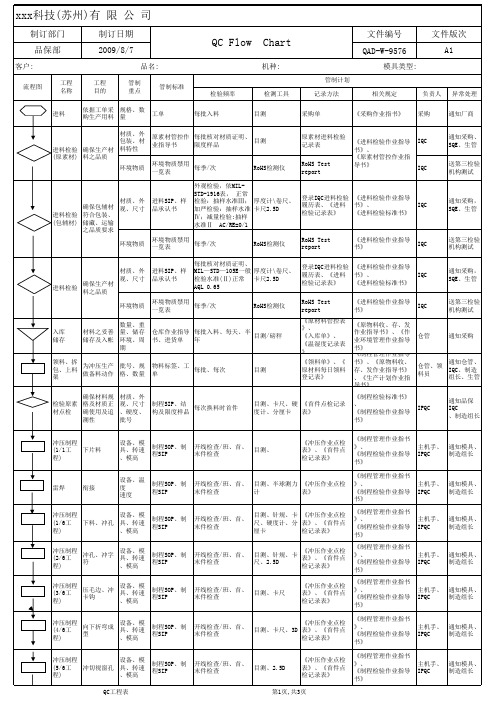
QC Process Flow Chart of QC
QC工程图

工程名称 Process
QC 工程图 (QC Flow Chart)
●:重点工站 “S":产品安全相关特殊特 REV
性Key station"S": Special characteristics related to product safety ▲:产品质量有关的特殊特性Special characteristics related to product quality ★:过程有关特殊特性Special characteristics related to process CPK:制程能力Process capability; △:增加或变更项目Add or change items 注:客户有要求时须加注客户标示Note: Customer's mark shall be added when customer has requirements
变更说明 Change
日期 Date
编号 No.
发行日期 Issue date
料 号 P/N
REV 第 页 Page: 共 页Total Page:
品名 Part name
核准 Approval
审核Review
会签Countersign 经办Maker
加工地方 Place
厂内 厂外 Insi Outsi
de de
标准规范 Standard
机械设备 名称NO. Device name No.
规格 Spec.
重点管理项目 Key management item
担当部门 Acting Dept.
测 定Measurement
频度Frequency
工具Tool/ 方法Method
五金件QC工程图QC Flow Chart

巡检:1次/2H/台/型 首件(新模开机含
间断后复产、修模
后开机:1次/台/型 首件:2模/次
号
巡检:2模/次
巡检:1次/2H/台/型
号
1次/批
/
首件:1次/台/型号 巡检:1次/2H/台/型 号
首件:20条/次 巡检:50条/次
通知生产主管整改 通知生产主管整改 通知生产主管整改 通知生产主管整改
卡尺 放大镜 冲床
规格书 冲压作业指导书
复位后连片自动脱落 )
1.设备参数:温度、压 卡尺
规格书
力
3
注塑
▲
2.产品外观:不可拉缺
放大镜 注塑机
注塑作业指导书 注塑成型工艺参数表
、缺料、发白等不良。
3.尺寸
冲模治具
外观检验标准
4
烘烤
烘烤温度、时间
烘烤炉
烘烤作业指导书
5
喷砂
▲
1.设备参数:气压、链 目视 速 2.产品外观不可有毛边 喷砂机
进料检验记录表 来料异常通知单
IPQC首件检验表 IPQC巡检报表 生产异常通知单
IPQC首件检验表 IPQC巡检报表 生产异常通知单
烘烤温度记录表 生产异常通知单 IPQC首件检验表 IPQC巡检报表 生产异常通知单
进料检验记录表 来料异常通知单
IPQC巡检报表 外观检验日报表 生产异常通知单
成品检验记录
喷砂作业指导书 喷砂机设备参数表 外观检验标准
控制负责单位
文件编号: 检查频次
检查数量
版本: 异常処理方法
仓管员 IQC
1次/批
MILSTD105E Ⅱ
不合格品则拒收 ,并 通知供方,限期整改
QC FLOW CHART
目测、卡尺
通知模具、 制造组长
冲压制程 向下折弯成 (4/6工程) 型
设备、模 具、转速 、模高
制程SOP、制程 开线检查/班、首、 SIP 末件检查
《制程管理作业指书》 《冲压作业点检表 、 主机手、 目测、卡尺、3D 》、《首件点检记 《制程检验作业指导书 IPQC 录表》 》 《制程管理作业指书》 《冲压作业点检表 、 主机手、 》、《首件点检记 《制程检验作业指导书 IPQC 录表》 》
符号说明
备注:此产品为连续模生产,检验时取成品检验相关尺寸
核准:
审核:
制订:
QC工程表
第3页,共3页
xxx科技(苏州)有 限 公 司
制订部门 品保部
客户:
流程图 工程 名称 工程 目的 依据工单采 购生产用料
制订日期 2009-8-7
品名:
管制 重点 规格、数 量 材质、外 包装、材 料特性 环境物质 管制标准
QC Flow Chart
机种:
管制计划 检验频率 工单 每批入料 检测工具 目测 记录方法 采购单
制程SOP、制程 开线检查/班、首、 SIP 末件检查
《制程管理作业指书》 目测、半球测力 《冲压作业点检表 、 主机手、 计 》 《制程检验作业指导书 IPQC 》 《制程管理作业指书》 目测、针规、卡 《冲压作业点检表 、 主机手、 尺、硬度计、分 》、《首件点检记 《制程检验作业指导书 IPQC 厘卡 录表》 》 《制程管理作业指书》 《冲压作业点检表 目测、针规、卡 、 主机手、 》、《首件点检记 尺、2.5D 《制程检验作业指导书 IPQC 录表》 》 《制程管理作业指书》 《冲压作业点检表 、 主机手、 》、《首件点检记 《制程检验作业指导书 IPQC 录表》 》
QC七大手法

要因1
問題
關連圖法
當問題發生時,個人力量有限,因此「關聯圖 法」需要藉由許多專業的幹部或有共同關係者共 同合作,以廣泛、深入且有效的共同討論模式, 尋求問題的解決之道。使用「關聯圖法」擁有自 由表達的特點,再加上沒有圖形製作上的限制, 因此開放思考的轉變及應用對策的展開都變得很 容易,可加速對品質管理上的改善活動運作。
關連圖法:探討品質不良原因,規 劃改善措施
所謂關連圖是針對複雜的問題,將幾個問題點 與其要因間的因果關係,用箭頭明確的表示出 來的圖。 因此關連圖法的應用,其目的乃在分析複雜糾 纏的問題,使因果關係明白顯示,進而尋求適 當解決對策。
關連圖
1、顯明關係 2、以「原因-結果」不斷展開進行分析;類 似QC的「魚骨圖法」。 3、適用於:因素間有複雜的關係存在,想要 知道會產生什麼樣的結果。
系統圖法
系統圖法的優點 1.圖形一目了然。 2.完整做出系統分析,避免遺珠之憾。 3.避免主觀判斷,容易達成共識且較具說 服力。 4.思考具邏輯性,不會偏離主題
矩陣圖法
矩陣圖法:流程分析、品質機能展開,以多角度 檢視存在問題
1、以矩陣之行與列將問題之各現象因素配置,判 別是否有關聯,從而顯示問題點與方法 2、依矩陣之型式可區分為L、T、Y、X、C型矩陣。 3、矩陣圖與系統圖配合。
矩陣圖法
1、簡單易懂 2、多方面的思考:不只是一個問題,對一 個答案的模式,而是一件事中,多個因素對 多個因素的討論。 3、適用於:2種因素以上的問題事件中, 尋找解決問題之適當對策。 4、當遇到一個問題且其內有2個原因時。
矩陣圖法
所謂「矩陣圖法」就是利用多元項的思考方 式,分析現象、問題與原因三者之間的關連性, 組合要素間的各項關係,發展成為解決問題的 策略,進而探索出問題的型態與內容,獲得解 決問題的對策
QC 工程图Flow Chart-HS2

生产重工
FQC检验出来的不良品超出规定允收水平时, 进行不良标识,由生产人员重工,重工OK后 10倍放大镜/目 由FQC检验确认OK包装入库,FQC检验确认NG 视 生产重新重工直到FQC检验OK为止,不能返修 OK的报废处理。
外观、尺寸、功能 检验
依据<<检验规范>>、<<工程图纸>>、限度样 品、<<品质判定图档>>进行检验 依据<<包装检验规范>>检验,产品不可有混 料、漏装现象、不可多数少数现象;外箱标 识按照客户要求作业。
流程开
流程結束 制订:
流程方向
核准:
审核:
全系列
文件编号
QIP-0002
<<SOP>>、<<QIP>>、<<工程图面>> 品质检验责任 记录表单 IQ 首 巡回 自 FQ OQC C 件 检验 主 C 检 检
V V V V
1.成品检验报 告 2.制程全檢日 報表
V
V
1.IPQC巡检报 告
V
V
1.入库检验报 告 2.入库检验和 试验日报表 3.FQC成品檢驗 報表
10倍放大镜/目 视/卡尺/二次 元/综合测试机 作业员全检/OQC依 据MIL-STD-105E (II)验
包装检验
目视
生产重工
OQC检验出来的不良品超出规定允收水平时, 进行不良标识,由生产人员重工,重工OK后 10倍放大镜/目 由FQC检验确认OK包装入库,FQC检验确认NG 视 生产重新重工直到FQC检验OK为止,不能返修 OK的报废处理。 检验外箱不可有变形、破损、多数、少数现 象;外箱标识符合客户要求。
QC操作流程 QC Processing Flow Chart

Merchandiser
Full set QC Inspection Files need to be prepared by PGS SHA Merchandisers . office QC Manger need to check and confirm the full set inspection files against the checking list to make sure all information matching and clear to understand otherwise clarification is needed from merchandiser.
Inspection Result - Reject
If inspection is rejected, written report along with samples representing the
defective bulk, will be sent to the appropriate merchandiser &buyer office
Goods will not be released if there is no fully accepted ITS / SGS reports. It is supplier's responsibilty if any shipment delay due to failed testing report.
A min of 80% ready packed goods are required for buyer office QC to carry out final inspection, or final inspection will be cancled by office QC. It is supplier's responsibility if the shipment being delayed due to packing percentage not up to HS inspection requriement.
QC流程图

丝印参数记录 表、温湿度状 况记录表
操作员 操作员 操作员 操作员 操作员 操作员 超声波点检表 、超声波添加 更换记录表 操作员 操作员 操作员 组长 温湿度记录表 组长
组长 组长 组长 组长 组长 组长 组长 组长 组长 主管 主管
IPQC IPQC IPQC IPQC IPQC IPQC IPQC IPQC IPQC IPQC IPQC
记录表单 操作者 管理者 监督者
操作员 主管或技 术人员 开料参数记录 表、开料刀具 更换记录表 操作员 操作员 操作员 技术员 技术员 CNC参数记录 表、磨头更换 记录表 技术员 技术员 技术员 操作员 操作员 超声波点检表 、超声波添加 更换记录表 操作员 操作员 操作员 组长 组长 磨粉浓度记录 组长 主管或技 术人员 组长 组长 组长 组长 组长 组长 组长 组长 组长 组长 组长 组长 组长 主管 主管 IPQC IPQC IPQC IPQC IPQC IPQC IPQC IPQC IPQC IPQC IPQC IPQC IPQC IPQC IPQC IPQC IPQC
目测 卡尺 密度计 温度计 目测 电导表 目测 目测 目测 目测 温度计 温度计 目测 目测 跌落测试 治具 应力测试 温度计 目测 电导表 目测 目测 目测 目测 张力计 目测(看 标示)
每款产品检查一次 每款产品检查一次 每次添加磨粉水需检查一次 每天更换药水时检查一次 每天更换纯水时检查一次 每款产品需检查 每天检查一次 每天检查一次 每天检查一次 每天检查一次 每炉检查一次 每天检查一次 每炉每款产品测试10片 每天更换药水时检查一次 每天更换纯水时检查一次 每款产品需检查 每天检查一次 每天检查一次 每张网版需检查一次 每张网版需检查一次
平磨未 加硬超 声波清 洗
QC工程流程图process flow-swd

版本 Version 生效日期 Effective date
A0
序号 S/N
工程名 Engineering name 货仓收料 Warehouse receiving material
记录 Record
备注 Remarks
1
数量/规格 数量/规格 Quantity & spec. Quantity & spec. 外观 Appearance 无划伤/无起鼓/无生锈/丝印清晰 No scratch/no swell/no rust/clear printing 长/宽/厚等重点尺寸 Length/width/thickness etc key dimensions 1.开路电压(Open circuit voltage): 3.80~3.90V 2.内阻测试(Internal resistance ):≤ 50mΩ;
作业员 IPQC
11
电芯与保护板点焊 Welding cell and PCM
《作业指导书》 《WI》
参考SOP,确认点焊机参数,拉力≥20N, 焊点大小一致,无烧黑、毛刺. 外观/拉力 Confirm the parameter of welding Appearance & machine according to SOP.The pull pull force testing strength ≥20N ;welding points are the same,no black point & no burr.
作业员 IPQC
全检 Full checking 抽检:10Pcs/H
万用表 Multimeter
《生产检测日报表》 《制程巡检记录表》 《Production inspection daily report》 《Process checking record》
QC工程管理表

hold period2s(sony)4s(hit) pressure0.25±0.10M(sony) 0.30±0.10Mpa(hit) patemperature90°
hold period 3s pressure 0.20±0.10Mpa temperature 90° hold period 2s pressure 0.20±0.10Mpa temperature 90° hold period 5s pressure 0.15±0.10Mpa (0.20±0.10Mpa) temperature 200° hold period 10s pressure 3.0Bar temperature 190°
-----
隔離 Isolate
12
Apply the guide tab
MFG
--
外觀 Cosmetic
目視 Visual
100%
每批 Per lot
N90 Apply the guide tab标准 TB-PM-GS01-02 机台设备日常 检查表 动作指导书
機台調整 Adjust
隔離 Isolate
Cosmetic Function Dimention Optical Tray潔淨度 Tray Cleaness
Measuring Instrument/ Method 量测工具/方法 量测工具 方法 參照SIP Refer to SIP
Sample Size 抽样大小
Frequency of Verification 确认频率
21
VMI1
MFG
---
100%
----
品质异常报告 Alert Report
隔離 Isolate
QC七种工具使用方法
QC七种工具使用方法QC七种工具指的是质量管理中常用的七种工具,也称为“七个Q工具”(Seven Quality Tools),用于问题分析、数据采集和分析、质量改进等质量管理活动。
这七种工具分别是:排列图、因果图、控制图、直方图、散点图、流程图和帕累托图。
下面将详细介绍这七种工具的使用方法。
一、排列图(Pareto Chart)排列图是一种按照重要性降序排列的柱状图,用于帮助团队识别问题的原因的相对重要性。
使用排列图的步骤如下:1.确定需要分析的问题。
2.收集相关数据,并将其按照发生频率或重要性进行排序。
3.绘制柱状图,将问题的原因按照重要性从左到右排列。
4.添加累积百分比曲线,以显示每个原因对总问题的贡献。
5.分析柱状图和累积百分比曲线,找出主要原因,并制定改进措施。
二、因果图(Cause and Effect Diagram)因果图也称为鱼骨图或石川图,用于帮助团队识别问题的潜在原因。
使用因果图的步骤如下:1.确定需要分析的问题,并将其写在因果图的头部。
2.确定主要的因果类别,例如人员、设备、方法、材料、测量等。
3.在这些类别下,列出所有可能的潜在原因。
4.绘制一条横线,将潜在原因与主要类别连接起来。
5.分析因果图,找出主要原因,并制定改进措施。
三、控制图(Control Chart)控制图是一种用于监测和控制过程稳定性和能力的统计图表。
使用控制图的步骤如下:1.收集过程数据,并按照时间顺序排序。
2.计算平均值和标准偏差,并确定控制限。
3.绘制控制图,将样本数据绘制在上下控制限内。
4.分析控制图,判断过程是否处于统计控制中。
5.根据控制图的分析结果,采取相应的措施,以维持过程的稳定性和能力。
四、直方图(Histogram)直方图是一种用于显示数据分布情况的统计图表。
使用直方图的步骤如下:1.收集数据,并将其按照一定的间隔进行分组。
2.绘制直方图,将每个组的频率或频率密度绘制在垂直轴上。
3.根据直方图的形状,分析数据的分布特征。
QC工程流程图process flow-swd
作业员 IPQC
《生产检测日报表》 《治具点检记录》 保护板通讯测试架/ 《制程巡检记录表》 全检 full 电脑 《Production inspection daily PCM function checking report》 《 testing jig/ 抽检:10Pcs/H Instruments checking record Computer 》 《Process checking record》 全检 《碰焊拉力检查记录表》 Full checking 《制程巡检记录表》 抽检 《治具点检记录》 碰焊拉力检测仪/目 Sample:10Pcs/ 《Pull force checking record》 视 H Pull force tester 《Process checking record》 拉力测试 Pull /visual check 《Instruments checking strength test: record》 《 5PCS/2H for Xbar-R》 SPC
《治具点检记录》 《Instruments checking record》
10
保护板通讯测试 Communication test of PCM
《作业指导书》 《WI》
功能 Function
PCM通讯测试,参考SOP According to SOP, conduct communication test for PCM
外观 Appearance
作业员
全检 Full checking
切割机/目视 Cutter/ Visual inspection
《治具点检记录》 《Instruments checking record》
7
镍片长度外观检查 Check the apperance and length of tab
QC工程图讲解

3.事實上,QC工程圖說明了,將整個製程包 括進料、製程、出貨以及定期性檢驗的各 個階段所需採取的措施,加以詳細地說明, 以確保製程所有各階段的產出均在控制中。 在正式量產中,QC工程圖對需要進行管制 的特性值,提供了製程進行各種監控及管 制的方法說明。由於製程會不斷地被更新 及改善,所以QC工程圖也隨之不斷地更新。
QC工程圖講解
講解人:胡力
概念
QC(Quality control:質量控制)工程圖 也稱為“QC flow chart”,它是用來確認 品質准備狀況的一種工具,表明某種產品的 整個制造流程,每個流程需要管制的參數 (包含需檢查的項目),如溫度,抽樣標准 等,所有各流程的作業指導書均應該由 Quality control flow chart展開的。
QC工程圖制作的目的
• 目的:
• 是依據客戶的各種需求來製造滿足其需求 產品的一種輔助工具。
QC工程圖制作的作用
• 作用:
1.設計及篩選提供了一種結構性的方法,同 時對整個系統實施能增加附加價值的管制 方法。QC工程圖提供了整個系統,如何減 少製程與產品變異的書面化的說明。QC工 程圖不是用來取代作業標準書的。QC工程 圖的方法被廣泛地應用到各種的製程與技 術上。QC工程圖所扮演的是整體品質程序 裡的一個整合的部分。
QC工程圖的制作步驟
• 為了要讓製程管制與改善能有效的進行,必須對 製程要有基本的認識。為了對製程有充分的了解, 應該組成一支具備多種學問的小組並運用各種所 能取得的資訊來製作QC工程圖.這些資訊包括了: ◎製造流程圖 ◎系統 / 設計 / 製程用的 FMEA ◎特定的品質特性 ◎相同零件或組件 ◎過去的教訓 ◎製程的知識 ◎設計審查 ◎最佳化的方法
具體制作步驟
QC七大手法浅说

QC七大手法浅说QC七大手法的使用情形,可归纳如下:1.依照事实、数据发言——图表(Graph)、检查表(Check List)、散布图(Scatter Diagram)。
2.分析缘故与结果的关系,以探讨潜在性的问题——特性要因图(Characteristic Diagram)。
3.凡事物不能完全单独用平均数来考虑,应了解事物都有变差存在,须从平均数与变异性来考虑——直方图(Histogram)、操纵图(Control Chart)。
4.所有数据不可仅考虑平均,须依照数据的来龙去脉,考虑适当分层——层别法(Stratification)。
5.并非对所有缘故采取措施,而是先从阻碍较大的2~3项采取措施,即所谓治理重点——柏拉图(Pareto Dragram)。
柏拉图散布图直方图图QC改善步骤与QC手法简单地说,这些手法是要[以现实合理的眼光,来观看产生不良情形的现场与现物],确实做好所谓的[三现主义];同时,也通过改善第一章 QC统计手法概述 7 的手法与培训,做到[不制造不良品、不流出不良品、不同意不良品]的质量[三不政策]。
四、从ISO谈统计技术ISO 9000自1987年公布实施以来,至今(1999)12年,申请ISO质量体系认证,已是世界潮流;能取得认证者,无疑是取得了〝质量身份证〞。
在ISO 9000质量体系中,也相当重视统计技术,在ISO 9000 4.20中,专门规定应将各项质量改善用统计的手法来分析,关于各项的质量记录的统计结果,如何分析并采取纠正措施?如何进行质量改善?往常谈到统计技术,大伙儿都直截了当想到那是质量工程人员或现场主管的事,然而ISO所谈的统计技术,不仅局限在ON line QC,而且关于OFF line QC更加强调,关于以往均无关的研发/工程部门,都必须学习如何使用统计手法。
过去,仅拿几张操纵图即可称之为统计,亦将成为绝响;而关于统计技术的应用,才是ISO述求的真正重点,为何要操纵过程参数?8 品管七大手法过程参数对质量的阻碍有多大?如何确定过程参数的操纵范畴?再者,如何运用统计手法来关心决策,也是ISO的治理重心,即依照精确的统计,来降低失败冒险率,从而提升决策质量。
QC process chart

product
control
procedure
不合格品 reject
3.成品品质控制、储存及交付流程图:OQC process chart
生产部
production department
FQC
货仓
warehouse
交付管理员
Delivery controller
开始 start
成品待检
Finish product waiting for inspect
NG
尺寸检测 可靠性测试 Dimension Reliability
test
OK
成品待检
OK
Finish product
waiting for inspect
按《成品品质控制、 储存和交付流程》
Implementing OQC
control procedure
结束 End
按《不合格品控制流 程》
Implementing reject
2.制程品质控制流程图 IPQC process chart
Produce leader
Technician
生产组长
operater 作业员
技术员
开始 start
IPQC /leader surveyor 测量员
照计划排机/拉 Arrange
machine/line according to plan
Implementing
reject product
control
procedure
培训作业员 Training oprator
OK
签名贴“合格
OK
接收首板
首板”标签
Received first
QC七大手法(培训资料)

系,将QC七大手法与其他质量管理方法有机结合,实现全面质量管
理。
THANKS
因果图概述
因果图是一种用于分析问题产生原因及其相互之间关系的图 表,也称为鱼骨图或石川图。
因果图应用步骤
确定问题、收集数据、绘制因果图、识别主要原因、制定改 进措施。
直方图(histogram)
直方图概述
直方图是一种用于显示数据分布情况的图表,它将一组数据的频数和频率之 间的关系用条形图的形式表现出来。
直方图应用步骤
收集数据、计算数据特征值、绘制直方图、观察数据分布情况、制定改进措 施。
控制图(control chart)
控制图概述
控制图是一种用于监控和识别过程是否处于统计控制状态的图表,它可以帮助我 们及时发现异常值并采取相应的改进措施。
控制图应用步骤
确定控制界限、收集数据、绘制控制图、观察数据点是否超出控制界限、制定改 进措施。
流程图应用步骤
确定流程范围、绘制流程图、识别流程中的瓶颈和问题、优化流程、更新流程图 。
03
qc七大手法应用案例
案例一:柏拉图在生产中的应用
总结词
发现问题、重点改善
详细描述
通过柏拉图的统计,明确生产中存在的主要问题,针对主要问题进行重点改 善,提高生产效率和产品质量。
案例二:因果图在质量管理中的应用
理解问题
分析数据
了解问题的本质和背景,明确需要解决的问 题。
运用统计方法和其他工具,对数据进行深入 分析,以揭示潜在问题和规律。Fra bibliotek制定方案
实施方案
根据分析结果,制定解决问题的方案,明确 目标和实施计划。
运用各种资源,积极推进方案的实施,并对 实施过程进行监控和调整。
pdca各阶段qc手法的应用

pdca各阶段qc手法的应用PDCA(Plan-Do-Check-Act)是一种质量管理方法,用于持续改进过程和产品。
在每个阶段,QC(Quality Control)手法可以应用来确保达到预期的质量目标。
以下是每个阶段和相应QC手法的应用示例:1. 计划(Plan)阶段:流程图(Flowchart):用于分析和描述当前流程,找出潜在的问题和改进点。
问题分析(Problem Analysis):用于识别当前流程中的问题和瓶颈,并确定改进的目标。
PDPC图(Process Decision Program Chart):用于预测可能出现的问题并制定相应的对策。
2. 执行(Do)阶段:技术规范(Specification):用于指导工作人员按照特定标准执行任务,确保一致性和质量。
记录(Recording):用于记录执行过程中的数据和结果,以便后续分析和检查使用。
3. 检查(Check)阶段:核对表(Checklist):用于确认工作是否按照计划进行,并且没有遗漏。
测量数据(Measurement Data):用于收集和分析实际的工作数据,与预期结果进行比较,识别差距和潜在的改进机会。
4. 行动(Act)阶段:问题解决(Problem Solving):根据检查阶段的分析结果,制定解决问题的方案,并进行实施。
核实(Verification):验证行动计划的有效性和影响,确认问题是否得到解决。
持续改进(Continuous Improvement):根据验证结果,对计划进行修订并重新开始PDCA循环,以实现持续改进。
每个阶段的QC手法都有助于识别问题、制定对策、监测执行和验证效果,从而确保质量目标的实现,并推动持续改进。
锂电池各车间工艺路线图
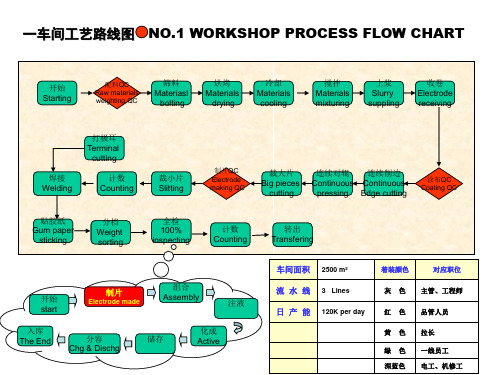
车间面积 制片
Electrode made
3000 m² 2 Lines
着装颜色 灰 红 色 色
对应职位 主管、 主管、工程师 品管人员
开始 start 入库 The End
组合 Assembly
流 水 线 注液 分容日 产 能 入库日 产能
140K per day 130K per day
分容 Chg & Dischg
车间面积 开始 start 入库 The End 制片
Electrode made
3000 m² 12 Lines
着装颜色 灰 红 黄 绿 色 色 色 色
对应职位 主管、 主管、工程师 品管人员 拉长 一线员工 电工、 电工、机修工
组合 Assembly
注液
流 水 线 日 产 能
150K per day
打极耳 Terminal cutting 贴胶纸 铆接 Gum paper Terminal sticking riveting
全检 100% inspecting
分档 Weight sorting
点片 Counting
制片QC Electrode making QC
转出极片 Transfering
一车间工艺路线图 NO.1 WORKSHOP PROCESS FLOW CHART
配料QC Raw materials weighting QC
开始 Starting
筛料 Materiasl bolting
烘烤 Materials drying
冷却 Materials cooling
搅拌 Materials mixturing
化成 Active
深蓝色
成品 出货 Outgoing