第三章 射线探伤
射线探伤安全管理制度范文(4篇)

射线探伤安全管理制度范文第一章总则第一条为了加强射线探伤安全管理,保障人员安全和设备设施安全,确保射线探伤工作的顺利进行,根据相关法律法规和规范要求,制定本制度。
第二条本制度适用于所有从事射线探伤工作的人员和相关设备设施。
第三条射线探伤工作应始终遵循“安全第一”的原则,提倡安全文化,加强安全教育培训,建立完善的安全管理制度,严格落实安全责任。
第四条固定射线设备的设置、使用和维护等必须符合国家、行业和企业的相关规范要求。
第五条射线探伤工作人员应具备相应的技术资格和职业证书,严格按照操作规程进行操作,确保工作安全。
第二章安全管理第六条安全管理应以预防为主,防止事故的发生。
各级管理人员要切实履行安全生产领导责任,制定和完善安全管理制度。
第七条部门负责人要高度重视射线探伤工作的安全管理,组织开展安全培训和教育,确保全体员工掌握安全操作规程。
第八条员工必须遵守安全操作规程,严禁违章操作和擅自改变工作程序,如有违反,将追究相应的法律责任。
第九条射线探伤工作场所应保持干净整洁,设备设施要定期检查和维护,确保其正常运行。
第十条建立健全应急预案,定期组织演练,提高应急处置的能力和水平。
第三章人员安全管理第十一条所有参与射线探伤工作的人员必须持有合法有效的职业资格证书和放射安全防护考核合格证书。
第十二条所有人员必须经过系统的培训,熟悉工作流程和操作规程,并严格按照要求进行操作。
第十三条所有人员必须佩戴个人防护用品,并定期检查和更换。
第十四条定期进行职业健康检查,确保人员的身体状况符合工作要求。
第十五条严禁患有严重心脏病、高血压等慢性疾病的人员从事射线探伤工作。
第十六条人员必须接受并参与安全培训和教育,提高安全意识和安全素质。
第十七条任何人员不得擅自拆卸或改变射线设备,如发现设备有故障或异常情况,应及时报告上级。
第四章设备设施安全管理第十八条射线设备必须经过国家相关部门的验收,获得使用许可证,并定期进行检测和维护。
第十九条所有设备必须设置安全防护装置,以确保人员和设备的安全。
无损检测之射线探伤上
➢ 当电子获得1兆电子伏的能量时,由韧致辐射产生的X射线即高能X射线。
➢ γ射线(咖吗射线):由核衰变产生的。放射性同为元素在发生衰变是会自 动辐射出γ射线,即产生γ衰变。 钴-60、铱-192、铯-137
➢ X射线机
➢ 象质计 又称透度计,用来衡量射线照片的质量。即计测射线照相灵敏度。
象质计种类:线状、环状、块状、槽状。常用的是线状。
K=Δd/d*100=Ф/d*100
K – 以百分数表示的射线照相灵敏度,% Δd – 在射线照射方向发现的工件内部最小缺陷厚度尺寸 d – 工件被透照处的厚度 Ф – 底片上可辨认的象质计最小钢丝直径
ASTM E94对射线照相灵敏度的要求: 小于等于2%
3. 象质计选用、放置: - 放在靠射线源的一侧工件表面上, - 细丝朝外侧, - 放在有效透照范围的边缘,大约1/4处, - 每张底片上都要有, - 如果不能放在射线源一侧,可以放在胶片一侧的工件表面上,但是要加 “F”标记,并要做对比测试。 - 国标线型象质计按GB5618选用 - 美标线型象质计按ASTM E747选用
X射线机 高能X射线机 γ射线机
➢ 射线探伤的显示:射线能使胶片感光、能激发荧光物质、能使气体电离 等性质,由于感光、荧光物质、电离等作用随射线强度增大而增强,在 一定的条件下,可以把射线强度的分布状况,变为可见的图像或数据, 观察图像和分析数据,便能发现和鉴别缺陷。
射线照相法 工业射线电视法
➢ X射线:X射线是有韧致辐射产生的。电子由低速加速到高速,快速 运动被物质阻止时,电子运动速度急剧减小,电子的原有动能一部 分或全部转化为电磁波辐射出去,此即为韧致辐射。
Hale Waihona Puke ➢ 胶片和增感屏1. 胶片: 是由透明的聚酯或酸醋纤维物双面涂灵敏的感光材料(卤化银)而成。
射线探伤

8—显示器 9—摄影单元 10—磁盘 11—防护设施 12机械控制单元 13—射线控制单元 14—应用软件 15—图象处理器
射线源发出扇形束射线,被工件衰减后的射线强度投影数据经接收 检测器(300个左右,能覆盖整个扇形扫描区域)被数据采集部采集, 并进行从模拟量到数字量的高速A/D转换,形成数字信息。在一次扫描 结束后,工作转动一个角度再进行下一次扫描,如此反复下去,即可采 集到若干组数据。这些数字信息在高速运算器中进行修正﹑图象重建处 理和暂存,在计算机CPU的统一管理及应用软件支持下,便可获得被检 物体某一断面的真实图象,显示于监视器上。
X射线管的焦点是决定X射线管光学性能好坏的重要标志,焦点大小 直接影响探伤灵敏度。技术指标中给出的焦点尺寸通常是有效焦点。因 为影响透照清晰度和灵敏度的主要是有效焦点的大小。由于阳极靶块与 射线束轴线一般成200倾斜角,所以有效焦点大约是实际焦点的1/3。
3.X射线机的组成 X射线机通常由X射线管、高压发生器、控制装置、冷却器、机械装
知识点三:射线探伤设备简介 射线探伤常用的设备主要有X射线机、γ射线机等,它们的结构区
别较大。 一、X射线机 1.X射线机的分类和用途
X射线机即X射线探伤机,按其结构形式分为携带式、移动式和固定 式三种。携带式X射线机多采用组合式X射线发生器,体积小,重量轻, 适用于施工现场和野外作业的工件探伤;移动式X射线机能在车间或实 验室移动,适用于中、厚焊件的探伤;固定式X射线机则固定在确定的 工作环境中靠移动焊件来完成探伤工作。
第三章 射线探伤
教学目标:
1、 了解射线的的产生、性质及其衰减,了解各种射线检测方法 的基本原理;
第3章 射线探伤PPT课件

γ射线是由放射性物质(60Co、192Ir等)内部原子核的衰 变而来,射线源为γ射线机,射线能量不能改变,衰变 几率也不能控制。
01.08.2020
5
X射线和γ射线均具有的性质: (1)不可见,以光速直线传播。 (2)不带电,不受电场和磁场的影响。 (3)具有可穿透物质和在物质中有衰减的特性。 (4)可使物质电离,能使胶片感光,亦能使某些物质 产生荧光。 (5)能对生物细胞起作用(生物效应)。
按其显示缺陷的方法不同,又可分为射线电离法探 伤、射线荧光屏观察法探伤、射线照相法探伤、射线 实时图象法探伤和射线计算机断层扫描技术等。
射线探伤又称为射线检验。
01.08.2020
3
主要内容:
1、射线探伤基本原理 2、射线探伤设备 3、射线照相法探伤 4、射线实时图像法探伤 5、射线计算机断层扫描技术 6、射线探伤中的安全防护
01.08.2020
13
(2) 工作原理
当灯丝接低压交流电源(约2~l0V)通电(2~30mA) 加热至白炽时,其阴极周围形成电子云,聚焦罩的凹面 形状使其聚焦。
当在阳极与阴极间施以高压(管电压50~500kV)时, 电子为阴极排斥而为阳极所吸引,加速穿过真空空间, 高速运动的电子成束状集中轰击靶子的一个小面积(几 个mm2,称实际焦点),电子被阻挡、减速和吸收,其 部分动能(约1%)转换为X射线。
➢ 移动式X射线机能在车间或实验室内移动。适用中、厚板焊件; ➢ 固定式X射线机则固定在确定的工作环境中,靠移动焊件来探伤。
X射线机通常由X射线管、 高压发生器、控制装置、 冷却器、机械装置和高 压电缆等部件组成。
01.08.2020Fra bibliotek11X射线机按射线束的辐射方向分为:定向辐射和周向辐射。 其中周向X射线机特别适用于管道、锅炉和压力容器的环形焊缝
射线探伤的原理及应用

射线探伤的原理及应用1. 引言射线探伤是一种常用的无损检测技术,广泛应用于工业生产中的质量控制和安全检测。
本文将介绍射线探伤的原理及其在不同领域的应用。
2. 射线探伤的原理射线探伤是利用射线在物体中的相互作用来检测物体内部的缺陷或密度差异。
射线通常使用的是X射线和γ射线。
以下是射线探伤的基本原理:•射线产生:射线通常是通过射线源产生的,常见的射线源有X射线机和放射性同位素。
•射线传播:射线从射线源发出后,会穿过被检测物体,部分射线会被吸收、散射或透射。
•探测器接收:探测器用于接收透射的射线并转化为电信号。
•信号处理:电信号经过放大和处理后,可以通过显示器或记录仪等设备直观地得到被检测物体的内部情况。
3. 射线探伤的应用射线探伤广泛应用于各个领域,以下是一些常见的应用案例:3.1 工业领域•飞机零部件检测:射线探伤可以检测飞机零部件中的隐蔽裂纹和内部缺陷,确保飞机的飞行安全。
•焊接缺陷检测:射线探伤可用于检测焊接接头中的缺陷,确保焊接质量满足要求。
•金属铸件检测:射线探伤可以发现金属铸件中的气孔、夹杂物等缺陷,提高产品质量。
3.2 医学领域•骨骼检查:射线探测技术在医学领域广泛应用于骨骼检查,可以发现骨折、关节疾病等病变。
•乳腺X光摄影:射线探测技术在乳腺癌早期筛查中起到关键作用,可以发现潜在的肿瘤。
•血管造影:射线探测技术可以用于检查血管狭窄、堵塞等血管疾病。
3.3 资源勘探•石油勘探:射线探测技术可以用于探测地下油气储层和岩石结构,帮助确定石油地质储藏。
•矿石探测:射线探测技术可以用于检测矿石中的金属含量,提高矿石开采的效率。
4. 小结射线探伤是一种常用的无损检测技术,它的原理是利用射线在物体中的相互作用来检测物体内部的缺陷或密度差异。
射线探伤广泛应用于工业领域、医学领域和资源勘探等领域,帮助提高产品质量、确保安全和发现潜在的疾病。
随着技术的进步,射线探伤技术将继续发展并为各个行业带来更多的应用前景。
射线探伤作业安全管理细则范本(3篇)

射线探伤作业安全管理细则范本第一章总则第一条为保障射线探伤作业的安全和健康,依据《中华人民共和国安全生产法》等相关法律法规,制定本管理细则。
第二条本管理细则适用于所有进行射线探伤作业的单位和个人。
第三条射线探伤人员必须经过专门培训,并取得合格后始可从事相关作业。
第四条射线探伤作业必须符合国家和地方的相关安全管理规定。
第五条射线探伤作业应当严格按照安全操作规程进行,确保人员和设备的安全。
第六条射线探伤作业必须委派专人负责安全管理工作。
第七条单位应当定期进行安全检查,及时发现和排除安全隐患。
第八条单位和射线探伤人员有权拒绝违反安全规定的工作,以保护自身的安全。
第二章射线探伤人员安全管理第九条射线探伤人员必须遵守国家和地方的相关法律法规,以及本单位的安全管理规定。
第十条射线探伤人员必须经过严格的安全培训和考核,取得相关证书方可从事工作。
第十一条射线探伤人员必须佩戴个人防护装备,包括铅衣、护目镜、手套等,确保自身安全。
第十二条射线探伤人员工作时,应当注意尽量远离辐射源,以减少辐射的接触。
第十三条射线探伤人员应当经常接受健康检查,确保身体健康。
第十四条射线探伤人员在作业中发现隐患或危险情况时,应当立即上报,停止作业。
第十五条射线探伤人员禁止将射线探伤设备和相关工具私自外借、转让或改变使用目的。
第十六条射线探伤人员应当积极参与安全培训和交流活动,不断提升安全意识和技能。
第十七条射线探伤人员应当严禁酗酒、吸烟等不良生活习惯,保持良好的身体状况。
第十八条射线探伤人员应当妥善保管个人防护装备,定期检查和更换损坏的装备。
第三章射线探伤作业安全管理第十九条射线探伤作业应当在特定射线探伤区域内进行,禁止将射线探伤设备和源头带入人员密集区或非工作区。
第二十条射线探伤作业应当设置明显的警示标志,提示周围人员注意高辐射区域。
第二十一条射线探伤作业前应进行现场布置,并制定详细的探伤方案和工作程序。
第二十二条射线探伤作业时,应当保证相关设备的运行稳定,并及时检修和保养。
第三章 射线探伤

焊接检验
第三章 射线探伤
27
X射线机原理简图
焊接检验 第三章 射线探伤 28
2. x射线机分类及用途 x射线机即x射线探伤机,按其结构形式分为携带 式、移动式和固定式三种。 携带式因其体积小、重量轻,而适用于施工现场 和野外作业的探伤工作 移动式x射线机能在车间或实验室内移动,适用于 中、厚板焊件的探伤 固定式x射线机则固定在确定的工作环境中,靠移 动焊件来完成探伤工作 同时,x射线机亦可按射线束的辐射方向分为定向 辐射和周向辐射二种。
21
焊接检验
第三章 射线探伤
五、探伤基本原理
射线探伤的实质是根据被检工件及其内部 缺陷介质对射线能量衰减程度不同,而引起 射线透过工件后的强度差异,使缺陷能在射 线底片或X光电视屏幕上显示出来。
焊接检验
第三章 射线探伤
22
焊接检验
第三章 射线探伤
23
完好部分透射射线强度 Ix=I0e-μx 穿过缺陷部分透射射线强度 I´=I0e-μ(x-x) e-μ´x= I0e-μx e-(μ´-μ) x
焊接检验
第三章 射线探伤
13
焊接检验
第三章 射线探伤
14
Zdep
3. 汤姆逊效应 当射线光子与物质原子碰撞时,原子中的 电子受入射电磁波作用产生强迫振动成为 辐射源,向四周辐射出的x射线光子频率、 波长同入射光子,这种现象称为汤姆逊效 应或汤姆逊散射。 相干散射 弹性散射 一般强度很低,对探伤影响不大。
焊接检验 第三章 射线探伤 8
4.能杀死生物细胞 应注意安全防护,控制照射剂量。 5.能使空气电离 电离的正负离子数随射线的强度增加而增 加——测定射线剂量。 6.不受电磁场的影响 7.不可见、按直线传播
射线探伤

一、射线的安全防护1.射线剂量的基本概念(1)吸收剂量单位:rad(拉德)(2)剂量当量单位:rem(雷姆) 1rem=10-2SV(希沃特)剂量当量=吸收剂量×辐射种类修正系数×照射方式所对应的修正系数(3)最高允许剂量年允许剂量当量为5rem,终生累计剂量不得超过250rem。
(4)照射量 1R=1rad=1rem R—伦琴(5)剂量率单位:rem/h2.安全防护(1)距离防护(2)时间防护每天吸收的剂量不得高于17.4mrem(3)屏蔽防护二、底片质量的评定1.测黑度值黑度值(黑化程度,含Ag越多,则黑度较大)可用黑度计(光密度计)直接测量规定部位。
D=lg L0:照射光强;L:透过光强。
底片初始灰雾度D0:指未经曝光的胶片经显影处理后获得的微小黑度。
D0<0.2,影响不大;D0>0.2,则降低对比度和灵敏度。
2.测灵敏度灵敏度是以底片上的象质影像反映的象质指数来表示的。
底片上必须有象质计显示,且位置正确,被检测部位必须达到线型象质计的选用灵敏度要求。
线型象质计的选用定位标记、识别标记与B标记等是否正确、齐全。
4.检验表面质量影像规整齐全,不可缺边或缺角,无伪缺陷。
常见伪缺陷及其原因1.焊接缺陷在射线探伤中的显示(见书P/153 表7-1)焊接缺陷显示特点2.焊接缺陷的识别(1)几何形状(2)黑度分布(3)位置四、焊接缺陷的定量测定1.埋藏深度的确定5.在射线方向的尺寸(见书P/155)图7-19五、焊缝质量的评定缺陷:圆形缺陷(长宽比≤3)、条状夹渣(长宽比>3)、未焊透、未熔合、裂纹。
焊缝质量分级表步骤:先确定评定区域、量缺陷的长径、换算成点数、再评级。
①选定评定区域圆形缺陷是长宽比≤3的缺陷,它的评定区域见下表。
缺陷评定区域表单位: mm陷点数。
当缺陷的尺寸小于不计点数的缺陷尺寸表规定时,分级评定时不计该缺陷的点数。
质量等级为Ⅰ级的对接焊接接头和母材公称厚度小于等于5mm的Ⅱ级对接焊接接头,不计点数的缺陷在圆形缺陷评定区域内不得多于10个,超过时对接焊接接头的质量等级应降低一级。
射线照相法探伤

附加在X射线机窗口,能够限制射线照射 区域大小和得到合适旳照射量,从而降低来 自其他物体如地面、墙壁和工件非受检区域 旳散射作用,以防止和降低散射所造成底片 灰雾度旳增长。
文档仅供参考,如有不当之处,请联系改正。
6 铅遮板
工件表面和周围旳铅遮板,能够有效旳 屏蔽前方散射线和工件外缘由散射引起旳“边 蚀”效应。
⑴金属增感屏 是由金属箔粘合在纸基或胶片片基上制成旳,其原子 核被射线电离后放出旳二次电子加速了胶片上银盐旳 还原。 ⑵荧光增感屏和金属荧光增感屏 是把能发出荧光旳盐类涂敷在不同旳基底上制成旳增 感器材料。 荧光增感屏尽管增感系数很大,但因为产生荧光扩散、 屏斑效应等会引起成像质量下降,易造成漏检。
焦点越小,摄影敏捷度越高。
④辐射角
射线束所构成旳角度叫辐射角。 X射线旳辐射角分为定向和周向,分别合用于定 向分段曝光和环缝整圈一次周向曝光。
文档仅供参考,如有不当之处,请联系改正。
3 几何参数旳选择
①焦点大小旳影响
因为焦点不是点源,而有一定旳几何尺寸,在 探伤中必然会产生几何不清楚度。它使缺陷旳边沿 线影象变得模糊,因而降低了射线摄影清楚度。
①保护层为明胶,保护乳剂层不受损伤 ②乳剂层为明胶、溴化银和微量碘化银,明胶具 有增感作用并使卤化银颗粒能均匀悬浮、固定其 中,溴化银在射线作用下将产生光化反应,碘化 银可提升反差和改善感光性能。 ③结合层主要成份为树脂,其作用是使乳剂层牢 固地粘附在片基上。 ④片基主要成份为涤纶或三醋酸纤维,起支撑全 部涂层旳作用。
但是过高旳射线能量对射线摄影敏捷度不利, 伴随管电压旳升高,衰减系数μ减小,对比度降低, 其成果是射线敏捷度下降。
从敏捷度角度考虑能量旳选择原则:在确保穿透 力旳前提下选择能量较低旳χ射线。
射线探伤
机体 控制缆 源 输源管 探头 源在屏蔽位置
送出
源在移动中
收回
源在曝光位置
第三节
焊缝的照相法探伤
根据被检工件及其内部缺陷介质对射线能 量衰减程度的不同而引起透过后射线强度分布 差异,被射线照相胶片记录下来经暗室处理后, 再由其底片上较大的黑化程度对应较大的透射 射线强度,根据射线照相底片上这种黑化程度 变化的图象来发现被检工件中存在的缺陷。
2 构造
由X射线管、高压发生器、控制装置、冷 却器、机械装置、和高压电缆等部件组成。
二、X射线管 产生X射线的部件,由阴极与阳极等组成 的真空电子器件
1构造及原理
⑴阴极构件
阴极 聚焦罩 灯丝
阴极(钨) 灯丝(钨丝) 聚焦罩
X射线管电流的大小是通过改变阴极灯丝加 热电流来调整的。
⑵阳极构件
作用:阴挡电子运动、进行能量转换产生X射线
2 射线源的选择 ⑴射线能量
指射线源的KV、MeV值或γ源的种 类。
⑵射线强度 ⑶焦点尺寸 ⑷辐射角
3、几何参数的选择
⑴焦点尺寸
⑵透照距离 焦点至胶片的距离F ⑶缺陷至胶片的距离
L1
L2 F d
⑴几何不清晰度(Ug)
L1
利用三角关系可 得:
F
δ(L2) Ug
Ug=δd/(F-δ) L1 胶片至工件上 表面的距离
3 X射线管的特征曲线
在不同的灯丝加热电流下,管电流与管电压之间的关 系称为X射线管的特征曲线.
灯丝加热电流3.8A
管 电 流
灯丝加热电流3.4A
mA
管电压KV
4 X射线机的基本电路
X射线机的基本电路有灯丝电路和高压电路
3 1 自耦变 压器 kv 4
第3章 射线探伤.
射线强度的衰减呈负指数规律: ➢ 随着透过物质厚度δ增加,射线强度的衰减增大; ➢ 随着线衰减系数μ的增大,射线强度的衰减也增大。
2021/7/12
9
线衰减系数μ与射线本身的能量(波长λ)及物质本身的 性质(原子序数Z、密度ρ)有关。
➢ 同样的物质,其射线波长λ越长,μ值也越大;
➢ 相同波长或能量的射线,物质的原子序数Z越大,密 度越大,则μ值也越大。
二、射线与物质的相互作用
当射线穿透物质时,由于射线与物质的相互作用, 将产生一系列极为复杂的物理过程,其中包括光电效应、 汤姆逊散射、康普顿效应等,结果使射线因吸收和散射 而失去一部分能量,强度相应减弱,这种现象称为射线 的衰减,用衰减定律表达:
μ—线衰减系数,为上述各物理 效应分别引起的衰减系数之和。
(粒子如电子、质子、氦核等) 。 高能X射线(能量>1MeV)的加速器主要有电子感应பைடு நூலகம்
γ射线是由放射性物质(60Co、192Ir等)内部原子核的衰 变而来,射线源为γ射线机,射线能量不能改变,衰变 几率也不能控制。
2021/7/12
4
X射线和γ射线均具有的性质: (1)不可见,以光速直线传播。 (2)不带电,不受电场和磁场的影响。 (3)具有可穿透物质和在物质中有衰减的特性。 (4)可使物质电离,能使胶片感光,亦能使某些物质 产生荧光。 (5)能对生物细胞起作用(生物效应)。
第三章_射线检测

一. 射线的种类和频谱 波长较短的电磁波叫射线,速度高、能量大的粒子流也叫 射线。
(10-9 m)
第第三3章章射射线线检检测测
在射线检测中应用的射线主要是X射线、γ 射线和中子射
线。X射线和γ 射线属于电磁辐射,中子射线是中子束流。 由 于他们属电中性,不会受到库伦场的影响而发生偏转,且贯穿 物质的本领较强,被广泛应用于无损检测。
第第三3章章射射线线检检测测
X射线照相原理示意图
第第三3章章射射线线检检测测 2、电离检测法
当射线通过气体时与气体分子撞击,有的气体分子失去电子成为
正离子,有的气体分子得到电子成为负离子,此即气体的电离效 应。电离效应将会产生电离电流,电离电流的大小与射线的强 度有关。如果将透过试件的X射线通过电离室测量射线强度,就 可以根据电离室内电离电流的大小来判断试件的完整性。
I I0ed
由于射线束是锥形 ,修正后为
I
I0
(
H H
d
)2
ed
H——物体表面至射线源的距离。
宽束射线的衰减曲线
第第三3章章射射线线检检测测
第二节 Χ射线检测的基本原理和方法
一、Χ射线检测的基本原理
Χ射线检测是利用Χ射线通过物质衰减程度与被通过部位 的材质、厚度和缺陷的性质有关的特性,使胶片感光成黑度不 同的图像来实现的,检测原理:当射线通过被检物体时,有缺 陷部位与无缺陷部位对射线的吸收能力不同,一般情况是通过 有缺陷部位的射线强度高于无缺陷部位的射线强度,因此可以 通过检测透过被检物体后射线强度的差异来判断被检物体中是 否有缺陷存在。
第第三3章章射射线线检检测测 二、检测方法
目前工业上主要有照相法、电离检测法、荧光屏直接观察法、电 视观察法等。
射线探伤原理

射线探伤原理
射线探伤原理被广泛应用于工业领域,用于检测材料内部隐含的缺陷和结构问题。
射线探伤主要分为X射线探伤和γ射线探伤两种方法。
X射线探伤基于X射线的特性:当X射线通过物体时,会被物体材料吸收、散射或透射。
被吸收和散射的射线会在探测器上产生衰减,形成图像。
材料中的缺陷或结构问题会导致射线衰减的变化,在图像上呈现出明显的异常。
X射线探伤主要用于检测金属材料,因为金属对X射线的吸收能力较强。
γ射线探伤则利用γ射线的特性进行检测。
γ射线与X射线类似,但是能量更高,能够穿透更厚的材料。
γ射线源通常使用放射性同位素,如钴 60 和铯 137。
射线通过材料时,被材料吸收或透射。
通过测量透射射线的强度,可以确定材料内部的缺陷或问题。
在射线探伤中,使用了探测器来接收和测量射线衰减的程度。
这些探测器可以是计数器或图像传感器。
当射线通过材料时,探测器会测量到透射射线的强度。
根据射线衰减的情况,可以得出材料内部的结构信息。
射线探伤的原理是基于射线与材料相互作用的方式。
通过测量透射射线的强度,可以确定材料内部的缺陷和结构问题。
这项技术在工业领域中起到了至关重要的作用,帮助人们发现并解决材料中的隐患。
第3章 射线探伤

2) 未焊透 未焊透是熔焊金属与基体材料没有熔合为一体且有一定
间隙的一种缺陷。在胶片上的影像特征是连续或断续的黑线,
射线探伤的特点
① 可直接观察零件内部缺陷的影像,对缺陷进行定性、 定量和定位分析; ② 探测厚度范围大,从薄钢片到厚达500mm以内的钢板, 但薄钢片的表面缺陷(如表面发纹、疲劳裂纹等)较难 探测; ③ 设备复杂、昂费。检验费用高; ④ 射线有害人体健康,其设备应加防护措施。射线探伤 适用于所有的材料,可检验金属、非金属材料内部质 量,探测铸件、焊接件内郡的缺陷。如检测船体焊缝 的质量。
第四节 焊缝射线底片的评定
利用观片灯﹑黑度计等仪器和工具进 行评片。包括底片质量的评定﹑缺陷的定 性和定量﹑焊缝质量的评级等内容。
一、底片质量的评定
黑度值
灵敏度 • 黑度值是射线底片质量的一个重要指标。 • 射线照相灵敏度是以底片上象质计影象反映的象质 标记系 指数来表示的。
• 底片上的定位标记和识别标记应齐全,且不掩盖被 表面质量 检焊缝影象。 • 底片上被检焊缝影象应规整齐全,不可缺边或缺角。
一、 射线的产生及其性质
射线的产生
高速行进电子
轰击
金属靶
1%动能转换为X射线 99%动能转换为热能
射线探伤原理
利用射线可以穿透物质和在物质中有
衰减的特性来发现其中缺陷的一种无损探 伤方法。
射线探伤方法
射线探伤方法有照相法、透视法(荧屏显示)和工业射 线电视法。目前生产中广泛应用射线照相法。 射线照相法探伤是利用物质在密度不同、厚度不同时 对射线的吸收程度不同(即使射线的衰减程度不同),就会 使零件下面的底片感光不同的原理,实现对材料或零件内 部质量的照相探伤。当射线穿过密度大的物质,如金属或 非金属材料时,射线被吸收得多,自身衰减的程度大,使底 片感光轻;当射线穿过密度小的缺陷(空气)时。则被吸收 得少,衰减小,底片感光重。这样就获得反映零件内部质 量的射线底片。
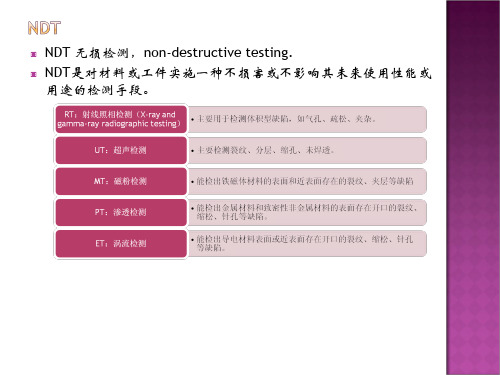
射线探伤RT

射线探伤RT射线探伤是一种基于所希望的辐射传递或吸收原理的无损探伤方法。
(工件中)厚度减薄或低密度的地方可以穿过较多的射线、因而吸收的辐射能量较小。
穿过被检工件的射线会在接收射线的底片上形成有对比度的影像。
具有高射线传递能力(低吸收)的区域会在经过暗室处理的底片上形成一个黑的影像区。
而具有较低射线传递能力(高吸收)的区域会在经过暗室处理的底片上形成一个较淡的影像区域。
图10.26说明了厚度对底片黑度的影响。
被检测物中最薄的地方在底片上形成的影象最黑,这是因为有较多的射线传递到了底片上。
被检测物中最厚的地方在底片上形成的影象最淡,这是因为有较多的射线被吸收而到达底片的射线相对较少。
图10.27说明了材料密度对底片黑度的影响。
在图10.27所示的金属材料中,铅的密度最高(11.34g/cc),接下来的密度次序是铜(8.96g/cc)、铁(7.87g/cc)、铝(2.70g/cc)。
.由于具有最高的密度(每单位体积上的重量),铅吸收最多的辐射,传送最少的辐射,所以产生最亮的底片。
低能量,无微粒的辐射是以γ射线或X射线的形式。
γ射线是由放射性的材料蜕变的结果;通常的放射源包括铱192,铯137和钴60。
这些放射源不断地发射出射线,当不用时,必须把它们放在称为γ照像机的屏蔽的贮存器中。
这些贮存器通常用铅和钢作屏蔽。
X射线是人造的;当电子高速运行时与物体相撞而产生X射线。
可以在一真空管中将电能转换成X辐射。
一低电流通过一白热的细丝,产生了电子。
而在细丝和目标金属之间的高电位(电压)加速了电子通过这个电压差区。
当电子流撞击到目标产生了X射线。
只有当把电压加入到X射线管时,辐射才会产生。
不管是用γ射线还是用X射线源,在试验中,试验物体并不是放射性的。
用此方法探到的表面下的缺陷是那些与被辐射的材料相比有不同密度的缺陷。
这包括中空,金属的和非金属的夹渣以及良好排列的未熔合和裂纹。
中空,如气孔,因为它们代表材料密度的巨大损失,所以在照片上产生暗区域。
射线探伤的安全PPT课件
感谢您的观看
THANKS
射线探伤的原理
射线探伤的原理主要是利用不同物质对射线的吸收、透射和散射等行为的差异,当射线穿过材料时,若材料内部 存在缺陷或异常,会导致射线的吸收和散射发生变化,从而影响射线的强度和分布,通过测量这些变化可以判断 出材料内部的缺陷和异常。
射线探伤的种类与特点
射线探伤的种类
常见的射线探伤方法包括X射线探伤、γ射线探伤、中子射线探 伤等。
培训内容
包括射线探伤设备的工作 原理、安全操作规程、防 护用品的使用方法、紧急 情况处理等。
培训方式
采用理论授课、实际操作 演示、案例分析等多种形 式,确保操作人员掌握安 全知识和技能。
设备安全操作规程
操作规程制定
根据设备特点和工艺要求,制定 详细的安全操作规程,明确操作 步骤和注意事项。
操作规程培训
射线探伤的特点
射线探伤具有较高的检测精度和可靠性,能够检测出材料内 部的微小缺陷和异常,且检测结果直观、易于分析和记录。 同时,射线探伤也存在一定的安全风险和环保问题,需要采 取相应的防护措施。
射线探伤的应用范围
射线探伤在航空航天、核工业、石油化工、机械制造等领域 得到广泛应用,主要用于检测材料内部的缺陷、焊接质量、 铸件内部结构等。
05
射线探伤的未来发展与展望
新型射线探伤技术的研发
研发更高效、更精确的射 线探伤设备
随着科技的不断进步,新型射线探伤技术将 不断涌现,以提高检测效率和准确性。
智能化技术的应用
将人工智能、机器学习等技术应用于射线探伤中, 实现自动识别、自动检测等功能,提高检测效率。
多技术融合发展
将射线探伤与其他无损检测技术进行融合, 形成多技术联合检测,提高检测的全面性和 准确性。
射线探伤废液管理制度
射线探伤废液管理制度第一章緒論第一節緒言隨著製造業的發展,射線探傷工藝廣泛應用於金屬、非金屬材料的質檢中。
射線探傷技術在提高製造品質、確保工藝安全中發揮著不可替代的作用。
然而,射線探傷過程中產生的废液含有較高濃度的放射性物質,若管理不當將對人體健康和環境造成危害。
因此,對射線探傷废液的管理制度的建立和落實具有重要意義。
第二節研究目的本文旨在制定科學的射線探傷废液管理制度,明確射線探傷废液的收集、處置程序,確保废液處理遵守相關法律法規,同時對射線探傷業務人員進行相關知識和技術培訓,提高废液管理水平。
第二章射線探傷废液特性及標準第一節射線探傷废液特性射線探傷是一種用射線侵入物質中進行質檢的技術,探傷過程產生的废液主要來自射線源和探傷物料,含有較高濃度的放射性核素。
射線探傷废液的主要特性包括高放射性、易污染、具有腐蝕性和毒性等。
第二節射線探傷废液管理標準射線探傷废液管理標準制定應遵守國家相關法律法規的規定,確保废液收集、處置符合標準。
同時,應根據废液特性研究制定相應的處置標準和程序,定期監測废液中放射性核素濃度,並建立相應的文檔記錄。
第三章射線探傷废液管理制度第一節射線探傷废液收集1. 建立專門的废液收集罐,確保废液不外洩。
2. 訓練相關工作人員,確保將废液準確收集到指定位置。
第二節射線探傷废液運輸1. 嚴格按照相關運輸規定,選擇專業的废液運輸公司進行運輸。
2. 運輸過程中應加強安全監控,確保废液不發生泄漏。
第三節射線探傷废液處置1. 遵守相關處置標準,選擇正規的废液處置公司進行處置。
2. 監測處置過程,確保废液得到妥善處理。
第四章射線探傷废液管理培訓第一節射線探傷废液管理知識培訓1. 對射線探傷業務人員進行废液管理培訓,提高其废液管理意識。
2. 定期組織相關知識培訓活動,提高人員技術水平。
第二節應急處置培訓1. 制定應急處置計畫,提高人員應對突發事件的能力。
2. 定期組織應急演練,檢驗應急處置措施的有效性。
第三章 射线探伤

各种射线检测设备使用范围
不同厚度钢板选用的射线探伤设备
工件厚度(mm) 6 12 25 50 75 100 射线探伤设备 100KVX射线机 150KVX射线机 250KVX射线机 300KVX射线机 400KVX射线机 Co60γ射线机
也可采用Ir192、 Co60γ射线机
备注
>100
加速器
3—3射线照相法探伤
② 按射线束的辐射方向分类
又分为定向辐射和周向辐射二种。 ▲ 其中周向X射线机特别适用于管道、锅炉和压 力容器环形焊缝的检测。由于它一次曝光可以检测 整条环缝,所以工作效率特别高。 ▲ 此外,还有一些特殊用途的X射线机,例如:软 X射线机(管电压在60KV以下),用于检测金属薄 件、非金属材料等低原子序数物质内部缺陷。微焦 点X射线机(通常为0.01一0.1mm,微焦点最小为 0.005mm),适用于近焦距拍片,用于检测半导体 器件、集成电路内部结构及焊接质量。
人工γ射线源:利用原子能反应堆或 加速器,用中子去轰击正常原子, 使正常原子核增加若干中子,所获 得的元素为原元素的放射性同位素。 例:钴60 ,Co60是利用原子能反应 堆或加速器,用中子去轰击钴59 , Co59(质子数为27,而中子数为32, 质量为59)使其原子核增加一个中 子,变成放射性同位素钴60 ,Co60。
▲ 焦点分为实际 焦点和有效焦点:
▲实际焦点:阳极靶 上热电子轰击的面积 (图中2)。 ▲有效焦点:实际焦 点在垂直于射线束轴 线上投影面积。(由 于阳极靶与射线束成20 度倾角,所以有效焦 点尺寸约为实际焦点 尺寸的1/3)(图中3)
⑵ X射线机分类 (2种分类方法)
① 按结构形式分类 按结构形式又分为: 1)携带式;2)移动式;3)固定式三种。 1)携带式X射线机因其体积小、重量轻,而适 用于施工现场和野外作业的检测工作。 2)移动式X射线机能在生产车间或实验室内移 动,适用于中、厚板件的检测。 3)固定式X射线机则固定在确定的工作环境中, 靠移动工件来完成检测任务。
射线探伤ppt课件

射线探伤
射线探伤是利用射线可穿透物质和在物质 中有衰减的特性来发现缺陷的一种探伤方法。 检验焊缝及其热影响区内部缺陷的主要方 之一。 优点:客观准确,重复性好,可靠性高,结果 可长期保存。 缺点:可检测板厚较小,成本较高,污染环境。
按射线源种类分:
X射线、γ射线、高能射线检测
按显示缺陷方法不同:
5、X射线机的选择 ⑴根据被检工件的材料和厚度选择X射线机的额 定管电压 检查非金属材料或轻金属材料时选用额定管电压 较低的射线(软X射线)检查钢铁工件,选用额 定管电压较高的X射线机。 工件厚时,较高电压。工件薄时,较低电压。
⑵根据射线检验工作的性质选择X射线机的结构 形式
⑶根据被检对象的形状和尺寸选择射线束的辐 射方向
5 暗盒 作用 保护胶片不受光和机械损伤
材料应对射线的吸收不明显。如不透明橡胶或 塑料,黑纸或薄铝片等。 6标记带 其上的铅质标记有:定位标记、识别标记、B标 记等。
二、探伤条件的选择
1 选择原则 ⑴象质等级 GB3323-87对钢熔化焊缝对接接头的射线照相方法的 底片影象质量分为三级
A级-质量一般,适用于承受负荷较小的产品及部件
胶片 纵缝透照法
⑵环缝外透法
⑶环缝内透法 ①射线源为定向辐射时,采用偏心透照法
②射线源为周向辐射时采用环缝中心内透法
⑷双壁单影法 适合外径大于89mm的管道焊缝。
Ⅰ
Ⅱ
⑸双壁双影法 适于外径<89mm的管道焊缝
透照方式确定后应注意: ①射线入射方向的选择
②透照厚度差的控制
δ’ δ 具体到实际,可对一条焊缝划分等分数。 对角接接头,T型接头加补偿块
2 射线源的选择 ⑴射线能量
指射线源的KV、MeV值或γ源的种 类。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第三章射线探伤
1 射线的性质:
1不可见,以光速直线传播
2不带电,收电场和磁场的影响
3 具有穿透物质和在物质中有衰减的特性
4 能对生物细胞起作用(生物效应)
2 探伤的基本原理
射线探伤的实质是根据被检工件与内部缺陷介质对射线能量衰减程度不同,而引起射线透过工件后的强度差异,使缺陷能在射线底片或者X光电视屏幕上显示出来。
下图中射线在工件及缺陷中的衰减系数分为u和u′,更具衰减定律,透过完好部位x厚的射线强度Ix=Io e-ex; 透过缺陷部位的射线强度I′=Io e-ux e-(u′-u) Δx
比较以上两式可知:
(1)当u′<u时,I′>Ix即缺陷部位头透过射线强度大于周围完好部位,例如,钢焊缝中的气孔,夹渣等缺陷就属于这种情况
(2)当u′>u时,I′<Ix,即缺陷部位透过射线强度小于周围完好部位,例如,钢焊缝中夹钨就属于这种情况
(3)当u′=u或者Δx很小趋近于0时,I′=Ix,这时,缺陷部位与周围完好部位投过的射线强度无差异,则射线底片上或X光电视屏幕上的缺陷将得不到
显示
3 X射线管的工作原理:
当灯丝接低交流电源(约2~10V)通电加热至白炽时,其阴极周围形成电子云,聚焦罩的凹面形状使其聚焦,当在阳极和阴极间施以高压时,电子为阴极排斥,而为阳极所吸引,加速穿过真空空间,高速运动的电子成束状集中轰击靶子的一个小面积,电子被阻挡,加速和吸收,其部分动能(约1%)转换为X射线,由于X射线管能量转换效率很低,靶块接受电子轰击的动能绝大部分转换为热能,因此阳极的冷却直观重要
4增感屏:
金属增感屏是由金属箔粘合在纸基或胶片片基上制成。
探伤时与射线胶片紧密接触。
增感屏被射线透射后可产生二次电子和二次射线,增加对胶片的感光作用(称增感效应)同时,它对波长较长时间的射线又有吸收作用(称滤波作用),减小散射引起的灰雾度,因而,金屏增感屏的存在,提高了胶片的感光速度和底片的成像质量。