最新口罩熔喷布检验规范
口罩熔喷布检验标准
抽检
专业仪器
专业方法
附表1:熔喷布断裂拉力要求
克重(g/m2)
颜色
横向(N)
纵向(N)
断裂伸长率(%)
25
白色
≥2
≥4
≥20
50
白色
≥6
≥9
≥20
严重
抽检
目
目测
3
气味
气味
无异常、刺激气味
致命
按抽样计划
鼻
嗅判
4
理化性能
克重
1.规格≤30g/m2,公差为±2g/m2
2.规格≤50g/m2,公差为±3g/m2
致命
抽检
专业仪器
专业方法
VOC
不得检出可能释放致癌VOC类别的化合物
致命
抽检
专业仪器
专业方法
致病菌
不应检出绿脓杆菌、金黄色葡萄球安全卫生
1.干燥、无霉变或虫蛀现象;
2.无危害健康的节足动物或蟑螂卵等;
3.无夹杂泥沙及金属物、杂塑料编织材料
致命
抽检
目
目测
2
外观
标识
产品型号规格/生产商/批号/数量等清晰,齐全
轻微
抽检
目
目测
幅宽
按订单要求,幅宽尺寸公差:±10mm;
严重
抽检
卷尺
测量
表面
厚薄均匀,表面平整,无明显折痕、卷装整齐;不允许有任何破洞、裂缝、割口、飞花(飞花是指布面存在的已固结的由飞期/飞花形成的纤维块或纤维条,表面有凸起感)。
一、适用范围:
本标准适用于熔喷布来料检验.
二、术语:
无
三、检验方式:
进料检验抽样采用GB/T2828.1-2012一次抽样计划,一般水平Ⅱ级抽样方法抽样,AQL值为(AQLII-0-1.5-2.5).
关于熔喷布检测的操作规定

关于熔喷布检测的操作规定
一目的和适应范围
为规范熔喷布检测操作的要求,控制产品质量,确保熔喷布检测参数的准确性,特制定本规定。
本规定适用于熔喷布的检测。
二术语和定义
2.1 熔喷布检测样
熔喷布检测样是指从每批每卷熔喷布上裁剪下来的检测样品。
三权责
3.1 质检部质检员(IPQC)负责白班对熔喷布开展检测,并对检测结果负责。
3.2 生产部当班操作员负责夜班对熔喷布开展检测,并对检测结果负责。
3.3 质检部经理(副经理)负责监督熔喷布检测结果的科学性和有效性。
四规定细则
4.1 质检部质检员(IPQC)或生产部当班操作员应从当班生产的每卷熔喷布头上平整处裁剪20cm长度的熔喷布检测样,从左到右分别标注1、2、3、4、5、6序号。
4.2 质检部质检员(IPQC)或生产部当班操作员应使用取样器从熔喷布检测样上取样并称重,同时在相应的熔喷布检测样上标注清楚。
4.3 质检部质检员(IPQC)或生产部当班操作员应使用颗粒物过滤测试仪,依据仪器操作规程,对熔喷布检测样的颗粒物过滤效率、阻力值进行同步检测,并将检测数据在相应的熔喷布检测样上标注清楚。
4.4 质检部质检员(IPQC)或生产部当班操作员应将所测数据如实记录在《熔喷布存放检测记录》(附录A)中,如有异常请及时反馈质检部经理(副经理)或生产部经理(副经理)进行调整。
4.5 依据熔喷布检测样检测数据分析产生的熔喷布不合格品,应分类堆放在不合格区等待处置。
检验数据达到标准的熔喷布,应堆放在合格区等待出货。
五考核
5.1 本规定涉及所有条款的稽核、考核将依据《标准化稽核、考核办法》规定执行。
口罩用聚丙烯(PP)熔喷布
口罩用聚丙烯(PP)熔喷布1范围本标准规定了口罩用聚丙烯熔喷布(以下简称熔喷布)技术要求、试验方法、检验规则、标志、包装、运输和贮存。
本标准适用于以聚丙烯为主要原料,采用熔喷成网方法制造的纤网经一种或多种技术固结而成的口罩用的非织造熔喷布。
2规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
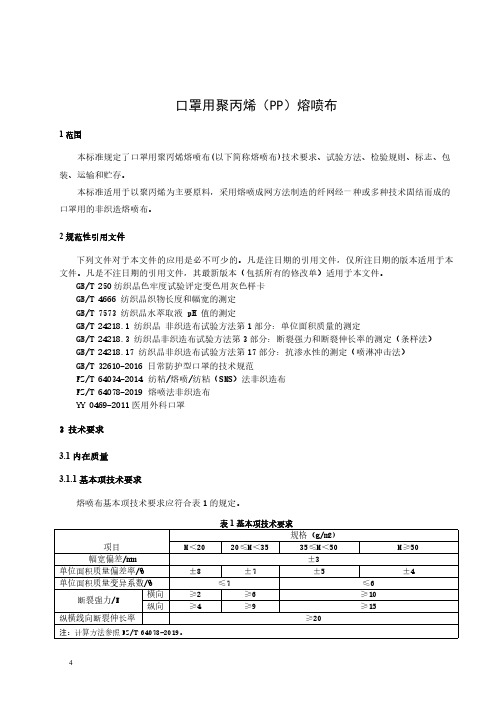
GB/T250纺织品色牢度试验评定变色用灰色样卡GB/T4666纺织品织物长度和幅宽的测定GB/T7573纺织品水萃取液pH值的测定GB/T24218.1纺织品非织造布试验方法第1部分:单位面积质量的测定GB/T24218.3纺织品非织造布试验方法第3部分:断裂强力和断裂伸长率的测定(条样法)GB/T24218.17纺织品非织造布试验方法第17部分:抗渗水性的测定(喷淋冲击法)GB/T32610-2016日常防护型口罩的技术规范FZ/T64034-2014纺粘/熔喷/纺粘(SMS)法非织造布FZ/T64078-2019熔喷法非织造布YY0469-2011医用外科口罩3技术要求3.1内在质量3.1.1基本项技术要求熔喷布基本项技术要求应符合表1的规定。
表1基本项技术要求项目规格(g/m2)M<2020≤M<3535≤M<50M≥50幅宽偏差/mm±3单位面积质量偏差率/%±8±7±5±4单位面积质量变异系数/%≤7≤6断裂强力/N 横向≥2≥6≥10纵向≥4≥9≥15纵横线向断裂伸长率≥20注:计算方法参照FZ/T64078-2019。
3.1.2选择项技术要求作为空气过滤用的口罩熔喷布专业项技术指标包括过滤效率、pH值、透气性、液体穿透性、荧光、限(禁)用物质。
专业项技术要求应符合表2的规定。
有特殊定货的专业项指标标准值可由供需合同规定。
表2选择项技术要求项目规格KN50KN75KN86KN95KN99阻力克重≤35g/m2Pa≤120-可叠加;克重>35g/m2-≤250 pH值 5.5-7.5吸水性<11.5荧光无3.2外观质量外观质量应符合表3规定。
一次性医用口罩材料熔喷布来料检验规范

一次性医用口罩材料熔喷布来料检验规范
1.目的
建立一次性使用医用口罩配件无纺布来料检验操作规程,以适应我公司生产要求。
2.职责
质量部负责制定、修改;质量部、生产技术部负责执行。
3.范围
适用于我公司一次性使用医用口罩配件无纺布的检验、判定和使用。
4.程序
4.1无纺布来料检验内容
检验项目
接收标准
缺点判定
检验工具及方法
备注
严重
轻微
外观
表面无污渍无灰尘无破损,不得含有杂质,无毛刺
X
目测
包装无污染
X
目测
材料
白色熔喷布
X
目测
尺寸
174-176mm
X
卡尺
卷料
25g
X
克重尺
微生物
不检出
X
委托检测室检测
4.2其它说明
4.2.1供方每批来料必须提供出厂检验报告。
4.2.1 每批次的材料必须提供材料的微生物检测报告。
5.相关记录
熔喷布检验标准操作规程
取本品,将鼻子凑近产品,产品不得有异味。
4.3克重:
随机抽取样品2m²进行试验,截取面积不小于200cm²的样品5个,在天平上称量,按截取面积计算:
规格1:克重偏差应在35g/m²±2g/m²;
规格2:克重偏差应在25g/m²±2g/m²;
变更历史
1.本文件于2020年02月25日制定。
熔喷布检验标准操作规程
起草人
文件编号
SOP-QC-101-01
审核人
颁发部门
质量部
批准人生效日期2来自20年02月25日分发部门:质量部、生产部
1.目的:建立熔喷布检测操作规程,规范操作。
2.范围:适用于质量部、化验室对熔喷布的质量检测。
3.责任人:QC人员。
4.规程:
4.1外观质量:
取本品,平摊于白纸上,目视应白色,柔软,无颜色变化,无污点,无异物,无破洞。
最新医用口罩检验规程(附全套生产及检验用记录表格)

医用口罩检验规程1目的建立口罩检验规程,明确口罩产品的检验依据和检验方法,以确保检验员能正确理解口罩的检验标准及有效的执行检验、测试工作。
2范围适用于公司所有医用口罩的生产检验、测试。
3参考资料GB2626-2019 呼吸防护用品自吸过滤式防颗粒物呼吸器GB/T 32610-2016 日常防护型口罩技术规范GB19083-2010 医用防护口罩技术要求YY0469-2011 医用外科口罩YY/T0969-2013 一次性使用医用口罩4职责品质部:负责制订/修订/执行本文件。
5检验规程5.1外观检查5.1.1 外观缺陷等级判定标准5.1.1.1致命缺陷(CRI)口罩所使用的材料中不得有非设计要求的金属物质镶入、锐利凸起或对使用者构成危险的其它情况。
5.1.1.2主要缺陷(Maj)a)口罩的形状结构应完整并符合设计要求不得有缺少部件现象,不得有破洞(穿孔)、拉裂、滑脱现象,不得有非材质气味,整个口罩主体不允许有昆虫躯体和毛发。
b)口罩超声线均匀整齐,纹路应符合图纸要求,不允许出现穿孔。
c)口罩带(耳带)不允许有缺口、断带、纱线滑脱现象。
口罩带正反面使用正确,焊接位置准确,与口罩连接的端点应在超声压痕范围内。
d)鼻夹规格应符合图面要求,植入的硬材质鼻夹位置应正确,无锐利凸起。
软材质鼻夹粘贴位置应在规定的范围,用手翻动应不出现脱落现象。
e)呼气阀超声位置符合图面要求,超声牢固,偏位应控制在5mm以内。
带印刷LOGO的呼气阀超声后LOGO的方向应符合图面要求,倾斜的角度应在15度以内。
f)调节扣(耳扣)应规格正确、结构完整并按照图纸要求安装于口罩带上,不得漏装.g)移印、丝印不得有漏印、模糊不清/断线、错位现象;印刷位置、颜色与样板一致。
5.1.1.3次要缺陷(Min)a)口罩主体表面应整洁。
尘点(含异色点)面积应在0.3mm2以内,同一个口罩上允许有3处缺陷,但距离需大于50mm。
b)口罩裁切边缘应整齐,左右对称,超声线与边缘的距离应控制在2.5mm~3.5mm之间,中缝熔合线与边缘的距离应控制在0.5mm~2 mm之间(或按照客户要求)。
熔喷布检测标准

熔喷布检测标准本标准规定了熔喷布的外观、厚度、透气性、过滤效率、阻燃性能、纤维直径、强力以及细菌过滤效率等方面的检测方法与要求。
适用于口罩、防护服等个人防护用品所使用的熔喷布的检测。
1.外观检测外观应整洁,无油污、色差、破损等现象。
熔喷布表面应平整,无死褶、损伤等缺陷。
2.厚度检测采用千分尺等测量工具,测量熔喷布的厚度。
厚度应符合产品说明书中的规定。
一般情况下,熔喷布的厚度应控制在0.1~0.3mm之间。
3.透气性检测采用透气性测试仪,按照相关标准进行检测。
熔喷布的透气性应良好,以保证使用者的舒适度。
一般情况下,熔喷布的透气性应大于200mm/s。
4.过滤效率检测采用颗粒计数器等设备,按照相关标准进行检测。
熔喷布对颗粒物的过滤效率应达到产品说明书中的规定。
一般情况下,熔喷布对颗粒物的过滤效率应大于95%。
5.阻燃性能检测采用阻燃试验机,按照相关标准进行检测。
熔喷布应具有一定的阻燃性能,以保证使用者的安全。
一般情况下,熔喷布的阻燃性能应符合相关标准要求。
6.纤维直径检测采用电子显微镜等设备,观察熔喷布的纤维形态,并测量纤维直径。
纤维直径越小,熔喷布的过滤效果越好。
一般情况下,熔喷布的纤维直径应控制在0.1~0.5μm之间。
7.强力检测采用强力测试仪,按照相关标准进行检测。
熔喷布应具有一定的强力,以保证使用者的安全。
一般情况下,熔喷布的强力应大于20N/cm。
8.细菌过滤效率检测采用细菌过滤效率测试仪进行检测,以评价熔喷布对细菌的过滤效果。
一般而言,熔喷布的细菌过滤效率应达到95%以上,以确保使用者的健康安全。
一次性使用医用口罩IQC、IPQC、FQC及OQC检验规范

一次性使用医用口罩IQC、IPQC、FQC及OQC检验规范IQC进料检验规范1.目的和范围1.1目的规范一次性使用医用口罩的原材料进货检验操作,确保原材料符合规定要求,保证产品质量。
1.2范围适用于本公司一次性使用医用口罩产品的原材料进货检验。
2.工作程序2.1原材料进厂后应放原材料仓库待检区,由仓库填写请检单,送交质量部,质量部收到请检单后派员到现场进行检验或取样。
2.2质量部收集产品质量证明书。
3检验项目、要求、方法及抽样方案3.1熔喷布3.1.1外观质量3.1.2理化性能3.1.3徼生物3.2鼻夹3.3口罩带3.4包装袋IPQC过程检验1.目的规范一次性使用医用口罩产品生产过程中的检验项目、检验方法与检具、抽样方案及判定准则的要求,确保产品在生产过程中的质量要求。
2.范围适用于本公司一次性使用医用口罩生产过程检验。
3.检验项目、要求、检验方法、检验规则见下表FQC及OQC成品检验1.目的规范一次性使用医用口罩产品岀厂前检验项目、检验内容与要求、检验方法、抽样方案判定准则及检验记录的要求,桷保出厂成品符合注册标准要求。
2.范围适用于本公司一次性使用医用口罩成品出厂前检验。
3.检验依据3.1一次性使用医用口罩技术要求4.检测项目、质量要求、检验方法检测包括出厂检验和型式检验。
出厂检验项目项目:4.1外观、4.2结构与尺寸、4.3鼻夹、4.4口罩带、4.7微生物指标。
其中4.7为委托第三方检测项目,每批原材料送检一次。
型式检验应为产品标准的全性能检验。
4.1外观4.1.1口罩外观应整洁、形状完好,表面不得有破损、污渍。
4.1.2口罩的超声波复合应均匀、平直、牢固、无明显皱折。
4.1.3口罩超声波复合处粘合应牢固。
检验方法:随机抽取3个样品进行试验。
目视检查,结果应符合要求。
4.2结构与尺寸口罩佩戴好后,应能罩住佩戴者的口、鼻至下颌。
应符合表1的规定尺寸,最大偏差应不超过士5%表1口罩规格型号和基本尺寸单位:mm检验方法:随机抽取3个样品进行试验。
最新口罩熔喷布检验规范

观
边不良 cm/100m
明显折痕 cm/100m
油污、污渍、浆斑、虫迹
异色纤维
幅宽偏差 /mm
≦800 >800
质量要求
不允许 不允许 ≦20 ≦40 ≦10 ≦30 ≦100 不允许 不允许
±3 -0.6
1 文件名外观称
深圳XX有限公司
口罩熔喷布检验规范
制订部门
品管部
版本版次
A0
文件编号
WI-PG-25
KN90 KN95
%
3 性能
透气性
KN30 KN100 (25≦M<35) (325≦M<50)
mm/s
(M≧50)
pH值
-
吸水性<
%
荧光
-
修订日期 修 订 记 录
版本版次
修订内容
不允许
不允许
不允许
不超过10,每个疵点面积不超过4cm2,且不 允许有连续性熔块
不允许有超过5个相连轧点缺损的面积
规格/(g/m2)
文件名称 文件编号
深圳XX有限公司
口罩熔喷布检验规范
制订部门
品管部
WI-PG-25
制订日期
20、目的
指导检验员对所有熔喷布检验的检验工作
二、范围
适用于本公司熔喷布检验
三 、
批次数(卷)
抽样数
≦25
2
26-150
3
≧151
5
四 、
4.1 外观:对抽取的产品应每卷检查,若发现外观一项不符合要求时,应按原抽样数抽取双倍数量的产品,对不合格
15-160
±8 ±7 ±5
±4
≦7
≦6
熔喷布、无纺布质量检验方法

熔喷布、无纺布质量检验方法一、熔融指数检测<1>实验原理熔融指数(Melt Flow Rate ,MFR),全称熔液流动指数,或熔体流动指数是一种表示塑胶材料加工时的流动性的数值。
线性高聚物在一定温度与压力的作用下具有流动性,这是高聚物加工成型的依据,如许多材料可以进行熔融纺丝,因此高聚物的流动性的好坏是成型加工时必须考虑的一个很重要的因素。
熔融指数是在标准的熔融指数仪中测定的。
先把一定量高聚物放入按规定温度的料筒中,使之全部熔融,然后在按规定的负荷下,它从固定直径的小孔中流出来,并规定用10分钟内流出来的高聚物的重量克数作为它的熔融指数。
在相同条件下(同一种聚合物、同温度、同负荷),熔融指数越大,说明它的流动性越好,相反熔融指数越小,则流动性越差。
<2>检测准备A、熔体速率测试仪一台B、电子天平一台(精度0.001g)C、称取检测粒料6—10g,作为检测样本<3>检测工艺说明熔体在2.16kg的标准载荷下,10min流过固定内径(a、熔指小于400g/10min的纺粘料选用口模直径为2.096mm。
b、熔指大于400g/10min的熔喷料选用口模直径为1.18mm),毛细管的重量。
即为熔体的流动速率(又称熔融指数)<4>、图示说明<5>、熔喷布的原料供应和使用对应的质量控制生产供应链:PP切片+母粒(熔喷布专用聚丙烯材料)→通过纺丝生产熔喷布→分切成口罩相应尺寸→口罩厂主要通过测试熔喷布的过滤效率达到口罩标准要求的方式进行原料的质量控制,根据纺丝工艺的不同,选用不同熔融指数的原料。
二、克重检测<1>实验原理克重是非织造布的基本指标,其定义为单位面积产品的重(质)量,我国法定的计量单位g/㎡(克每平方米)。
克重的大小反应了产品的厚、薄。
但因称呼及表示方法未得到统一,甚至不同企业表示方法也不一样,如有人将“单位面积产品质量”称为“基重”,或“Basis Weight”,或称作“面密度”,也有写为GSM(即英文每平方米的克数的缩写),更有直呼为“单位面积质量”,实际上,其他柔韧性材料如纸、皮革等已经长期沿用“定量”这个称呼。
熔喷布无纺布进料检验标准

文件类别:作业指异书文件编号:JY-QI-PZ-06 版本:A/1 文件标题熔喷布无纺布进料检验标准页码:1/2
类别检查项目检验方法/仪器技术指标备注
1.成分核对供应商报告100%PP 供应商报告
2.外观目测白色,柔软,无颜色变化,无语点,无异物,无破洞
3.气味嗅觉无明显异味(非口罩材质异味)
4.幅宽cm 直尺17.5±0.2 cm
5.白度白度仪≥ 80%
产品
6.克重(g/㎡)电子秤22±7%、30±7%、33±7%
7.流量(L/min)8130测试仪32 L/min
8.阻力(mm H₂O)8130测试仪≤2.0、客户指定要求、≤3.0
9.透过率(%)8130测试仪≤ 18%
10.细菌过滤率-BFE(%)8130测试仪≥ 95%、≥ 98%
1.纸芯内径卷尺7.6 cm
2.外卷直径卷尺≤ 70cm
包装
3.每包高度卷尺≤ 80cm
4.包装目视要有订单号、生产日期;要用胶袋包装以防雨防潮每卷都要符合要求报告 1.检查供应商检测报告目视该批进料产品应该有对应的检测报告供应商出厂检验报告
编制: XX审核: 批准: 生效:2020年04月01日。
医用防护口罩熔喷无纺布技术标准
XXXXXX科技有限公司医用防护口罩熔喷非织造布技术标准一、范围本标准规定了公司医用防护口罩熔喷非织造布技术指标的具体管理办法和要求。
本标准适用于公司医用防护口罩熔喷非织造布技术指标的具体试验方法。
二、目的确定本公司医用防护口罩熔喷非织造布的技术指标,即规定出一系列完善的医用防护口罩熔喷非织造布技术标准,为后续工作的顺利开展提供了技术保障。
为本公司现有供应商的医用防护口罩熔喷非织造布提供了质量控制和质量评价的标准,可以达到稳定医用防护口罩熔喷非织造布性能的作用。
为本公司在选择潜在供应商时,提供了一系列的技术指标和判定标准,以稳定后续生产。
三、作用1. 为了解医用防护口罩熔喷非织造布性能提供了方法和指标,并区分医用防护口罩熔喷非织造布的性能差异。
2. 为医用防护口罩熔喷非织造布的品质控制提供技术支持,严格把控医用防护口罩熔喷非织造布质量,起到了稳定生产的作用。
3. 从医用防护口罩熔喷非织造布检测结果,及时发现质量体系存在的薄弱环节,分析医用防护口罩熔喷非织造布质量变化的原因,以便采取纠正措施和预防措施。
4. 在选择潜在供应商时,提供了一系列的技术标准和判定标准,以快速准确地选出本公司所需的医用防护口罩熔喷非织造布,稳定后续生产。
5. 制定出完善的技术指标,为双方工作的顺利进行提供了明确的技术要求。
五、测试方法试验一基重测试方法试验目的为了控制非织造布的重量,同时也反映了非织造布的均匀性,需对到厂非织造布进行基重测试。
试验仪器电子天平、圆盘克重器、计算器。
试验步骤1.将取回的单件5层样品放置平整。
2.用圆盘克重器刻5层样品,得到5片样品,取中间3片样品。
3.电子天平调零,分别称每一片重量,如若3片样品每片克重差异不大,则称3片样品总重量m。
4.计算出每平方米的非织造布重量,即为基重M。
试验数据M=m/3*100(单位:g)试验结果所有样品的测出基重的平均值则为此批到厂非织造布的平均基重,在规格值±1.5g以内即为合格。
《口罩用鼻梁条、熔喷布、驻极母粒、熔喷专用料》4项团体标准

20≤M<35
35≤M<50
±3
±7
±5
≤7
≥6
≥9
≥20
≤6 ≥10 ≥15
M≥50 ±4空气过滤用的口罩熔喷布专业项技术指标包括过滤效率、pH 值、透气性、液体穿透性、荧光、
限(禁)用物质。专业项技术要求应符合表 2 的规定。有特殊定货的专业项指标标准值可由供需合同规
按 5.2.1 和 5.2.2 判定均合格,则该批产品合格。 6 标志、包装、运输和贮存 6.1 标志
6 标志
鼻梁条的外包装袋上应有明显的标志。标志内容包括:商标、生产厂名称和厂址、标准号、产品 名称、牌号、生产日期、批号和净含量等。
7 包装、运输及贮存
7.1 标志
每个包装单元应附有的标志内容包括:制造商名称和地址、产品名称、生产批号、产品规格(单位 面 积质量、幅宽、卷长及颜色等)、卷重、卷号等或者企业认为有必要标出的内容。
序号
1 2 3 4
定型效果实验
项目
23℃对折弯曲回弹角度θa1 37℃对折弯曲回弹角度θa2 23℃直角弯曲回弹角度θb3 37℃直角弯曲回弹角度θb4
单位
° ° ° °
4 试验方法
4.1 试验结果的判定 试验结果采用修约值比较法,应按 GB/T 8170 规定进行。
技术要求
<40 <45 <120 <125
外
晶点
观
处/(100m×0.18m)
布
面 卷边不齐
边不良
明显折痕
油污、污渍、浆斑、虫迹
异色纤维
异常气味
>100mm² 1mm²~100mm² 0.5mm²~1mm²
单位 个/100m 个/100m
处/(100m*0.18m)
QHBHSY001-2020 熔喷布企业标准

4.2 内在质量基本项 4.2.1 单位面积质量偏差率
按 GB/T 24218.1 规定执行。 4.2.2 单位面积质量变异系数
按 GB/T 24218.1 规定执行。 4.2.3 幅宽偏差
按 GB/T4666 规定执行。 4.2.4 断裂强力
按 GB/T 24218.3 规定执行。 4.2.5 纵横线向断裂伸长率
光[限(禁)用物质]。专业项技术要求应符合表 3 的规定。有特殊定货的专业项指标标准值可由供需 合同规定。
表 3 专业项技术要求
项目
过滤效率(非油性颗 粒物(盐性介质))
KN30 KN60 KN80 KN90 ≥ KN95 KN100
单位 %
(25≤M<35 )
透气性 a
(35≤M<50 ) (M≥50)
按 GB/T 24218.3 规定执行。 4.3 内在质量专业项 4.3.1 过滤效率
按 GB/T32610-2016 中附录A 规定的方法执行。 4.3.2 透气性
按 GB/T 24218.15 规定执行。 4.3.3 吸水性
按 GB/T 24218.17 规定执行。 4.3.4 pH 值
按 GB/T 7573 规定的方法进行。 4.3.5 荧光
5.2 抽样 按交货批号的同一种产品、同一规格(型号)的产品作为检验批。从每检验批产品中按表 5 随机
抽取相
应数量的样品。
每批卷数 ≤ 25
26~150 ≥151
表 5 取样卷数
批样的最少卷数 2 3 5
注1:每批产品随机抽取供内在质量指标检验的试样长 3m,在离卷头1m 以上剪取。
注2:外观质量在切边成卷时逐卷检验。
文件。 凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
KN95防护口罩检验规范(含全部附表)

×××××医疗防护用品有限公司KN95防护口罩检验规范文件编号:YY-SIP-03版本:A0编制:审核:批准:生效日期:2020年7月1日KN95防护口罩检验规范1目的规定KN95防护口罩的检验项目及检验方法,确保生产的产品符合规定的要求。
2范围适用于KN95防护口罩各生产工序及成品的质量检验要求。
3权责3.1 生产部负责生产过程质量的自检动作,并配合品管取样,产品自检及生产记录。
3.2 品管部1)负责具体实施过程的检验并对检验结果进行判定、记录;2)负责最终成品的检验;3)负责检验记录的审核。
4作业说明4.1组成口罩的组成/材料详见表1。
表1 产品组成/材料4.2尺寸口罩尺寸详见表2。
表2 口罩尺寸图1 折叠后本体尺寸4.3口罩过程品质检验控制4.3.1检验数量每条线每2小时抽检5片4.3.2检验4.3.2.1外观●外观均应整洁形状完好,不得有破损、破洞,不得有血液,蚊虫,头发,铁屑等异物;●口罩本体上的任何撕裂、切口或洞不允许,封边完整,留白0-2mm;●口罩耳带不得有焊点不牢,焊点毛刺,小焊点,焊头歪斜现象,焊点不小于4mm;●口罩鼻线压破、外漏不允许,不允许鼻线未包住,鼻条必须在两个定位点之间;●LOGO文字必须清晰,无缺失现象,LOGO文字处不可有破洞。
试验方法:在光线明亮处目视检查。
4.3.2.2尺寸口罩本体尺寸应符合表2要求。
试验方法:在光线明亮处用钢直尺进行测量。
4.3.2.3耳带拉力每只口罩的耳带与口罩本体连接点施加10N的静态拉力,持续10S不断裂。
试验方法:在口罩耳带上吊挂10N砝码,持续10s不应断开。
4.3.2.4包装方式应符合订单要求试验方法:在光线明亮处目视检查。
4.4口罩成品品质检验控制4.4.1检验4.4.1.1外观●外观均应整洁形状完好,不得有破损、破洞,不得有异物;●口罩本体上的任何撕裂、切口或洞不允许,封边完整;●口罩耳带不得有焊点不牢,焊点毛刺现象;●口罩鼻线压破、外漏不允许,不允许鼻线未包住,鼻条必须在两个定位点之间;●LOGO文字必须清晰,无缺失现象,LOGO文字处不可有破洞。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
单位面积质量偏差率/%
2
单位面积质量变异系数/%
内在质量
断裂强力/N
横向 纵向
纵横线向断裂伸长率/%
项目
单位
KN30
KN60
过滤效率(非油性颗粒 物(盐性介质)
KN90 KN95
%
3 性能
透气性
KN30 KN100 (25≦M<35) (325≦M<50)
mm/s
(M≧50)
pH值
-
吸水性<
%
荧光
A0
页次
1/1
质量要求
不允许 不允许 ≦20 ≦40 ≦10 ≦30 ≦100 不允许 不允许
±3 -0.6
1 文件名外观称
深圳XX有限公司
口罩熔喷布检验规范
制订部门
品管部
版本版次
A0
文件编号
WI-PG-25
制订日期
2020/5/4
页次
1/1
昆虫、灰尘和金属粉末等非正常物质 异常气味
卫生和医疗用产品的微孔和晶点 熔块/僵丝(个/100m2) 未加固面积
-
修 修订日期 版本版次 订 记 录
修订内容
不允许
不允许
不允许
不超过10,每个疵点面积不超过4cm2,且不 允许有连续性熔块
不允许有超过5个相连轧点缺损的面积
规格/(g/m2)
15-160
±8 ±7 ±5
±4
≦7
≦6
≧2
≧6
≧10
≧4
≧9
≧15
≧20
标准值
制作
≧30 ≧60 ≧80 ≧90 ≧95 ≧99.97 200 150 80 5.5-7.5 1.5 无
文件名称 文件编号
深圳XX有限公司
口罩熔喷布检验规范
制订部门
品管部
WI-PG-25
制订日期
2020/5/4
一、目的 指导检验 员对所有
二、范围 适用于本 公司熔喷
三 、
四
、 4.1 外
观:对抽 品,对不
合格项进 4.2 内在
质量/性
批次数(卷) ≦25 26-150 ≧151
抽样数 2 3 5
五、检验内容
序 号
1
外观
检验项目
面积大于4mm2的孔
(个/100m)
>100mm2
疵点处/ (100m×0.18m)
1mm2-100mm2
布
0.5mm2-100mm2
面 外
卷边不齐 m/100m
观
边不良 cm/100m
明显折痕 cm/100m
油污、污渍、浆斑、虫迹
异色纤维
幅宽偏差 Leabharlann mm≦800 >800
版本版次
审核