加工中心 M、S、T常用指令的实现
数控程序中字母的含义及加工中心程序代码说明
数控程序中字母的含义1.O:程序号,设定程序号N:程序段号,设定程序顺序号G:准备功能:尺寸字符,轴移动指令X/Y/ZA/B/C/U/V/W:附加轴移动指令R:圆弧半径I/J/K:圆弧中心坐标(矢量)F:进给,设定进给量S:主轴转速,设定主轴转速T:刀具功能,设定刀具号M:辅助功能,开/关控制功能H/D:刀具偏置号,设定刀具偏置号P/X:延时,设定延时时间P:程序号指令,设定子程序号(如子程序调用:M98P1000)L2,省略L代表L1)P1000L:重复,设定子程序或固定循环重复次数(如:M98F_)P_Z_R_Y_X_P/W/R/Q:参数,固定循环使用的参数(如:攻牙G98/(G99)G84 常用G代码解释2.G00:定位或快速移动G01:直线插补G02:圆弧插补/螺旋线插补CWG03:圆弧插补/螺旋线插补CCWG04:停留时间或延时时间X1.0)X1000(或G04如:G04P1000表示停留1秒钟G04G09:准确停止或精确停止检查(检查是否在目标范围内)G10:可编程数据输入轴或其平行轴平面XP:X G17:选择XPYP轴或其平行轴平面YP:Y G18:选择ZPXP轴或其平行轴平面ZP:Z G19:选择YPZPG20:英寸输入G21:毫米输入G28:返回参考点检测Z__返回参考点(绝对值/增量值指令)Y__经过中间点X__Z__Y__X__G28格式:G91/(G90)G29:从参考点返回参考点返回第2,3,4G30Z__的指令(绝对值/增量值指令)Y__从起始点经过参考点返回到目标点X__Z__Y__X__G29G91/(G90)可以省略。
)参考点(P2Z__;返回第2Y__X__P2G30G91/(G90)Z__;返回第3 参考点Y__X__P3G30G91/(G90)参考点Z__;返回第4Y__X__P4G30G91/(G90)Z__:经过中间点位置(绝对值/增量值指令)Y__X__G40:刀具半径补偿取消G41:左侧刀具半径补偿(沿进给方向刀具在左边)G42:右侧刀具半径补偿(沿进给方向刀具在右边)G43:刀具长度补偿+方向G44:刀具长度补偿-方向G49:取消刀具长度补偿G50:取消比例缩放G51:比例缩放,格式:P_;Z_Y_X_G51ONZ_:设定缩放中心位置Y_X_G50OFFP:缩放比例,范围是1-999999,不能是小数,如果P800代表缩放比例是0.8 G52:设定局部坐标系G53:选择机床坐标系G54-G59:选择工件坐标系1-6G60:单方向定位,消除传动间隙(代替G00),过目标位置后然后回头至目标位置G61:准停检查方式,切削进给接近目标位置时减速并检查位置公差范围G62:自动拐角倍率G63:攻牙方式G64:正常切削方式,切削进给接近目标位置时不减速,以及切削段与段之间不减速G65:宏程序调用G66:宏程序模态调用G67:宏程序模态调用取消G68:坐标旋转,格式:R_Y_X_G17:G68R_Z_X_G18:G68R_Z_Y_G19:G68坐标旋转取消G69G73:多级钻削循环G74:攻左旋螺纹循环G76:精镗循环(定向偏心退刀)G80:取消固定循环G81:单级钻削循环G82:单级钻削循环(实现孔底停留或延时)G83:多级钻削循环G84:攻右旋螺纹G85:镗削循环G86:镗削循环G87:反镗循环G88:镗削循环G89:镗削循环G90:绝对指令G91:相对指令G92:设定工件坐标系G98:固定循环后退时退回起点G99:固定循环后退时退回点(R点在固定循环中设定)常用M代码解释3.M00:程序无条件停止:程序条件停止M01:程序结束M02:主轴正转M03:主轴反转M04:主轴停止M05:开外冷M08:关所有冷却M09:开内冷M26:程序结束并返回到程序开头M30 :检查托盘1M84M95:检查托盘2:调用子程序M98:返回主程序M99M135:刚性攻牙M417:机床托盘1检查M418:机床托盘2检查M419:机床托盘检查结束M433:刀具断刀检测M462:托盘号传送常用算术4.加法:#i=#j+#k减法:#i=#j-#k乘法:#i=#j*#k除法:#i=#j/#k正弦:#i=SIN[#j]反正弦:#i=ASIN[#j]余弦:#i=COS[#j]反余弦:#i=ACOS[#j]正切:#i=TAN[#j]反正切:#i=ATAN[#j]平方根:#i=SQRT[#j]绝对值:#i=ABS[#j]舍入:#i=ROUND[#j]上取整:#i=FIX[#j]下取整:#i=FUP[#j]自然对数:#i=LN[#j]从BIN转为BCD:#i=BCD[#j]从BCD转为BIN:#i=BIN[#j]与:#i=#AND#k异或:#i=#jXOR#k或:#i=#jOR#k指数函数:#i=EXP[#j]逻辑运算符5.EQ:等于NE:不等于GT:大于GE:小于或等于LT:小于程序转移和循环6.无条件转移:GOTO#K=0THEN[#I=#J]THEN,如:IF[条件表达式]IF n,如果条件满足,则跳转至程序段n GOTO[条件表达式]IF[条件表达式]条件转移:IF循环语句7.(m=1,2,,3)Dom[条件表达式]WHILE…ENDm如果条件满足则执行Dom至ENDm之间的程序(直到条件不满足),否则转而执行ENDm 后面的程序。
加工中心 M、S、T常用指令的实现

加工中心 M、S、T常用指令的实现1.辅助功能(M功能)通常一个程序段只能指定一个M代码,但在设定了参数的情况下也可以在一个程序段中指定多个M代码(No.3407#7=1)。
(1)程序结束(M02、30)指令功能:它们表示主程序的结束,自动进行停止,控制返回到程序开头。
(2)程序暂停(M00)指令功能:执行M00时,程序运行暂停,所有模态信息保持不变,按循环起动键后,自动运行恢复运行。
(3)选择停止(M01)指令功能:执行M01时,自动进行暂停,按循环起动键后,程序继续运行,但只有当机床控制面板上的“选择停”键被选中,这个代码才有效,否则无效。
(4)子程序调用(M98)(5)子程序结束(M99)指令功能:M99表示子程序结束,执行M99使控制返回到主程序。
(6)换刀指令(刀具交换)(M06)M06格式:T——指刀号T——:指令功能:执行M06语句,按指定的刀具号调用所需的刀具。
(7)指定刚性攻丝方式(M29)指令格式:N10 ………;N20 M29 S****;N30 G84 ……;指令功能:使程序进入刚性攻丝状态。
2. 22厂加工中心部分M功能代码3.主轴速度功能(S功能)加工中心的主轴速度由S后的最多5位数值(rpm)指定,指定的是主轴速度的单位,其最高转速取决于机床的规定。
4.刀具功能(T指令)在地址T后指定数值选择机床上的刀具。
M06加工中心换刀指令格式:T——例:T12 M06(调12刀为主轴上当前刀具)T0 M06 (空换刀,有换刀动作,但主轴上没有刀具,T0表示没有刀具)使用大刀为防止大刀与其它刀干涉,刀库上放置大刀刀杯的邻近刀杯不能放刀(设定99号刀)。
在编程时注意,大刀之间可交换,小刀不能换大刀,即大刀不能放在两相邻刀杯号不是99的刀杯中。
5.功能实现(1)CNC至PLC:CNC送至PLC的信息可由CNC 直接送入PLC的寄存器中,所有CNC送至PLC的信号含义和地址(开关量地址或寄存器地址)均由CNC 厂家确定,PLC编程者只可使用不可改变和增删。
CNC加工中心程序代码大全

CNC加工中心程序代码大全在现代制造业中,CNC 加工中心凭借其高精度、高效率和高自动化程度,成为了生产加工中的重要设备。
而要让 CNC 加工中心按照我们的意愿精确地进行加工操作,就离不开程序代码的编写。
下面就为大家详细介绍一下常见的 CNC 加工中心程序代码。
一、准备功能代码(G 代码)G 代码是 CNC 编程中最常用的代码之一,用于指定机床的运动方式和加工操作。
以下是一些常见的 G 代码:1、 G00:快速定位指令机床以最快的速度移动到指定的位置,不进行切削加工。
2、 G01:直线插补使刀具沿着直线轨迹进行切削运动,需要指定终点坐标和进给速度。
3、 G02/G03:圆弧插补G02 用于顺时针圆弧插补,G03 用于逆时针圆弧插补。
需要指定圆弧的终点坐标、圆心坐标(或半径)以及进给速度。
4、 G04:暂停使机床在指定的时间内暂停动作,常用于钻孔时的排屑。
5、 G17/G18/G19:平面选择G17 选择 XY 平面,G18 选择 XZ 平面,G19 选择 YZ 平面。
6、 G20/G21:单位选择G20 选择英制单位,G21 选择公制单位。
7、 G28:返回参考点使机床各坐标轴快速返回机床参考点。
8、 G40/G41/G42:刀具半径补偿G40 取消刀具半径补偿,G41 为左补偿,G42 为右补偿。
用于在轮廓加工中自动补偿刀具半径。
二、辅助功能代码(M 代码)M 代码主要用于控制机床的辅助动作,如主轴的启停、冷却液的开关等。
1、 M03:主轴正转启动主轴以顺时针方向旋转。
2、 M04:主轴反转启动主轴以逆时针方向旋转。
3、 M05:主轴停止停止主轴旋转。
4、 M08:冷却液开打开冷却液。
5、 M09:冷却液关关闭冷却液。
6、 M30:程序结束并返回表示程序结束,机床复位并返回程序开头。
三、进给功能代码(F 代码)F 代码用于指定切削进给速度,单位通常为 mm/min 或 mm/r(每分钟进给量或每转进给量)。
SINUMERIK西门子系统加工中心编程各代码
西门子系统,在机床没有回零点时,也可以循环起动的方法。
在启动状态下(诊断—机床设定)输入DB126 DBX4.0,B,1西门子系统,等分圆周孔,钻孔循环的另一种方法,MACLL CYCLE81(100,0,5,,20)HOLES 1 或2(0,0,126,90,360/7,7)MACLL1,是直线2,是圆周0,起始角度0,起始点Z值126,半径90,第一孔的起始角度360/7,在360度内钻7个孔7,一共要钻7个孔西门子系统按键说明:区域转换键菜单扩展键返回键加工显示键自动方式单段运行手动方式;门子系统操作面板,英—汉对照说明:JOG 手动方式窗口:PresetScratch 对刀Handwheel 手轮ICN ICN…………………Gfct+transf G功能Auxiliary func 功能表Spindles 主轴功能Axis federate 轴功能表Zoom act .val 坐标值放大Act.val MCS 机床坐标系/绝对坐标系;<<<<<<<<<<<<<<<<<<<<<<<<<<<AUTO自动方式窗口:Over-storeDRF offsetProgram control 程序控制Block searchHandwheel 手轮Correct programProgram overview…………………Gfct+transf G功能Auxiliary func 功能表Spindles 主轴功能Axis federate 轴功能表Zoom act .val 坐标值放大Act.val MCS 机床坐标系/绝对坐标系;<<<<<<<<<<<<<<<<<<<<<<<<<<<MDA 方式窗口Program control 程序控制Handwheel 手轮Editor function 编辑MDA file fct MDA程序管理…………………Gfct+transf G功能Auxiliary func 功能表Spindles 主轴功能Axis federate 轴功能表Zoom act .val 坐标值放大Act.val MCS 机床坐标系/绝对坐标系Delete MDA buffer 删除MDA缓冲区;<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<< 按区域转换键后的窗口:Machine 机床Parameter 参数Program 程序Services 服务Diagnosis 诊断Startup 起动…………………AUTO 自动方式MDA MDA方式JOG 手动方式R.EPOSREF;<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<< 按Parameter参数选择键后的窗口:Magazine list 刀具补偿R parameter R参数Setting data 设定数据(维修时用)Zero offset 零点偏置User data 用户数据Actire ZO+compens 坐标激活Tool manageme 刀具管理…………………Axes+ 轴+Axes- 轴-Rotation scale mirr Base ZOSet ZO;<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<< 按Program程序选择键后的窗口:Work—pieces 工件Part programs 工件程序Sub—programs 子程序User cycles 用户循环Clip—board 剪粘板Log 记录…………………Interactiv programing 对话式编程New 新的Copy 复制Inserl 粘贴Delete 删除Rename 重命名AlterenableInteractiv programing 对话式编程New 新的Load 装载Unload 卸载Smulation 模拟Manage programs 程序管理Seleet 选择Save setup data 保存数据;<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<< 按Services服务选择键后的窗口:Data in 数据输入Data out 数据输出Manage data 数据管理Data selection 数据选择Interface 接口…………………V24 RS232C接口PG 编程器Disk 磁盘Archive… 文档NC card NC卡;<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<< 按Diagnosis诊断选择键后的窗口:Alarms 报警Messages 信息Alarm log 报警记录Serrice displays 服务显示Plc status LC状态…………………Display newStore logSort young—old;<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<按Program control程序控制,选择键后的窗口:• Skp:skip block跳过语句• Dry:dry run federate空运行• ROV:rap:trat o/ride 快速倍率• M01:program stop程序停止• DRF RF offset DRF偏差•RT: program test 程序测试SBL1: λ每一个机床切削后停止SBL2: 每一条语句后停止λSBL3: λ循环停止Display 显示Display all blocks 显示所有程序段λλ Display erav bloks anly 仅显示程序段移动;西门子系统打开两个程序窗口,可以相互复制程序段的操作步骤:新建一个文件或打开一个文件—→按“双页面键”—→打开第二个文件—→按“程序段选择键”,选中要复制的程序段—→按“复制程序段”键—→按NEXT/Window键,也就是把光标换到另一个文件下面—→按粘贴程序段键—→按“确定软键”。
CNC加工中心程序代码大全
1. 数控程序中字母的含义O:程序号,设定程序号N:程序段号,设定程序顺序号G:准备功能X/Y/Z :尺寸字符,轴移动指令A/B/C/U/V/W:附加轴移动指令R:圆弧半径I/J/K:圆弧中心坐标(矢量)F:进给,设定进给量S:主轴转速,设定主轴转速T:刀具功能,设定刀具号M:辅助功能,开/关控制功能H/D:刀具偏置号,设定刀具偏置号P/X:延时,设定延时时间P:程序号指令,设定子程序号(如子程序调用:M98P1000)L:重复,设定子程序或固定循环重复次数(如:M98 P1000 L2,省略L代表L1)P/W/R/Q:参数,固定循环使用的参数(如:攻牙G98/(G99)G84 X_ Y_ R_ Z_ P_ F_)2. 常用G代码解释G00:定位或快速移动G01:直线插补G02:圆弧插补/螺旋线插补CWG03:圆弧插补/螺旋线插补CCWG04:停留时间或延时时间如:G04 X1000(或G04 X1.0)G04 P1000表示停留1秒钟G09:准确停止或精确停止检查(检查是否在目标范围内)G10:可编程数据输入G17:选择XPYP 平面XP:X 轴或其平行轴G18:选择ZPXP 平面YP:Y 轴或其平行轴G19:选择YPZP 平面ZP:Z 轴或其平行轴G20:英寸输入G21:毫米输入G28:返回参考点检测格式:G91/(G90) G28 X__ Y__ Z__经过中间点X__ Y__ Z__返回参考点(绝对值/增量值指令)G29:从参考点返回G91/(G90) G29 X__ Y__ Z__从起始点经过参考点返回到目标点X__ Y__ Z__的指令(绝对值/增量值指令)G30 返回第2,3,4 参考点G91/(G90) G30 P2 X__ Y__ Z__;返回第2 参考点(P2 可以省略。
)G91/(G90) G30 P3 X__ Y__ Z__;返回第3 参考点G91/(G90) G30 P4 X__ Y__ Z__;返回第4 参考点X__ Y__ Z__:经过中间点位置(绝对值/增量值指令)G40:刀具半径补偿取消G41:左侧刀具半径补偿(沿进给方向刀具在左边)G42:右侧刀具半径补偿(沿进给方向刀具在右边)G43:刀具长度补偿+方向G44:刀具长度补偿-方向G49:取消刀具长度补偿G50:取消比例缩放G51:比例缩放,格式:ON G51 X_ Y_ Z_ P_;OFF G50X_ Y_ Z_:设定缩放中心位置P:缩放比例,范围是1-999999,不能是小数,如果P800代表缩放比例是0.8G52:设定局部坐标系G53:选择机床坐标系G54-G59:选择工件坐标系1-6G60:单方向定位,消除传动间隙(代替G00),过目标位置后然后回头至目标位置G61:准停检查方式,切削进给接近目标位置时减速并检查位置公差范围G62:自动拐角倍率G63:攻牙方式G64:正常切削方式,切削进给接近目标位置时不减速,以及切削段与段之间不减速G65:宏程序调用G66:宏程序模态调用G67:宏程序模态调用取消G68:坐标旋转,格式:G17:G68 X_ Y_ R_G18:G68 X_ Z_ R_G19:G68 Y_ Z_ R_G69 坐标旋转取消G73:多级钻削循环G74:攻左旋螺纹循环G76:精镗循环(定向偏心退刀)G80:取消固定循环G81:单级钻削循环G82:单级钻削循环(实现孔底停留或延时)G83:多级钻削循环G84:攻右旋螺纹G85:镗削循环G86:镗削循环G87:反镗循环G88:镗削循环G89:镗削循环G90:绝对指令G91:相对指令G92:设定工件坐标系G98:固定循环后退时退回起点G99:固定循环后退时退回点(R点在固定循环中设定)3. 常用M代码解释M00:程序无条件停止M01 :程序条件停止M02 :程序结束M03 :主轴正转M04 :主轴反转M05 :主轴停止M08 :开外冷M09 :关所有冷却M26 :开内冷M30 :程序结束并返回到程序开头M84 :检查托盘1M95:检查托盘2M98 :调用子程序M99 :返回主程序M135:刚性攻牙M417:机床托盘1检查M418:机床托盘2检查M419:机床托盘检查结束M433:刀具断刀检测M462:托盘号传送4. 常用算术加法:#i=#j+#k减法:#i=#j-#k乘法:#i=#j*#k除法:#i=#j/#k正弦:#i=SIN[#j]反正弦:#i=ASIN[#j]余弦:#i=COS[#j]反余弦:#i=ACOS[#j]正切:#i=TAN[#j]反正切:#i=ATAN[#j]平方根:#i=SQRT[#j]绝对值:#i=ABS[#j]舍入:#i=ROUND[#j]上取整:#i=FIX[#j]下取整:#i=FUP[#j]自然对数:#i=LN[#j]指数函数:#i=EXP[#j]或:#i=#jOR#k异或:#i=#jXOR#k与:#i=#AND#k从BCD转为BIN:#i=BIN[#j]从BIN转为BCD:#i=BCD[#j]5. 逻辑运算符EQ:等于NE:不等于GT:大于GE:小于或等于LT:小于6. 程序转移和循环无条件转移:GOTO条件转移:IF [条件表达式]IF [条件表达式] GOTO n,如果条件满足,则跳转至程序段nIF [条件表达式] THEN,如:IF [#I=#J] THEN #K=07. 循环语句WHILE [条件表达式] Dom (m=1,2,,3)…ENDm如果条件满足则执行Dom至ENDm之间的程序(直到条件不满足),否则转而执行ENDm后面的程序。
CNC加工中心程序代码大全
1. 数控程序中字母的含义O:程序号,设定程序号N:程序段号,设定程序顺序号G:准备功能X/Y/Z :尺寸字符,轴移动指令A/B/C/U/V/W:附加轴移动指令R:圆弧半径I/J/K:圆弧中心坐标(矢量)F:进给,设定进给量S:主轴转速,设定主轴转速T:刀具功能,设定刀具号M:辅助功能,开/关控制功能H/D:刀具偏置号,设定刀具偏置号P/X:延时,设定延时时间P:程序号指令,设定子程序号(如子程序调用:M98P1000)L:重复,设定子程序或固定循环重复次数(如:M98 P1000 L2,省略L代表L1)P/W/R/Q:参数,固定循环使用的参数(如:攻牙G98/(G99)G84 X_ Y_ R_ Z_ P_ F_)2. 常用G代码解释G00:定位或快速移动G01:直线插补G02:圆弧插补/螺旋线插补CWG03:圆弧插补/螺旋线插补CCWG04:停留时间或延时时间如:G04 X1000(或G04 X1.0)G04 P1000表示停留1秒钟G09:准确停止或精确停止检查(检查是否在目标范围内)G10:可编程数据输入G17:选择XPYP 平面XP:X 轴或其平行轴G18:选择ZPXP 平面YP:Y 轴或其平行轴G19:选择YPZP 平面ZP:Z 轴或其平行轴G20:英寸输入G21:毫米输入G28:返回参考点检测格式:G91/(G90) G28 X__ Y__ Z__经过中间点X__ Y__ Z__返回参考点(绝对值/增量值指令)G29:从参考点返回G91/(G90) G29 X__ Y__ Z__从起始点经过参考点返回到目标点X__ Y__ Z__的指令(绝对值/增量值指令)G30 返回第2,3,4 参考点G91/(G90) G30 P2 X__ Y__ Z__;返回第2 参考点(P2 可以省略。
)G91/(G90) G30 P3 X__ Y__ Z__;返回第3 参考点G91/(G90) G30 P4 X__ Y__ Z__;返回第4 参考点X__ Y__ Z__:经过中间点位置(绝对值/增量值指令)G40:刀具半径补偿取消G41:左侧刀具半径补偿(沿进给方向刀具在左边)G42:右侧刀具半径补偿(沿进给方向刀具在右边)G43:刀具长度补偿+方向G44:刀具长度补偿-方向G49:取消刀具长度补偿G50:取消比例缩放G51:比例缩放,格式:ON G51 X_ Y_ Z_ P_;OFF G50X_ Y_ Z_:设定缩放中心位置P:缩放比例,范围是1-999999,不能是小数,如果P800代表缩放比例是0.8G52:设定局部坐标系G53:选择机床坐标系G54-G59:选择工件坐标系1-6G60:单方向定位,消除传动间隙(代替G00),过目标位置后然后回头至目标位置G61:准停检查方式,切削进给接近目标位置时减速并检查位置公差范围G62:自动拐角倍率G63:攻牙方式G64:正常切削方式,切削进给接近目标位置时不减速,以及切削段与段之间不减速G65:宏程序调用G66:宏程序模态调用G67:宏程序模态调用取消G68:坐标旋转,格式:G17:G68 X_ Y_ R_G18:G68 X_ Z_ R_G19:G68 Y_ Z_ R_G69 坐标旋转取消G73:多级钻削循环G74:攻左旋螺纹循环G76:精镗循环(定向偏心退刀)G80:取消固定循环G81:单级钻削循环G82:单级钻削循环(实现孔底停留或延时)G83:多级钻削循环G84:攻右旋螺纹G85:镗削循环G86:镗削循环G87:反镗循环G88:镗削循环G89:镗削循环G90:绝对指令G91:相对指令G92:设定工件坐标系G98:固定循环后退时退回起点G99:固定循环后退时退回点(R点在固定循环中设定)3. 常用M代码解释M00:程序无条件停止M01 :程序条件停止M02 :程序结束M03 :主轴正转M04 :主轴反转M05 :主轴停止M08 :开外冷M09 :关所有冷却M26 :开内冷M30 :程序结束并返回到程序开头M84 :检查托盘1M95:检查托盘2M98 :调用子程序M99 :返回主程序M135:刚性攻牙M417:机床托盘1检查M418:机床托盘2检查M419:机床托盘检查结束M433:刀具断刀检测M462:托盘号传送4. 常用算术加法:#i=#j+#k减法:#i=#j-#k乘法:#i=#j*#k除法:#i=#j/#k正弦:#i=SIN[#j]反正弦:#i=ASIN[#j]余弦:#i=COS[#j]反余弦:#i=ACOS[#j]正切:#i=TAN[#j]反正切:#i=ATAN[#j]平方根:#i=SQRT[#j]绝对值:#i=ABS[#j]舍入:#i=ROUND[#j]上取整:#i=FIX[#j]下取整:#i=FUP[#j]自然对数:#i=LN[#j]指数函数:#i=EXP[#j]或:#i=#jOR#k异或:#i=#jXOR#k与:#i=#AND#k从BCD转为BIN:#i=BIN[#j]从BIN转为BCD:#i=BCD[#j]5. 逻辑运算符EQ:等于NE:不等于GT:大于GE:小于或等于LT:小于6. 程序转移和循环无条件转移:GOTO条件转移:IF [条件表达式]IF [条件表达式] GOTO n,如果条件满足,则跳转至程序段nIF [条件表达式] THEN,如:IF [#I=#J] THEN #K=07. 循环语句WHILE [条件表达式] Dom (m=1,2,,3)…ENDm如果条件满足则执行Dom至ENDm之间的程序(直到条件不满足),否则转而执行ENDm后面的程序。
加工中心常用代码
加工中心常用代码加工中心是一种高精度、高效率的数控机床,广泛应用于机械制造业中。
下面将介绍几种加工中心常用的代码,包括常见的程序结构、指令和功能。
一、常见的程序结构在加工中心的编程中,常见的程序结构包括程序头、主程序、子程序和程序尾。
1. 程序头:通常包括文件声明、单位系统设置、刀具补偿等信息。
例如:```% O0001(程序名)G21(设置单位为毫米)G40(取消刀具半径补偿)```2. 主程序:主要包括切削加工的指令和参数设置。
例如:```G90(绝对坐标)G54(选择工件坐标系)T1 M6(选择刀具1)S1000 M3(主轴转速1000转/分钟,正转)G0 X100 Y100 Z20(快速定位到起始点)G1 X50 F500(以500毫米/分钟的速度沿X轴切削至50毫米处)```3. 子程序:用于编写重复使用的程序段。
例如:```M98 P1000 L2(调用子程序1000,循环2次)```4. 程序尾:通常包括程序结束标志和其他附加信息。
例如:```M30(程序结束)```二、常见的指令和功能1. G指令:用于控制加工中心的运动方式和功能,如直线插补、圆弧插补、坐标系选择等。
例如:```G0(快速定位)G1(线性插补)G2(顺时针圆弧插补)G3(逆时针圆弧插补)G40(取消刀具半径补偿)G41(左刀具半径补偿)G42(右刀具半径补偿)2. M指令:用于控制加工中心的辅助功能,如主轴启停、冷却液开关等。
例如:```M3(主轴正转)M4(主轴反转)M5(主轴停止)M7(冷却液开)M8(冷却液关)```3. T指令:用于选择刀具。
例如:```T1(选择刀具1)T2(选择刀具2)```4. F指令:用于设置进给速度。
例如:```F500(进给速度为500毫米/分钟)```5. S指令:用于设置主轴转速。
例如:S1000(主轴转速为1000转/分钟)```加工中心常用代码的应用场景包括:铣削、钻孔、镗削、攻丝等。
FANUC系统PMC程序教程
三、内装型PLC及其信息转换
2、内部资源功能描述 (1)PLC内部开关量的输入 (2)PLC内部开关量的输出 (3)PLC标识位 (4)PLC寄存器
FANUC系统PMC程序教程
三、内装型PLC及其信息转换
4、CNC与PLC之间的信息交换 (1)通过激活标志器,在CNC中产生报警、
1、资源配置 I1--I41是机床 PLC的外部开关量信号 O1—O24是PLC 机床的外部开光量信号 I42—I104是CNC PLC的内部开关量信号 O25—O64是PLC CNC的内部开关量信号 I/O1、I/O2、I/O3三个连接器
内部资源: 2047个标志器; 255个16位寄存器; 32个计时器(可选择计时范围10ms—655s); 6个计数器(可逆计数范围-32768-+32768或0-65535)。
FANUC系统PMC程序教程
FANUC系统 PMC的功能指令 2.定时器指令(TMR、TMRB)
可变定时器TMR:TMR指令的定时时间可通过PMC参数进 行更改。
固定定时器TMR:TMRB的设定时间编在梯形图中,在指令 和定时器号的后面加上一项参数预设定时间,与顺序程序 一起被写入FROM中,所以定时器的时间不能用PMC参数 改写。
2、S功能---主轴转速的控制 S2代码:S00---S99共一百级主要用于分档调速的
主轴。 S4代码:S0000---S9999用于专用主轴驱动单元
的连续或分段无级主轴调速。 3、T功能---刀具功能
FANUC系统PMC程序教程
三、数控系统中的PLC
CNC和PLC协调配合共同完成数控机床的控制: 其中CNC主要完成与数字运算和管理等有关
(2) 数控机床程序功能开关的作用
CNC加工中心程序编程代码大全
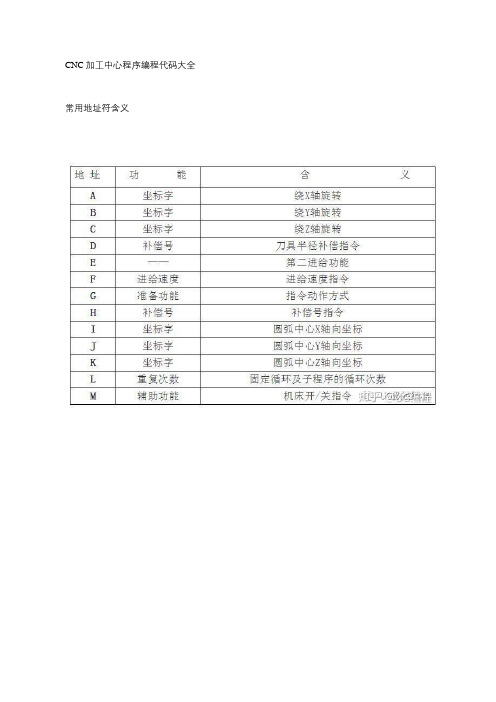
CNC加工中心程序编程代码大全常用地址符含义数控FANUC加工中心编程指令代码详解辅助功能M指令注:在一个程序段中只能有指令一个M指令,如果在一个程序中出现两个或两个以上的M 指令时,则只有最后一个M指令有效,其余无效!其他指令(1)F—进给速度指令F及后面的若干数字表示,当指令为G94单位是mm/min,当指令为G95单位是mm/r。
(2)S—主轴转速指令S及后面的若干数字表示,单位是r/min。
(3)T—刀具指令T及后面的三位数字表示,表示刀号。
(4)H和D—刀具长度补偿值和刀具半径补偿值H和D及其后面的三位数字表示,该三位数字为存放刀具补偿量地存储器地址(番号)。
G指令代码详解一、机床功能设定1、G53—选择机床坐标系格式:G53 X Y Z ;(X Y Z为机床坐标值)注:当指定G53指令时,就清除刀具的半径补偿、刀具长度补偿和刀具偏值,一般在换刀是指定Z轴。
2、G54~G59—选择工件坐标系注:电源接通并返回参考点后,系统自动选择G54。
3、G54.1 P1~P48—选择附加工件坐标系4、G52—局部坐标系格式:G52X Y Z ;格式含义:为了编程的方便设定工件坐标系的子坐标系,G52中的X Y Z的值是工件坐标系G54~G59中的位置坐标。
取消局部坐标系——G52 X 0 Y 0 Z 0 ;注:当指令G52局部坐标系或取消局部坐标系时就取消了刀具长度补偿、刀具半径补偿等刀具偏值,在后续的程序中必须重新设置指定刀具长度补偿、刀具半径补偿等刀具偏值。
5、G90—绝对编程绝对编程是刀具移动到距离工件坐标系原点的某一位置。
6、G91—增量编程增量编程刀具移动的距离是以前一点为基准计算,是前一点的增量。
7、G21—毫米输入 G20—英寸输入8、G16—启用极坐标指令 G15—取消极坐标指令二、插补功能指令1、G00—快速定位指令格式:G00 X Y Z ;格式含义:G00指令使刀具以点位控制方式从刀具当前点以最快速度运动到另一点。
数控机床编程技术

复合加工技术
将多种加工技术结合, 实现高效、高精度的复 合加工。
定制化编程服务
根据客户需求,提供定 制化的数控机床编程服 务,满足不同行业和领 域的加工需求。
THANKS FOR WATCHING
感谢您的观看
G代码编程的常用指令
G00
快速定位指令,用于 快速移动到指定位置, 不进行加工。
G01
直线插补指令,用于 在两个指定点之间进 行直线加工。
G02顺时针Biblioteka 弧插补指令, 用于加工顺时针圆弧。
G03
逆时针圆弧插补指令, 用于加工逆时针圆弧。
G28
返回参考点指令,用 于将机床移动到预设 的参考点位置。
G代码编程的实例分析
02
G代码编程
G代码编程的基本概念
G代码编程是一种数控机床编程语言,用于描述工件加工过程中的运动轨 迹和加工参数。
G代码编程基于计算机数字控制(CNC)机床,通过将加工过程细分为一 系列的微小步骤,实现高精度和高效率的加工。
G代码编程具有通用性,可以应用于各种类型的数控机床,包括铣床、车 床、加工中心等。
同时需要设置合适的切削参数和刀具参数。
05
数控机床编程技巧与优 化
数控机床编程的优化策略
简化编程过程
采用标准化的编程语言和格 式,减少编程错误,提高编 程效率。
优化加工路径
根据工件形状、材料和加工 要求,合理规划加工路径, 提高加工效率和精度。
参数优化
根据实际加工需求,合理设 置机床参数,如主轴转速、 进给速度、切削深度等,以 提高加工质量和效率。
02
机床故障
定期对数控机床进行维护和保养 ,确保机床各部件正常运转。
04
FANUC系统PMC的功能指令

FANUC 系统PMC 的功能指令1.1.1 顺序程序结束指令FANUC-0i 系统的PMC 程序结束指令有第1级程序结束指令END1、第2级程序结束指令END2和程序结束指令END 三种,其指令格式如图1-1所示。
SUB64END SUB1END1SUB2END2图1-1 程序结束功能指令格式a )第 1 级程序结束b )第 2 级程序结束c )程序结束....a )b )c )1. 第1级程序结束指令END1第1级程序结束指令END1每隔8ms 读取的程序,主要处理系统急停、超程、进给暂停等紧急动作。
因为第1级程序过长将会延长PMC 整个扫描周期,所以第1级程序不宜过长。
如果不使用第1级程序时,必须在PMC 程序开头指定END1,否则PMC 无法正常运行。
2. 第2级程序结束指令END2第2级程序用来编写普通的顺序程序,如系统就绪、运行方式切换、手动进给、手轮进给、自动运行、辅助功能(M 、S 、T 功能)控制、调用子程序及信息显示控制等顺序程序。
通常第2级的步数较多,在一8ms 个内不能全部处理完(每个8ms 内都包括第1级程序),所以在每个8ms 中顺序执行第2级的一部分,直至执行第2级的终了(读取END2)。
在第2级程序中,因为有同步输入信号存储器,所以输入脉冲信号的信号宽度应大于PMC 的扫描周期,否则顺序程序会出现误动作。
3. 程序结束指令END将重复执行的处理和模式化的程序作为子程序登录,然后用CALL 或CALLU 命令由第2级程序调用。
包含子程序PMC 的梯形图的最后必须用END 指令结束。
图1-2为某一数控立式加工中心应用PMC 程序结束指令的具体例子。
..)(X1008.4R800.0*ESP.M F1.7MA X56.0CALL K9.1.X60.1 X1003.0系统急停....G8.4SUB64END SUB2END2图1-2 PMC 程序结束指令的应用.F0.6F45.0*ESP ALM.A .)(G71.1SA*ESPA *LOT垂直轴(Z 轴).)(Y1002.0*SPPB )(G8.5*SP)(R800.0*LOT. X1003.2. X1003.4. X1003.1. X1003.3.X1003.5*+XOT *+YOT *+ZOT *-XOT *-YOT *-ZOT SUB1END1MLK.M X1006.6)(G44.1MLKSUB65CALL ATCPCAP100R800.0)(A0.0……SUB71SP ATCPCAP100SUB72SPE …制动线圈.主轴急停.进给保持.机床超程.机床锁住.1000.机床超程报警.换刀子程序.(PMC 轴控制).....1.1.2 定时器指令1. 可变定时器(TMR )TMR 指令的定时时间可通过PMC 参数进行更改,指令格式和工作原理如图1-3所示。
M、S、F、T常用指令
<加工中心编程——M、S、F、T常用指令>点击次数:1202 发布时间:2009-5-5 13:08:32M、S、F、T常用指令辅助功能有两种类型:一种是辅助功能(M代码)用于指定主轴起动,主轴停止,程序结束等等。
第二种是第二辅助功能(B代码),用于指定分度工作台定位。
1.辅助功能(M功能)通常一个程序段只能指定一个M代码,但在设定了参数的情况下也可以在一个程序段中指定多个M代码(No.3407#7=1)。
(1)程序结束(M02/M30)指令功能:它们表示主程序的结束,自动进行停止,控制返回到程序开头。
(2)程序暂停(M00)指令功能:执行M00时,程序运行暂停,所有模态信息保持不变,按循环起动键后,自动运行恢复运行。
(3)选择停止(M01)指令功能:执行M01时,自动进行暂停,按循环起动键后,程序继续运行,但只有当机床控制面板上的“选择停”键被选中,这个代码才有效,否则无效。
(4)子程序调用(M98)用于调用子程序(详见第一章概述)。
(5)子程序结束(M99)指令功能:M99表示子程序结束,执行M99使控制返回到主程序(详见第一章概述)。
(6)换刀指令(刀具交换)(M06)格式:T—— M06T——:指刀号指令功能:执行M06语句,按指定的刀具号调用所需的刀具。
(7)指定刚性攻丝方式(M29)指令格式:N10 ………;N20 M29 S****;N30 G84 ……;指令功能:使程序进入刚性攻丝状态。
2. M功能代码一览表M代码一览表注:①带“▲”M代码为选择功能。
②带“﹡”M代码与G代码在同一个程序段时,先执行G代码,后执行M代码。
否则先执行M代码,后执行G代码。
3.主轴速度功能(S功能)加工中心的主轴速度由S后的最多5位数值(rpm)指定,指定的是主轴速度的单位,其最高转速取决于机床的规定。
4.进给功能进给功能控制刀具的进给速度,进给功能有两种:(1)快速移动当指令定位指令(G00)时,机床以参数No.1420设置的快移速度移动(快速进给速度设为100%)用机床操作面板上的开关,可以对快速移动的速率进行修调,倍率值为F0,25%,50%,100%。
5.G、M、S、T指令2

7
F_
8
S_
9
T_
10
M_
11
LF (; )
X_ Y_ Z_ N_ G_ U_ V_ W_ Q_ P_ R_
程 序 段 顺 序 号
准 备 功 能
坐标字
进 给 功 能
主 轴 功 能
刀 具 功 能
辅 助 功 能
结 束 符 号
1)程序段顺序号
通 常 用 字 母 ”N”+4 位 字 ”0000”~”9999” 组 成 表 示 , 如”N1234”。
组 号
功能
G代 码 G80 G81 G82 G83
组 号
功能
从参考点返回 00 返回第二参考点 跳跃功能 01 螺纹加工 刀具长度自动测 量 拐角偏置圆弧插 补
取消固定循环 钻孔循环 锪钻循环 09 深孔钻循环 右旋攻螺纹循环
G37
G39
00
G84
镗削循环 G85
G代 码 G40 G41 G42
组 号
4)进给功能F
由进给地址符F及数字组成,数字表示所选 定的进给速度,单位为“mm/min”或 “ mm/r” , 如 F50 表 示 切 削 进 给 速 度 为 50mm/min (由 G94 设定)或 50mm/r (由 G95 设 定)。
5)主轴功能S
由主轴地址符 S 及数字组成,数字表示 主轴转速,单位为“r/min”,如S800表示机 床主轴转速为800r/min。
程序暂停 条件程序暂停 程序结束 主轴正转 主轴反转 主轴停止 刀具交换
M08 M09 M18 M19 M29 M30 M98 M99
冷却开 冷却关 主轴定向解除 主轴定向 刚性攻丝 程序结束并返回程序头 调用子程序 子程序结束返回
加工中心常用M代码详解
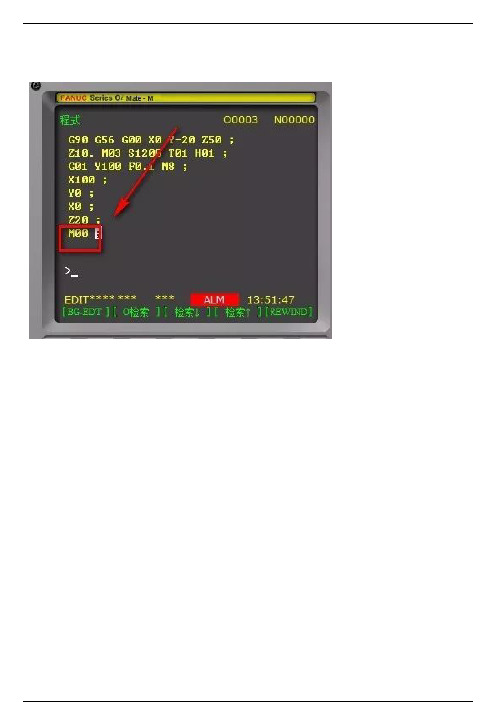
1,M00指令,也可以简写成M0。
意思是程序停止。
当程序运行到,含有M00代码指令的程序段时,机床停止进给。
主要用于测量检验及一些特殊用途。
指令展示如下图所示然后按程序启动键后,可以再次运行程序。
2,M01指令,也可简写成M1指令,和M00代码类似。
也是程序暂停。
但需要和控制面板,一起操作才能生效。
如下图所示按下选择暂停键.M01代码就起作用了。
程序暂停,如果不按是不生效的。
3,M02代码指令。
也可以简写成M2。
意思是程序结束,但不返回程序开头,一般实际操作过程中很少使用。
可以忽略。
4,M03指令,也可以简写成M3,主轴正转。
一般需要和S指令配合使用,如分中心时。
S600M3。
意思是主轴正转600转。
5,M04指令,也可以简写成M4,主轴反转。
也需要和S指令配合使用。
其用法刚好和M03指令相反。
6,M05指令,简写成M5,主轴停止。
一般程序结束时使用。
如下图7,M06换刀指令。
一般也可简写成M6。
和T指令配合使用。
如T1M6,换第一把刀。
T 2M6换第二把刀。
以次类推。
8,M08指令,简写成M8。
意思是 开 切削液。
9,M09指令,简写成M9。
意思关切削液。
和M8刚好相反。
10,M30指令,意思是程序结束,并且返回程序开头。
方便进行下次加工。
实践中比较常用的指令。
11,M98,M99指令,子程序调用指令,一般是配套使用。
M98 P0100;.........G91G28Z0............O0100.........M99.。
数控加工中心编程快速入门
数控加工中心编程快速入门概念一指令分组:将功能类似的指令分成一组;同一组的G代码不能同时出现在同一行程序段里..概念二程序段是程序的基本组成部分;程序段由不同的指令组合而成..以下是我们学校在授课过程中必须要讲的指令;了解编程的基本方法后;掌握这些指令你就能进行编程了..概念三常用指令类型指令的格式为英文字母+数字构成..如G54G_ X_Y_Z_ F_ S_ T_ M_G_ G代码X_Y_Z_ 机床的直线轴F_ 进给速度S_ 主轴转速T_ 刀具指令M_ 辅助功能最常用的M代码M3 主轴正转 M4 主轴反转 M5主轴停转如:M3 S600主轴正转;转速600 r/minM06 换刀指令如 T1 M06 就是换一号刀以下重点讲G代码01组G代码用于控制刀具的运动..G00 快速点定位 G00 X_Y_Z_ ;刀具以快速度移动至以绝对值指令G90或增量值指令G91所指定的工件坐标系中的位置移动速度由机床参数所指定G01 直线插补 G01 X_Y_Z_ F_ ;G02 顺时针圆弧插补指令格式:G02 X_ Y_ Z_ R_ F_ / G02X_ Y_ Z_ I_ J_ K_ F_G03 逆时针圆弧插补指令格式:G03 X_ Y_ Z_ R_ F_ / G03 X_ Y_ Z_ I_ J_ K_ F_X_ Y_ Z_ 圆弧的终点坐标 R_ 圆弧的半径I_ 圆弧的终点相对于刀具所在位置X向的位置J_ 圆弧的终点相对于刀具所在位置Y向的位置K_ 圆弧的终点相对于刀具所在位置Z向的位置F_ 进行速度 F的定义方式有两种 G94 每分钟进给刀具每分钟移动速度mm/min / G95 每转进给主轴每旋转一转刀具移动的距离mm/r05组G代码G94 每分钟进给G95 每转进给03组G代码G90 绝对值指令编程时编制终点坐标G91 增量值指令编程时编制刀具移动的方向与距离对于这三组指令;从字面上比较难理解;不明白的地方可以和我联系;也可以下载我做的PPT 和Flash动画..08组G代码刀具的长度补偿G43 长度补偿指令如 G43H01在换刀点刀尖到工件Z向零点的距离为“H01”;什么是“H01” H01就是偏置值;也就是我将刀尖到工件Z向零面的距离写在偏置表里的H01处..14组G代码用于设定工件坐标系;也就是零点的位置G54 1号工件坐标系我们将工件零点的位置;写到坐标系列表中..G54只是列表中最常用的位置..其他的还有G55 G56 G57 G58 G59 等等;他们的意义和G54相同..09组G代码打孔、镗孔、铰孔时用的G代码..G81 格式为 G81 X_ Y_ Z_ R_ F_;X_Y_ 孔位坐标也就是孔的位置Z_ 孔的深度R_ 安全高底;也就是高具移动到什么位置时开始进给运动F_ 进给速度..G80 固定循环结束09组G代码还有很多;G81 G83 G84 G85 G86 G87 G73 G74 G76等等..每个一指令的动作都不太一样;但掌握一个了;其它的看一下说明也就明白了..就是G84 和G76 稍有点复杂;有不明白的地方可以提问;有时间帮你们在线答疑..入门指令就讲这么多;以下是一个实例..通过这个实例;我想你应当能够掌握上面所讲的指令的用法了。
mαstercαm后处理MAH0机床修改技
mαstercαm后处理MAH0机床修改技MasterCAM后处理修改特殊技巧:ScrollexEDIT另外:输出字母的大小写修改方式不知如何更改。
注:若要修改下述相应功能则直接查找红色下划线语句即可。
①、MasterCAM后处理输出文件格式设置sextncMIN#NCProgramExtensionforOkuma上述语句表示输出格式为MIN格式。
若没有可以新建。
“.Trun”格式表示车床专用。
需要的格式修改MIN即可,如MPF,NC,H,TXT等这样就不必每次为输出什么样的格式费神了。
我就经常用MPF和NC、H几种格式,为每种格式编制一个后处理或通用一个均比较方便。
②、“Arcoutput”控制语句控制圆弧输出格式,设置值若为“0”表示输出为“IJK”格式;若设置值为“1”则输出圆弧格式为“R”。
“arctype”控制输出圆弧类型,若为“1”则表示由圆心确定;若为“2”则表示由起点(Start)指向圆心(Center),2=St-Ctr;若为“3”表示由圆心指向起点,3=Ctr-St;若为“4”表示非增量。
arcoutput:0#0=IJK,1=Rnosign,2=Rsignedneg.over180arctype:1#Arccenter1=abs,2=St-Ctr,3=Ctr-St,4=unsignedinc.③、“Omitseq”控制语句控制序列号输出,若设置值为“Yes”则忽略序列号,不输出,若设置值为“No”则不忽略即输出序列号。
④、“Spaces”控制语句控制空格输出,若设置值为“0”表示不输出空格即紧凑输出,若设置值为“1”表示输出空格即在每个“X,Y,R,F”等控制语句前加一空格。
⑤、若要查找每一条输出语句的作用及位置则在输出语句后加上标语句即可。
一般输出语句的格式为:pbld,n,"M6",e(其中pbld为输出开头,n为序列号,“”引号内为直接输出字符,e为结束语句。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
加工中心 M、S、T常用指令的实现
1.辅助功能(M功能)
通常一个程序段只能指定一个M代码,但在设定了参数的情况下也可以在一个程序段中指定多个M代码(No.3407#7=1)。
(1)程序结束(M02、30)
指令功能:它们表示主程序的结束,自动进行停止,控制返回到程序开头。
(2)程序暂停(M00)
指令功能:执行M00时,程序运行暂停,所有模态信息保持不变,按循环起动键后,自动运行恢复运行。
(3)选择停止(M01)
指令功能:执行M01时,自动进行暂停,按循环起动键后,程序继续运行,但只有当机床控制面板上的“选择停”键被选中,这个代码才有效,否则无效。
(4)子程序调用(M98)
(5)子程序结束(M99)
指令功能:M99表示子程序结束,执行M99使控制返回到主程序。
(6)换刀指令(刀具交换)(M06)
M06
格式:T
——
指刀号
T
——:
指令功能:执行M06语句,按指定的刀具号调用所需的刀具。
(7)指定刚性攻丝方式(M29)
指令格式:N10 ………;
N20 M29 S****;
N30 G84 ……;
指令功能:使程序进入刚性攻丝状态。
2. 22厂加工中心部分M功能代码
3.主轴速度功能(S功能)
加工中心的主轴速度由S后的最多5位数值(rpm)指定,指定的是主轴速度的单位,其最高转速取决于机床的规定。
4.刀具功能(T指令)
在地址T后指定数值选择机床上的刀具。
M06
加工中心换刀指令格式:T
——
例:T12 M06(调12刀为主轴上当前刀具)
T0 M06 (空换刀,有换刀动作,但主轴上没有刀具,T0表示没有刀具)
使用大刀为防止大刀与其它刀干涉,刀库上放置大刀刀杯的邻近刀杯不能放刀(设定99号刀)。
在编程时注意,大刀之间可交换,小刀不能换大刀,即大刀不能放在两相邻刀杯号不是99的刀杯中。
5.功能实现
(1)CNC至PLC:CNC送至PLC的信息可由CNC 直接送入PLC的寄存器中,所有CNC
送至PLC的信号含义和地址(开关量地址或寄存器地址)均由CNC 厂家确定,PLC编程者
只可使用不可改变和增删。
如数控指令的M、S、T 功能,通过CNC译码后直接送入PLC相
应的寄存器中。
(2) PLC至CNC : PLC 送至CNC 的信息也由开关量信号或寄存器完成,所有PLC送至
CNC的信号地址与含义由CNC 厂家确定,PLC 编程者只可使用,不可改变和增删。
(3)如M功能实现。
系统送出M指令给PLC,经过译码,输出控制信号,控制主轴正反
转和启动停止等等。
M指令完成,系统发出完成信号
(4)T功能实现。
系统送出T指令给PLC,经过译码,在数据表内检索,找到T代码指定
的刀号,并与主轴刀号进行比较。
如果不符,发出换刀指令,刀具换刀,换刀完成后,系统
发出完成信号。
6.现以M66——“高压冷却2启动”为例:
M辅助功能代码的译码是F7.0开始的,
“高压冷却2启动”的F指令经过译码后是R128.2,有点类似于西门子的数据交换
其中R128.2——(M66 highpre 2 cool on);R123.0——(SP CW cool on hipre 2);
R127.3——(M59 highpre 1 cool off);R128.3----(M67 highpre 2 cool off); R31.7-------(SP air blow) Y7.2------(high pressure motor)
其中R0.1----(FRT door close)R0.2-----(Side door close)
R10.0-----(ready) Y11.1---(High pressure 2 sel)
Y11.1来了以后一定的时间内压力还没建立起来(即X10.2)就会报警A17.1 Y11.1来了以后一定的时间内压力建立起来就会发出完成信号。