition, the application of MCGS in the control system of belt conveyer is studied. The monitoring interface of belt conveyor control system is designed by using configuration software MCGS, which provides many possibilities for maintenance and fault diagnosis, and improves the working efficiency of the system.Key words: MITSUBISHI PLC, belt conveyor, automation目录1 总体方案设计 (1)1.1皮带运输机的结构 (1)1.2运输机的工作流程 (2)1.2.1 启动 (2)1.2.2 停止 (3)1.3系统的设计内容 (3)2 皮带运输机装置控制系统的硬件设计 (4)2.1可编程控制器(PLC)的选型 (4)2.2传感器的选择 (5)2.3电机选择 (5)2.4通信接口 (5)2.5触摸屏 (6)2.6中间继电器 (6)2.7热继电器 (6)2.8接触器 (7)3 皮带运输机软件以及调试设计 (7)3.1运输机软件的流程图框架 (7)3.2电机正反转程序设计 (8)3.3运行和调试 (11)3.4组态MCGS界面运行的设计 (11)3.4.1MCGS的简介 (11)3.4.2 建立MCGS组态画面 (11)结论 (17)致谢 (18)参考文献 (19)附录一PLC接线图 (20)附录二梯形图程序 (21)附录三输入/输出分配表 (30)本论文以矿用皮带机电气控制系统为研究对象,针对现有煤矿的需要,进行基于PLC的矿用皮带机电气控制系统的设计,使其达到高效率、高节能,高自动化的水平。
自动配料装车的PLC控制系统设计

课程名称电气控制与PLC 课题名称自动配料装车的PLC控制系统设计前言可编程程序控制器(PLC, Programmable Logic Controller)因其高可靠性和较高的性价比,而在工业控制中被广泛应用。
力控组态软件由于计算机的普及和其本身价值(实时多任务、开放性、灵活性、通用性和可靠性)的被认知,也在快速的发展中。
本文基于可编程序控制器PLC和力控组态软件设计自动配料系统的控制系统和监控系统。
首先,利用德国Siemens公司的S7-200系列PLC 对自动配料系统进行控制。
运用与之相配的STEP7编程,通过LAD编程语言编制了下位机的控制程序,从而使该配料系统可以按要求完成自动配料,装料全过程。
其次,自动配料系统的监控系统则采用了力控组态软件对上位机监控软件组态,实现现场数据的实时监控。
本文的主要内容包括对生产过程控制系统发展和现状的概述、配料系统工作原理和配料控制系统的总体设计,重点描述了包括硬件设计、编程环境及软件设计在内的西门子PLC在配料系统中应用的一些细节、组态软件及其在上位机监控系统中一些基本设计,以及PLC与上位机之间的通讯。
关键词:可编程序控制器;配料;组态软件I目录前言 (I)第 1 章概述 (1)1.1可编程控制器的发展及前景 (1)1.2可编程控制器的定义 (1)1.3可编程控制器的基本组成及功能 (2)1.4组态软件的发展 (2)第 2 章任务简介及方案选择 (3)2.1任务简介 (3)2.2方案选择 (4)2.3方案构思框架 (5)2.4PLC型号的选择 (6)2.5监控软件的选择 (7)第 3 章系统硬件设计 (9)3.1主电路设计 (9)3.2PLC的外部接线设计 (10)第 4 章系统软件设计 (12)4.1工作流程图以及顺序功能图的设计 (12)4.2梯形图程序的设计 (16)4.3力控组态的设计 (16)第 5 章系统调试 (18)5.1下位机调试过程 (18)5.2上位机力控调试过程 (21)5.3故障分析解答 (23)第 6 章总结 (24)谢辞 (25)参考文献 (26)附录A (27)电气信息学院课程设计评分表 (37)II湖南工程学院第 1 章概述1.1 可编程控制器的发展及前景1968年由美国通用汽车公司(GE)提出了研制可编程序控制器(即可编程控制器)的基本设想,希望尽量减少重新设计和更换继电器控制系统的硬件和接线,减少系统维护和升级时间,降低成本。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
L1 L KM2 M5 KM△ KMY S1 KM1 KM2 S2 KM△ KMY + 24V
东
绿黄红 T 温度传感器 东绿 西 南绿 北 黄 黄 红 红 L1 L2 L3 + 24V T 电炉H M Y4
L1 L2 L3 L4 L5 L6 + 24V 0V ON S1 ON S2 南 ON S3
S1
接触器KM线圈:
Y0
2.3 设计PLC控制电气原理图 原理图 (一)
L1 L2 L3 QF1
QF2
N
24V 0V
SB1 SB2 X0 X1 X2 X3 COM Y0 KM
KM
L1 L2
24V
0V
M
24V
0V
FP0-C10
COM AC220V
还有不完善的地方!
饲料运输机PLC控 制系统原理图 设计 制图 审核 张三(× × ) 张三(× × ) 王五(× × )
2.5 模拟调试
TVT-90可编程序控制器训练装置
TVT90-2天塔之光
L6 L3 L7 L4 A F G B E D C H A B C D E F + 24V 0V G H L9 L8 L7 L1 L2 L3 L4 L5 L6 + 24V 0V ON S1 ON S2 南 ON S3 东绿 西 南绿 北 + 24V 0V + 24V 0V + 24V DC24V 0V DC24V 继电器接口板 黄 黄 红 红 L8 L1 L5 西 L2 L9 红黄 绿 绿 黄 红 红 黄 绿
图号 比例 第 1张 共 1 张
石家庄铁路职业 技术学院 40631班
原理图 (二)
L1 L2 L3 QF1 U V W N KA KM 302
SB1
QF2 101
201 202 203 204
X0 X1 X2 X3 COM
Y0
301
KA
L1 L2
U 0V
N
24V
0V
U1 V1
W1 KM
24V
FP0-C10
AC220V 2A FUSE FU
FU KM1
L1 L2 KM2 M5 12 3 M 3~ 4 56 ON SB2 ON SB3 KM△ KMY S1 KM1 KM2 S2 KM△ KMY M5
S2 M1 M2 M3 M4 1 2 3 4 广州 510
东
绿黄红
S1
北京 上海 天津 武汉 100 200 300 430
单元3.2 饲料运输机构PLC控制系统设计
2.1 PLC的选型 由前面的分析可知,在该PLC控制系统中,PLC的输 入是SB1、SB2、L1、L2,PLC的输出是接触器KM的线圈。 PLC控制系统共有4个输入,1个输出。 从下表可以看出FP0-C10型PLC 能满足 要求。
系列 FP0C10 FP0C16 程序容量 2.7K步 2.7K步 I/O点 IN:6 OUT:4 IN:8 OUT:8 连接 方法 端子型 MIL 操作 电压 24VDC 24VDC 输入 类型 24VDC 24VDC
选择一个什么 型号的PLC能 满足要求?
输出 类型 继电器 晶体管 (NPN)
部件号 FP0C10RS FP0C16T
外界的输入输出和 PLC的I/O口之间到 底谁控制谁呢?
2.2 I/O分配 输入 输出
启动按钮 SB1: 停止按钮 SB2: 上料位开关L1: 下料位开关L2:
X0 X1 X2 X3
个 个 个 个 个
饲料运输机PLC控 制系统原理图 设计 制图 审核 张三(× × ) 张三(× × ) 王五(× × )
图号 比例 第 1张 共 1 张
单位 数量
石家庄铁路职业 技术学院 40631班
0V
FR
FP0-C10
COM
2.5 编制PLC控制梯形图 在此FR的触点起什么作用? PLC控制梯形图
L1 L KM2 M5 KM△ KMY S1 KM1 KM2 S2 KM△ KMY + 24V
东
绿黄红 T 温度传感器 东绿 西 南绿 北 黄 黄 红 红 L1 L2 L3 + 24V T 电炉H M Y4
L1 L2 L3 L4 L5 L6 + 24V 0V ON S1 ON S2 南 ON S3
S1
PLC数字量输出口(OUT)
COM 0 COM 20 COM 40 1 21 41 2 22 42 3 23 43 4 24 44 5 25 45 6 26 46 7 27 47 RUN PROG
0V
0V
COM 40
BCD拨码器
拨盘式开关
按键式开关
TVT-90可编程序控制器训练装置
TVT90-3交通灯自控与手控
单元3 饲料运输机构PLC控制系统的制作
单元3.1 饲料运输机构控制要求分析
提料电动机M1 储 料 仓 上料位传 感器L1 下料位传 感器L2 喂料电动 机M2
喂料电动机M2在间断地运行, 把储料仓内的饲料不断向外排,饲料 位置不断下降; 饲料运输机构运行的控制要求: 1.当按下系统启动按钮SB1后,系统开 始工作,如果料位低于L2,则启动 M1,开始给储料仓上料; 2.如果料位达到L1时,停止M1; 3.当按下停止按钮SB2时,整个系统 停止。
北 10
Y1 Y2 Y4 M
Y3 H
0V
0V
0V
+24V OUT
+24V IN
PLC数字量输入口(IN)
COM 0 COM 20 1 21 41 2 22 42 3 23 43 4 24 44 5 25 45 6 26 46 7 27 47
0V
0V
COM 40
拨盘式开关
启动
按键式开关
停止
过载
北
TVT90-7多种液体自动混合
Y1
TVT90-1电机控制
U V W
TVT9
红黄 绿 西 绿 黄 红
红 黄 绿
提料电动机 M 液体 A Y2 液体B FU Y3 液体C 液面传感器 上料位开关 KM1 L1
L2 L3 12 3 下料位开关 M 3~ 4 56 ON SB1 + 24V ON SB2 ON SB3
L1 L2 L3
QF1
U V W
KM
U11 V11 W11
热继电器的常开触 点应该作为PLC的 一个输入。
FR U1 V1 M W1
重新修改上面的步骤! 2.1 PLC选型 由上面分析可知,系统的输入是5个,输出还是1个,原 来选择的FP0-C10型PLC(6个输入、4个输出)依然能用。 2.2 I/O分配 输入 启动按钮 SB1: 停止按钮 SB2: 上料位开关L1: 下料位开关L2: 热继电器FR: X0 X1 X2 X3 X4 输出 接触器KM线圈: Y0
PLC数字量输出口(OUT)
COM 0 COM 20 COM 40 1 21 41 2 22 42 3 23 43 4 24 44 5 25 45 6 26 46 7 27 47 RUN PROG
0V
0V
COM 40
BCD拨码器
拨盘式开关
按键式开关
TVT-90可编程序控制器训练装置
TVT90-3交通灯自控与手控
DC24V AC220V 2A FUSE FU
DC24V AC220V 2A FUSE FU
M2 M2 M3 M4 L1 L2 NC
ON I O OFF 9 0 FU FUSE C1 C0 B0 B2 B4 B6 B1 B3 B5 B7 +24V OUT +24V IN
PLC数字量输入口(IN)
COM 0 COM 20 1 21 41 2 22 42 3 23 43 4 24 44 5 25 45 6 26 46 7 27 47
X0 R0 X3 Y0 X2 R0 X1 X4
和停止按钮SB2 的作用是一样的!
R0
Y0
ED
2.6 模拟调试
TVT-90可编程序控制器训练装置
TVT90-2天塔之光
L6 L3 L7 L4 A F G B E D C H A B C D E F + 24V 0V G H L9 L8 L7 L1 L2 L3 L4 L5 L6 + 24V 0V ON S1 ON S2 南 ON S3 东绿 西 南绿 北 + 24V 0V + 24V 0V + 24V DC24V 0V DC24V 继电器接口板 黄 黄 红 红 L8 L1 L5 西 L2 L9 红黄 绿 绿 黄 红 红 黄 绿
COM
SB2
24V
M
7 6 5 4 3 2 1 序号
接近开关 按钮 PLC 开关电源 中间继电器 接触器 断路器 名称
L SB FP0-C10 U KA KM QF1 符号 CJ20-* DZ47-* 型号
个 个 个 个 个 个 个
2 2 1 1 1 1 2 1个3P,1个1P 备注 1个红,1个绿
储料池
只有提料电动机M1。
提料电动机M1 储 料 仓 上料位传 感器L1 下料位传 感器L2 喂料电动 机M2
系统中被控制的是什么设备?
控制电动机M1起停 的接触器KM线圈。 PLC输出口应该直接控制的是什么? 启动按钮SB1; 停止按钮SB2; L1和L2;
储料池
对系统发出控制要求的是什么器件?
N KM
8 7 6 5 4 3 2 1 序号
热继电器 接近开关 按钮 PLC 开关电源 中间继电器 接触器 断路器 名称
FR Байду номын сангаас SB
JR20-*
个 个 个
1 2 2 1 1 1 1 2 1个3P,1个1P 备注 1个红,1个绿
0V
FP0-C10 U KA KM QF1 符号 CJ20-* DZ47-* 型号