塑料零件注射工艺卡片0001
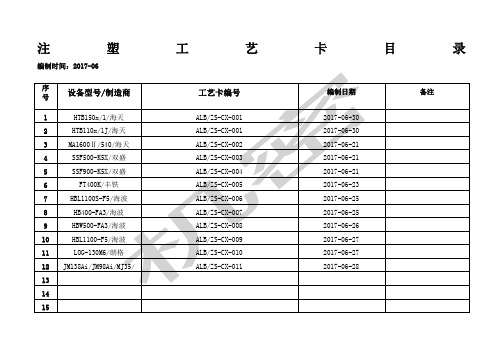
注塑成型工艺卡
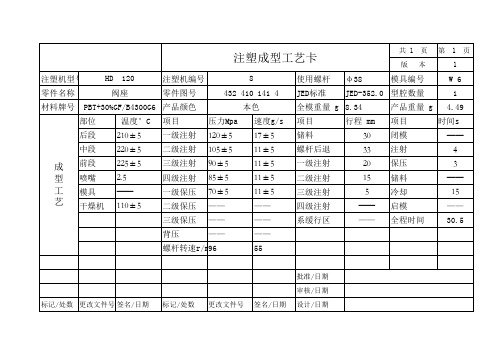
11±5 11±5 11±5 ——
一级注射 二级注射 三级注射 四级注射
20 15 5 ——
保压 储料 冷却 启模
3 ——
15 ——
三级保压 ——
——
系缓行区
—— 全程时间
30.5
背压
——
——
螺杆转速r/m9i6n
55
标记/处数 更改文件号 签名/日期
标记/处数
更改文件号
签名/日期
批准/日期 审核/日期 设计/日期
压力Mpa 速度g/s 项目
行程 mm 项目
时间s
后段 210±5
一级注射 120±5
17±5
储料
30 闭模
——
中段 220±5
二级注射 105±5
11±5
螺杆后退
33 注射
4
成 前段
225±5
型 喷嘴 2.5
工 模具 ——
艺 干燥机 110±5
三级注射 四级注射 一级保压 二级保压
90±5 85±5 70±5 ——
注塑成型工艺卡
共1 页 第 1 页
版本
1
Байду номын сангаас
注塑机型号
HD 120
注塑机编号
8
使用螺杆 φ38
模具编号
W6
零件名称
阀座
零件图号
432 410 141 4 JED标准 JED-352.0 型腔数量
1
材料牌号 PBT+30%GF/B4300G6 产品颜色
本色
全模重量 g 8.34
产品重量 g 4.49
部位
温度°C 项目
注塑工艺卡

速度% 全程
12±5S 12±5S 12±5S 12±5S 12±5S 12±5S 12±5S 12±5S 12±5S 12±5S 12±5S 12±5S 12±5S 12±5S 12±5S 12±5S 12±5S 12±5S 12±5S 12±5S 12±5S 12±5S 12±5S 12±5S 12±5S
注射成型时间S 射二 冷却 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S
3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S
设备型号
原材料干燥处理
成型后处理
注塑工 艺卡
注塑成型工艺
产品型号
HL23-1 HL23-2 HL23-3 HL3-3 HL3-4 HL3-5 HL3-6 HL-11 HL2-1 HL2-1A HL2-1B HL2-2 HL3-1 HL3-1B HL3-2 HL-10 HL9-1 HL10-1 HL-18 HL-19 HL5-1 HL5-1K HL5-2 HL5-2K HL5-ST13 YDP-2 YDP-2-1 SSD-3-2 SSD-3-2D SSD-3 YD-01 YD-02 YD-03 YD-04 YD-05 YD-118 YD-118 YXD-01A YXD-02 YXD-03 D01 D03 D05 D06 D08 D18 D19 YSC-01 YSC-02 YD-03A
注塑工艺卡
烘料温度
烘料时间
□是 □否
(℃)
(h)
合模设定
一段
二段
三段
低压
高压
开模行程(mm)
开模设定
五段
四段
三段
二段
一段
位置(mm)
位置(mm)
压力(Bar)
压力(Bar)
速度(%)
速度(%)
射出设定
六段
五段
四段
三段
二段
一段
保压设定
六段
五段
四段
三段
二段
一段
转保压
位置(mm)
压力(Bar)
□时间
压力(Bar)
/
(mm)
中子AB
中子A进
中子A退
中子B进
中子B退
控制方式
成型周期
(S)
射胶时间
冷却时间
保压时间
循环时间
产品颜色
压力(Bar)
□行程控制□时间控制
速度(%)
动作时间(s)
工作方式
□半自动□时间全自动□电眼全自动
产品冷却方式
□水冷□强制风冷□自然冷却
模具温度(℃)
备注
1.工艺参数允许调整范围为±5%;
□位置
速度(%)
时间(s)
时间(s)
托模设定
顶出一段
顶出二段
顶退二段
顶退一段
托模次数
储料设定
一段
二段
三段
四段
位置(mm)
位置(mm)
□储料前
□储料后
压力(Bar)
托模方式
压力(Bar)
速度(%)
□停留□定次□振动
(完整版)塑料加工工艺过程卡片及成型工序模板

(完整版)塑料加工工艺过程卡片及成型工序模板塑料加工工艺过程卡片及成型工序模板(完整版)介绍本文档旨在提供塑料加工工艺过程卡片及成型工序模板的完整版本。
该工艺过程卡片和工序模板可以帮助加工厂有效管理和记录塑料加工过程,确保生产的一致性和质量。
工艺过程卡片1. 产品信息- 产品名称:- 产品编号:- 产品材料:- 产品尺寸:- 产品数量:2. 加工参数- 原料温度:- 注塑温度:- 注塑压力:- 热流道温度:- 冷却时间:- 射嘴直径:3. 操作指导- 开机前检查:- 塑料料筒更换:- 打开模具:- 调整注塑压力和温度:- 开始注塑:- 注塑完成后处理:4. 检验要点- 外观检查:- 尺寸检查:- 强度测试:- 颜色测试:- 检验记录:5. 注意事项- 安全操作:- 避免过度注塑:- 控制热流道温度:- 定期保养模具:- 处理异常情况:成型工序模板1. 工序编号:2. 工序名称:3. 工序描述:- 完成上一工序后,将产品移至本工序工作台。
- 按要求进行必要的准备工作,如调整设备设置和更换工装。
- 按照操作指导执行本工序的加工工艺。
- 在完成工序后,将产品移至下一工序工作台。
4. 操作要点:- 加工参数要求:- 操作时间要求:- 检验要求:- 注意事项:5. 相关记录:- 准备工作记录:- 加工过程记录:- 检验记录:以上为塑料加工工艺过程卡片及成型工序模板的完整版。
使用这些工具可以帮助加工厂更好地管理和记录整个塑料加工过程,提高生产效率和产品质量。
为确保准确性和一致性,每次操作前请仔细阅读操作指导并进行相关的检查和记录。
注塑工艺卡片
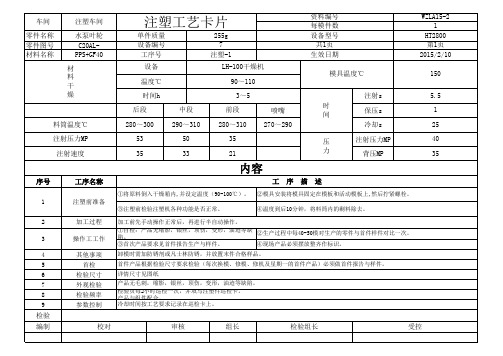
注塑车间 水泵叶轮 C20AL-20AL606+A PPS+GF40 材 料 干 燥
注塑工艺卡片
单件质量 设备编号 工序号 设备 温度℃ 时间h 后段 中段 290~310 50 33 255g 7 注塑-1 LH-100干燥机
资料编号 每模件数 设备型号 共1页 生效日期 模具温度℃
工序名称
①将原料倒入干燥箱内,并设定温度(90-100℃)。
工 序 描 述
②模具安装将模具固定在模板和活动模板上,然后拧紧螺栓。 ④温度到后10分钟,将料筒内的剩料除去。
注塑前准备
③注塑前检验注塑机各种功能是否正常。
加工过程 操作工工作 其他事项 首检 检验尺寸 外观检验 检验频率 参数控制
产品与组件配合。 冷却时间按工艺要求记录在巡检卡上。
检验 编制 校对 审核 组长 检验组长 受控
WZLA15-2 1 HT2800 第1页 2015-2-10 150 注射s 5.5 1 25 40 35
90~110 3~5 前段 280~310 35 21 喷嘴 270~290 压 力 时 间
保压s 冷却s 注射压力MP 背压MP
料筒温度℃ 注射压力MP 注射速度
280~300 53 35
内容
加工前先手动操作正常后,再进行半自动操作。 ①自检:产品无缩影,银丝,顶伤,变形,油迹等缺陷。 ②生产过程中每40-50模对生产的零件与首件样件对比一次。 ③首次产品要求见首件报告生产与样件。 ④现场产品必须摆放整齐作标识。
卸模时需加防锈剂或凡士林防锈,并放置末件合格样品。 首件产品根据检验尺寸要求检验(每次换模、修模、修机及星期一的首件产品)必须做首件报告与样件。 详情尺寸见图纸 产品无毛刺,缩影,银丝,顶伤,变形,油迹等缺陷。 检验员每2小时巡检一次,并填写注塑件巡检卡。
注塑工艺卡

7.其它: 5, 需阻塞模穴生产时,而超出参数范围 的,可使用由生产工艺工程师签字的临时手 工工艺卡。 制表 日期 批准 日期 注 :Ref. 表示参考值
注
部件名称 模具号 模腔数量 总成 2010 4
塑
工
版本号:
艺
A 2010.G 2010.H卡ຫໍສະໝຸດ 文件编号 2012-4-20
产品编号 机器编号 机台型号 机器吨位 螺杆直径ø 低压闭模间隔
产品名称 设备厂家 材料名称 材料类型 回料比例(%) 干燥时间 色母比例(%) 色母号 产品用料
平塑片、止动件
宁波海天集团 ABS —— 5 30 0.4 794928 3×4 g 终止位置 5±2 20±5 40±10 % 分钟 %
名称 压力 托模进 45±10 托模退 40±10 座台 50±10 调模 50±10 公模吹气 母模吹气 保压转换选择:0
储料/射退/冷却设定 速度 延迟 时间 30±10 40±10 40±10 30±10 0 0 0 0
终止位置 45±10
名称 射出#1 射出#2 射出#3 射出#4 保压#1 保压#2 保压#3
特别工艺说明: 选项: 说明: 1.抽芯动作 2.顶杆强制回位 3.特别顶出 4.模水路示意 5.产品调湿处理 6.毛边/水口修除
注射时间 射出最高压力
S Bar
0.5 400 3.00 X
± 0.1 ± 30 4
产品单重X型腔数 (g) 水口总重 (g) 总重 (g) 短射重量 (g)
3.200 15.200 11.600
压力 80±10 70±10 0 0 80±10 80±10 0
时间 10±3 10±3 4±2 2±1 2±1 0
终止位置 10±3 0 0 0
注射工艺卡样表
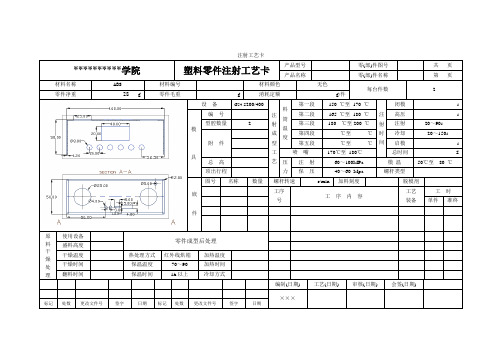
原料干燥处理
使用设备
零件成型后处理
盛料高度
干燥温度
热处理方式
红外线烘箱
加热温度
干燥时间
保温温度
70~90
加热时间
翻料时间
保温时间
1h以上
冷却方式
编制(日期)
工艺(日期)
审核(日期)
会签(日期)
×××
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
高压
s
型腔数量
2
第三段
180℃至200℃
注射
20~90s
附件
第四段
℃至℃
冷却
20~150s
第五段
℃至℃
启模
s
喷嘴
170℃至180℃
总时间
S
总高
压力
注射
60~100MPa
模温
50℃至80℃
顶出行程
保压
40~60Mpa
螺杆类型
嵌
件
图号
名称
数量
螺杆转速
r/min
加料刻度
脱模剂
工序号
工序内容
工艺
装备
工时
单件
注射工艺卡
**********学院
塑料零件注射工艺卡
产品型号
零(部)件图号
共页
产品名称
零(部)件名称
第料颜色
无色
每台件数
2
零件净重
28g
零件毛重
g
消耗定额
g/件
设备
G54-S200/400
注射成型工艺
料筒温度
第一段
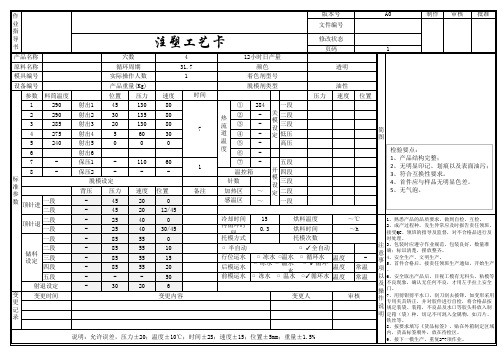
注塑工艺卡
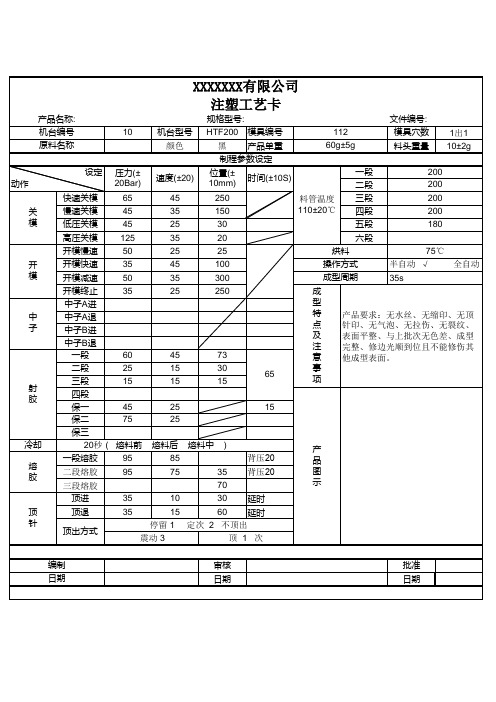
15 60 延时 停留 1 定次 2 不顶出 震动 3 顶 1 次 审核 日期 批准 日期
编制 日期
45 15 15 25 25 熔料后 85 75 10 熔料中
73 30 15
产品要求:无水丝、无缩印、无顶 针印、无气泡、无拉伤、无裂纹、 表面平整、与上批次无色差、成型 完整、修边光顺到位且不能修伤其 他成型表面。
65
15
) 背压20 35 70 30 延时 背压20
产 品 图 示
顶 针
顶退 顶出方式
XXXXXXX有限公司 注塑工艺卡
产品名称: 机台编号 原料名称 设定 动作 快速关模 关 模 慢速关模 低压关模 高压关模 开模慢速 开 模 开模快速 开模减速 10 机台型号 颜色 压力(± 20Bar) 65 45 45 125 50 35 50 规格型号: HTF200 模具编号 产品单重 黑 制程参数设定 位置(± 10mm) 250 150 30 20 25 100 300 250 成 型 特 点 及 注 意 事 项 时间(± 10S) 料管温度 110± 20℃ 112 60g± 5g 一段 二段 三段 四段 五段 六段 文件编号: 模具穴数 料头重量 200 200 200 200 180 75℃ 半自动 √ 35s 全自动 1出1 10± 2g
速度(± 20) 45 35 25 35 25 45 35 25
烘料 操作方式 成型周期
中 子
射 胶
冷却 熔 胶
开模终止 35 中子A进 中子A退 中子B进 中子B退 一段 60 二段 25 三段 15 四段 保一 45 保二 75 保三 20秒 ( 熔料前 一段熔胶 95 二段熔胶 三段熔胶 顶进 95 35 35
塑料制品加工工艺卡(标准)

注塑
将加工好的塑料注入模具中
控制注塑时间、温度和压力以确保产品质量
冷却
让塑料在模具中冷却固化
确保足够的冷却时间以避免产品变形
脱模
将成品从模具中取出
谨慎操作,避免损坏产品
修整和装配
对成品进行修整和组装
包括去除模具接口、清洁产品表面等
检测和质量控制
检查产品是否符合要求
包括尺寸、外观、功能等方面的检测
包装
将成品进行适当的包装
确保产品在运输和存储过程中不受损
完工和入库
完成所有加工步骤并入库
跟踪产品出货日期和数量,及时更新库存信息
结论
本工艺卡提供了塑料制品加工的标准步骤,帮助加工人员掌握正确的加工流程,确保产品质量和效率。在实际操作中,应根据具体产品要求和工艺条件进行调整和优化。
>注意:本文档提供的内容仅供参考,请在实践中遵循法律和相关行业标准。
塑料制品加工工艺卡(标准)
介绍
本文档旨在提供塑料制品加工的标准工艺卡,以便指导加工过程并确保品加工工艺卡示例:
工艺步骤
描述
备注
材料准备
确保所选材料符合要求
包括塑料种类、尺寸、颜色等
原料加工
将塑料原料按照要求进行加工
包括切割、熔融、挤出等
模具准备
设计和制作加工所需模具
注塑工艺卡

客户 机台 模具 品名 原料
文件号:
单重
克
型腔数
射胶保压设定
段/级 第一段 第二段 第三段 第四段 第五段 第六段 保压 保压一 保压二 保压三
冷却时间
开关模设定
段/级 关模一 关模二 关模三
低压模保 高压锁模
溶胶筒温度设定(℃)
喷嘴 一段 二段 三段 四段 五段 六段 七段 八段
速度% 压力% 位置㎜
S 切换位置
㎜
溶胶设定
速度% 压力% 背压% 位置㎜ 储料一 储料二 储料三 储料四 压力% 速度% 位置㎜ 成型周期 S 顶针进一 顶针进二 顶针退一 顶针退二 控制方式 终止位置
顶针控制设定
速度% 压力% 位置㎜ 延时(S) 中子A 中子B 进 退 进 退
中子控制设定
速度% 压力% 位置㎜ 时间(S)
射退
不用○ 停留○ 定次○ 震动○ 顶出次数 ㎜ 次
中子控制方式 不用○ 位置○ 时间○
备注
批准
审核
制定
速度% 压力%Hale Waihona Puke 位置㎜一二三
热流道温度设定(℃) 四 五 六 七
八
九
十
保压切换方式
位置○ 时间○ 速度% 压力% 时间(S)
开模一 开模二 开模三 开模四 开模五 射胶时间(S)
模具温度设定(℃) 定模 动模 顺序阀控制时间设定(S) 1 2 3 延时 持续时间
原料干燥温度(℃) 设定 实际 4 5 顺序阀控制方式 油泵 ○ 空压气 ○
注塑工艺卡

版本号:产品名称1模具编号2注塑机型号3机台号45模腔数水塔6单件重量水塔水口重量水塔1段总重量2段一段二段三段四段时间3段原料名称186********段色母编号(速度 mm/s, %)95105100885段色号(位置 mm)456555306段干燥温度℃干燥时间小时一段二段三段(速度 mm/s, %)F1(组别)F2(时间)F3(重量)一段二段三段射退中子进F4(比例)F5(螺杆选择)(速度 mm/s, %)F6(螺杆填充)核准:審核:制定人及日期:備注 :當品質異常,需調整機台工藝才能改善,如調整數據超過下列范圍時,需填寫《參數變更表》:1.時間:±2.0S 2.速度:±5.0mm/s 3.壓力:±10.0MPa 4.溫度:±10.0℃ 5.位置:±5-10mm。
(背压 MPa, %)模具水、油路进、出示意图注意事项(壓力 MPa, %)班产量(件)(位置 mm)□行程 □时间色 母 机□使用 □不使用冷却时间 □时间(时间s)周 期储 料中子退℃保压射出总时间保压切换方式(壓力 MPa, %)□位置200℃235℃射 胶235℃材 料(壓力 MPa, %)230℃205℃产品模 温前模(定模): ℃冷却方式℃中模: ℃冷却方式后模(动模): ℃冷却方式料筒温度热 流 道: □有热流道 □无热流道℃出模方式: □顶杆 □抽芯℃℃℃潍坊国建高创科技有限公司文件编号:注塑工艺卡产品资料模具状况热流道温度℃动模定模√。
注塑成型工艺卡
件
45
32
开模终止 说明:压力、速度、温度范围±10,注塑位置±5,其它位 置±10,时间±2. 编 制 A 版本 处 数 更改内容 标记 更改人/更改日期 签字流程:各工程师负责初版编制--->项目经理审核--->注塑车间主任会签--->开发部长批准 工艺科负责更新编制--->项目经理审核-->注塑车间主任会签--->开发部长批准 审 核 会 签 批 准
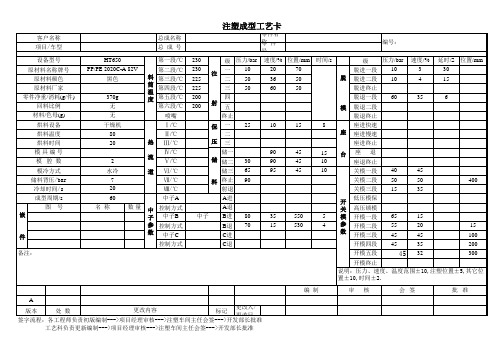
注塑成型工艺卡
客户名称 项目/车型 设备型号 原材料名称牌号 原材料颜色 原材料厂家 零件净重/消耗(g/件) 回料比例 材料/色母(g) 烘料设备 烘料温度 烘料时间 模具编号 模 腔 数 模冷方式 储料背压/bar 冷却时间/s 成型周期/s 图 嵌 号 HT650 PP/PE 2020C-A 82V 黑色 370g 无 无 干燥机 80 20 2 水冷 7 20 60 名 称 数量 热 流 道 总成名称 总 成 号 第一段/℃ 第二段/℃ 料 第三段/℃ 筒 第四段/℃ 温 度 第五段/℃ 第六段/℃ 喷嘴 Ⅰ/℃ Ⅱ/℃ Ⅲ/℃ Ⅳ/℃ Ⅴ/℃ Ⅵ/℃ Ⅶ/℃ Ⅷ/℃ 中子A 中 控制方式 中子B 子 参 控制方式 数 中子C 控制方式 备注: 中子 压 230 230 225 225 200 200 射 注 级 压力/bar 10 一 二 三 四 五 终止 保 一 二 三 储一 储 储二 储三 料 终止 射退 A进 A退 B进 B退 C进 C退 80 70 35 15 550 530 5 4 30 65 90 90 90 95 45 45 45 15 10 10 台 25 10 15 8 座 模 50 50 零件名称 零 件 号 速度/% 位置/mm 20 36 60 70 50 50 脱 时间/s 级 脱进一段 脱进二段 脱进终止 脱退一段 脱退二段 脱退终止 座进快速 座进慢速 座进终止 座 退 40 50 15 45 50 35 400 座退终止 关模一段 关模二段 关模三段 开 关 模 参 数 低压模保 高压锁模 开模一段 开模二段 开模三段 开模四段 开模五段 65 55 45 45 15 20 45 35 15 100 200 300 60 35 6 编号: 压力/bar 10 10 速度/% 3 4 延时/S 位置/mm 30 15
塑料成型工艺卡片
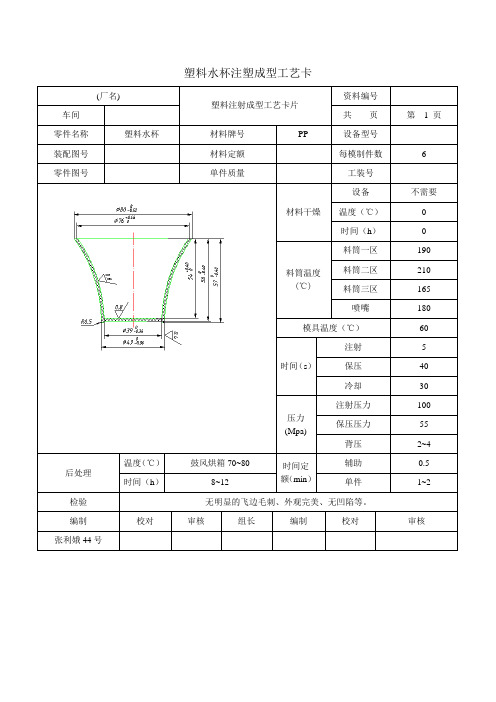
塑料水杯注塑成型工艺卡
(厂名)
塑料注射成型工艺卡片
资料编号车间共页第 1 页零件名称塑料水杯材料牌号PP 设备型号
装配图号材料定额每模制件数 6
零件图号单件质量工装号
材料干燥
设备不需要温度(℃)0 时间(h)0
料筒温度
(℃)料筒一区190 料筒二区210 料筒三区165 喷嘴180
模具温度(℃)60
时间(s)注射 5 保压40 冷却30
压力(Mpa) 注射压力100 保压压力55 背压2~4
后处理温度(℃)鼓风烘箱70~80 时间定
额(min)
辅助0.5 时间(h)8~12 单件1~2
检验无明显的飞边毛刺、外观完美、无凹陷等。
编制校对审核组长编制校对审核张利娥44号。
注塑工艺卡模板
1
着色剂型号
产品重量(Kg)
脱模剂类型
油性
位置 压力 速度
时间
压力 速度 位置
射出1
45
130
80
射出2
30
135
80
射出3
20
130
80
射出4
5
60
30
射出5
0
0
0
射出6
① 284 一段
7
热② 流③
- 关 二段
-
模 设
三段
道④
- 定 低压
温⑤
-高压度⑥-源自保压1-保压2
-
脱模设定
背压
压力
-
45
110
9、接下一模生产,重复2-7项作业。
1、熟悉产品的品质要求,做到自检、互检。
2、成产过程种,发生异常应及时报告责任领班,
接受QC、领班的指导及监督,对不合格品进行及
时处理。
注 3、包装时应遵守作业规范,包装良好,数量准
意 确;标识清楚,摆放整齐。
事
4、安全生产、文明生产。 5、首件合格后,接责任领班生产通知,开始生产
项。
以 6、安全取出产品后,目视工模有无料头、粘模等
及 不良现象,确认无任何不良,才用左手拉上安全
操 门。
作
7、用剪钳剪平水口,刮刀刮去披锋。如变形采用 专用夹具矫正,并对胶件进行自检,将合格品按
说 规定装袋、装箱,不良品及水口等胶头料放入制
明 定箱(袋)种,切记不可混入金属物,如刀片、
铁丝等。
8、按要求填写《货品标签》,贴在外箱制定区域
内,货品标签朝外,放在待检区。
-
-
85
工厂生产注塑模具工艺参数卡片模板

工厂生产注塑模具工艺参数卡片
日期:
年
月
日
产品型号产品简图
零件名称模具编号存盘模号注塑材料使用设备试模者
注
塑工艺参数
试模日期使用设备注射容量试模材料
材料预热温度
材料预热时间
注塑工艺条件
注塑温度
1#(喷嘴)
2#(前)
3#(中)4#(中)5#(后)模具温度
压力设定
多级注射
注射压力:MPa 注射速度:转/min 注射时间:S 终止位置:mm
1234保压保压压力:MPa 保压速度:转/min 保压时间:S
1234
冷却时间:
周期时间:顶出压力:
速度:转/min 合模
快速压力:MPa
速度:转/min
开
模
一慢压力:MPa 速度:转/min 低压压力:MPa 速度:转/min 快速压力:Mpa 速度:转/min 高压压力:MPa 速度:
转/min
二慢压力:
Mpa 速度:
转/min
备注:
编制校对标准化审核。
注塑工艺卡

保压 PACK 一级 H1 二级 H2 射胶时间 INJECTION 冷却时间 COOLING 溶胶延迟 MELT DELAY 注塑周期 CYCLE
一级 H1
二级 H2
三级 H3
四级 H4
五级 H5
4s 20s / 33s
65 65 40
45 20 28
15 10 0
/ / /
/ / /
0 0 0
/
/ / / /
/ / / /
/ / / /
/ / / /
85 55 65
85 55 85
/ / /
射胶 INJECTION
/ / /
30 15 6
/ / /
注塑参数 MOLDING PARAMETERS 压力 PRESSURE 速度 SPEED 时间 TIME
/ / /
抽芯系统 SLIDE SYSTEM
233-74175687/1 PA6+30GF
炮筒一段 BARRL H1
模具编号 MOULD NO. 材料型号 MATERIAL 炮筒二段 BARRL H2
2011153 /
炮筒三段 BARRL H3
客户名称 CUSTOMER 颜色 COLOUR 炮筒四段 BARRL H4
MAWICK BK
炮筒五段 BARRL H5
试模/注塑工艺卡 TECHNICS FORMAT FOR TEST/ INJECTION