三菱plc控制步进电机编程
步进电机的三菱PLC控制
步进电机的三菱P L C控制Document serial number【NL89WT-NY98YT-NC8CB-NNUUT-NUT108】摘要:设计一种基于PLC的步进电机控制系统, 通过微型变速箱将步进电机角位移转化为直线位移, 进而带动直线伸缩机构运行。
该系统结构简单、性能稳定、经济价值和使用效果突出, 能够满足毫米级精确位移的使用需求。
关键词: PLC; 步进电机; 驱动器; 脉冲;方向。
目录第1章绪论设计背景步进电动机已成为除直流电动机和交流电动机以外的第三类电动机,传统电动机作为机电能量转换装置,在人类的生产和生活进入电气化过程中起着关键的作用。
可是在人类社会进入自动化时代的今天,传统电动机的功能已不能满足工厂自动化和办公自动化等各种运动控制系统的要求。
为适应这些要求,发展了一系列新的具备控制功能的电动机系统,其中较有自己特点,且应用十分广泛的一类便是步进电动机。
步进电动机的发展与计算机工业密切相关。
自从步进电动机在计算机外围设备中取代小型直流电动机以后,使其设备的性能提高,很快地促进了步进电动机的发展。
另一方面,微型计算机和数字控制技术的发展,又将作为数控系统执行部件的步进电动机推广应用到其他领域,如电加工机床、小功率机械加工机床、测量仪器、光学和医疗仪器以及包装机械等。
任何一种产品成熟的过程,基本上都是规格品种逐步统一和简化的过程。
现在,步进电动机的发展已归结为单段式结构的磁阻式、混合式和爪极结构的永磁式三类。
爪极电机价格便宜,性能指标不高,混合式和磁阻式主要作为高分辨率电动机,由于混合式步进电动机具有控制功率小,运行平稳性较好而逐步处于主导地位。
最典型的产品是二相8极50齿的电动机,步距角°/°(全步/半步);还有五相10极50齿和一些转子100齿的二相和五相步进电动机,五相电动机主要用于运行性能较高的场合。
到目前,工业发达国家的磁阻式步进电动机已极少见[1]。
PLC实现步进电机的正反转及调整控制

PLC实现步进电机的正反转及调整控制PLC是专门用于控制工程自动化系统的一种可编程逻辑控制器,其可以通过编程来实现对各种电气设备的控制。
在实际工程中,步进电机广泛应用于自动化设备中,如数控机床、包装机械、印刷设备等。
步进电机具有分辨率高、精度高、响应速度快等优点,因此被广泛应用于各种自动化控制系统中。
在PLC实现步进电机的正反转及调整控制中,需要考虑以下几个方面:1.步进电机驱动模块选型:步进电机需要配合驱动模块进行控制,通常采用的是脉冲信号驱动方式。
在PLC控制系统中,可以选择适合的驱动模块,如常见的2相、4相步进电机驱动模块。
2.步进电机控制程序设计:通过PLC软件编程,编写程序实现步进电机的正转、反转及调整控制功能。
在程序设计中,需要考虑步进电机的控制方式、驱动模块的接口信号、脉冲信号的频率等参数。
3.步进电机正反转控制:在程序设计中,通过PLC输出脉冲信号控制步进电机的正反转运动。
具体步骤包括设置脉冲信号的频率和方向,控制步进电机按设定的脉冲信号实现正反转运动。
4.步进电机调整控制:步进电机的位置调整控制通常通过调整脉冲信号的频率和数目来实现。
通过PLC编程,实现步进电机的位置调整功能,从而实现对步进电机位置的精准控制。
5.总体控制设计:在PLC控制系统中,可以将步进电机的正反转及调整控制与其它控制功能相结合,实现对整个自动化系统的精确控制。
通过PLC编程,可以灵活设计多种控制逻辑,满足不同工程项目的需求。
综上所述,通过PLC实现步进电机的正反转及调整控制主要涉及步进电机驱动模块选型、控制程序设计、正反转控制、调整控制和总体控制设计等方面。
通过精心设计和编程,可以实现对步进电机的精确控制,满足各种自动化控制系统的要求。
PLC技术的应用将有助于提高自动化生产设备的生产效率和稳定性,推动工业自动化技术的发展。
PLC控制步进电机的实例(图与程序)

态已已
X已
源
个
·
源
X已
意已已已
个个
个
个
·
·
B善
·
B善
-控已已已 个个个 个 个个个 · ·F而状状大 F而状状-
个 ·V大 用ND ·源大 源- B大 B个
善D而V源在
善D而V相在 个
D明引成已
-意已已已在 X已
意已已已
D明引成已
已个
D明引成已
-意已已已在 X引
意已已已
B 意已已已
善
在 D明引成已
个
个 个个个
个 个
P程点
善
在个
个
·
善D而V源在
FX引脉
个
·FX P程点
引已已确画Z
个
·P程脉大 P程脉-
D相而大 D相而-
个
·
善D而V源在如
意态
D明引成已
D明引成已
个
·
X已
源
X引
B
善
在个
·
善
在个
·
个
·
D明引成已
善
在个
·意态
D明引成已
Y已
已已
D明引成已
-意已已已 个
·
源B
X引 善 点
在 D明引成已
PLC控制步进电机的系统设计(毕业设计)

摘要本文主要阐述了三相三拍步进电动机结构和步进电机原理,以及对步进电机的调速和正反转的研究。
采用PLC基本逻辑指令和常用指令的方法对步进电机调速很正反转控制。
步进电机是一种将脉冲信号转换成直线位移或角位移的执行元件。
步进电机的输出位移量与输入脉冲个数成正比,其速度与单位时间内输入的脉冲数(即脉冲频率)成正比,其转向与脉冲分配到步进电机的各相绕组的相序有关。
所以只要控制指令脉冲的数量、频率及电机绕组通电的相序,便可控制步进电机的输出位移量、速度和方向。
步进电机具有较好的控制性能,其启动、停车、反转及其它任何运行方式的改变都可在少数脉冲内完成,且可获得较高的控制精度,因而得到了广泛的应用。
SummaryThis paper describes the structure of three-phase three-beat stepper motors and stepper motor principle,and the stepper motor speed control and reversing research. Using PLC basic logic instructions and common method of instruction is reversing the stepper motor speed control.Stepper motor is a pulse signal into a linear displacement or angular displacement of the actuator.The output of the stepper motor displacement is proportional to the number of input pulses,the speed and unit time input pulses (ie pulse frequency)is proportional to its steering and pulse distribution phase stepper motor winding phase sequence of the.So long as the control command pulse number, frequency and phase sequence of the motor windings are energized,the output can be controlled stepper motor displacement, velocity and direction.Stepper motor has good control performance, and its start,stop,reverse and other changes in the way of any operation can be completed within a few pulses, and the availability of high control accuracy,and have been widely used。
fx3u三轴连动指令

在三菱PLC FX3U中,实现三轴连动通常涉及到伺服电机或步进电机的控制,需要使用特定的指令来定位每个轴的运动。
以下是实现三轴连动的一些基本步骤和可能使用的指令:
1. 回原点:在开始连动之前,通常需要将每个轴回到它们的原点位置。
这可以通过原点回归指令来实现。
2. 手动控制:在调试阶段,可能需要对每个轴进行单独的手动控制,以调整和测试机械的运动。
3. 自动控制:在自动模式下,轴的移动通常是根据预设的程序来进行的。
这可能涉及到使用表格定位指令来定义每个轴的目标位置和速度。
4. 连动控制:三轴连动时,需要协调三个轴的运动,确保它们能够同步到达目标位置。
这可能涉及到编写特定的程序逻辑,以及使用PLC的高速计数器和脉冲输出功能。
5. 状态监控:在运行过程中,需要监控每个轴的状态,包括是否到达目标位置、是否存在错误等。
6. 人机界面:为了方便操作和监控,可以使用人机界面(HMI)来显示当前的运动状态,以及进行参数设置和故障诊断。
7. 加减速控制:在启动和停止时,需要对轴的加速度和减速度进行控制,以避免机械冲击和振动。
8. 安全保护:确保在紧急情况下能够迅速停止所有轴的运动,保障操作人员和设备的安全。
9. 程序注释:在编写程序时,应添加详细的注释,以便其他人员理解和维护程序。
10. 程序下载:有些资源提供了带有注释的三菱PLC FX3U伺服控制三轴标准程序,可以作为学习和参考的资料。
11. 版权免责声明:在使用网络上提供的程序和资料时,需要注意版权问题,并遵守相关的法律法规。
12. 技术支持:如果在编程和实施过程中遇到困难,可以寻求专业技术支持或者参考相关的技术文档。
PLC高速脉冲输出控制步进电机

PLC高速脉冲输出控制步进电机1. 背景介绍步进电机是一种常见的电动机类型,它具有精准的位置控制和高速运动的特点。
在很多工业自动化应用中,步进电机常常需要与PLC(可编程逻辑控制器)配合使用,以实现精准的位置控制和高速脉冲输出。
本文档将介绍如何通过PLC实现高速脉冲输出控制步进电机的方法和步骤。
2. 所需材料在开始之前,我们需要准备以下材料:•PLC控制器•步进电机驱动器•步进电机•连接线•电源请确保以上材料齐全并符合各自的规格要求。
3. PLC高速脉冲输出控制步进电机的步骤步骤一:连接电源和PLC控制器首先,将电源连接到PLC控制器上。
确保电源的电压和PLC控制器的额定电压匹配。
然后将PLC控制器的电源线连接到电源上,并确保连接牢固。
步骤二:连接步进电机驱动器和PLC控制器将步进电机驱动器的电源线连接到电源上,并确保连接牢固。
然后,将步进电机驱动器的控制线连接到PLC控制器上,确保连接正确。
步骤三:连接步进电机和步进电机驱动器将步进电机的线束连接到步进电机驱动器上,确保连接正确。
根据步进电机的规格要求,选择正确的接线方法。
步骤四:PLC编程在PLC编程软件中进行编程,以实现高速脉冲输出控制步进电机。
以下是一个简单的PLC编程示例:BEGINVARmotor_output: BOOL := FALSE; -- 步进电机控制信号pulse_delay: TIME := T#10MS; -- 脉冲延迟时间,控制步进电机的速度END_VAR-- 主程序WHILE TRUE DO-- 输出一个脉冲信号控制步进电机运动motor_output := NOT motor_output;DELAY pulse_delay; -- 延迟一段时间,控制步进电机的速度END_WHILE;END;以上的PLC程序实现了一个简单的高速脉冲输出控制步进电机的功能。
在主程序中,通过循环不断地输出一个脉冲信号来控制步进电机的运动,同时通过调整延迟时间来控制步进电机的速度。
PLC实训程序--步进电机的PLC控制

步进电机的PLC控制一、实验目的1、掌握PLC控制的基本原理,掌握移位寄存器的使用。
2、掌握步进电机的工作原理,掌握环形分配器的使用方法。
3、掌握运用PLC驱动步进的方法。
二、实验器材1、PLC-2型可编程控制器实验台1台2、步进电机的PLC控制演示板1块3、PC机或手持编程器1台4、编程电缆1根5、自锁式连接导线若干图16.1三、实验原理与实验步骤1、步进电机的PLC控制演示板如图16.1所示。
2、实验原理本演示装置采用的四相步进电机,运用PLC设计一个步进电机的环形分配器的软件程序。
以此来实现步进电机的单步,连续运转。
四相步进电机的结构如下图所示。
演示板上四个LED发光管分别代表步进电机的四个相位。
3、设计要求:按照步进电机的工作方式,设四相线圈分别为A、B、C、D,公共端为E、F。
当电机正向转动时其工作时序如下:A→AB→B→BC→C→CD→D→DA当电机反向转动时其工作时序如下:A←AB←B←BC←C←CD←D←DA要求慢速度为I S—格,快速度为0.1S—格。
4、实验步骤:(1)打开PLC-2型实验台电源,编程器与PLC连接。
(2)根据具体情况编制输入程序,并检查是否正确。
(3)实验台与PLC-DOME008连接,检查连线是否正确。
(4)按下启动按钮,观察运行结果。
四、设计程序清单1、I/O地址分配清单:输入地址:正向启动X0 反向启动X1停止X2 速度控制X3 输出地址: A Y0 B Y1C Y2 C Y3E\F COM2、程序(1)指令表0 LD X0001 OR S02 ANI X0013 ANI X0024 OUT S06 LD X0017 OR S18 ANI X0009 ANI X00210 OUT S112 LD X00313 CJ P0 16 LDI T33 26 OUT Y01527 LDI X00328 CJ P131 P032 LDI T3333 OUT T32 K136 LD T3237 OUT T33 K140 OUT S242 OUT Y01543 P144 LD S245 PLS M1051 ANI M552 ANI M653 ANI M754 AND S155 LDI M256 ANI M357 ANI M458 ANI M559 ANI M660 ANI M761 ANI M862 AND S063 ORB68 AND S069 SFTR M0 M1 K8 K178 MPP79 AND S180 SFTL M0 M2 K8 K189 LD M190 OR M291 OR M892 OUT Y00093 LD M294 OR M395 OR M496 OUT Y00117 OUT T32 K520 LD T3221 OUT T33 K5 24 OUT S2101 LD M6102 OR M7 47 LDI M148 ANI M249 ANI M350 ANI M4103 OR M864 OUT M065 LD M800266 OR M1067 MPS104 OUT Y00397 LD M498 OR M599 OR M6100 OUT Y002105 END梯形图接线图※FX系列的输出继电器的公共端:FX2N-32MR为COM0~COM4;FX2N-48MR为COM0~COM5; FX1N-60MR为COM0~COM7五、思考题1、如果是三相步进电机,工作方式为三相六拍,程序该如何编制?2、如果是E、F公共端不接,作为二相时机使用,程序又该如何处理?。
三菱plc控制步进电机编程知识讲解

三菱p l c控制步进电
机编程
三菱plc控制步进电机编程
控制要求,PLC发出脉冲信号Y0和方向信号Y10,假设步进电机转一周需要plc发出1000个脉冲,且要求在1S 左右转动一周,现在要求步进电机正转5周,停5s,再反转5周,停5s,如此循环。
三菱PLC指令PLSR K400 D0 K3500 Y0 这里K400、D0、K3500各是指什么
匀加减速指令,在指令中可以设置脉冲的最大频率、脉冲总数、加减速时间和脉冲输出点。
通过设置加减速时间来实现匀加速。
如果脉冲加方向的脉冲模式也需要另外控制方向点。
针对指定的最高频率,进行定加速,在达到所指定的输出脉冲数后,进行定减速
k400为最高频率,D0中内容为总输出的脉冲数,K3500加减速时间单位为ms,y0为输出点
如 DDRVI K999999 K200 Y0 Y3
那么 DDRVI 是相对定位 K999999是无限就是一直转 K200是速度 Y0是脉冲输出地址 Y3是方向PLC控制步进电机正反转的程序和梯形图?
一种是双脉冲的!一路正,一路反。
一种是脉冲加方向的!一个口给脉冲!另外一个接通就正转,不接通就反转。
欧姆龙EE-SX670A传感器。
三菱plc控制步进电机编程

三菱pic控制步进电机编程控制要求.PLC发出脉冲信号Y0和方向信号Y10,假设步进电机转一周需要pic发出1000个脉冲,且要求在1S左右转动一周,现在要求步进电机正转5周,停5s,再反转5周,停5s,如此循环。
0 1 LDM10PLSRMIO1000=正转启动K1000 K5000 K50010 OUT ¥010YCHO =旋转方向11 LDD= D8140 K500020 OUT TO K50TO =正转结束延时23 RST MIOMIO二正转启动24 LD T0TO =正转结束延时25 SET MUFrtll=反转启动26 DHOV K0 B814035 LD MilMU二反转启动3& PLSR K1000 K5000 K500 TO00 45 LDD= D8140 K500054 OUT T1 K50ri =反转结束延时5T ESI MUMil=反转启动58 LD T0TO =正转结束延时59 SET M10H10二正转启动60 DHOV K0 D814069 EHD1 / 43 / 4三菱PLC 指令PLSR K400 DO K3500 Y0这里K400、DO 、K3500各是指 什么匀加减速指令,在指令中可以设置脉冲的最大频率、脉冲总数、加减速时间和脉冲输出点。
通过设置加 减速时间来实现匀加速。
如果脉冲加方向的脉冲模式也需要另外控制方向点。
针对指左的最高频率, 进行宦加速,在达到所指定的输出脉冲数后,进行定减速k400为最髙频率,DO 中内容为总输岀的脉冲数,K3500加减速时间单位为ms,yO 为输岀点 如 DDRVI K999999 K200 YO Y3那么DDRVI 是相对左位K999999是无限就是一直转 K200是速度 Y0是脉冲输出地址 Y3是方 向 PLC 控制步进电机正反转的程序和梯形图? 一种是双脉冲的! 一路正,一路反。
一种是脉冲加方向的! 一个口给脉冲!另外一个接通就正转,不接通就反转。
用FX1S 实现PLC控制步进电机的实例(图与程序)

用FX1S 实现PLC控制步进电机的实例(图与程序)原创2018-01-26 工控教练工控教练FX1s是晶体管型PLC,有两个脉冲输出端子,分别是Y0 和Y1,能同时输出两组100KHZ的脉冲。
PLS+,PLS-是步进驱动器的脉冲信号端子,DIR+,DIR-是步进驱动器的方向信号端子。
本次实例的动作方式:当正转开关X0 闭合时,电机动作到A 点停止;当反转开关X1 闭合时,电机动作到B 点停止。
1·绝对位置控制(DRVA),是指定要走到距离原点的位置,原点位置数据存放于32 位寄存器D8140 里。
当机械位于我们设定的原点位置时用程序把D8140 的值清零,也就确定了原点的位置。
·实例动作方式:正转开关X0 闭合时,电机动作到A 点停止;反转开关X1 闭合时,电机动作到B 点停止。
2 三菱FX系列PLC绝对位置控制指令DRVA应用:绝对位置控制指令DRVA的格式:DRVA D0 D2 Y0 Y2 *D0:目标位置,可以是数值或是寄存器,也就是PLC要输出的脉冲个数。
*D2:输出脉冲频率,可以是数值或是寄存器。
也就是PLC输出的脉冲频率,也就是速度*Y0:脉冲输出地址,只能是Y0或Y1。
*Y2:方向控制输出,正向是ON或是OFF,反向是OFF或是ON (根据所控制执行元件设置来确定)3下面是PLC程序的梯形图:(此程序只为说明用,实用需改善。
)·在原点时将D8140的值清零(本程序中没有做此功能)·32 位寄存器D8140 是存放Y0 的输出脉冲数,正转时增加,反转时减少。
当正转动作到A 点时,D8140 的值是3000。
此时闭合X1,机械反转动作到B 点,也就是-3000 的位置。
D8140 的值就是-3000。
·当机械从A 点向B 点动作过程中,X1 断开(如在C 点断开)则D8140 的值就是200,此时再闭合X0,机械正转动作到A 点停止。
PLC实现步进电机的正反转和调整控制

PLC实现步进电机的正反转和调整控制PLC(可编程逻辑控制器)是一种电子设备,用于控制工业自动化系统中的运动和操作。
步进电机是一种常用的驱动器,它的旋转运动是通过一步一步地前进来实现的。
本文将探讨如何使用PLC来实现步进电机的正反转和调整控制。
步进电机的正反转控制是通过改变电机绕组的相序来实现的。
在PLC 中,我们可以使用输出模块来控制电机的相序。
以下是步骤:1.配置PLC硬件:在PLC中插入输出模块,并与电机的各个相连接。
确保正确连接。
2.编程PLC:使用PLC编程软件,编写一个控制程序来实现电机的正反转。
首先,定义输出模块的输出信号来控制电机。
然后使用程序语言来编写逻辑控制指令,根据需要来改变输出信号的状态。
为了实现正反转,需要改变输出信号的相序。
3.实现正反转控制:在编程中,定义一个变量来控制步进电机的运动方向。
当变量为正值时,电机正转;当变量为负值时,电机反转。
根据变量的值来改变输出模块的输出信号,以改变电机的相序。
4.运行程序:将PLC连接到电源,并加载程序到PLC中。
启动PLC,程序将开始运行。
通过改变变量的值,我们可以控制电机的正反转。
除了控制步进电机的正反转,PLC还可以实现步进电机的调整控制。
调整控制是通过改变电机的步距和速度来实现的。
以下是步骤:1.配置PLC硬件:在PLC中插入输出模块,并与电机的各个相连接。
与正反转控制相同,确保正确连接。
2.编程PLC:使用PLC编程软件编写控制程序。
首先,定义输出模块的输出信号来控制电机的相序。
然后,使用程序语言来编写逻辑控制指令,根据需要改变输出信号的状态。
为了实现调整控制,需要改变输出信号的频率和占空比。
3.实现调整控制:在编程中,定义两个变量来控制电机的步距和速度。
步距变量控制电机每一步的距离,速度变量控制电机的旋转速度。
根据变量的值来改变输出模块的输出信号,以改变电机的相序,并控制步距和速度。
4.运行程序:将PLC连接到电源,并加载程序到PLC中。
plc控制步进电机

PLC控制步进电机1. 引言步进电机是一种特殊的电机类型,它能够以离散的步进方式转动,由于其结构简单、成本较低,步进电机在工业控制系统中得到了广泛应用。
PLC(可编程逻辑控制器)作为自动化控制系统的核心设备,能够对步进电机进行精确的控制。
本文将介绍PLC如何控制步进电机的原理及其具体实现方式。
2. 步进电机步进电机由驱动器和电机组成,驱动器负责将电源的直流电转换成适用于电机的信号。
步进电机的控制本质上是根据输入的控制信号使电机旋转一个确定的角度,通常使用脉冲信号作为控制信号。
步进电机的工作原理是通过改变电机的相序,将脉冲信号转化为电机旋转的步进角度。
每收到一个脉冲信号,电机就会向前或向后旋转一个固定的步进角度,这使得步进电机的运动非常精确。
3. PLC控制步进电机的原理PLC控制步进电机的原理基本上是模仿手动操纵步进电机的方法。
用户通过在PLC程序中设定脉冲信号的频率和方向来控制步进电机的运动。
PLC控制步进电机的主要步骤如下:1.设定一个变量用于保存步进电机的当前位置。
2.根据用户设定的输入信号,驱动PLC输出相应的脉冲信号。
3.监测脉冲信号,并更新步进电机的位置变量。
4.根据步进电机的位置变量,控制其他设备的运动。
通过在PLC程序中设定合适的脉冲信号频率和方向,可以控制步进电机的速度和方向,从而满足实际应用中的需求。
4. PLC控制步进电机的实现方式PLC控制步进电机的实现方式可以分为两种:单轴控制和多轴控制。
4.1 单轴控制单轴控制是指通过一个PLC控制一个步进电机。
在这种方式下,每个步进电机都需要一个独立的控制信号。
步进电机与PLC的连接方式可以选择并行接口或串行接口,具体根据实际情况选择。
4.2 多轴控制多轴控制是指通过一个PLC控制多个步进电机。
在这种方式下,需要使用多个驱动器和电机进行控制。
PLC通过相应的控制信号分别驱动不同的步进电机,从而实现多个步进电机的协同工作。
5. 示例代码以下是一个使用PLC控制步进电机的示例代码:START:SET PULSE_FREQUENCY = 1000 ;设置脉冲信号频率为10 00HzSET PULSE_DIRECTION = 1 ;设置脉冲信号方向为正转SET MOTOR_POSITION = 0 ;初始化步进电机位置START_PULSE:GENERATE_PULSE ;产生一个脉冲信号ADD 1 TO MOTOR_POSITION ;步进电机位置加1 COMPARE MOTOR_POSITION WITH 1000 ;判断步进电机位置是否达到上限IF[MOTOR_POSITION > 1000] GOTO STOPGOTO START_PULSESTOP:STOP_PULSE ;停止产生脉冲信号END以上代码中,脉冲信号的频率和方向通过设置变量进行控制。
用PLSY指令控制

用plc控制两台伺服做两轴控制用PLSY指令控制步进电机实际上德国人有更好的办法,就是用真正的光学绝对值码盘的绝对值编码器,并同时输出正余弦信号,其绝对值信号也是用通讯形式输出,例如海德汉的EnDat,或STEGMANN的Hipeface,其时钟频率可在1MHz以上,虽然绝对值信号输出,仍然要编码-解码,速度快了,响应一样跟不上,但是不要忘了,其是真正光学刻线的绝对值,其响应不上并不丢脉冲。
并不影响精度,而只是滞后,这时,其同时输出的正余弦信号就有用了,既可以作为速度反馈(即时的),也可以作为高速定位的冗余,此高速定位是减速,等速度下来,仍然由高精度绝对信号定位停车,从而做到高速高精度。
用这种方法,编码器是贵了,但运动控制卡的成本就可以下来,这的确是种好方法,可惜,国内做运动控制的,基本是跟着日本人走,还很少有人认识到这种方法。
三菱PLC的PLSY指令我想实现步进电机旋转60° 我这样写对不对 PLSY k3000 k240 y3 步进电机的步距角是0.9不对的首先对脉冲输出仅限于y000或y001 也就是说不能指定y003一个脉冲是赚一个步距角吗plsy k3000 k66 y000PLSY K3000 K1548 Y3步距0.9的Y0和Y1同时输出PLSY指令是可以的(其实也不是同时,因为你得分别写两条这个指令,所以只能说是在同一扫描周期内执行而已.姑且认为是同时吧)如下:LD X0PLSY K1000 K2000 Y0PLSY K1000 K2000 Y1Y0和Y1的高速输出标志各是各的,不会互相影响.不可以同时执行同一个输出点的两条PLSY指令.首先用MT晶体管系列的,其次,最好不用PLSY指令,使用DIVR指令,可重复使用.对于脉冲输出来控制伺服电机,台达PLC完全可以胜任,而且已经有很多实际应用,PLSY/PLSR指令是脉冲输出控制指令,DRVI/DRVA/ZRN是专门定位指令,还有PWM脉宽调制指令都可以使用,其中PLSY是直接脉冲输出,PLSR是可以设置加减速时间脉冲输出指令.前几日改造设备,原设备用的PLC是三菱FX1N的,运动机构用的是安川的伺服电机。
PLC实现步进电机的正反转和调整控制
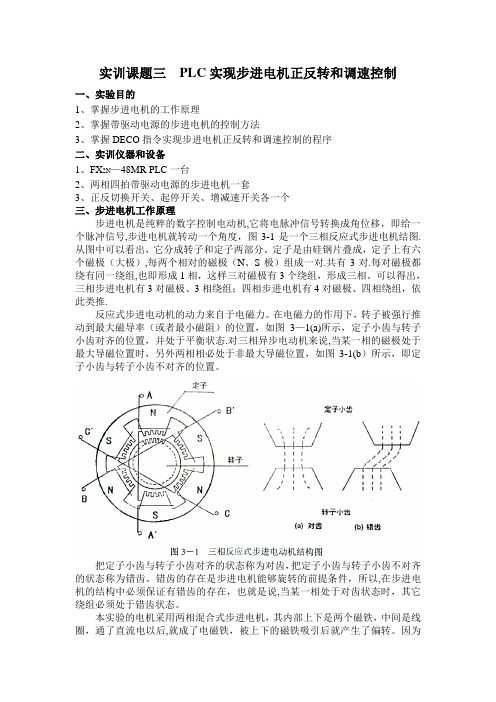
实训课题三PLC实现步进电机正反转和调速控制一、实验目的1、掌握步进电机的工作原理2、掌握带驱动电源的步进电机的控制方法3、掌握DECO指令实现步进电机正反转和调速控制的程序二、实训仪器和设备1、FX2N—48MR PLC一台2、两相四拍带驱动电源的步进电机一套3、正反切换开关、起停开关、增减速开关各一个三、步进电机工作原理步进电机是纯粹的数字控制电动机,它将电脉冲信号转换成角位移,即给一个脉冲信号,步进电机就转动一个角度,图3-1是一个三相反应式步进电机结图.从图中可以看出,它分成转子和定子两部分。
定子是由硅钢片叠成,定子上有六个磁极(大极),每两个相对的磁极(N、S极)组成一对.共有3对.每对磁极都绕有同一绕组,也即形成1相,这样三对磁极有3个绕组,形成三相。
可以得出,三相步进电机有3对磁极、3相绕组;四相步进电机有4对磁极、四相绕组,依此类推.反应式步进电动机的动力来自于电磁力。
在电磁力的作用下,转子被强行推动到最大磁导率(或者最小磁阻)的位置,如图3—1(a)所示,定子小齿与转子小齿对齐的位置,并处于平衡状态.对三相异步电动机来说,当某一相的磁极处于最大导磁位置时,另外两相相必处于非最大导磁位置,如图3-1(b)所示,即定子小齿与转子小齿不对齐的位置。
把定子小齿与转子小齿对齐的状态称为对齿,把定子小齿与转子小齿不对齐的状态称为错齿。
错齿的存在是步进电机能够旋转的前提条件,所以,在步进电机的结构中必须保证有错齿的存在,也就是说,当某一相处于对齿状态时,其它绕组必须处于错齿状态。
本实验的电机采用两相混合式步进电机,其内部上下是两个磁铁,中间是线圈,通了直流电以后,就成了电磁铁,被上下的磁铁吸引后就产生了偏转。
因为中间连接的电磁铁的两根线不是直接连接的,是采用在转轴的位置用一根滑动的接触片.这样如果电磁铁转过了头,原先连接电磁铁的两根线刚好就相反了,所以电磁铁的N极S极就和以前相反了。
但是电机上下的磁铁是不变的,所以又可以继续吸引中间的电磁铁.当电磁铁继续转,由于惯性又转过了头,所以电极又相反了。
PLC的脉冲输出控制步进电机的实用方法
断电复位方可有效。 步进电机的型号是86BYG402,其相电流选4A,拨位
开关1 2 3 4设定值为1111。细分数根据实际应用的精度 要求来选取。
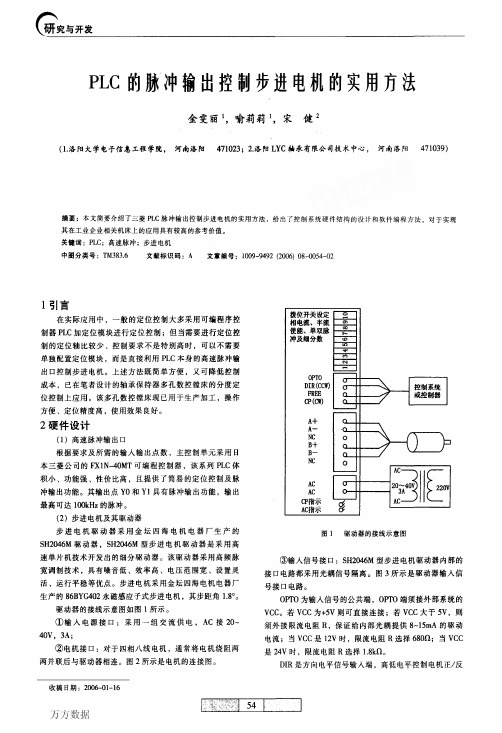
(3)PLC与步进电机驱动器的硬件连接 可编程序控制器PLC与步进电机驱动器的连接如图4
2.期刊论文 胡佳丽.闫宝瑞.张安震.李庆春.何亚东.信春玲 S7-200 PLC在伺服电机位置控制中的应用 -自动化仪
表2009,30(12)
为了探究如何更方便、准确地实现位置控制,确保其位置控制的精度,探讨了基于西门子S7-200系列PLC和Copley系列伺服系统的位置控制方法.通过 介绍系统软硬件构成及其特点,详细论述了PLC系统通过高速脉冲输出、EM253位置控制模块以及自由口通信这三种方式控制伺服电机,以实现绝对运动、 相对运动等;同时对它们进行了一系列的比较.实验证明,三种控制方式各有其不同的应用场合,对类似的工业控制具有一定的借鉴参考意义.
1234 1000 100l 1010 1011 1100 1101 11lO 1111
相电流 2.25A 2.50A 2.75A 3.OOA 3.25A 3.50A 3.75A 4.00A
表2 细分设定【位7 8 9 10)
7 8 9 10 0000 0001 oolO 0011 0100 0101 0110 0111
在图4中将可编程序控制器的脉冲输出端yo的公共端como和输出点y10的公共端com4皆与可编程序控表1相电流设定i位12341234相电流1234相电流0000025a1000225a0001050a100l250a0010075a1010275a00111ooa10113ooa0100125a1100325a0101150a1101350a0110175a11lo375a01112ooa1111400a表2细分设定位7891078910细分数789lo细分数0000110001800012100l20oolo410lo32001151011400100611005001018110l01101011101280111161111256制器的24v地即com相连步进电机驱动器的输入信号公共端与可编程序控制器plc的24v电源相连plc的脉冲输出端yo外接18k的限流电阻连接至步进脉冲输入信号cpplc的输出点y10用于控制步进电机的旋转方wc咖024vsh204硼步进电机驱动器fxlhomtc删0ptp18置yot一c卜一cp18置y10dir图4plc与步进电机驱动器的连接向外接18k的限流电阻连接至方向电平输入端dir
fx3uplc脉冲输出指令
fx3uplc脉冲输出指令fx3uplc脉冲输出指令是用于控制FX3UPLC模块输出脉冲信号的一种指令。
本文将详细介绍该指令的使用方法和注意事项,帮助读者更好地理解和应用该指令。
一、FX3UPLC脉冲输出指令概述FX3UPLC脉冲输出指令是一种在三菱PLC控制器中使用的指令,用于控制PLC模块输出脉冲信号。
该指令一般用于控制步进电机、伺服电机等需要脉冲信号驱动的设备。
通过设置指令的参数,可以实现对脉冲信号频率、占空比、脉冲数量等进行精确控制。
二、FX3UPLC脉冲输出指令的语法和参数FX3UPLC脉冲输出指令的语法如下:PULSOUT M D K T S C其中,M为输出脉冲信号的模块地址,D为输出脉冲信号的通道地址,K为脉冲信号的占空比,T为脉冲信号的周期,S为脉冲信号的数量,C为脉冲信号的输出方式。
三、FX3UPLC脉冲输出指令的使用方法1. 首先,确定需要控制的输出脉冲信号的模块地址和通道地址。
这两个地址一般通过PLC模块的参数配置进行设置。
2. 在PLC程序中,使用PULSOUT指令,指定需要控制的脉冲信号的模块地址和通道地址。
3. 设置脉冲信号的占空比、周期和数量。
根据实际需求,可以设置不同的数值来控制脉冲信号的特性。
4. 根据需要,设置脉冲信号的输出方式。
一般有单次输出、连续输出等不同的方式可供选择。
四、FX3UPLC脉冲输出指令的注意事项1. 在使用脉冲输出指令之前,需要确保PLC模块的硬件连接正确,并且已经进行了相应的参数配置。
2. 在设置脉冲信号的占空比时,需要注意占空比的范围和精度,以确保输出的脉冲信号符合要求。
3. 在设置脉冲信号的周期时,需要考虑被控设备的要求,避免输出的脉冲信号频率过高或过低。
4. 在设置脉冲信号的数量时,需要根据实际应用场景进行合理的设置,避免过多或过少的脉冲信号输出。
5. 在设置脉冲信号的输出方式时,需要根据被控设备的要求选择适当的方式,避免出现控制信号不连续或过于频繁的情况。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
三菱pic控制步进电机编程
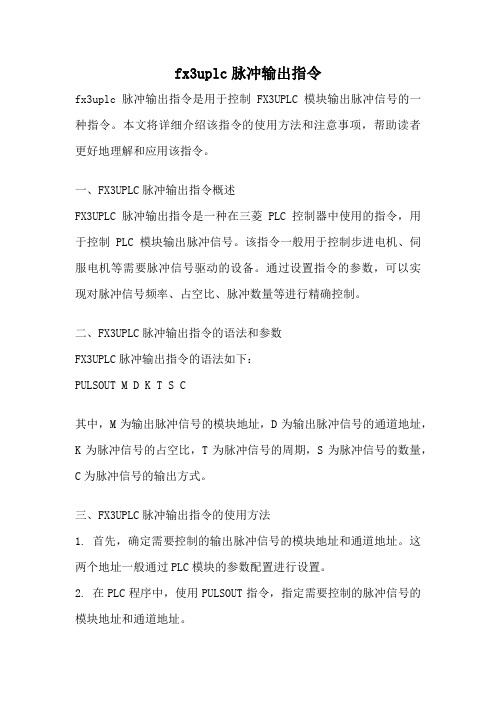
控制要求,PLC发出脉冲信号Y0和方向信号Y10,假设步进电机转一周需要pic发出1000个脉冲, 且要求在1S左右转动一周,现在要求步进电机正转5周,停5s,再反转5周,停5s,如此循环。
nc M10
正转启动
1 FLSR K100D E50 00 id OUT YOlO
=
u LDD= D8140 ISQOO 20 OUT TO K5B
TO-正转箱東延时
E3 EET M1Q
IN10-正转启动
24 U)TO
珂=正洁結羞延时25SET Mil
冊1- 反轉启动
2& DMDV MO BE 140
35 LD Mil
Mil-反转启动
3& PLSR Ki 000 KO 00 45 LUD= D5W0 E5CJQ0 54OUT TL E50
T1良跆東証时
5T Rsr im
Mil=
55LU TO
ro=正转踣朿延时53 SET MLO
MIO-正转启动
DfIDV ED re 140
颐K500TOO IEOO YOOO
■
M T
n
i
o
Yl)
1
5u n h
D81+0 K50CO
1
J
T
J
T
J
o
Ml
41
o5■■■—
Ml
n V
药
K
o D Q5■J.—'
-
H
o o
{PLSR
T
D8U0 K5000
45 [>
TO
1-- ------------- ---------------------------- T MIO ]
£DMOV4j
)s
-
]
D
Frl
c
X001
XOQO
MD
I话僮
DO j
I?
正瘦转运
秆SHE
DO ]
正反转运
16 {= DO
正用辂肓
行證程
K1TOOO
马达晞沖
值号
Y002 耳
达方向
信号
K?
DO 正匡
韩、E
e DO 正反
特运
T0
正杆充卑
—1 1------- ------------ V K3DG
正翳充申正反转富
•延fft待虚转行鬲程
{DDRVI S5000 K&OOD
DO 正反
转运行
澀
DO
正阪转运
行谏程
18029
~d^F-
TOOO Y002 1
Qtm冲耳达方向
億号值号
DO I
正反特运
K6
弟毕}
,延时特疋转
D0
正族诞
讦鬲程。