万向磁力表座
汽车故障诊断与检测实验指导书(常见的实验项目)
实验一发动机曲轴形位误差的检测1、实验目的⑴曲轴弯曲变形的检测⑵曲轴曲柄半径的检测⑶曲轴轴颈磨损的检测并确定轴颈的修理尺寸2.训练准备1)测量平台1台、万向磁力表座1个、框式水平仪1台、V形架。
2)百分表1块,高度游标卡尺1把,外径千分尺2把。
3)发动机曲轴1根。
4)棉纱若干。
3.实验要求1)正确选择使用工、量具及设备;2)采用正确的检测方法,将测量误差控制在规定范围之内;3)安全文明操作。
4.技术标准曲轴弯曲度,中型货车不大于0.15mm,轿车不大于0.06mm。
5.基本操作步骤操作步骤描述:清洁并校验平台支撑曲轴检验百分表检验磁力表座装表压表测量计算确定变形量。
步骤1:清洁并校验平台⑴用棉纱清洁测量平台。
⑵用框式水平仪检验测量平台是否水平。
⑶如平台未水平,进行调整。
步骤2:支撑曲轴⑴用棉纱清洁V形铁,并将V形架放在测量平台上。
⑵用棉纱清洁曲轴各道轴颈。
⑶把曲轴首末端的主轴颈放在V形架上。
⑷清洁高度游标卡尺,并进行校正。
⑸用高度游标卡尺检测曲轴首末端主轴颈最高素线的高度。
⑹调整曲轴首末道主轴颈中心轴线,使其处于水平位置。
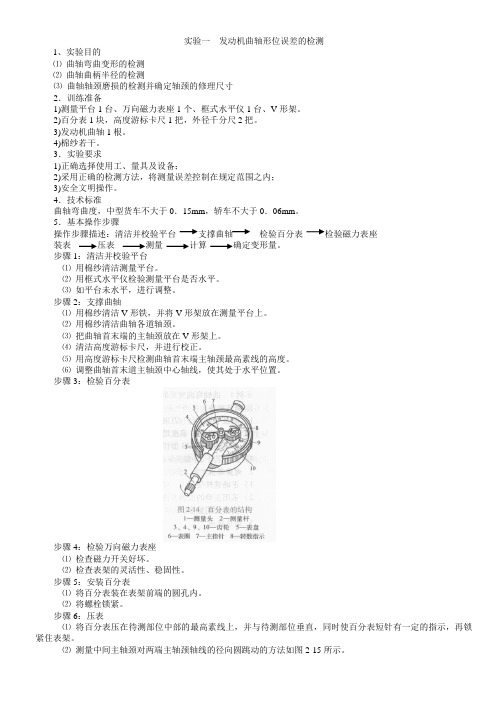
步骤3:检验百分表步骤4:检验万向磁力表座⑴检查磁力开关好坏。
⑵检查表架的灵活性、稳固性。
步骤5:安装百分表⑴将百分表装在表架前端的圆孔内。
⑵将螺栓锁紧。
步骤6:压表⑴将百分表压在待测部位中部的最高素线上,并与待测部位垂直,同时使百分表短针有一定的指示,再锁紧住表架。
⑵测量中间主轴颈对两端主轴颈轴线的径向圆跳动的方法如图2-15所示。
步骤7:测量⑴打开表座的磁力开关,固定磁力表座。
⑵将曲轴慢慢旋转一圈,读出百分表的最大读数和最小读数。
步骤8:计算,确定变形量⑴径向圆跳动的计算方法:最大读数与最小读数之差的一半。
⑵端面圆跳动的计算方法:最大读数与最小读数之差。
⑶所得结果与技术标准相比较,确定变形量。
注意:校验测量平台是否水平应分段测量。
如水平仪的水准器(俗称气泡)偏向哪侧,就说明该侧高,应适当调整测量平台。
卧加回转台中心坐标的精确找正

卧加回转台中心坐标的找正方法日期2015/8/20在使用带B 轴的卧式加工中心过程中,有时需要回转工作台,坐标系转换过程中,需要用到工作台的回转中心坐标,而某些机床出厂时未告之用户其工作台回转中心。
机床使用过程中,调整过机床原点,造成回转中心改变。
这种情况下,需要找正B 轴(工作台)回转中心在机床坐标系的位置。
本方法适用任意品牌卧式加工中心回转台的调整找正.下面分别介绍X 、Y 、Z 三个方向坐标找正方法(附图)。
卧式加工中心机床零点校正(部分厂商机床零点就是回转台回转中心)所需工具:标准芯棒、万向磁力表座、百分表X 轴校正:1.主轴上装配芯棒,MDA 模式下输入【G53G0X0】执行此程序使主轴移至现状态下托盘中心即X=0;2.将表靠上芯棒(找到芯棒最外侧点),如图1;3.为安全起见,移动Z 轴,使表离开芯棒,在MDA 模式下将托盘旋转180°;4.手动移动Z 轴使千分表接与芯棒接触上,调整X 轴位置,使得百分表在芯棒两侧指示相同,记下此时X 坐标值,如图2;5.将所得X 值+MD34090,重新输入到MD34090内激活重启(相对值编码器)(本条只适用于SIEMENS840D pl 系统)。
图1图2Z轴校正:1.X轴定位到回转台中心,即X0位置,将表靠上芯棒(找到芯棒最外侧点),如图3a,将表指针对零;2.移动Z轴,使表离开芯棒,在MDA模式下将托盘旋转90°;3.移动Z轴使表针与芯棒端面接触,对零,记下此时Z轴机械坐标值,如图3c;4.计算Z轴中心坐标值,Z=Z实-L芯-R芯;5.将Z值与原MD34090相加,激活重启.a b c图3Y轴校正(工作台面):1.用标准量块,将表指针对零,如下图4;2.移动相关轴,使表位于芯棒最高点,表针对零;3.计算Y轴中心坐标值,Y=Y实-L量+R芯;4.将Y值与原MD34090相加,激活重启.5.或直接用芯棒靠上量块,用塞尺判断间隙计算Y轴位置图4。
磁力座原理

磁力表座
它里面是一个圆柱体,在其中间放置一条条形的永久磁铁或恒磁磁铁,外面底座位置是一块软磁材料.(软磁材料是指在较弱的磁场下,易磁化也易退磁的一种铁氧体材料)
通过转动手柄,来转动里面的磁铁。
当磁铁的两极(N或S)呈水平方向时,也就是磁铁的N或S 极正对软磁材料时,就被磁化了,这个方向上具有强磁,所以能够用于吸住钢铁表面。
而当磁铁的两极处于上下方向时,及NS的正中间正对软磁材料底座时(长条形磁铁
的正中间只有极小的磁性,可以不记)不会被磁化,所以此时底座上几乎没有磁力,就可以很容易地从钢铁表面取下来了。
这个磁性表座利用了两个特性: 1.软磁性材料的磁化和退磁快的特性;
2.条形永久磁铁或恒磁磁铁的中间磁场极弱而两端磁场极强的特性.
磁力表座工作原理
磁力表座外壳为两块导磁体,中间用不导磁的铜板隔开。
内部有一个可以旋转的磁体,此磁体沿直径方向为n、s极
当磁体旋转到中间位置,磁力线分别在两块导磁体中形成闭路时表座可以轻易取走;旋转90度
后,ns极分别对着两块导磁体,此时从n极到导磁体到导轨到另一块导磁体到s极,形成磁力线闭合,可以牢牢的附着在导轨上。
位置误差的测量——实验报告
位置误差的测量实验报告一、实验目的1. 熟悉零件有关位置误差的含义和基准的体现方法。
2. 掌握有关通用量仪的使用方法。
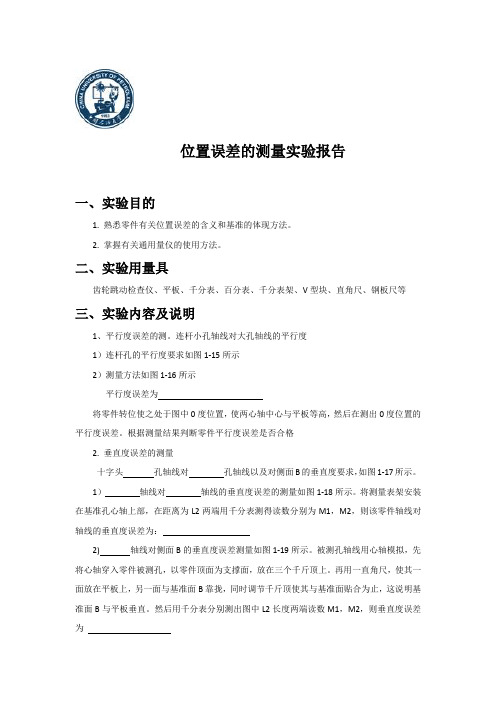
二、实验用量具齿轮跳动检查仪、平板、千分表、百分表、千分表架、V型块、直角尺、钢板尺等三、实验内容及说明1、平行度误差的测。
连杆小孔轴线对大孔轴线的平行度1)连杆孔的平行度要求如图1-15所示2)测量方法如图1-16所示平行度误差为将零件转位使之处于图中0度位置,使两心轴中心与平板等高,然后在测出0度位置的平行度误差。
根据测量结果判断零件平行度误差是否合格2. 垂直度误差的测量十字头孔轴线对孔轴线以及对侧面B的垂直度要求,如图1-17所示。
1)轴线对轴线的垂直度误差的测量如图1-18所示。
将测量表架安装在基准孔心轴上部,在距离为L2两端用千分表测得读数分别为M1,M2,则该零件轴线对轴线的垂直度误差为:2) 轴线对侧面B的垂直度误差测量如图1-19所示。
被测孔轴线用心轴模拟,先将心轴穿入零件被测孔,以零件顶面为支撑面,放在三个千斤顶上。
再用一直角尺,使其一面放在平板上,另一面与基准面B靠拢,同时调节千斤顶使其与基准面贴合为止,这说明基准面B与平板垂直。
然后用千分表分别测出图中L2长度两端读数M1,M2,则垂直度误差为根据以上结果,判断两项垂直度要求是否合格3. 圆跳动误差的测量被测零件圆跳动公差要求如图1-23所示,其测量方法如图1-24所示1)径向圆跳动误差的测量:将工件旋转一周,记下千分表读数的最大差值。
共测三个截面,取其中最大跳动量作为该表面的径向圆跳动误差值,并判断该指标是否合格2)端面圆跳动误差的测量:分别在端面靠近最大直径处和较小直径处测量,每测一处,转动工件一转,读取指示表的最大最小读数差,取其较大者作为该端面的圆跳动误差值图1-15图1-16图1-17图1-18中国石油大学(华东)四、数据分析1. 单位(mm)实验内容L1L21L22L2M1M2F允许值是否合格孔轴线平行度0度位置36.262.059.0157.2 1.191 1.1950.000920.25合格孔轴线平行度90度位置36.279.578.5194.2 1.981 2.4650.09020.1合格孔轴线与端面垂直度93.860.060.0213.80.7100.5260.08070.06不合格孔轴线与孔轴线垂直度93.878.077.8249.60.8390.8890.01880.06合格图1-19图1-23图1-242. 单位(µm )3. 单位(µm )五、思考题1. 求垂直度、平行度误差时为什么要有L1/L2,L1、L2分别指什么?L2指被测心轴长度;L1指被测工件孔的长度。
卧加回转台中心坐标的精确找正

卧加回转台中心坐标的找正方法日期2015/8/20在使用带B 轴的卧式加工中心过程中,有时需要回转工作台,坐标系转换过程中,需要用到工作台的回转中心坐标,而某些机床出厂时未告之用户其工作台回转中心。
机床使用过程中,调整过机床原点,造成回转中心改变。
这种情况下,需要找正B 轴(工作台)回转中心在机床坐标系的位置。
本方法适用任意品牌卧式加工中心回转台的调整找正.下面分别介绍X 、Y 、Z 三个方向坐标找正方法(附图)。
卧式加工中心机床零点校正(部分厂商机床零点就是回转台回转中心)所需工具:标准芯棒、万向磁力表座、百分表X 轴校正:1.主轴上装配芯棒,MDA 模式下输入【G53G0X0】执行此程序使主轴移至现状态下托盘中心即X=0;2.将表靠上芯棒(找到芯棒最外侧点),如图1;3.为安全起见,移动Z 轴,使表离开芯棒,在MDA 模式下将托盘旋转180°;4.手动移动Z 轴使千分表接与芯棒接触上,调整X 轴位置,使得百分表在芯棒两侧指示相同,记下此时X 坐标值,如图2;5.将所得X 值+MD34090,重新输入到MD34090内激活重启(相对值编码器)(本条只适用于SIEMENS840D pl 系统)。
图1图2Z轴校正:1.X轴定位到回转台中心,即X0位置,将表靠上芯棒(找到芯棒最外侧点),如图3a,将表指针对零;2.移动Z轴,使表离开芯棒,在MDA模式下将托盘旋转90°;3.移动Z轴使表针与芯棒端面接触,对零,记下此时Z轴机械坐标值,如图3c;4.计算Z轴中心坐标值,Z=Z实-L芯-R芯;5.将Z值与原MD34090相加,激活重启.a b c图3Y轴校正(工作台面):1.用标准量块,将表指针对零,如下图4;2.移动相关轴,使表位于芯棒最高点,表针对零;3.计算Y轴中心坐标值,Y=Y实-L量+R芯;4.将Y值与原MD34090相加,激活重启.5.或直接用芯棒靠上量块,用塞尺判断间隙计算Y轴位置图4。
百分表磁力表座使用方法

百分表磁力表座使用方法一、百分表磁力表座的概述百分表磁力表座是一种用于测量物体尺寸的工具,它主要由磁力表座和百分表两部分组成。
磁力表座通过磁力吸附在工作台面上,而百分表则可以测量物体的微小尺寸变化。
百分表磁力表座广泛应用于机械加工、制造和质量检测等领域,具有测量精度高、使用方便等特点。
二、百分表磁力表座的组成1. 磁力表座:磁力表座由磁力底座和磁体组成,磁力底座可通过旋钮进行吸附和释放,磁体则负责提供足够的吸附力以保持稳定性。
2. 百分表:百分表是一种精密测量工具,由表头、表柄、表针和测量夹具等部分组成。
表头上有一个刻度盘,用于读取被测物体的尺寸变化。
三、百分表磁力表座的使用步骤1. 准备工作:首先,将磁力底座放置于工作台面上,并确保其表面干净平整。
然后,将磁体吸附在磁力底座上,并通过旋钮使其紧固。
2. 安装百分表:将百分表的表柄插入磁力表座的夹持槽中,并通过螺旋旋钮将其固定。
确保百分表与被测物体垂直接触,并保持稳定。
3. 调零操作:在使用百分表之前,需要进行调零操作以保证测量的准确性。
将百分表的刻度盘旋转至零刻度位置,并确保百分表的表针指向零刻度线。
4. 进行测量:将百分表的测量夹具与被测物体接触,并通过螺旋旋钮将其夹紧。
然后,通过旋转刻度盘,观察百分表的表针移动情况,记录下被测物体的尺寸变化。
5. 读取结果:根据百分表的刻度盘上的刻度线,读取被测物体的尺寸变化值。
通常情况下,百分表的刻度盘上会有主刻度和副刻度,需要注意读取准确的刻度值。
四、百分表磁力表座的注意事项1. 使用前检查:在使用百分表磁力表座之前,需要仔细检查磁力表座的吸附力和百分表的工作状态,确保其正常运行和准确测量。
2. 避免碰撞:在使用过程中,要避免磁力表座受到外力碰撞,以免影响其吸附力和测量精度。
3. 清洁保养:定期清洁百分表磁力表座,特别是磁力底座和磁体部分,以保证其正常工作和延长使用寿命。
4. 学习使用:百分表磁力表座是一种精密测量工具,使用者需要掌握正确的使用方法,并进行实际操作练习,以确保测量结果的准确性。
万向磁性表座的使用流程

万向磁性表座的使用流程1. 简介万向磁性表座是一种用于夹持测量工具的装置,通过磁力吸附在工作台或其它具有磁性的表面上,并提供一个可调节的夹持机构,使测量工具能够在不同角度进行测量和定位。
2. 安装1.确保工作台或表面具有足够的磁性,以确保磁性表座能够牢固地吸附并固定在表面上。
如果表面不具备磁性,可以使用磁性底座进行安装。
2.将磁性表座底座与磁性表座本体连接,确保紧固牢固。
3.将磁性表座的底座部分放置在工作台或其它表面上,确保其稳定并与表面充分接触。
4.调节磁性表座的夹持机构,确保可以夹持测量工具,并调整夹紧力度。
确保夹持工具时夹持力度合适,既不会造成损坏,又能确保测量的准确性。
3. 使用1.将待测量的工具或器件放置在磁性表座上,确保其位置正确。
2.调整磁性表座的夹持机构,将工具或器件夹紧。
要确保夹持力度适当,既能够牢固固定,又不会损坏器件。
3.确定测量的目标,将测量仪器(如卡尺、游标卡尺等)放置在夹持的工具或器件上,并进行测量操作。
4.根据需要,可以调整磁性表座的角度和方向,以便更好地进行测量和定位。
磁性表座的万向性能帮助用户在不同角度进行测量,提高工作效率。
5.在测量完成后,将测量仪器从磁性表座上取下,并松开夹持机构,将工具或器件从磁性表座上取下。
4. 注意事项在使用万向磁性表座时需要注意以下事项:•确保工作台或表面具有足够的磁性,以确保磁性表座能够牢固地吸附并固定在表面上。
•在夹持工具或器件时,要确保夹持力度适当,既能够牢固固定,又不会损坏器件。
•在使用过程中,避免强烈碰撞或震动,以免影响测量的准确性或破坏磁性表座。
•定期清洁磁性表座,确保其表面和夹持机构的干净,并使用适当的润滑剂进行维护,以延长其使用寿命。
•使用磁性表座时要遵循相关的安全规范和操作规程,确保使用安全。
5. 结论万向磁性表座是一种方便实用的夹持装置,能够帮助用户在测量和定位过程中提高工作效率。
正确安装和使用磁性表座,并遵循注意事项,能够确保测量结果的准确性和系统的安全性。
磁力表座工作原理

磁力表座工作原理
磁力表座是一种常用于实验室、工厂和制造业中的精密测量仪器,它的工作原理如下:
1. 磁力:磁力表座利用磁力作用力来夹持测量物体。
它通常由一个强磁铁或永磁体制成,能够产生强大的磁力。
2. 磁力吸附:磁力表座底座通常具有一个平面底面,可以通过旋钮或手柄进行精确调节。
当磁力表座底座与金属表面接触时,通过扳动控制装置使底部产生磁力吸附效应,从而将磁力表座固定在所需位置。
3. 插销:在磁力表座的磁性基固定在所需位置后,通常可以使用插销或其他机械固定装置来锁定位置,以确保测量的稳定性和准确性。
4. 游标:磁力表座通常配备一根细长的游标,其中有一个指示器或指针。
该指针可随着加工件或被测物体的受力或变形而移动。
通过读取游标上的刻度,可以量化变化并确定到达的位置或变化量。
5. 读数:通常,磁力表座上的游标上有刻度线,一侧刻度为正向读数,另一侧为负向读数。
读数器件可以是一个小型刻度盘或数字显示器,可以直接读取测量结果。
综上所述,磁力表座通过磁力吸附和插销固定在所需位置,并
通过游标和读数器件来测量并显示被测物体的位置或变化,实现精密测量。
磁性表座常用型号

NOGA诺佳磁性表座DG61003
DG61003 诺佳(NOGA) 万向磁性表座: 产地: 以色列 品牌:诺佳NOGA 装表端孔径:6mm,8mm,3/8" 带燕尾槽 带防松弹簧轴承中央锁紧机构 5轴夹紧 强力开关磁力座 任意位置夹紧 快速对零 下杆 110mm 上杆 101mm 总长282mm 磁座螺孔:M8 磁性吸力:80公斤 磁性座尺寸:宽50X长60X高55mm 黑色杆部 重量:1.350公斤
NOGA诺佳磁性表座MG60103
MG60103 诺佳(NOGA) 万向表座: 产地: 以色列
品牌:诺佳NOGA 装表孔:8mm 无永磁底座 支架尺寸:下杆 133mm ;上杆 113mm 总长:317mm 重量:1.50公斤 5轴表架 360度角度微调专利结构 装表端带燕尾槽 带防松弹簧轴承中央锁紧机构 黑色杆部 全部为原装以色列进口,万向型较表座
NOGA诺佳磁性表座NF1030
NF1030 诺佳(NOGA) 万向磁性表座
产地: 以色列品牌:诺佳NOGA
装表孔:8mm 永磁底座尺寸:宽16*长60*高32mm 支架尺寸:下杆 56mm ;上杆 51mm 总长:128.5mm 磁性吸力:280N 重量:0.3公斤 5轴表架 360度角度微调专利结构 装表端带燕尾槽 带防松弹簧轴承中央锁紧机构 黑色杆部为原装以色列进口,万向型较表座
NOGA诺佳磁性表座MA61003
MA61003 诺佳(NOGA) 万向磁性表座 产地: 以色列
品牌:诺佳NOGA 装表孔:10mm*1.25 永磁底座 磁性底座尺寸:宽50*长120*高55mm 支架尺寸:下杆326mm;上杆242mm;总长:637mm 磁性吸力:130公斤,重量:5.1公斤 5轴表架 360度角度微调专利结构 装表端带燕尾槽 带防松弹簧轴承中央锁紧机构 黑色杆部 全部为原装以色列进口,万向较表座
磁性表座磁力检测装置研制

基金项目:国防重点项目《真空环境下等离子体发生器校准技术研究》(项目编号为 JSJL2016203B017)。 收稿日期:2018-08-07
16
《计量与测试技术》2018年第 45卷第 10期
力器,检测 人 员 边 增 加 牵 引 力 边 读 取 测 力 器 数 据。 但是,现有的检测方式存在一定的问题,即如果磁性 表座不合格,也就意味着在达到最小磁力前,磁性表 座就会脱离铁磁性表面并在惯性作用下快速运动, 而此时检测人员正在近距离读取测力器上的数据, 非常容易被运动中的磁性表座伤害。此外,目前所 采用磁性表座工作磁力检测装置存在测力范围有限、 准确度等级不高、不确定度大等缺点,为了解决上述问 题,提高磁性表座的工作安全,本文研制了一种用于工 作磁力和剩余磁力检测的磁性表座检测装置。 1 装置设计 11 工作磁力检测装置
该装置的结构示意图如图 1所示,不锈钢板竖 直固定,直线电机和角铁固定在不锈钢板上。直线 电机作为拉力发生源,角铁作为磁性表座磁力吸附 面,拉力传感器连接在直线电机螺杆上。工作时,首 先将磁性表座和拉力传感器连接好,然后对拉力传 感器的二次控制仪表清零,消除表座磁力测试中拉 力传感器以下各部件的重力影响。然后调节直线电 机下降,使磁性表座在磁力作用下吸在角铁上。接 着改变电机运行方向,使磁力表座在电机拉力的作 用下,脱离角铁,通过拉力传感器控制仪表的峰值保 持功能,记录磁性表座脱离角铁的过程中的最大拉 力,即为磁性表座的工作磁力。
0 引言 磁性表座也称万向表座,是机械制造行业用途
最多、最广的检测工具之一,广泛应用于航天加工装 配、各类机床及工件,同时也广泛应用于科研院所及 高等院校的科学研究中。磁性表座用于仪表或器件 的固定和位 置 调 节,吸 附 在 铁 磁 性 材 料 表 面 (一 般 都是机床表 面 )后,相 关 仪 器 再 固 定 于 磁 性 表 座 上 进行工作。磁性表座的工作磁力和剩余磁力是磁性
万向磁力表座工作原理

万向磁力表座工作原理
磁力表座是一种新型的温度指示仪表,它由固定在表座上的旋转表圈和与其相配合的固定在支架上的两个无磁指针组成。
表圈由一块长8mm、宽5mm、厚3mm的磁钢和一块长4mm、宽2mm、
厚2mm的硅钢片组成。
当温度发生变化时,磁指针和硅钢片也发
生相应的改变,从而指示出被测温度。
由于磁钢的旋转方向是单向的,所以在测量时,指针和指示方向成90°。
当被测对象为金属(如铜、铁等)时,由于其中含有大量的铁磁性物质,使得在测量过程中产生较大的磁滞现象和涡流损耗,从而导致测量误差较大。
为了提高仪表精度,我们对原金属磁指针进行了改进,将其固定在表座上,并在其下安装一个由两个万向节组成的万向磁轮,当被测对象为金属时,在万向节之间产生相对转动。
当被测对象为金属时,万向节之间不会发生相对转动。
—— 1 —1 —。
磁力座工作原理

磁力座工作原理磁力座是一种利用磁力原理来实现固定和吸附的装置,它在工业生产和日常生活中有着广泛的应用。
磁力座的工作原理主要是利用磁铁的吸引力和磁场的作用来实现固定或吸附物体,下面将详细介绍磁力座的工作原理。
首先,磁力座由内部的磁铁和外部的铁制构件组成。
内部的磁铁通常采用永磁材料,如钕铁硼磁铁,它具有较强的磁性,能够产生强大的磁场。
而外部的铁制构件则通常是由铁或钢制成,这些材料对磁场有很好的导磁性,能够有效地增强磁力的作用范围。
当磁力座靠近需要固定或吸附的物体时,内部的磁铁会产生磁场,这个磁场会穿过外部的铁制构件,形成一个磁力场。
根据磁力的作用原理,磁力场会对周围的铁制或磁性物体产生吸引力,从而实现对物体的吸附或固定。
在磁力座工作时,磁力场的作用范围是非常重要的。
一般来说,磁力场的作用范围取决于磁力座内部磁铁的磁性能和外部铁制构件的导磁性能。
磁力座设计时需要根据实际需求来选择合适的磁铁和铁制构件,以确保磁力场能够覆盖到需要固定或吸附的物体上。
除了磁力场的作用范围外,磁力座的工作原理还与磁力的大小和方向有关。
磁力的大小取决于磁铁的磁性能和磁场中的磁感应强度,而磁力的方向则取决于磁铁的磁极排布。
通常情况下,磁力座会根据实际需要设计不同大小和方向的磁力,以满足不同场景下的固定或吸附需求。
总的来说,磁力座的工作原理是利用磁铁产生的磁场对周围的铁制或磁性物体产生吸引力,从而实现对物体的固定或吸附。
通过合理设计磁力场的作用范围、大小和方向,磁力座能够在工业生产和日常生活中发挥重要作用,提高工作效率,简化操作流程,实现固定和吸附的需求。
综上所述,磁力座的工作原理是基于磁力的吸引作用,通过合理设计磁场的作用范围、大小和方向来实现对物体的固定或吸附。
这种工作原理使得磁力座在各个领域都有着广泛的应用前景,为人们的生产和生活带来便利和效益。
磁力座工作原理

磁力座工作原理磁力座是一种利用磁力原理来实现固定和吸附的装置,广泛应用于各种机械设备和工业生产中。
磁力座的工作原理主要是通过磁力的吸引和排斥来实现对工件的固定和定位。
下面将从磁力的产生、磁力座的结构和工作原理三个方面来详细介绍磁力座的工作原理。
首先,磁力的产生是磁力座能够正常工作的前提。
磁力是由电流通过导线产生的,当电流通过导线时,会在周围产生一个磁场,这个磁场就是磁力的来源。
磁力的大小和方向与电流的大小和方向有关,通常情况下,我们通过在导线周围绕制成圈圈的形式,来增加磁场的强度,从而增加磁力的大小。
其次,磁力座的结构是实现磁力工作原理的关键。
磁力座通常由磁体、磁性材料和外壳组成。
磁体是磁力座的核心部件,它产生磁场并且通过磁性材料将磁力传递到工件上。
磁性材料通常是由铁、镍、钴等金属合金制成,这些材料具有很强的磁性,能够有效地吸引和固定工件。
外壳则起到保护磁体和磁性材料的作用,同时也能够增强磁力的集中和传导效果。
最后,磁力座的工作原理是基于磁力的吸引和排斥来实现的。
当磁力座与工件接触时,磁力座产生的磁场会对工件上的磁性材料产生吸引力,从而将工件吸附在磁力座上。
这种吸附力可以有效地固定工件,使其在加工过程中不会产生移动或晃动。
而当需要取下工件时,只需断开磁力座的电源,磁场消失,工件就可以轻松地脱离磁力座。
总的来说,磁力座的工作原理是通过产生磁力、利用磁性材料和外壳结构以及磁力的吸引和排斥来实现对工件的固定和定位。
这种工作原理使得磁力座在机械加工、装配和检测领域得到了广泛的应用,极大地提高了生产效率和产品质量。
希望本文对磁力座的工作原理有所帮助,谢谢阅读。
微型磁座的作用
微型磁座的作用
微型磁座,也被称为磁性表座或磁力表座,是一种广泛应用于工业测量和加工中的工具。
它的主要作用是通过强磁力将测量仪器或工具固定在金属表面上,从而方便进行各种精密测量和操作。
微型磁座的核心部件是高性能的永磁体,它能够产生强大的磁场,使得磁座能够牢牢地吸附在金属表面上。
同时,磁座的设计也非常精巧,通常具有小巧轻便、操作简便、吸附力强等特点,非常适合在各种环境下使用。
在工业生产中,微型磁座的应用非常广泛。
例如,在机械加工中,它可以用来固定刀具、夹具等工具,确保加工的精度和稳定性。
在测量领域,磁座可以用来固定百分表、千分表等测量仪器,方便对各种工件的尺寸、形状等进行精确测量。
此外,在船舶、航空、汽车等行业中,微型磁座也被广泛应用于各种精密装配和维修工作中。
除了以上的应用外,微型磁座还具有一些其他的优点。
例如,它不需要额外的电源或气源,因此使用起来非常方便。
同时,由于它采用磁力吸附的方式,所以不会对金属表面造成任何损伤或污染。
此外,微型磁座还具有很高的重复定位精度和稳定性,能够满足各种高精度测量和加工的需求。
总之,微型磁座作为一种重要的工业工具,具有广泛的应用前景和重要的实用价值。
随着科技的不断进步和工业的不断发展,微型磁座将会在更多的领域得到应用和推广。
磁力座的原理

磁力座的原理
磁力座是一种利用磁力原理来实现悬浮和运动的装置,它在现
代科技应用中具有广泛的用途。
磁力座的原理主要是通过磁场的作
用来实现悬浮和运动,下面我们来详细了解一下磁力座的原理。
首先,磁力座的核心部件是磁悬浮系统,它包括磁悬浮悬浮体
和磁悬浮底座。
磁悬浮悬浮体中通常包含有磁体和磁导体,而磁悬
浮底座中则包含有电磁铁和控制系统。
当电磁铁通电时,产生的磁
场会与磁悬浮悬浮体中的磁场相互作用,从而实现悬浮效果。
通过
控制系统对电磁铁的电流进行调节,可以实现对磁悬浮悬浮体的稳
定悬浮和定位控制。
其次,磁力座的原理还涉及到磁场的作用。
磁力座利用磁场的
吸引和排斥作用来实现悬浮和运动。
当两个磁体之间存在磁场时,
它们会相互作用产生吸引或排斥的力,从而实现悬浮或者推动的效果。
通过控制磁场的强弱和方向,可以实现对磁悬浮悬浮体的悬浮
高度和运动轨迹的控制。
另外,磁力座的原理还涉及到磁悬浮系统的稳定性和控制技术。
磁悬浮系统的稳定性是指在外部扰动的作用下,磁悬浮悬浮体能够
保持稳定的悬浮状态。
为了提高磁悬浮系统的稳定性,需要采用先进的控制技术和传感器技术,实时监测和调节磁悬浮悬浮体的位置和姿态,从而实现对磁悬浮系统的稳定控制。
总的来说,磁力座的原理是基于磁场的作用和磁悬浮技术的应用,通过控制磁场和磁悬浮系统的运动来实现悬浮和运动效果。
磁力座在高铁、磁悬浮列车、磁浮风力发电等领域具有重要的应用价值,它将为人类的生产生活带来更多便利和效益。
随着科技的不断进步和创新,相信磁力座的原理和应用将会得到更广泛的发展和应用。
磁力座的原理

磁力座的原理磁力座是一种利用磁力原理来实现固定和吸附的装置。
它通常由磁座本体、铁芯和线圈等部分组成。
在工业生产和日常生活中,磁力座被广泛应用于各种机械设备、汽车零部件、家用电器等领域。
那么,磁力座的原理是什么呢?首先,我们来了解一下磁力的基本原理。
磁力是由带电粒子(如电子)在运动时产生的,具有磁性的物质受到外界磁场的作用会受到磁力的作用。
这种作用力的性质称为磁力。
磁力有两种极性,分别是北极和南极,同极相斥,异极相吸。
在磁力座中,利用磁力的这一特性来实现固定和吸附的功能。
磁力座的本质是利用电磁铁产生的磁场来实现吸附和固定。
电磁铁是一种利用电流通过导线时产生的磁场来实现磁性的装置。
当电流通过电磁铁的线圈时,线圈内部会产生一个磁场,这个磁场会使得电磁铁具有磁性。
根据电磁铁的特性,可以通过控制电流的大小来控制磁力的大小,从而实现对物体的吸附和固定。
磁力座通常由电磁铁和铁芯组成。
当电流通过电磁铁的线圈时,电磁铁产生磁场,铁芯则会受到磁力的作用,从而产生吸附力。
这种吸附力可以用来固定物体,使得物体能够稳定地放置在特定的位置上。
通过控制电磁铁的电流,可以实现对物体的吸附和释放,从而实现对物体的控制和操作。
除了电磁铁和铁芯,磁力座还包括磁座本体。
磁座本体通常由外壳和内部的磁性材料组成,用来增强磁力的作用。
通过合理设计磁座本体的结构和材料,可以提高磁力座的吸附力和稳定性,从而更好地实现对物体的固定和操作。
总的来说,磁力座利用电磁铁产生的磁场来实现对物体的吸附和固定。
通过控制电磁铁的电流,可以实现对物体的吸附和释放,从而实现对物体的控制和操作。
磁力座在工业生产和日常生活中发挥着重要的作用,它的原理简单而有效,具有广泛的应用前景。