鞍钢新2_新3_高炉开炉生产实践[1]
鞍钢实习报告

目录目录..................................................................................................................................................... - 1 -第一章引言....................................................................................................................................... - 3 -1.1实习目的 (3)1.2实习任务 (3)1.3实习内容 (3)1.4实习要求 (4)1.5实习单位概况 (5)1.5.1 鞍山钢铁集团公司........................................................................................................ - 5 -1.5.2 鞍钢股份有限公司简介................................................................................................ - 6 -第二章生产实习............................................................................................................................... - 7 -2.1炼铁总厂 (7)2.1.1 实习时间........................................................................................................................ - 7 -2.1.2 工厂简介........................................................................................................................ - 7 -2.1.3 工艺流程........................................................................................................................ - 8 -2.1.4 控制系统组成环节简介................................................................................................ - 9 -2.1.5 新2号高炉.................................................................................................................. - 10 -2.2冷轧厂 (10)2.2.1 实习时间...................................................................................................................... - 10 -2.2.2 工厂简介...................................................................................................................... - 10 -2.2.3 工艺流程....................................................................................................................... - 11 -2.2.4 冷轧机控制系统........................................................................................................... - 11 -2.2.5 轧机先进技术.............................................................................................................. - 14 -2.2.6 冷轧带钢主要产品用途.............................................................................................. - 15 -2.3无缝钢管厂 (15)2.3.1 实习时间...................................................................................................................... - 15 -2.3.2 工厂简介...................................................................................................................... - 15 -2.3.3 工艺流程...................................................................................................................... - 16 -2.3.4 控制系统...................................................................................................................... - 17 -2.3.5 主要产品...................................................................................................................... - 20 -第三章结论..................................................................................................................................... - 20 -3.1 实习心得 ........................................................................................................................ - 20 -3.2 实习建议 ........................................................................................................................ - 21 -参考文献........................................................................................................................................... - 21 -第一章引言1.1 实习目的生产实习是自动化专业教学计划中重要的实践性教学环节。
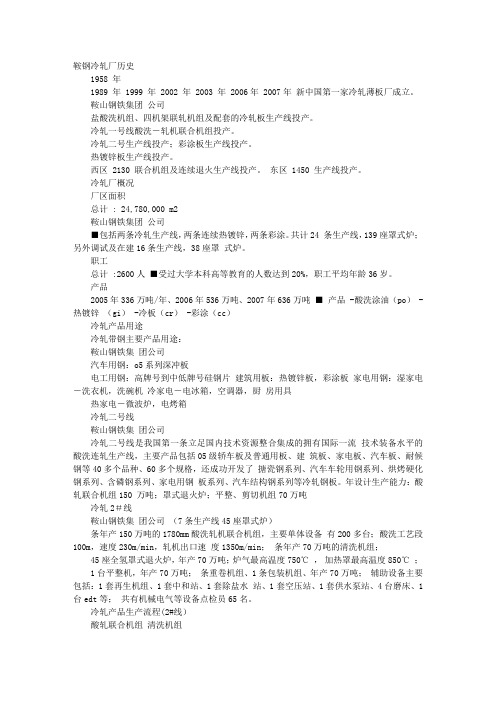
中国高炉情况表

1.4000m3级高炉(4座,17223m3)
宝钢4号 4747
宝钢3号 宝钢2号 宝钢1号
4350
4063
4063
2.3000m3级高炉(5座,16000m3)
武钢5号 3200
沙钢3号 2680
本钢7号 2600
武钢6号 鞍钢新1号 鞍钢新2号
3200
3200
3200
3.2000m3级高炉(35座,82641m3)
包钢3号 2200
包钢4号 2200
涟钢新1号 韶关7号 南京新1号 首钢4号
2200
2200
2200
2100
攀钢5号 2000
宣钢9号 2000
酒钢1号 1800
邯钢7号 昆钢6号 唐钢2号
2000
2000
2000
4.1000m3级高炉(58座,73231m3)
云南玉溪明
湘钢4号
定
首钢2号
1800
重钢5号
1200 广东河源德
润
攀钢2号
1200 山东奥华微
坊
本钢6号 2600
首钢1号 2536
莱钢 2218
安阳9号 2200
天钢1号 2000
济钢8号 1750
海鑫2号 1380
梅山3号 1250
攀钢3号 1200
湘钢新1 号
炉容,m3 厂名,炉
号 炉容,m3 厂名,炉
号 炉容,m3 厂名,炉
首钢迁安1 首钢迁安2
沙钢4号
号
号
2680
2650
鞍钢10
号
鞍钢11号
2650 唐钢3号
2580
2580
2560
攀钢3号高炉钒钛磁铁矿高效生产产实践

攀钢3号高炉钒钛磁铁矿高效生产产实践毛建林林千谷(攀枝花新钢钒股份有限公司)摘要通过采取精料、增大高炉送风量、调整风口布局、注重高炉中部调剂及加强炉前管理等一系列强化措施,攀钢3号高炉利用系数较长时间稳定在2.7以上,使冶炼钒钛磁铁矿炼铁技术指标取得突破,实现了高效生产。
关键词高炉钒钛磁铁矿强化冶炼高效生产攀钢3号高炉(1200m3)采用传统的双钟式炉顶、旋转布料器、4座内燃式热风炉、铸铁镶砖冷却壁等技术。
高炉共设18个风口,2个渣口,1个铁口。
高炉于2006年4月10日开炉投产后,由于受焦炭质量下降、设备故障和铁口炮泥质量差的影响,从大修第二个月后就出现渣铁难出。
高炉经常憋压、憋风,风量减小,产量降低,高炉炉缸活跃度降低。
在随后的几个月中,高炉原、燃料紧张,焦炭质量下降造成炉况波动,高炉守风困难加大,出现上部气流不稳,炉顶温度呈锯齿形波动,易出现中心吹焦炭颗粒,出现管道及崩、滑料频繁,高炉生产一度处于被动状态。
到2007年初,进一步重视炉腹4段以上冷却壁水温差的变化情况。
采取降低水压,提高水温差,以减少炉身中下部黏结,使高炉能接受风量,通过提高炉温来守风,以及加强炉前管理,及时出净渣铁,使高炉炉况有所恢复。
但长时间处于较高炉温状态,渣铁分离差,铁损高,焦比高,同时,高炉生产对原燃料和低炉温的适应能力差,高炉炉况时好时坏,总体生产水平不理想。
到2007年9月,高炉利用换大钟休风153h的契机,对风口面积进行调整。
通过狠抓原料入炉,加强高炉操作,严格各项操作参数,及时出净渣铁,高炉指标得以提高。
至今高炉已连续9个月稳定运行,指标良好。
1 攀钢钒钛磁铁矿冶炼特点攀钢高炉属于高钛型钒钛磁铁矿冶炼,人炉矿品位仅500A,(其中烧结矿TFe48.5%,球团矿TFe55%),渣量大,渣中TiO2高达20%以上。
当炉温高、波动大或渣铁在炉内滞留时间长,易还原生成TiC和TiN的难熔化合物,从而使炉渣变黏,流动性差,渣难出,渣中带铁多,铁损高。
鞍钢11号高炉开炉达产及强化实践
4月 5830 2. 257 388 120 1. 141 1003 2. 0 0. 442 0. 018 88. 6 55. 1 5791 330 173 157 36885 0. 3680 230 108361 97. 0 20. 5 58. 43 79. 5 8. 51
5月 5760 2. 232 373 126 1. 089 1003 1. 9 0. 412 0. 017 94. 3 54. 3 5712 334 174 160 35700 0. 3680 221 94074 98. 5 20. 8 58. 73 79. 5 7. 99
口及风量的增加、 冶炼强度的提高, 逐渐采取发展 中心和加重边缘的措施。 上述措施的采取, 使高炉 积极、 稳妥、 顺利、 快速地达产, 开炉第 10 天达到 全风口操作。
3 强化冶炼阶段
© 1995-2005 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved.
12 月 6326 2. 452 368 120 1. 146 1027 2. 0 0. 338 0. 021 83. 0 60. 27 6002 347 190 157 38229 0. 3674 231 113427 96. 1 20. 3 59. 55 79. 5 6. 80
综合强度 t ・m - 3 ・d -
6%~ 0. 8% , 并尽早恢复风温及喷煤。 随着工作风
2. 2 开炉方法
本次开炉采用传统的木材填充炉缸方法, 高 炉送风后木材迅速燃烧, 有利于炉料松动, 开炉顺 行好, 加热炉缸快, 铁口好开。
2. 3 开炉总焦比的确定
考虑到高炉本体条件、 开炉料条件及开炉方 式等因素, 开炉总焦比确定为 2. 4t t, 正常料焦比 为 0. 7t t, 炉渣碱度为 0. 95。实践证明, 高炉冶炼 行程稳定, 开炉渣铁排放顺畅, 渣铁物理热充沛。 开炉一周后由冶炼铸造铁过渡到制钢铁。 此次开 炉总焦比确定得非常合理, 既满足了开炉需要, 又
安钢3号高炉开炉达产生产实践
匹配 参数
控制全压差在一定范 围内波动,匹配上下 部调剂操作参数。全 风作业后,控制理论 燃烧温度2250±50℃ ,实际风速270m/s左 右,提高并且稳定煤 气利用率在52.5%左右 ,稳定炉体热负荷[3], 在(10000±3000) ×10MJ/h范围内波动 。
二、开炉前的准备工作
试压检漏分两 个阶段进行,第 一阶段是高炉本 体、煤气处理系 统250kPa压力等 级的气密性试验 以及检漏;第二 阶段是热风炉本 体和送风系统的 500kPa压力等级 的气密性试验以 及检漏。通过六 次检漏处理,保 证高炉送风后没 有漏风漏气。
二、开炉前的准备工作
为了确保3号大高炉顺利开炉达成,公司上上下下 进行了周密的安排和部署,成立多个小组。
四、高炉快速达产过程
开 炉 达 产 指 标
四、高炉快速达产过程
让我们回顾一下3号高炉开炉的事记录: 19日9:58送风点火; 10:02枕木点着; 10:31开始空喷铁口; 10:45放第一批料; 12:15送煤气转高压操作; 22:50铁口见渣,用炮泥堵口,干法除 尘投用了6个箱体; 20日7:58打开3#铁口。 3月21日16时40分开始喷煤,16时40分 开始富氧,进行综合富氧喷煤强化冶炼。 高炉及早制定了周密的72小时送风计划 和稳定炉 况的各种操作预案,关键操作参数严格 按照计划 进行,结果完全在计算和掌控之中。
三、高炉开炉生产操作
1)开炉炉料。开炉料共分15段。炉底铺底焦 80t,厚度约1m,木料填充到风口大套下沿 第2段为炉芯焦,炉腹炉腰焦炭配加熔剂, 负荷料结构为“烧结+球团+块矿”。
2)布料测量。高炉在填充过程中,进行料罐 最大容积、中心加焦角度和FCG曲线测定, 料流轨迹测试。
三号高炉中修开炉生产小结
三号高炉中修开炉快速达产小结摘要:杭钢3#高炉于2010年9月15日中修开炉,经过测料面,选择合理的开炉方式,开炉方案制定科学合理,开炉后进程把握准确,使杭钢750m3的高炉实现了开炉顺利,快速达产的目标。
关键词:高炉开炉达产1概况杭钢三号高炉中修扩容后的容积为750 m3,设16只风口,2只铁口,改造后的高炉高径比为2.6,属于矮胖型高炉。
炉缸采用二层复合刚玉莫莱石防浮结构陶瓷垫;炉顶采用串罐无钟炉顶;炉体冷却采用薄壁、薄炉衬、软水密闭循环方式;煤气系统采用重力除尘器加布袋除尘的煤气干法除尘技术和炉顶煤气余压发电(TRT)技术;炉前采用液压泥炮和液压开口机等设备。
高炉于2010年9月15日20:46顺利投产,高炉开炉后第4天,利用系数达到2.099,第10天利用系数达到2.855,达到设计要求。
实现了“高炉开炉顺利、快速达产”的目标。
2开炉准备2.1 热风炉烘炉杭钢3#高炉为中修,热风炉系统没有更换。
本次开炉热风炉与2010年8月3日开始烘炉,三号高炉每座热风炉烘炉时间为8天,从4号热风炉开始烘,后依次烘3号、2号、1号热风炉,每座热风炉烘炉开始时间间隔1天。
先用烘炉盘使用混合煤气烘烤陶瓷燃烧器1~2个班,在热风炉烘炉期间的低、中温段(700℃以下),烘炉以高炉煤气为主,混合煤气为辅,混合煤气主要用作明火保证,升温至700℃以上时,可全用高炉煤气。
烘炉温度<700℃时,必须密切注意煤气点火状况,防止熄火。
2.2软水调试高炉投产前搞好软水冷却系统的调试是关系到高炉软水系统的一代炉龄能否正常运行的关键,也是高炉长寿的重要环节,因此做好软水冷却系统的前期的调试工作至关重要。
杭钢3#高炉中修软水调试于2010年8月18日开始至8月28日结束,为期10天,调试过程中,解决了不少难题,使整个系统特别是膨胀罐,达到自动调节的功能。
并提供了开炉和正常生产是的软水调节方向和调节理念。
2.3 高炉烘炉从8月15日开始烘炉,共计10天,烘炉风量前期在,严格按照烘炉曲线烘炉,采取高风量、低风温烘炉措施,顶温低于450℃,气密箱温度控制在50℃以内,低于规定的70℃上限,由于高炉采用薄炉衬结构,烘炉效果比较好,开炉期间排气孔蒸汽量较少。
鞍钢新4#高炉应用技术的自主创新
鞍钢新4#高炉应用技术的自主创新李仲王宝海姜庆喜汤清华(鞍钢股份有限公司)摘要鞍钢在淘汰90余年历史的4座小高炉基础上建设一座2580 m3高炉,利用国内技术集成与创新。
采用了烧结矿分级入炉及小块焦回收,炉顶料流阀重量调节控制、超滤反渗透除盐水工艺、炉体长寿综合技术、球式顶燃热风炉预热的高风温外燃式热风炉、国产冷水INBA法炉渣处理、旋流式煤气重力除尘器配干法煤气除尘、遥控操作全液压开口机和泥炮,远距离直接喷煤等新技术,全部由鞍钢自主开发和建设,且做到了一次投产成功。
关键词高炉新技术超滤反渗透旋流除尘Applying Innovation Technology In New No.4 BF of AngangLi Zhong Wang Baohai Jiang Qingxi Tang Qinghua(Ansteel Co,. Lt)Abstract The 2580m3BF was build after eliminating 90 years 4 small BFs, whose technologies come from home. These new technologies are developed and build, and success for one time. For instance, filling by fraction size of sinter, recycling fine coke, valve controlling by weight, ultra-filtration reverse osmosis desalting water, stack longevity, high temperature external combustion stove preheating by ball top combustion preheating furnace, water cooled INBA slag granulation come from home, cyclone dust collector and dry dedusting techniques, remote operating drill and gun driving by total hydraulic, long way directly pulverized coal injection etc.Key word BF new technology ultra-filtration reverse osmosis cyclone dust collector(1) 国内外很多企业习惯使用并罐无料钟炉顶,并罐无料钟炉顶有扩大装料能力和其中一个料罐出故障时可保证正常生产的优点外,但存在设备重量高出串罐无料钟15%及蛇形布料偏析。
本钢新1号4747m_3高炉开炉达产实践_王凤民
本钢新1号4747m3高炉开炉达产实践王凤民欧继胜邹德胜(本溪钢铁集团有限公司,辽宁本溪117000)摘要:对本钢新1号4747m3高炉开炉及达产的生产操作经验进行了总结。
新1号高炉采用了一系列新技术、新设备,通过对开炉前的精心准备,制定合理的开炉方案,准确选择开炉料和各种操作参数,适时调整操作制度,优化高炉操作,实现了顺利开炉和快速达产。
关键词:高炉;开炉;达产Blowing–in and Production of No.1Blast Furnace in BXsteelWang Fengmin Ou Jisheng Zou Desheng(Benxi Iron&Steel Co.Ltd.,Liaoning Benxi117000)Abstract:The paper concludes the blowing﹣in and production experiences of No.1blast furnace in Benxisteel,on which a series of new technologies and new equipment are used.Sufficient preparation before the blowing﹣in,such as rational blow-ing﹣in plan,correct selection of charge and various operation data,properly adjusted operation duty system and optimized blast furnace operation makes the blowing﹣in carried out smoothly and target be realized rapidly.Key words:blast furnace;blowing﹣in;reaching target output1概述本钢新1号高炉有效容积4747m3,于2006年9月16日动工建设,2008年10月9日开炉投产。
鞍钢3200m3高炉大修技术应用与开炉达产实践

张立国,硕士,高级工程师,2010年毕业于北京科技大学冶金工程专业。
E-mail :zlg3960847@鞍钢3200m 3高炉大修技术应用与开炉达产实践张立国1,李建军2,赵德胜2,张海明2,张殿安2,张磊2,刘宝奎2(1.鞍钢集团钢铁研究院,辽宁鞍山114009;2.鞍钢股份有限公司炼铁总厂,辽宁鞍山114021)摘要:对鞍钢新1号高炉大修过程中炉底、炉缸砖衬,冷却壁、冷却板及破损炉壳更换,以及新增干法除尘等工艺装备所采用的相关技术进行了介绍,同时对高炉大修后的开炉工作,如炉体烘炉,试漏、试压,装填开炉料,开炉进程以及过程中执行的相关制度进行了说明。
此次高炉大修及开炉各项工作都按计划如期完成,顺利达产,取得较好效果。
关键词:高炉;大修;炉缸;冷却板;烘炉中图分类号:TF549文献标识码:A文章编号:1006-4613(2018)01-0037-05Technology Application of Heavy Maintenance for 3200m 3BF in Ansteel and Practice of Achieving Target Output after Blowing-onZhang Liguo 1,Li Jianjun 2,Zhao Desheng 2,Zhang Haiming 2,Zhang Dianan 2,Zhang Lei 2,Liu Baokui 2(1.Iron &Steel Research Institutes of Ansteel Group Corporation,Anshan 114009,Liaoning,China;2.General Ironmaking Plant of Angang Steel Co.,Ltd.,Anshan 114021,Liaoning,China )Abstract :Durin g the heavy maintenance of the new No.1BF of Ansteel,these operations such as replacing the furnace bases,hearth brickings,cooling staves,cooling plates and damaged furnace shells and correlation technologies applied by the new additional dry dedusting equipment were introduced,and also the blowing-on operations after finishing the heavy maintenance of the new No.1BF such as pre -heating the furnace body for blowing -on,leak test,pressure test,charging furnace burden and related schedules for the blowing-on process and work-in-progress control procedures of the process were explained.For the heavy maintenance and blowing-on of the new No.1BF all kinds of operations were done on time and the target output was achieved smoothly and good results were also achieved.Key words :BF;heavy maintenance;hearth;cooling plate;pre-heating furnace 鞍钢股份有限公司炼铁总厂新1号高炉(3200m 3)为鞍钢集团本世纪初新建的第一座现代化大型高炉,投产后的高炉炉体及附属设备处于当时国内先进水平,技术指标也长时间位于国内外同体积优秀高炉之列。
新钢公司高炉炼铁实习报告

新钢公司高炉炼铁实习报告一、实习背景及目的随着我国经济的快速发展,钢铁行业作为国民经济的重要支柱产业,其发展前景十分广阔。
为了更好地了解高炉炼铁工艺流程,提高我们对炼铁过程的认识,加强实践操作能力,我们在老师的带领下,于XX年XX月赴新钢公司高炉炼铁厂进行了为期两周的实习。
实习的目的在于让我们通过实地参观和操作,深入了解高炉炼铁的生产工艺、设备运行原理以及安全操作规程,培养我们理论联系实际的能力,提高我们的专业素养。
二、实习内容与过程实习期间,我们参观了新钢公司高炉炼铁厂的生产现场,了解了高炉炼铁的生产工艺流程,包括原料准备、配料、混合、造球、热风炉加热、高炉本体结构、炉料装填、炉内反应、铁水出炉等过程。
在参观过程中,我们还学习了高炉炼铁的主要设备及其运行原理,了解了高炉操作的安全规程。
在实习过程中,我们还参观了高炉炼铁厂的控制室,了解了高炉生产过程的自动化控制系统,学习了如何通过电脑监控系统实时观察高炉的生产状况,以及如何根据生产数据进行调整,保证高炉生产的稳定。
此外,我们还参观了高炉炼铁厂的实验室,了解了高炉生产过程中各种检测指标的测定方法,如原料成分分析、炉内温度测量、铁水成分分析等。
通过参观实验室,我们深入了解了高炉炼铁过程中的质量控制措施,知道了如何保证高炉生产的质量。
三、实习收获与体会通过实习,我们对高炉炼铁工艺流程有了更加清晰的认识,了解了高炉炼铁生产的各个环节,加深了对高炉炼铁理论知识的掌握。
同时,实习过程中,我们学会了如何将理论知识与实际操作相结合,提高了我们的实践操作能力。
此外,实习使我们认识到高炉炼铁生产的安全重要性。
在实际操作过程中,我们严格遵守安全规程,学会了如何正确佩戴劳动防护用品,掌握了紧急事故应急预案,确保了实习期间的人身安全。
通过实习,我们感受到了新钢公司高炉炼铁厂员工的辛勤劳动和敬业精神,他们的严谨态度和高效工作给我们留下了深刻的印象。
同时,我们也认识到我国钢铁产业的转型升级,需要我们这一代青年学子不断努力,为我国钢铁事业的发展贡献自己的力量。
鞍钢冷轧厂实习心得
鞍钢冷轧厂历史1958 年1989 年 1999 年 2002 年 2003 年 2006年 2007年新中国第一家冷轧薄板厂成立。
鞍山钢铁集团公司盐酸洗机组、四机架联轧机组及配套的冷轧板生产线投产。
冷轧一号线酸洗-轧机联合机组投产。
冷轧二号生产线投产;彩涂板生产线投产。
热镀锌板生产线投产。
西区 2130 联合机组及连续退火生产线投产。
东区 1450 生产线投产。
冷轧厂概况厂区面积总计 : 24,780,000 m2鞍山钢铁集团公司■包括两条冷轧生产线,两条连续热镀锌,两条彩涂。
共计24 条生产线,139座罩式炉;另外调试及在建16条生产线,38座罩式炉。
职工总计 :2600人■受过大学本科高等教育的人数达到20%,职工平均年龄36岁。
产品2005年336万吨/年、2006年536万吨、2007年636万吨■产品 -酸洗涂油(po) - 热镀锌(gi) -冷板(cr) -彩涂(cc)冷轧产品用途冷轧带钢主要产品用途:鞍山钢铁集团公司汽车用钢:o5系列深冲板电工用钢:高牌号到中低牌号硅钢片建筑用板:热镀锌板,彩涂板家电用钢:湿家电-洗衣机,洗碗机冷家电-电冰箱,空调器,厨房用具热家电-微波炉,电烤箱冷轧二号线鞍山钢铁集团公司冷轧二号线是我国第一条立足国内技术资源整合集成的拥有国际一流技术装备水平的酸洗连轧生产线,主要产品包括05级轿车板及普通用板、建筑板、家电板、汽车板、耐候钢等40多个品种、60多个规格,还成功开发了搪瓷钢系列、汽车车轮用钢系列、烘烤硬化钢系列、含磷钢系列、家电用钢板系列、汽车结构钢系列等冷轧钢板。
年设计生产能力:酸轧联合机组150 万吨;罩式退火炉;平整、剪切机组70万吨冷轧2#线鞍山钢铁集团公司(7条生产线45座罩式炉)条年产150万吨的1780mm酸洗轧机联合机组,主要单体设备有200多台;酸洗工艺段100m,速度230m/min,轧机出口速度1350m/min;条年产70万吨的清洗机组;45座全氢罩式退火炉,年产70万吨;炉气最高温度750℃,加热罩最高温度850℃; 1台平整机,年产70万吨;条重卷机组、1条包装机组、年产70万吨;辅助设备主要包括:1套再生机组、1套中和站、1套除盐水站、1套空压站、1套供水泵站、4台磨床、1台edt等;共有机械电气等设备点检员65名。
新钢高炉实习报告书
新钢高炉实习报告书一、实习背景与目的随着我国钢铁工业的快速发展,高炉炼铁技术日在革新,对相关技术人员的要求也越来越高。
为了提高自身的实践操作能力,更好地将所学理论知识与实际工作相结合,我参加了新钢高炉实习项目。
本次实习旨在深入了解高炉的结构、工作原理和操作流程,掌握高炉炼铁的关键技术,培养自己的实际操作能力。
二、实习时间与地点实习时间:20XX年X月X日至20XX年X月X日实习地点:新钢炼铁厂高炉车间三、实习内容与过程在实习期间,我认真了解了高炉车间的生产布局、设备状况、工艺流程和操作规程。
在导师的指导下,我参与了高炉的操作和维护工作,对高炉炼铁的全过程有了更深入的认识。
1. 高炉结构与工作原理我深入学习了高炉的构造及其各部分功能,包括炉体、炉喉、炉腰、炉腹、风口、炉缸等。
同时,通过学习高炉的工作原理,我明白了炉内发生的化学反应,如CO2的还原、焦炭的燃烧等,以及如何实现铁矿石向铁水的高效转化。
2. 高炉操作流程在实习过程中,我熟练掌握了高炉的操作流程,包括配料、装料、点火、加料、熔剂添加、渣铁排放等。
通过对每个环节的操作要领的学习和实践,我掌握了如何调整高炉的各项参数以保证生产稳定。
3. 高炉生产调控我了解到高炉生产过程中需要密切监控各项指标,如炉温、炉压、煤气成分、铁水成分等。
在实习中,我在导师的指导下学会了如何根据这些指标进行生产调控,以确保高炉生产的安全和高效。
4. 高炉维护与检修我还学习了高炉的维护与检修知识,包括炉体维护、炉缸检修、风口更换等。
通过参与这些工作,我掌握了高炉设备维护的基本技能,提高了自己的实际操作能力。
四、实习收获与反思通过本次实习,我对高炉炼铁工艺有了更加深入的了解,实践操作能力得到了很大提升。
同时,我也认识到理论知识在实际工作中的重要性,以后将继续努力学习,提高自己的专业素养。
总之,本次新钢高炉实习让我受益匪浅,不仅提高了自己的实践能力,而且加深了对高炉炼铁工艺的认识。
鞍钢新3200m_3高炉炉缸大修工程实践_李恒旭

依次为一层石墨碳砖、 两层半石墨碳砖、 两层超微 孔碳砖, 碳砖砌筑方式为平铺; 原炉缸环碳铁口区域的厚度为 1 915 mm, 用 美 国 UCAR 小 碳 砖 砌筑, 炉缸铁水 环流情况严重, 本 次 大 修 设计 环 碳 铁 口 区 域 厚 度 950 ~ 1 000 mm, 为 其余部位厚度做相应调整, 以 消除铁口区域铁水环流对碳砖的侵蚀; ( 3 ) 取消原设计炉缸铁口中心线以上超微孔 环碳, 改为模压小块碳砖; ( 4 ) 取消原 铁 口 框 内 组 合 砖, 在碳 砖 和 保 护 板之间设计刚玉 浇 注 料整 体 施 工, 彻 底 解决 铁 口 漏铁、 烧穿事故发生; ( 5 ) 取消原陶瓷杯杯底和杯壁之间的 10 mm 膨胀缝, 将原风口组合砖 部 位的 10 mm 膨胀 缝 增 大到 3 010 mm; ( 6 ) 陶瓷杯采用烧成微孔刚玉莫来石砖和微 孔复合棕刚玉砖; ( 7 ) 陶瓷杯 和环 碳 之 间 60 mm 膨胀 缝 改为
缸其余部位无任 何 异 常 迹 象, 炉 缸 测 温 电 偶 也未 检测到高温信号。高炉投产初期至炉缸烧穿事故 前, 利用系数在 2. 3 ~ 2. 5 之间。烧穿事故直 接 导 # # 致新 2 和新 3 高 炉 供 水、 供 电 系统 全 部 中 断, 尤 其新 3 高 炉 在 炉 缸 区 域 冷 却 壁 外 联水 管 及 炉 底 水冷却系统烧损相当严重。经紧急抢修后高炉于 2008 年 9 月 7 日恢复生产。 1. 3 高炉检修后生产情况
表1
检验项目 固定碳 / % 灰分 / % 体积密度 / ( g·cm - 3 ) 真密度 / ( g·cm - 3 ) 显气孔率 / % 常温耐压强度 / MPa 常温抗折强度 / MPa 导热系数( 200 ℃ ) / ( W· m - 1 · k - 1 ) 耐碱性 铁水熔蚀指数 / % 氧化率 / % < 1 μm 孔容积 / % 平均孔半径 / μm 透气度 / MDa U 17. 5 8. 7 79 1. 21 U 36. 2 10. 9 16. 9 6. 2 84 0. 0719 0. 80
鞍钢7号高炉开炉及达产实践
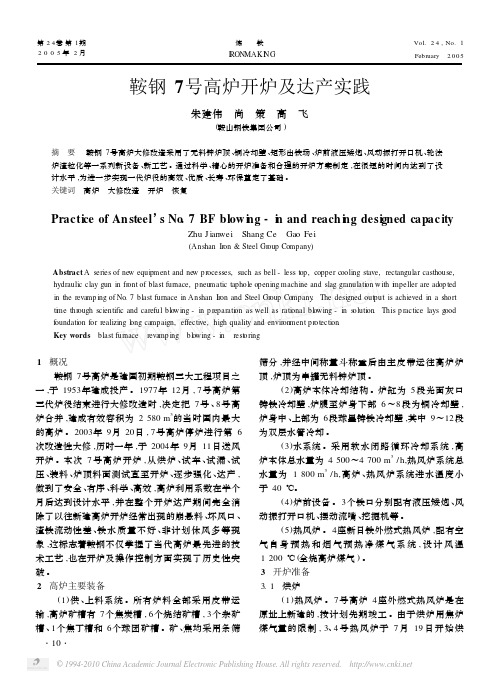
风压 ,MPa
风温 , ℃
顶压 ,MPa
综合焦比 , kg/ t
0. 101 0. 142 0. 167 0. 218 0. 252 0. 276
878 888 802 946 968 1003
0. 021 0. 042 0. 064 0. 110 0. 114 0. 123
11760 1020 643 595 547
[ Si] , %
6. 95 3. 996 1. 948 1. 040 0. 832
平均送风风口数
15 15 17 22 23 26பைடு நூலகம்
4. 3 高炉强化冶炼 7号高炉整个开炉期间顺行良好 ,各种技术操
作参数的选定符合实际 ,炉内 、炉前操作稳妥 、有序 , 炉况恢复进度合理 、高效 。开炉 5后天 ,高炉日产达 4 510 t,开炉 13 天后 ,日产就已稳定在 5 000 t以
Abstract A series of new equipment and new p rocesses, such as bell - less top, copper cooling stave, rectangular casthouse, hydraulic clay gun in front of blast furnace, pneumatic taphole opening machine and slag granulation w ith impeller are adop ted in the revamp ing of No. 7 blast furnace in Anshan Iron and Steel Group Company. The designed output is achieved in a short time through scientific and careful blow ing - in p reparation as well as rational blow ing - in solution. This p ractice lays good foundation for realizing long campaign, effective, high quality and environment p rotection.
鞍钢新2号高炉降料面停炉生产实践_赵长城

2015年第1期ANGANG TECHNOLOGY 总第391期赵长城,工程师,1996年毕业于鞍山钢铁学院钢铁冶金专业。
Email :Asteelzhaocc@鞍钢新2号高炉降料面停炉生产实践赵长城,张磊,金国一,曾宇,赵迪平(鞍钢股份有限公司炼铁总厂,辽宁鞍山114021)摘要:为了实现鞍钢新2号高炉安全、快速停炉,通过采取炉顶打水、控料线、回收煤气等停炉方案,使降料面过程中各项操作参数得到了合理控制,维持了炉况的稳定顺行,顺利将料面降至炉缸风口区域以下。
关键词:高炉;降料面;控料线;休风中图分类号:TF537文献标识码:A文章编号:1006-4613(2015)01-0031-05Operation Practice on Shutdown of Dropping Charge Level inNew No.2Blast Furnace of AngangZhao Changcheng ,Zhang Lei ,Jin Guoyi ,Zeng Yu ,Zhao Diping(General Ironmaking Plant of Angang Steel Co.,Ltd.,Anshan 114021,Liaoning,China )Abstract :In order to get safe and fast shutdown of the new No.2blast furnace in General Ironmaking Plant of Angang Steel Co.,Ltd.,various technical parameters during the dropping charge level are suitably controlled by taking such measures as spraying water from the top of the furnace,controlling the stockline and recovering the gas and therefore the smooth operation of BF is kept and the charge level is lowered below the tuyere zone successfully.Key words :BF;dropping charge level;controlling stockline;shutdown鞍钢股份有限公司新2号高炉设计有效容积为3200m 3,炉身、炉腰、炉腹采用4段铜冷却壁。
鞍钢2580 m3高炉大修开炉达产实践
鞍钢2580 m3高炉大修开炉达产实践姜庆喜;范振夫;刘和;田景长;孟凡双【摘要】对鞍钢股份有限公司炼铁总厂2580 m3高炉大修开炉达产实践经验进行了总结.本次高炉停炉大修68天后开炉送风,通过开炉前的精心准备,制定科学的开炉方案,首次尝试全风口操作的送风方式,顺利开炉,用时不到2天达产达效.【期刊名称】《鞍钢技术》【年(卷),期】2018(000)004【总页数】4页(P48-51)【关键词】高炉;大修;开炉;全风口;达产【作者】姜庆喜;范振夫;刘和;田景长;孟凡双【作者单位】鞍钢股份有限公司炼铁总厂 ,辽宁鞍山 114021;鞍钢股份有限公司炼铁总厂 ,辽宁鞍山 114021;鞍钢股份有限公司炼铁总厂 ,辽宁鞍山 114021;鞍钢股份有限公司炼铁总厂 ,辽宁鞍山 114021;鞍钢股份有限公司炼铁总厂 ,辽宁鞍山114021【正文语种】中文【中图分类】TF542鞍钢股份有限公司炼铁总厂4号高炉(2580 m3)第1代炉役始于2006年12月2日,2015年6月15日停产大修,一代炉役8年6个月,生产生铁1 628.74万t,单位炉容产铁量6 312.9 t/m3。
高炉生产后期炉缸温度(热电偶显示)频繁升高、冷却壁热流强度高,存在安全隐患,长期堵风口,不能全风作业,需要长期护炉生产。
经过68天的大修,第2代炉役开始。
通过开炉前的精心准备,制定科学的开炉方案,于2015年8月22日00:58点火送风,8月22日21:00顶压提至 121 kPa,至此炉况达到基本正常,8月23日21:55时开始喷煤,24日12:20开始富氧,开炉顺利结束。
由于准确选择了开炉参数,配料及装入顺序合理,高炉快速达产达效。
1 开炉前准备开炉方案是高炉开炉过程的实施依据。
开炉前,鞍钢炼铁厂编写了《炼铁厂4号高炉开炉方案》,方案包括高炉烘炉、系统试漏、试压查漏、开炉配料计算、装炉准备、开炉操作及安全规定等内容。
科学、合理的开炉方案,为4号高炉的顺利开炉、快速达产奠定了基础。
世界最大炼铁高炉沙钢5860立方米高炉(下)

世界最大炼铁高炉——沙钢5860立方米高炉(下)世界高炉之王——沙钢5860立方米炼铁高炉(下)工程投资额:18亿元以上工程期限:2008年——2009年1852年前后,日本佐贺藩研制的反射炉和铁制大炮,这是日本工业革命的开端,也是日本侵略亚洲诸国的起点。
当现在的中国人还在为工业落后的症结争执不休时,同样在工业发展中饱受挫折的日本,在历经屡屡失败后,认识到:只有做,才能成,无论经历多少失败,关键是要坚持下去。
此后日本通过不断对外侵略扩张,用掠夺来的资源加大技术投入,最终成为亚洲第一个工业强国。
日本早期炼铁技术由中国传入。
自1840年中国在第一次鸦片战争中战败后,西方国家的坚船利炮对日本幕府产生了极大震动。
同时西方殖民者也敲开了日本的国门,日本幕府为严守海防武力自保,开始转向欧洲学习铸炮技术。
1842年,长崎领主佐贺藩设立“兰传石火矢制造所”,秘密聘请荷兰人仿制荷兰式青铜大炮。
但此时西方已经开始从制铁向制钢时代转变,制铁技术逐渐向外扩散。
于是日本各藩镇竞相按照荷兰人的方式,建造熔炼铸炮生铁的反射炉。
但耗时3年多时间和大量资金试制的11门火炮全部失败。
经过不断改进,直至1852年,佐贺藩终于制成了第一门能实战的铁炮。
至明治维新时,共造了200多门。
由于反射炉所炼生铁性能很脆,熔铸非常困难,参与铸炮的大岛高任提出,应该使用洋式高炉从矿石制铁。
在南部藩的支持下,由商人出资,大岛高任开始在岩手县釜石市建造高炉。
1857年11月26日高炉点火,12月1日成功出铁水,日产2吨。
这天被日本定为打铁纪念日。
大岛型高炉使用水车送风,木炭消耗只有传统制铁法的1/3,到明治维新时共建成12座。
此间,幕府开始派遣武士留学生到欧洲学习,向日本移植铁路、舰船、电信、港口等新技术,以期实现富国强兵。
1874年2月,日本工部卿伊藤博文(甲午战争时的日本首相)提出船铁国造计划,由政府补贴资金,强力推动本国工业发展。
工部省于9月设立官营釜石制铁所。
鞍钢锅炉厂生产实习报告

一、实习目的本次实习的主要目的是通过在鞍钢锅炉厂的实际生产环境中进行实习,了解锅炉的生产过程、工艺流程、设备操作及维护等专业知识,提高自己的实践操作能力和工程管理能力。
同时,通过实习,增强自己的团队协作意识和沟通能力,为今后的学习和工作打下坚实基础。
二、实习时间及地点实习时间为2022年6月1日至2022年6月30日,实习地点为鞍钢锅炉厂。
三、实习内容1. 锅炉生产基础知识学习在实习期间,我们首先学习了锅炉生产的基本知识,包括锅炉的分类、工作原理、燃烧方式、锅炉结构等。
通过学习,我们对锅炉有了初步的认识,为后续实习奠定了理论基础。
2. 锅炉生产工艺流程参观在实习过程中,我们参观了锅炉厂的生产车间,了解了锅炉从原材料采购、下料、焊接、组装、调试到出厂的全过程。
通过参观,我们对锅炉生产流程有了直观的了解。
3. 锅炉设备操作及维护在实习期间,我们学习了锅炉设备的操作及维护知识。
包括锅炉本体、辅助设备、控制系统等。
通过实际操作,我们掌握了锅炉设备的启动、运行、停止等操作步骤,并了解了设备维护保养的重要性。
4. 锅炉安全知识及事故处理在实习过程中,我们学习了锅炉安全知识及事故处理方法。
了解锅炉运行过程中可能出现的危险因素,掌握预防和处理事故的技能。
5. 团队协作与沟通能力培养在实习期间,我们参与了多个项目,通过与团队成员的协作,提高了自己的团队协作能力和沟通能力。
四、实习心得1. 理论与实践相结合通过本次实习,我深刻体会到理论与实践相结合的重要性。
在课堂上学习到的理论知识,在实际生产中得到了充分的应用,使我更加深入地理解了专业知识。
2. 严谨的工作态度在锅炉厂实习期间,我看到了员工们严谨的工作态度。
无论是设备操作还是生产过程,他们都严格按照规范执行,确保生产安全。
3. 团队协作与沟通能力在实习过程中,我与团队成员共同完成了一系列项目,锻炼了自己的团队协作能力和沟通能力。
同时,也学会了如何与不同背景的人相处,为今后的工作打下了基础。
名人故事孟泰
名人故事孟泰•相关推荐名人故事孟泰孟泰是新中国成立后第一代全国著名的劳动模范,河北省丰润县人,于1898年出生于一个贫苦农民的家庭。
以下是小编给大家带来的名人故事孟泰,欢迎阅读,希望对你有帮助!简介:孟泰(1898—1967),男,中共党员,全国劳动模范,河北丰润人。
1926年,孟泰在鞍山昭和制钢所当工人。
鞍山解放后,曾任鞍山钢铁公司炼铁厂配管工、技术员、副技师、副厂长,公司工会副主席等职。
1949年8月加入中国共产党。
在鞍钢恢复生产期间,他跑遍十里厂区,拣回了成千上万个零件,经过修理,建立起著名的“孟泰仓库”。
在修复二号高炉时,所用的三通水门都是由他的仓库提供的;修复一、三号高炉时,所有的管道系统的零配件,也是由他提供的,没花国家一文钱。
他这种爱厂如家的主人翁精神被誉为“孟泰精神”,在全国职工中产生深刻影响。
抗美援朝战争期间,孟泰主动当了护厂队员,把行李扛到高炉上,冒着遭到空袭的危险,随时准备用身体护卫高炉。
他勇于攻克技术难关,在苏联政府停止对我国供应大型轧辊,致使鞍钢面临着停产的威胁的情况下,他组织了500多名积极分子开展了从炼铁、炼钢到铸钢的一条龙厂际协作联合技术攻关,先后解决了十几项技术难题,终于自制成功大型轧辊,填补了我国冶金史上的空白,被誉为“为鞍钢谱写的一曲自力更生的凯歌”。
他自己设计制造成功的双层循环水给冷却热风炉燃烧筒提高寿命100倍。
1950年8月的一天,4号高炉发生爆炸;孟泰置生死于度外,摸索到炉台上,关上冷却水开关,避免了一起炉毁人亡的重大事故。
又有一次,3号炉炉皮被烧穿,孟泰冒着烈火用几条浸水的麻袋堵住裂口,化险为夷。
孟泰被大家称为“老英雄”。
1950年孟泰被政务院授予“全国劳动模范”称号。
1956年和1959年两次被国务院授予“全国先进生产者”称号。
在遭受三年严重自然灾害的日子里,为使工人保持好的体力,不影响生产,孟泰把几个女儿靠挖野菜喂养大的两口猪送到厂里,为全厂职工改善伙食。
鞍钢宪法读书笔记

鞍钢宪法《游遍天下》杂志 2009年第9期当今天的很多管理者对‚丰田管理方式‛、‚装配岛方式‛、‚后福特主义‛、‚全面质量管理‛和‚团队合作‛理论等趋之若鹜时,孰不知,早在50年前,在中国最大的工业企业,就诞生了这些理论与管理法的精神母体——‚鞍钢宪法‛。
钢铁长子鞍钢是新中国第一个恢复建设的大型钢铁联合企业和最早建成的钢铁生产基地,被誉为‚中国钢铁工业的摇篮‛、‚共和国钢铁工业的长子‛。
屈辱史1916,振兴铁矿无限公司在奉天成立,在千山设采矿总局两年后总局迁鞍山。
1917年-1921年,先后获得了大孤山、樱桃园等10多个矿区的开采权,1926年-1933年采量达480万吨。
1918年初,满铁又建成鞍山制铁所。
1933年,在鞍山制铁所基础上,又兴建了制钢厂、轧钢厂,成为钢铁联合企业,全称株式会社鞍山昭和制钢所。
1940年,昭和制钢所出资兼并了原振兴铁矿无限公司,形成了采矿,选矿炼铁,轧钢连续生产作业系统。
1945年8月15日,日本宣布无条件投降后,仅40多天里,鞍钢的机械设备被卸运出达2/3,其中各种关键性设备的损失、破坏更为严重,厂区内到处残垣断壁。
鞍钢解放了1948年2月19日,鞍山解放。
此时的鞍山满目疮痍,鞍钢更是一片废墟。
由于战争破坏,没有一台可以转动的机器,一位留用的日本技术人员说:鞍钢要想恢复战前水平谈何容易,至少需要美国的资金和设备,日本的技术,还有20年的时间。
然而,仅十个月后的12月26日,新的鞍山钢铁公司就组建了。
1949年7月9日,鞍钢举行了隆重的开工典礼。
在抢运器材、护厂、修复生产,献交器材运动中,鞍山市涌现出141名功臣,其中特等功臣9名,一等功臣44名。
辽沈战役胜利后,孟泰跟随解放军从通化铁厂回到曾经工作过的鞍山钢铁厂。
望着千疮百孔、七扭八歪的高炉群,孟泰心痛不已,他冒着严寒,刨冻雪抠备件,迎着臭气,扒废铁堆找原材料,把埋在地下和废铁堆里的各类器材一件收集起来。
在他的带动下,全厂工人都行动起来,短短数个月,回收了上千种材料,捡回上万个零备件。