油阀座说明书
油阀座说明书

绪论机械制造业是制造具有一定形状位置和尺寸的零件和产品,并把它们装备成机械装备的行业。
机械制造业的产品既可以直接供人们使用,也可以为其它行业的生产提供装备,社会上有着各种各样的机械或机械制造业的产品。
我们的生活离不开制造业,因此制造业是国民经济发展的重要行业,是一个国家或地区发展的重要基础及有力支柱。
从某种意义上讲,机械制造水平的高低是衡量一个国家国民经济综合实力和科学技术水平的重要指标。
油阀座的加工工艺规程及其夹具设计是在学完了机械制图、机械制造技术基础、机械设计、机械工程材料等基础课程之后的下一个教学环节。
正确地解决一个零件在加工中的定位,夹紧以及工艺路线安排,工艺尺寸确定等问题,并设计出专用夹具,保证零件的加工质量。
本次设计也要培养自己的自学与创新能力。
因此本次设计综合性和实践性强、涉及知识面广。
所以在设计中既要注意基本概念、基本理论,又要注意生产实践的需要,只有将各种理论与生产实践相结合,才能很好的完成本次设计。
这也是对我们很好的一次检验。
由于个人能力所限、实践经验少、资料缺乏,设计中有许多不足之处,敬请老师们批评指导。
第1部分引言机械制造业是国民经济的支柱产业,现代制造业正在改变着人们的生产方式、生活方式、经营管理模式乃至社会的组织结构和文化。
生产的发展和产品更新换代速度的加快,对生产效率和制造质量提出了越来越高的要求,也就对机械加工工艺等提出了要求。
在实际生产中,由于零件的生产类型、形状、尺寸和技术要求等条件不同,针对某一零件,往往不是单独在一种机床上用某一种加工方法就能完成的,而是需要经过一定的工艺过程。
因此,我们不仅要根据零件具体要求,选择合适的加工方法,还要合理地安排加工顺序,一步一步地把零件加工出来。
1.1机械加工工艺规程制订1.1.1生产过程与机械加工工艺过程生产过程是指将原材料转变为成品的全过程。
它包括原材料的运输、保管于准备,产品的技术、生产准备、毛坯的制造、零件的机械加工及热处理,部件及产品的装配、检验调试、油漆包装、以及产品的销售和售后服务等。
油阀座毕业说明书

章、所给定的零件是凿岩机注油器上的油阀座,左端通过Rc3/4与主机相连,一管套穿过油壶壳体与Φ24.513.0+㎜孔焊接,高压气体从左端进入阀座,在负压作用下,油壶内油从Φ2㎜孔流至Φ22㎜孔与高压气体混合后成雾状从套管喷出。
Φ16H10孔装入油量调节装置,缺口标志油量调节范围。
油阀座共有两组加工表面。
现分述如下:第一组加工表面包括:1、Φ63㎜的外圆,Φ24.513.0+㎜的内孔,2、Φ22㎜的内孔以及Rc3/4锥孔,3、60°锥角,1×45°倒角,4、2个Φ2㎜的通孔,一个Φ5㎜,一个Φ3㎜孔图1.1 油阀座章、零件材料为ZG45,采用砂型机器铸造。
从文献[1]中可查出其公差等级为IT8~IT10,尺寸公差1.6~3.2㎜,加工余量4~5㎜,毛坯为实心,以如图的过水平中心线与Φ24㎜圆柱体相垂直的平面为分型面。
加工前进行退火处理。
由于零件年产量为60000件,已达到大批生产的水平,而且零件的轮廓尺寸不大,故可采用砂型机器铸造。
这从提高生产率、保证加工精度上考虑,也是应该的。
基面选择是工艺规程设计中的重要工作之一。
基面选择得正确与合理,可以使加工质量得到保证,生产率得以提高。
否则,加工工艺过程问题百出,更有甚者,还会造成零件大批报废,使生产无法正常进行。
如图2.1图2.1 分型面作为粗基准的表面应平整,没有飞边、毛刺或其它表面欠缺。
对一般的轴类零件而言,以外圆作为粗基准是完全合理的,本零件选用不加工表面Φ32外圆柱面作为粗基准。
采用Φ32外圆柱面作为粗基准加工内孔可以保证空的壁厚均匀,而且便于装夹。
主要应该考虑基准重合的问题。
阀座的右端面和Φ22孔既是装配基准,又是设计基准,用它们作精基准,能使加工遵循“基准重合”的原则,实现阀座零件“一面两孔”的典型定位方式;其余各面和孔的加工也能用它定位,这样使工艺路线遵循了“基准统一”的原则。
图2.2 主要加工尺寸油阀座零件材料为ZG45,强度和切削性能良好,塑性、韧性较低。
油阀座课程设计

油阀座课程设计引言:油阀座是一种常见的机械元件,广泛应用于各种液压设备中,如液压机械、工程机械等。
本文将以油阀座课程设计为题,介绍油阀座的基本原理、结构设计、材料选择和制造工艺等内容。
一、油阀座的基本原理油阀座是通过控制流体的流动来实现液压设备的工作。
其基本原理是通过调节阀体内的流道,控制流体的流速和流量。
当油阀座处于关闭状态时,流体无法通过阀体;当油阀座处于开启状态时,流体可以顺利通过阀体。
二、油阀座的结构设计油阀座的结构设计需要考虑以下几个因素:1. 阀体形状:油阀座通常采用圆柱形或圆锥形,以便与阀芯匹配。
2. 流道设计:流道的设计需要考虑流体的流速和流量,以确保液压设备的正常工作。
3. 密封结构:油阀座的密封结构需要确保阀体与阀芯之间的严密性,避免流体泄漏。
4. 操作方式:油阀座可以采用手动操作、电动操作或液压操作等方式,以满足不同工况下的需求。
三、油阀座的材料选择油阀座的材料选择需要考虑以下几个因素:1. 耐腐蚀性:油阀座通常工作在液压油的环境下,材料需要具有良好的耐腐蚀性。
2. 强度和硬度:油阀座需要承受一定的工作压力和冲击负荷,材料需要具有足够的强度和硬度。
3. 热稳定性:油阀座在工作过程中会受到一定的热影响,材料需要具有良好的热稳定性,以确保长时间的稳定工作。
常用的油阀座材料包括铸铁、铸钢、不锈钢等。
根据具体的工况和要求,可以选择合适的材料进行制造。
四、油阀座的制造工艺油阀座的制造工艺通常包括以下几个步骤:1. 材料准备:根据设计要求选择合适的材料,并进行切割、锻造或铸造等加工工艺。
2. 加工成型:根据设计图纸进行加工成型,包括车削、铣削、钻孔、磨削等工艺。
3. 表面处理:对油阀座的表面进行清洁、抛光等处理,以提高表面质量和耐腐蚀性。
4. 组装调试:将各个零件进行组装,并进行调试和测试,确保油阀座的正常工作。
五、总结油阀座作为液压设备中重要的控制元件,其设计和制造工艺的质量直接影响设备的性能和寿命。
WR22O_CA-10 型号的液压阀门说明书
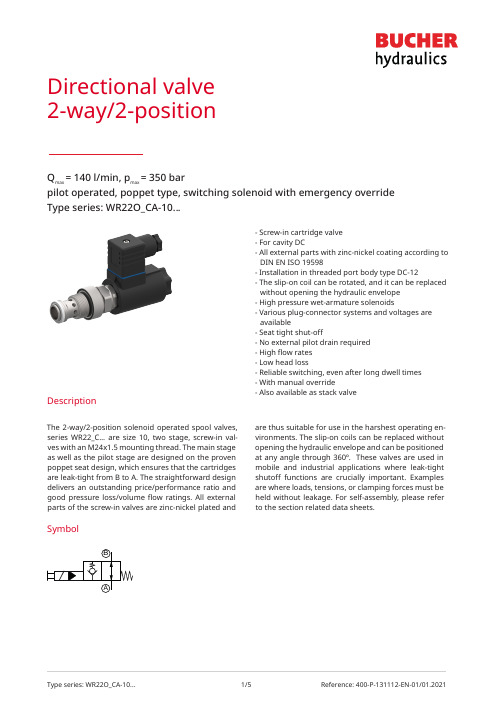
-Screw-in cartridge valve -For cavity DC-All external parts with zinc-nickel coating according to DIN EN ISO 19598-Installation in threaded port body type DC-12-The slip-on coil can be rotated, and it can be replaced without opening the hydraulic envelope -High pressure wet-armature solenoids-Various plug-connector systems and voltages are available-Seat tight shut-off-No external pilot drain required -High flow rates -Low head loss-Reliable switching, even after long dwell times -With manual override-Also available as stack valveDirectional valve 2-way/2-positionQ max = 140 l/min, p max = 350 barpilot operated, poppet type, switching solenoid with emergency overrideType series: WR22O_CA-10…DescriptionThe 2-way/2-position solenoid operated spool valves, series WR22_C… are size 10, two stage, screw-in val-ves with an M24x1.5 mounting thread. The main stage as well as the pilot stage are designed on the proven poppet seat design, which ensures that the cartridges are leak-tight from B to A. The straightforward design delivers an outstanding price/performance ratio and good pressure loss/volume flow ratings. All external parts of the screw-in valves are zinc-nickel plated andare thus suitable for use in the harshest operating en-vironments. The slip-on coils can be replaced without opening the hydraulic envelope and can be positioned at any angle through 360º. These valves are used in mobile and industrial applications where leak-tight shutoff functions are crucially important. Examples are where loads, tensions, or clamping forces must be held without leakage. For self-assembly, please refer to the section related data sheets.SymbolTechnical DataNOTE!The switching safety of the valve is achievedby the volume flow and pressure drop (Δp).NOTE!The switching time can be strongly de-pendent on flow rate, pressure, oil viscosity and the dwell time under pressure. In practice, the switching time may th-erefore deviate from the specified value range.Performance graphsmeasured with oil viscosity 33.0 mm²/s (cSt), coil at steady-state temperature and 10 % undervoltage p = f (Q) Performance limitΔp = f (Q) Pressure drop-flow rate characteristic400-PG-0009Q [l/min (gpm)]p [bar (psi)]0204060801001201400100 (1400)200 (2900)300 (4300)350 (5000)150 (2100)250 (3600)50 (700)(5)(10)(15)(21)(26)(31)(36)1) A → B, solenoid de-energizing 2) B → A, solenoid de-energizing400-PG-031404 (60)8 (120)16 (230)12 (170)20 (285)24 (340)Q [l/min (gpm)]140100802040601200p [bar (psi)]∆(36)(26)(21)(5)(10)(15)(31)1)2)Dimensions and sectional viewA Installation informationNOTE!1) When fitting the screw-in cartridge valve, use the specified tightening torque. The value can be found in the chapter "technical data". ATTENTION!Only qualified personnel with mechanical skills may carry out any maintenance work. Generally, the only work that should ever be undertaken is to check, and possibly replace, the seals. When changing seals, oil or grease the new seals thoroughly before fitting them.NOTE!The seals are not available individual-ly. The seal kit order number can be found in the chapter "Technical data".Ordering codeCJTIT D DTS N E W R 22O CA ... Q Z ... R101 ... 9... D A(blank)V M100F Related data sheets****************************© 2021 by Bucher Hydraulics AG Frutigen, 3714 Frutigen, SwitzerlandAll rights reserved.Data is provided for the purpose of product description only, and must not be construed as warranted characteristics in the legal sense. The information does not relieve users from the duty of conducting their own evaluations and tests. Because the products are subject to continual improvement, we reserve the right to amend the product specifications contained in this catalogue.。
液压阀使用手册1-18
OILGEAR公司塞伦产品系列10阀门使用手册前言相信读者会赞同使用手册在所售出的每个产品的连续性能上是最重要的考虑因素之一,且使用手册必须为现成可用的,无论产品为地方五金店的器件还是一个用于喷气火箭时代的复杂的机械装置。
通过胜任的现场及工厂代表的努力,OILGEAR公司在免费的基础上已经尽力为他的顾客提供快速的服务及应用工程支持。
在保持生产正常方面,此使用手册,通过给维护及操作人员提供书面帮助,来补充我们现场人员的工作。
使用手册中的内容是对用于OILGEAR公司塞伦产品系列阀门中的阀门装配原理进行一个简单的描述,对其特性及构造材质进行了总结,这些特性及构造材质使得这些阀门在其领域有独一无二性。
最重要的是,该手册也对阀门维护及必要纠正措施的常见原因进行了论述。
通过使用此手册,我们相信你将从维护的角度会了解到更多有关于我们的产品。
也因此我们希望此使用手册能在减少付费停产维修方面最终给你们提供帮助。
OILGEAR公司塞伦产品系列10阀门目录表概述阀门定义 (3)阀门机能 (3)阀门设计 (4)主要部件 (5)阀门操作 (7)阀门控制器 (7)特点及结构压力范围 (8)安装形式 (8)零件互换性 (8)结构材质 (9)安装及启动 (10)预防性维护 (11)注意的重点泄漏 (12)转换故障 (13)维护辅助 (14)所需工具 (14)移除及拆除 (14)装配安装 (16)推荐的螺栓转矩等级表 (18)概述阀门定义“什么是阀门”这个问题会在许多人的脑海中穿过。
阀门是一个装置,总体上分为三类:1.流量控制阀2.压力控制阀3.方向控制阀OILGEAR公司塞伦产品系列阀门为方向控制阀门,用于开启、停止、操控介质流量,如气体、油、水等。
方向控制阀根据以下来分类(a)通道或连接通路的数量(b)能驱动阀门的工作位置的数量(c)控制器的类型(d)介质流过阀门的方式。
阀门机能下面是最常见阀门机能的一个列表:双通阀实质上用为关闭阀,打开或关闭一个回路,因此也通常是二位阀,且能根据使用的控制器正常打开或正常关闭。
油阀座课程设计

油阀座课程设计摘要:一、油阀座课程设计背景二、油阀座的作用与原理三、油阀座的设计流程与方法四、油阀座设计的注意事项五、总结与展望正文:【一、油阀座课程设计背景】在我国,石油化工行业一直占据着重要地位,而油阀座作为石油化工设备中的关键部件,其设计与制造直接影响到设备的运行效率与安全性。
因此,对油阀座的设计进行深入研究具有重要的实际意义。
本次课程设计旨在帮助学生了解油阀座的设计原理与方法,提高实际工程应用能力。
【二、油阀座的作用与原理】油阀座是安装在阀门上,用于控制流体(如石油、天然气等)流通的部件。
其作用主要在于限制流体的流动,使阀门能够精确控制流体的流量。
油阀座的设计原理主要是根据阀门的工作压力、温度、介质等参数,选择合适的材料与结构,保证其在使用过程中能承受压力,且具有良好的密封性能。
【三、油阀座的设计流程与方法】1.了解设计要求:明确油阀座的使用场合、工作条件等,为设计提供依据。
2.选择材料:根据工作条件,选择能够承受压力、温度等要求的材料。
3.设计结构:根据所选材料及使用要求,设计出合适的油阀座结构,如阀座与阀杆的连接方式、密封面形式等。
4.计算应力:对设计的油阀座进行应力分析,确保其在使用过程中不会发生变形或破裂。
5.校核尺寸:根据设计要求与计算结果,对油阀座的尺寸进行校核,确保其满足使用要求。
【四、油阀座设计的注意事项】1.确保油阀座的材质与所处工作环境相匹配,具有良好的耐腐蚀、耐磨损等性能。
2.设计时要考虑阀座与阀杆的连接方式,确保其在使用过程中能够稳定运行。
3.密封面形式的选择要根据阀门的工作条件与使用要求,保证良好的密封性能。
4.在设计过程中,要充分考虑制造工艺的可行性,确保油阀座能够顺利生产。
【五、总结与展望】油阀座课程设计是石油化工专业学生必须掌握的重要课程,通过学习,学生能够了解油阀座的设计原理与方法,并具备一定的实际工程应用能力。
Parker Hannifin Corporation液压阀门说明书
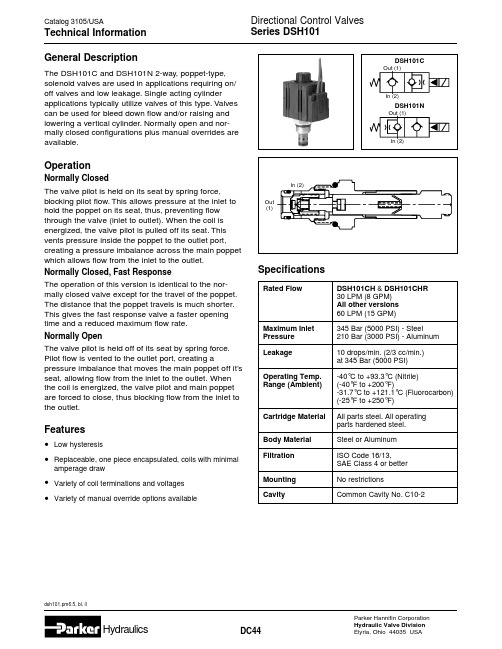
General DescriptionThe DSH101C and DSH101N 2-way, poppet-type, solenoid valves are used in applications requiring on/ off valves and low leakage. Single acting cylinder applications typically utilize valves of this type. Valves can be used for bleed down flow and/or raising and lowering a vertical cylinder. Normally open and nor-mally closed configurations plus manual overrides are available.OperationNormally ClosedThe valve pilot is held on its seat by spring force, blocking pilot flow. This allows pressure at the inlet to hold the poppet on its seat, thus, preventing flow through the valve (inlet to outlet). When the coil is energized, the valve pilot is pulled off its seat. This vents pressure inside the poppet to the outlet port, creating a pressure imbalance across the main poppet which allows flow from the inlet to the outlet. Normally Closed, Fast ResponseThe operation of this version is identical to the nor-mally closed valve except for the travel of the poppet. The distance that the poppet travels is much shorter. This gives the fast response valve a faster opening time and a reduced maximum flow rate.Normally OpenThe valve pilot is held off of its seat by spring force. Pilot flow is vented to the outlet port, creating a pressure imbalance that moves the main poppet off it’s seat, allowing flow from the inlet to the outlet. When the coil is energized, the valve pilot and main poppet are forced to close, thus blocking flow from the inlet to the outlet.Features•Low hysteresis•Replaceable, one piece encapsulated, coils with minimal amperage draw•Variety of coil terminations and voltages •Variety of manual override options availableSpecificationsRated Flow DSH101CH & DSH101CHR30 LPM (8 GPM)All other versions60 LPM (15 GPM)Maximum Inlet345 Bar (5000 PSI) - Steel Pressure210 Bar (3000 PSI) - Aluminum Leakage10 drops/min. (2/3 cc/min.)at 345 Bar (5000 PSI)Operating Temp.-40°C to +93.3°C (Nitrile)Range (Ambient)(-40°F to +200°F)-31.7°C to +121.1°C (Fluorocarbon)(-25°F to +250°F)Cartridge Material All parts steel. All operatingparts hardened steel.Body Material Steel or AluminumFiltration ISO Code 16/13,SAE Class 4 or betterMounting No restrictionsCavity Common Cavity No. C10-2Series DSH101*Inch equivalents for millimeter dimensions are shown in (**)DimensionsFlushManual Override (N.O.Valves Only)22.9(.90)Push & Twist Manual Override (N.O.Valves Only)46.1 (1.82)Normal Operation41.7 (1.64)Coil OverriddenPush & Twist Manual Override (N.C.Valves Only)46.1 (1.82)Coil Overridden 41.7 (1.64)Normal OperationExtended Manual Override (N.O.Valves Only)31.9(1.26)15.9(.63)50.8(2.00)31.8(1.25)41.3(1.63)18.3(.72)50.8(2.00)7.1(.28).76(.03)3.7 R.(.14)38.1(1.50)21CartridgeIn BodyOut (1)Normally OpenHex.3.4 N.m.(30 In.-Lbs.)TorqueOut (1)Normally Closed(3000 PSI), Thread LockCompound is recommended.Cartridge OnlySeries DSH101Ordering Information。
油阀座课程设计

油阀座课程设计油阀座课程设计课程名称:油阀座设计与制造课程简介:油阀座是一种用于控制油流量和压力的关键零部件,广泛应用于液压系统、发动机和工业设备中。
本课程旨在培养学生掌握油阀座的设计原理和制造技术,包括材料选择、设计计算、制造工艺、装配流程等内容。
通过理论讲解、实验操作和实践项目等方式,帮助学生全面了解油阀座的工作原理和设计制造过程,培养学生的设计和制造能力。
课程目标:1. 掌握油阀座的基本工作原理及其在液压系统中的作用。
2. 了解不同类型的油阀座及其应用领域。
3. 能够进行油阀座的设计计算,包括流量、压降、密封性能等参数。
4. 掌握油阀座的制造工艺,包括材料选择、加工工艺、热处理等。
5. 能够进行油阀座的装配和调试,实现工作性能要求。
6. 能够运用专业软件进行油阀座设计和分析。
课程内容:1. 油阀座的工作原理及分类- 液压系统的基本原理和组成- 液压控制阀的分类及工作原理- 油阀座在液压系统中的作用和功能2. 油阀座的设计原理与计算- 油阀座的流量计算- 油阀座的压降计算- 油阀座的密封性能计算- 油阀座的强度计算3. 油阀座的材料选择与加工工艺- 油阀座常用材料及其特性- 油阀座的加工工艺流程- 油阀座的热处理工艺4. 油阀座的装配与调试- 油阀座的装配流程- 油阀座的调试方法- 油阀座的性能测试与评估5. 油阀座的设计与分析软件应用- 油阀座设计与分析软件的介绍- 油阀座的建模与分析实例教学方法:本课程采用理论讲解、实验操作和实践项目相结合的教学方法:- 理论讲解:通过教师讲解和案例分析,传授油阀座的设计原理和计算方法。
- 实验操作:通过实验室实验,进行油阀座的装配和调试实践,加深学生对课程内容的理解。
- 实践项目:通过课程设计和实践项目,锻炼学生的设计和制造能力。
评估方式:课程评估将根据学生的学习成果和实践能力进行综合评估:- 平时表现:包括课堂参与、实验操作、作业完成情况等。
- 期末考试:对学生对课程内容的掌握和理解程度进行评估。
工业油气阀门通用说明书
Bulletin MSG11-5715-735/UKIndustrial Hydraulic ValvesGeneral InstructionsParker HannifinManufacturing Germany GmbH & Co. KG Industrial Systems Division Europe Gutenbergstr. 3841564 Kaarst, GermanyE-mail:*********************Copyright © 2021, Parker Hannifin Corp.2General I nstructions 5715-735UK.I NDD 18.02.2021Industrial Hydraulic ValvesGeneral Instructions Parker Hannifin Corporation1. Example Name PlateIndustrial Hydraulic ValvesGeneral Instructions 3Parker Hannifin CorporationGeneral I nstructions 5715-735UK.I NDD 18.02.2021Liability The manufacturer does not assume liability fordamage due to the following failures:• incorrect mounting / installation • improper handling• lack of maintenance•operation outside the specificationsDo not disassemble the valve! I n case ofsuspicion for a defect please contact Parker.StorageIn case of temporary storage the valve must beprotected against contamination, atmospheric ex-posure and mechanical damages. Each valve hasbeen factory tested with hydraulic oil, resulting inprotection of the core parts against corrosion. Y et this protection is only ensured under the followingconditions:Outdoor storage or within sea and tropical climate will lead to corrosion and might dis-able the valve!2. Safety InstructionsPlease read the operation manual before instal-lation, startup, service, repair or stocking! Paying no attention may result in damaging the valve or incorporated system parts.SymbolsThis manual uses symbols which have to be follo-wed accordingly:Instructions with regard to the warrantyInstructions with regard to possible da-maging of the valve or linked systemcomponentsHelpful additional instructions Marking, Name PlatesI nstructions applied on the valve, i.e. wiring dia-grams and name plates, must be observed and maintained legibly.Work at the Valve Workings in the area of installation, commissioning, maintenance and repair of the valve may only be allowed by qualified personnel. T his means persons which have, because of education, experience and instruction, sufficient knowledge on relevantdirectives and approved technical rules.3. Important Notes on the Use Common InstructionsWe reserve the right for technical modifications of the described product. Any images and drawings are simplified representations. The technical speci-fications and dimensions are not binding. No claim may resulting out of it. Copyrights are reserved.Intended UsageThis document applies to industrial hydraulic valves from Parker Industrial Systems Division Europ e (ISDE). These products have been designed, de-veloped and manufactured for standard industrial use. They must not be used for any other purposes than the ones sp ecified in the catalogue or the associated technical documentation. Proper and safe op eration dep ends on the p roducts being transported, stored, lined up, mounted, installed, put into service, operated, and serviced correctly. Ambient conditions must be within the admissible limits. Notes and information in the associated documentation apply at all times.Storageperiod Storage requirements12 monthsconstant humidity < 60 % as wellas constant temperature < 25 °C 6 months varying humidity as well as varying temperature < 35 °C4General I nstructions 5715-735UK.I NDD 18.02.2021Industrial Hydraulic ValvesGeneral InstructionsParker Hannifin CorporationOperation LimitsThe valve may be operated within the determinedlimits only. Please refer to the “technical data“ section as well as to the “characteristic curves“ inthe catalog. Follow the environmental conditions! Unallo-wable temperatures, shock load, aggresive chemicals exposure, radiation exposure, ille-gal electromagnetic emissions may result inoperating trouble and may lead to failure!Follow the operating limits listed in the “spe-cifications“ table!Pressure Fluids The following rules applies for the operation withvarious pressure fluids:This information serves for orientation and does not substitute user tests among the particular operating conditions. Particularly no liabiliy for media compatibility may be derived out of it.Mineral oil: usable without restriction.For operation with the following pressure fluidsplease consult Parker:For detailed information concerning pressure fluids note VDMA-document 24317 as well as DIN 51524 & 51502.Special gaskets may be available depending on the utilized fluid.In case of insecurity please consult Parker.4. Mounting / Installation Scope of SupplyPlease check immediately after receiving the valve, if the content is matching with the specified scope of supply.If a cable socket is required to connect the valve,the central connector assembly has to be orderedseparately and is not included in the delivery.Please check the delivery immediately afterreceiving the shipment for apparent damagesdue to shipping. Report shipment losses atonce to the carrier, the insurance companyand the supplier! Mounting • Compare valve type (located on the name plate)with part list resp. circuit diagram.• Unrestricted mounting position.• Verify the mounting surface for the valve. Uneve-ness of 0.01 mm/100 mm, surface finish of 6.3 µm are tolerable values.Keep clean valve mounting surface and workenvironment!• Remove protection plate from the valve mounting surface • Check the proper position of the valve ports and the O-rings.• Mounting bolts according to product catalogue, use property class 12.9, ISO 4762Parker offers bolt kits, please see product catalog for the ordering code.• Tighten the bolts crisscross with the torquespecified in the product catalogue.Insufficient condition of the valve mounting surface migth create malfunction! I ncorrect mounting resp. bolt torque may result in abruptleakage of pressure fluid on the valve ports.Industrial Hydraulic ValvesGeneral Instructions5Parker Hannifin CorporationGeneral I nstructions 5715-735UK.I NDD 18.02.2021Repairs / Customer ServiceOnly the manufacturer or customer service provid-ers authorized by the manufacturer may do repairs and perform corrective maintenance.WarrentyThe statutory period and conditions of warrantyapply. Warranty expires if unauthorized attempts are made to repair the unit / product or any other intervention is performed.Taking out of ServiceSort and dispose of electronic components by type. For details on proper disposal please check your national laws and regulations making sure that yourmethod of disposal complies with them.Treat the packaging as recyclable paper andcardboard.5. Air Bleeding of Hydraulic SystemDuring initial startup, after an oil change as well as after the opening of lines or valves the hydraulic system must be air bleeded.FilterThe function and lifetime of the valve are strongly affected by the cleanliness of the fluid. Purity level class of 18/16/13 acc. DIN ISO 4406 is required.FlushingIt is recommended to flush the pipelines by short circuiting the pressure and return lines. T his prevents the installation dirt from entering the valve.6. Maintenance Service work may only be carried out by qualified personnel. Detailed knowledge of the machine functions concerning switching on and off as well as of the required safety relevant technical tasks is required!Periodical maintenance is essential for the longevity of the system and guarantees reliability and avai-lability. The following properties of the system has to be checked in continuous short time intervals:• oil level in the tank• max. working temperature• condition of the pressure fluid (visual inspection, color and smell of hydraulic fluid)• working pressure levels• gas pre-load pressure on the pressure accumu-lator (if available)• leakage on all system components • condition of filter elements • condition of hose lines • cleanliness of componentsAfter a certain operating duration a change of the hydraulic fluid is required. The frequency of change depends from the following circumstances:• kind resp. grade of the pressure fluid • filtering• operating temperature and environmentalconditions。
RegO Products NG-900系列汽油减压阀说明书

13100 RegO Dr. Elon, NC 27244 USA +1.336.449.7707ApplicationThe NG-900 series relief valves are specifically designed for vapor line safety relief applications and cryogenic liquid containers. These valves open and close at preset pressures to ensure reliable performance at cryogenic temperatures. Specifically designed to avoid over pressurization in LNG fuel tank application and LNG installation.Features• Pressure Range 15 - 600 PSI (0.7- 41.4 BARG)• Optional pull lever for manual override• Materials selected specifically for compatibility with Natural Gas • 100% Factory tested• Temperature range -320ºF to +196ºF (-196ºC to +74ºC)•Designed in accordance with & approved by ECE R110Right Angle Relief Valves NG-900 SeriesOrdering InformationMaterialsSpring Pin ................................................................Stainless SteelHandle .....................................................................Stainless Steel O-rings .......................................................................Fluorosilicone Connector ...............................................................................Brass Stem ........................................................................Stainless Steel Bonnet ....................................................................................Brass Seat Disc ................................................................................PTFE Spring ......................................................................Stainless Steel Adjusting Screw .......................................................Stainless Steel Body .......................................................................................Brass Poppet ....................................................................................BrassPart NumberInlet ConnectionOutlet ConnectionManual OverridePressure settingpsig barg NG9002T022¼” MNPT ⅜” FNPTNo22 1.52NG9002T05858 4.0NG9002T23023015.85NG9002T25025017.23NG9002T27527518.96NG9002T35035024.13NG9002T41541528.61NG9003T230⅜” MNPT23015.85NG9003T25025017.23NG9003T35035024.13NG9003T41541528.61NG9008M230SAE J514(37˚-8JIC ½” fitting)(¾”-16 UNF thread male)Yes23015.85NG9008M25025017.23NG9008M28028019.30NG9008M35035024.13NG9008M41541528.61NG-9002TWARNING:Inspection and maintenance of pressure relief valves is very important. Failure to properly inspect and maintain pressure relief valves could result in personal injuries or property damage. The useful safe service life of a pressure relief valve may be significantly affected by the service environment.NG-9008M*Contact your sales representative for additional settings.100200300400500600225250275300325350375400425S C F M A I RSET POINT PSING900 Series Flow Capacity(3/8" NPT)(2.00)(1.40)(3.65)(4.14)( .281)SAE J51437° -8 JIC ½” Fitting ¾” - 16 UNF THD(3.06)(3/8 NPT THD)(INLET CONNECTION)SEE TABLE(1.40)(.281)(3.06)(1.00)(3/8 NPT THD)(INLET CONNECTION)SEE TABLE(1.40)(.281)。
Carter 61499 燃油进出阀门维护与重建指南说明书
SM 61499Model 61499Fuel - Defuel ValveIssued: February 1996A pplicable additional manuals :NONEAerospace GroupConveyance Systems Divison Carter ®Brand Ground Fuelin g EquipmentMaintenance & Repair ManualTABLE OF CONTENTSPAGE1.0 INTRODUCTION (3)DESCRIPTION (3)2.0 EQUIPMENT3.0 SAFETYINFORMATION (3)4.0 DISASSEMBLY (3)5.0 INSPECTION (4)6.0 REASSEMBLY (4)7.0 TEST (5)SHOOTING (5)8.0 TROUBLEPARTS CATALOG (5)9.0 ILLUSTRATEDFIGURE1 (8)- 2 -MAINTENANCE, OVERHAUL & TEST INSTRUCTIONSCARTER PART NUMBER 61499 FUEL-DEFUEL VALVE 1.0 INTRODUCTIONThis manual furnishes detailed instructions covering the maintenance and overhaul of Carter Part Number 61499, Fuel-Defuel Valve used in the U.S. Army's 500 gallon collapsible fuel storage drum.2.0 EQUIPMENTDESCRIPTIONThe Carter 61499 Fuel-Defuel Valve is used in the end of the U.S. Army's 500 gallon fuel storage drum to allow for filling and emptying the drum. During fueling the valve allows flow until the internal pressure of the drum reaches 4.5 ± 0.5 psi at which time the valve stops the in-flow of fuel. The valve allows for the mating of a standard underwing refueling nozzle for the filling and emptying of the drum. During defueling or emptying, the valve opens with the application of a negative pressure augmented by the positive tank pressure to allow the flow of fuel from the drum.3.0 SAFETYINFORMATIONThe Carter Fuel-Defuel Valve, 61499, is designed to mate with any standard underwing nozzle, commercial or military. These nozzles are designed to be interlocked with the adapter on the 61499. That is, if the nozzle is connectedto the 61499 and opened, it should be impossible to remove the nozzle from the valve. This is accomplished by the interaction of three interlock pins engaging into the three slots in the valve’s adapter. Excessive wear on these slots can defeat the interlock system causing an inadvertent disconnect with a possibly open nozzle. This can result in a spillage of fuel. The adapter on the 61499 should be periodically inspected to assure that the wear experienced by the connection of the nozzle is not sufficient to cause this disonnect.The following inspections of the valve adapter are recommended to be carried out at each refueling operation to assure that one is connecting to a safe adapter:A. Visually check for bent, broken, missing or excessively worn lugs or slots.Worn slots are easily detected. A normalslot will have a slight machine brokenedge (chamfer of .030 inch (0.762 mm)).If the edge is worn such that the corner isbadly distorted and enlarged it should beinspected more closely and accurately.Carter Adapter Wear Gauge, 61657-2,should be utilized to check the width andthickness of the lugs if they appear to beworn. Wear of the thickness dimension ofthe lug will promote premature nose sealleakage. Wear of the width of the lugcombines with slot wear in defeating thenozzle interlock.B. Visually check the three slots forexcessive wear. Excessive wear canpermit disengagement of a nozzlewithout release of the three interlock pinsand may permit accidental poppetopening on the disconnected nozzle. Theuse of Carter Gauge 61657-2 will providea "no-go" check for the slots.C. If any of the above conditionsare observed, and or the gaugeproves the adapter to be defective, therefueling operation should becontinued only with extreme caution.4.0 DISASSEMBLY4.1 Remove Dust Cap (1) from unit only ifreplacement is needed.4.2 Remove Screws (2) using a torquewrench. The running torque should notbe less than 2 in-lb. Discard Screws (2) ifthe running torque is less. These screws- 3 -are self-locking and should be reused nomore than 15 times before they arereplaced. If a torque wrench is not used,replace the Screws (2).4.3 Adapter (3) is removed as an assembly.Discard Packing (9). Remove Screws (6)using a torque wrench. The runningtorque should not be less than 1 in-lb.Discard Screws (6) if the running torqueis less. If a torque wrench is not used,replace the Screws (6).The remainder of the Adapter (3) can bedisassembled.4.4 Remove the twelve Screws (10) holdingthe Seat (18) in place. Measure therunning torque. If the torque is less than1.5 in-lb. or a torque wrench is not used,discard the Screws (10). Remove Seat(18).Remove the eight Screws (11) from Ring(12). The running torque shall not be lessthan 1 in-lb. If less, or a torque wrench isnot used, discard the Screws (11).Remove Ring (12).Remove Diaphragm Assembly (13).Using a torque wrench, remove theScrews (14) in the Diaphragm Assembly(13). The running torque shall not be lessthan 1 in-lb. If less, or a torque wrench isnot used, discard the Screws (14).Remove and discard the Diaphragm(16).4.5 Do not remove Screws (19), Cage (20)and Poppet (21) from Seat (18) unlessreplacement is needed. If removed, theScrews (19) should be discarded.4.6 Remove E-ring (22). Push Tube (23) outof hole in Housing (44) to remove.Discard O-rings (24).4.7 Using a torque wrench remove Screws(25) and check the running torque. Therunning torque shall not be less than 0.5in-lb. If less, or a torque wrench is notused, discard the Screws (25).Pull Pilot Valve Assembly (29) away fromthe unit removing Poppet (27), Spring(28) and O-ring (26). Discard O-ring (26). 4.8 Remove the Screws (30) using a torquewrench. Check the running torque to besure it is not less than 1.5 in-lb. If less, ora torque wrench is not used, discard theScrews (30). Remove Cover (31), Spring(32), Diaphragm (33) and Backup (34).Discard Diaphragm (33). .Remove Spacer (35) and pull out Seat(36) from Housing (42). Remove anddiscard Packing (37). Do notdisassemble Seat (36) with assembledSpring (32), Pin (39), Follower (38) andPoppet (41) unless replacement isneeded. If needed, compress Spring (32)sufficiently to remove Pin (39).Disassemble Follower (38), Spring (32)and Poppet (41).4.9 Remove and discard Packing (43) fromHousing (44).5.0 INSPECTION5.1 It is recommended that all O-rings orPackings (9), (24), (26), (37) and (43),and Diaphragms (16) and (33) bereplaced upon every overhaul.Inspect all metal parts for dings, gouges,abrasions, etc. Use 320 grit paper tosmooth and remove sharp edges.Replace any part with damageexceeding 15% of local wall thickness.Use alodine 1200 to touch up baredaluminum.5.2 Inspect Dust Cap (1) for cracks ordamage and replace as needed.5.3 Inspect seal on Poppet (15) for nicks orother damage. Replace if needed.5.4 Inspect the sealing area on Seat (36)where it contacts Poppet (41). If thereare any nicks or gouges, replace it.6.0 REASSEMBLY- 4 -Reassemble the parts in the reverseorder of disassembly noting thefollowing:6.1 Make certain all components are cleanand free from oil, grease, or any othercorrosion resistant compound on allinterior or exterior surfaces. Wash allparts with cleaning solvent, FederalSpecification P-D-680 or equivalent, anddry thoroughly with a clean, lint-free clothor compressed air.WARNING:Use cleaning solvent in a well-ventilated area. Avoid breathing offumes and excessive solvent contactwith skin. Keep away from openflameA light coat of petrolatum, FederalSpecification VV-P-236 or equivalentcommercial quality, can be applied to allo-rings (packings), springs, and screwsfor ease of installation.6.2 Assemble Poppet (41) into Seat (36),Position Spring (40) over Seat (36) andplace Follower (38) over stem of Poppet(41). Compress Spring (40) sufficiently touncover hole in Follower (38) into whichPin (39) is placed. Align hole in Follower(38) and Poppet (41) to push Pin (39)into place. Release Spring (40) to retainassembly.Install Packing (37) onto Seat (36). Installassembled parts into Housing (42). PlaceSpacer (35) in place within the Housing(42) to retain. Place the Diaphragm (33)with loop facing upward away from theSpacer (35). Install the Backup (34) andSpring (32) in place and then the Cover(31). Run the Screws (30) into the unituntil they just bottom. When observingthe four screw pattern, number, mentally,the screws in a clockwise fashion 1, 3, 2and 4. Tighten the four Screws (30) inthat secquence to 15 in-lb, then to 20 in-lb and finally to 23 in-lb. Let the assemblyset at room temperature for a minimumof 15 hours and retighten to 23 in-lb.6.3 Install Spring (28), Poppet (27) and O-ring (26) into Housing (42). Place thisassembled unit onto Housing (44)aligning the two holes in the Housing(44) with those in Housing (42). InstallScrews (25) and tighten to 5 in-lb.6.4 Place O-rings (24) onto Tube (23). Insertthis assembly into the hole in theHousing (44) being sure that the end withthe two grooves (one for the o-ring andone for the snap ring) is away from theHousing (44). Push into place until the E-ring (22) can be installed to retain theassembly in place.6.5 The Diaphragms (16) shall be nestedtogether and then placed between thePoppet Assembly (15) and the Ring (17)with the Ring (17) nested within the loopof the Diaphragms. The ten Screws (14)shall be installed to just bottom theheads of the Screws (14) onto the Ring(17). Metally number the Screws (14) ina clockwise direction 1, 8, 3, 10, 5, 2, 7,4, 9 and 6. Torque the Screws (14) inthat order to 10 in-lb. Repeat thesequence of tightening to 13 and then 15in-lb. Let the assembly set at roomtemperature for a minimum of 15 hoursand retighten to 15 in-lb.6.6 Place the assembled DiaphragmAssembly (13) into the Housing (44) withthe seal on the Poppet Assembly (15)facing upward, away from the Housing(44). Align the inner circle of holes in theDiaphragm (16) with the correspondinghole pattern in the Housing (44). Placethe Ring (12) over the DiaphragmAssembly (13) and install the eightScrews (11) to bottom out only. Visuallynumber the Screws (11) clockwise 1, 5,3, 7, 2, 6, 4 and 8. Torque the Screws(11) in that order to 10 in-lb. Repeat thesequence of tightening to 13 and then 15in-lb. Let the assembly set at roomtemperature for a minimum of 15 hoursand retighten to 15 in-lb.6.7 If the Poppet (21) and Cage (20) weredisassembled from the Seat (18)reassemble with Screws (19) tighteningto secure. Note that the Poppet (21)should be placed such that the conicalside is facing toward the Cage (20) andaway from the Seat (18).6.8 Smooth the outer flange of theDiaphragms (16) out and assure that thehole pattern of the Diaphragms (16)match that of the Housing (44). Place theSeat (18) over the unit and secure withthe Screws (10) (bottom out the screwsonly at this time). Mentally number theScrews (10) clockwise 1, 12, 5, 3, 9, 7, 2,11, 6, 4, 10 and 8. Torque the Screws(10) in that order to 15 in-lb. Repeat thesequence of tightening to 20 and then 23in-lb. Let the assembly set at roomtemperature for a minimum of 15 hoursand retighten to 23 in-lb.SM61499 February. 1, 1994- 5 -SM61499 February. 1, 1994- 6 -6.9Place the Valve (8) into the Flange (4) with the seal of the Valve (8) facing into the Flange (4). Place the Spring (7) over the stem of the Valve (8) and then install the Spider (5) over this group of parts. Position the Spider (5) such that the six mounting holes align with the corresponding holes in the Flange (4).Install the Screws (6) and tighten to 5 in-lb. Place Packing (9) in the groove in the Flange (4) and install the assembly into the unit securing it with the six Screws (2) tightening to 8 in-lb. Reattach the Dust Cap (1) to the hole provided in the Flange (4).7.0 TEST 7.1The following test procedures will be accomplished after overhaul:7.2 Test conditionsTest media shall be Test Fluid in accordance with MIL-C-7024, type II, JP-4 per MIL-J-5624D at 75° + 15° F, Jet A or equivalent.7.3 Functional Test7.3.1 Install unit in a drum that has beenmodified to measure pressure within the drum. Install a pressure gauge capable of measuring 0-10 psi range.7.3.2 Attach an underwing nozzle to the unitand establish a flow rate of at lease 100 gpm into the drum through the valve. Observe the internal pressure of the drum as it fills. The valve must shutoff when the drum pressure is between 4 and 5 psi. 7.3.3Defuel the drum by applying a suction to the nozzle. When the drum is flat, remove the valve.8.0 TROUBLE SHOOTING 8.1 Valve will not close during fueling ofdrum - There are several areas to check: 8.1.1Diaphragm (16) or (33) may be ruptured or leaking severely. Replace Diaphragm (16) or (33).8.1.2 Poppet (41) and/or Seat (36) may beleaking severely. Replace as necessary. 8.1.3 Screws (25) not tight causing a severeleak from the diaphragm chamber. Tighten Screws (25) per paragraph 6.3. 8.1.4 Orifice in Housing (44) may be plugged.Clean out orifice or replace Housing (44). 8.1.5Screws (10) or (11) not tight. Retighten in accordance with paragraph 6.6 and 6.8.8.1.6 O-ring (26) damaged or missing.Replace as needed. 8.1.7 Screws (14) loose. Tighten perparagraph 6.5.8.2Leakage of fuel from drum either through valve or around valve.8.2.1 If leakage is through the small ambientsense port in Housing (44), O-rings (24) is damaged or missing. Replace as needed. 8.2.2 If leakage is from around the outsidediameter of the valve, Packing (43) is damaged or missing. Replace as necessary. 8.3Valve will not allow defuel from the drum.8.3.1 Poppet (27) is missing or damage,replace as needed. 8.3.2 Diaphragm (16) damaged, replace asneeded. 8.4Leakage from Adapter (3). Valve (8) seal is damaged or missing, replace as needed.9.0 ILLUSTRATED PARTS CATALOGTable 1.0 tabulates the parts and sub-assemblies comprising the 61499 Fuel-Defuel Valve. The item numbers of thetable are keyed to the exploded views of the nozzle diagrammed in Figure 1.SM61499February. 1, 1994TABLE 1.0Spares/10UnitsPerNumber Description Assembly Units/PeriodItem PartCap.............................................1 21 41607 Dust2 NAS1189E3P8 Screw..................................................6 -3 61529 Adapter...............................................1 -4 20748-2 Flange.........................................1 -5 20876 Spider.........................................1 -6 LP500-6-5 Screws........................................6 -7 2753 Spring.........................................1 -8 20780 Valve...........................................1 29 201201-153 Packing...............................................1 1010 NAS1352C08LE6 Screw................................................12 -11 NAS1352C06LE6 Screw..................................................8 -12 210026 Ring....................................................1 -13 44688 Diaphragm Assembly.........................1 -14 NAS1352C06LE4 Screw........................................10 -15 210024 Poppet Assembly........................1 316 210023 Diaphragm..................................2 2017 210025 Ring.............................................1 -18 210027 Seat....................................................1 -19 NAS1352C01LE2 Screw..................................................8 -20 210030 Cage...................................................1 -21 210029 Poppet, Defuel....................................1 -22 5133-25-H E-ring..................................................1 323 210021 Tube....................................................1 -24 201201-006 O-ring..................................................2 2025 NAS1189E06P5L Screw..................................................2 -26 201201-014 O-ring..................................................1 1027 210020 Poppet................................................1 -28 210019 Spring.................................................1 -29 44671 Pilot Valve Assembly..........................1 -30 NAS1352C08LE10 Screw..........................................4 -31 210018 Cover...........................................1 -32 210017 Spring..........................................1 -33 210015 Diaphragm ..................................1 1034 210016 Backup........................................1 -35 210014 Spacer.........................................1 -36 210011 Seat.............................................1 -37 MS29513-011 Packing.......................................1 -38 210013 Follower.......................................1 -39 220266 Pin...............................................1 -40 210012 Spring..........................................1 -41 210008 Poppet........................................1 -42 210007 Housing.......................................1 -43 MS29513-250 Packing...............................................1 1044 210022 Housing..............................................1 -Note: 1. The recommended spare parts shown above are the number required to support 10Units for each overhaul period. These quantities do not include replacement spares forintermediate replacement of parts required by abuse or misuse of the equipment. Theactual quantity required will vary from location to location.- 7 -SM61499 February. 1, 1994- 8 -Figure 1Aerospace Group Conveyance Systems Division 9650 Jeronimo RdIrvine, CA 92618Ph (949) 452-9500Fax (949) 452-9992。
油阀座夹具设计说明书
Hefei University课程设计COURSE PROJECT题目:二级斜齿圆柱齿轮减速器的轴系设计系别:机械工程系专业:机械设计制造及自动化学制:四年姓名:吴丹丹学号:0906012006导师:姜海2012年6月24日机械制造技术课程设计说明书设计题目油阀座夹具体设计设计者吴丹丹班级 09机制(2)班学号0906012006指导老师姜海完成日期 2012年6月29日机械制造技术课程设计任务书设计题目:制定油阀座的加工工艺,设计钻孔10.5的专用机床夹具设计要求:中批量生产手动夹紧通用工艺装备设计时间:2012.6设计内容:1、零件图;2、毛坯图;3、编写工艺过程卡片和工序卡片;4、绘制夹具总装图;5、重要零件图;6、说明书2012年06月目录机械设计制造工艺及夹具课程设计指导书 (1)第1章零件分析 (3)1.1 零件的作用 (3)1.2零件的工艺分析 (3)第2章工艺规程设计 (5)2.1毛皮制造形式 (5)2.2 基面的选择 (5)2.3 制定工艺路线 (6)2.4 机械加工余量工序尺寸及毛坯尺寸的确定 (9)2.5 确定切削用量及基本工时 (10)第3章夹具设计 (21)3.1 问题提出 (21)3.2 基准的选择 (21)3.3 切削力及夹紧力的计算 (22)3.4 定位误差的分析 (23)3.5 夹紧元件强度校核 (23)3.6 夹具设计及操作说明 (24)3.7 夹具的优化设计及经济分析 (24)第4章设计心得体会 (25)第5章参考文献 (26)机械制造工艺及夹具课程设计指导书一、课程设计任务书题目:设计油阀座零件的机械加工工艺规程及钻¢10.5mm孔工序的专用机床夹具。
设计要求:熟练使用计算机辅助(软件自选),独立完成(1)毛坯图、零件-毛坯合图各一张(2)关键工序机械加工工艺规程卡片一张(3)指定工序夹具装配图一张(4)夹具部分零件图1~2张(5)设计说明书(6)夹具3D装配效果图一张以上均需输出,以书面交设计资料,保留软盘待查。
油泵阀门使用说明书

Instruction ManualREV 04/13/18Oil Dispense Valve WARNING:Read carefully and understand all INSTRUCTIONS before operating. Failure to follow the safety rules and other basic safety precautions may result in serious personal injury.Save these instructions in a safe place and on hand so that they can be read when required.Keep these instructions to assist in future servicing.INTENDED USEOil preset meter can be used to dispense motor oil. With the pre-selected function, the nozzle automatically closes the valve and stops dispensing.TECHNICAL DETAILS* Tested with DTE-25 motor oil at ambient temperature. Min.-Max. flow range will vary with fluid viscosity.FACTORY SETTINGS• Each meter is preprogrammed and calibrated at the factory. Unless otherwise specified at the time of order, each meter is programmed in quarts for use with motor oil as standard. The meter is shipped in the Manual Mode.• The factory preset cannot be changed; if special requirements are needed, please contact an authorized service center.TOOL USE• DO NOT modify or alter the meter.• DO NOT leave the meter unattended while dispensing.• Check the meter daily. Worn or damaged parts should be repaired or replaced immediately.• DO NOT exceed the maximum working pressure level of the lowest rates system component. • Use only extensions and nozzles that are compatible with this meter.• Use only fluids and solvents that are compatible with the equipment. Notice the warnings for fluids and solvents.• Tighten all fluid connections before operating the meter.• Comply with all local, state, and federal fire, electrical and safety regulations.• Use of the product in a manner other than specified in this manual may result in bodily injury or impaired operation or damage to the meter.Item No.Flow RangeOperating Pressure Range Operating Temperature Accuracy Viscosity5-Digital LCD Display (3/8"H x 3/16"W)Inlet ConnectionPower Source 0.3-9.2 GPM 7-1000 PSI Max. 140°F ±0.5%8-5000 mPasQuart, Pint, Gallon, Liter 1/2"1 Alkaline cell 9V1813351E1E X P L O D E D A N D P A R T S L I S TO P E R A T I O NT R O U B L E S H O O T I N G G U I D EOPERATIONThe Digital Meter requires 1 Alkaline cell 9V batteries to operate (batteries included). For battery replacement, refer to Section D, Battery Replacement elsewhere in this manual.1. Keypad ButtonsPress to enter the quantity to be dispensed.AUTOPress to enter and exit the AUTO Mode.RESETPress in Manual or AUTO Mode to clear the previously programmed batch and to reset the meter.OK/STOPPress to confirm the Valve and to stop the flow through a mechanical override.2. INSTALLATIONA. Pre-installation Procedure 1) Relieve the system pressurea) Turn off the power supply to the pump or close the shutoff valve.b) Dispense any fluid in the system into a waste container by opening the dispense valve.c) Open all bleed-type master air and fluid drain valve in the system.d) Leave the drain valve open until ready to pressurize the system.2) Close the shutoff valve.3) Ground hoses and reels:Grounding reduces the risk of static sparking; ground all system components according to local, state, and federal codes. Consult the user’s manual on the pump and other system components to ground the following:a) Pump: follow manufacturer’s recommendations.b) Air and fluid hoses: use only grounded hoses.c) Air compressor: follow manufacturer’s recommendations.d) Fluid supply container: follow the local code.WARNING: Do not use Teflon tape on pipe joints; it may cause a loss of grounding across the joint.B. Apply meter to hoseClose the drain valve before starting this procedure.1. Attach swivel to meter .Apply thread sealant to themale end of the hose .Roconmmended sealant .T E C H N I C A L D E T A I L SI N T E N D E D U S EF A C T O R Y S E T T I NG S T O O L U S E E X P L O D E D A N D P A R T S L I S TT R O U B L E S H O O T I N G G U I D EE21010.1AUTO RESETOK/STOPApply nozzle to meterAttach the hose2. Insert zhe metal end of the hose into zhe swivel. Tigthen completely with an open ende adjustable wrench.NOTE:The threaded end of the meter always has female threads .the meter end of the hose must have male threads.apply thrad sealant, anaerobic adhesive or equivalents,to the male end .the inlet and outlet swvel connections are 1/2” npt 1/2”bsp, depending on meter model. 1. On the opposlte end ,apply sealant to the end of the nozzle 2. Thread the nozzle onto the meter .screw it in tigtly with an , open ended ,adjustable wrench.3. Open all dispense position shut-offvalves . start the pump to pressurize system.4. Before use ,to ensure accuracy.purge all air from the fluid lines and dispense valve(s).3. OPERATING THE METERWARNINGAfter using the manual anti-drip valve, it is important to discharge the pressure between the chambers (1) and the manual valve (2) of the spout. First, the pump must be switched off. Then, unscrew the tip of the valve (2). During this discharg-ing operation, do not use the trigger (3).E3T E C H N I C A L D E T A I L SI N T E N D E D U S EF A C T O R Y S E T T I NG S T O O L U S EE X P L O D E D A N D P A R T S L I S TO P E R A T I O N T R O U B L E S H O O T I N G G U I DEAttach the hoseTo access the various customizing functions and to select the desired options, two different actions are indicated on the keys.• This symbol indicates that it is necessary to press briefly , and afterwards release it. • This symbol indicates that it is necessary to press and hold on the key for a few seconds.To exit from the customization menu, independent of the activity in progress, press . The settings displayed at that moment immediately become operational.WARNINGThe stored value total is set as a default in the factory and cannot be changed. If you need to change it, please contact an authorized service center.T EC H N I C A LDE T A I L SF A C T O R Y S E T T I NG ST O O L U SEE X PL O D E D A N D P A R T S L I S TO P E R A T I O NT R O U B L ES H O O T I N G G U I D EE4AUTO RESET OK/STOP Pull the trigger to dispense.Release the trigger to stop dispensing.desired amount has been pumped, PressE5T E C H N I C A L D E T A I L SI N T E N D E D U S EF A C T O R Y S E T T I NG S T O O L U S EE X P L O D E D A N D P A R T S L I S TO P E R A T I O NT R O U B L E S H O O T I N G G U I D ETo confirm a PRESET value, press and hold To start dispensing, pull the trigger completely, then release.The trigger thus remains locked in openposition. Now dispensing can continue in AUTO mode.Automatic stopThe flow automatically stops when thepreset value is reached.NOTE: If you want to stop dispensing before the preset value is reached,just press to stop.WARNING In all cases theoperator must attend to the Meter while dispensing in AUTO mode in order to avoid any oil spillage.OK/STOPA BE7TECHNICALDETAILS I N T E N D E D U S E FACTORYSETTINGS T O O L U S EEXPLODEDANDPARTSLIST O P E R A TI O N TROUBLESHOOTINGGUIDET E C H N I C A L D E T A I L SI N T E N D E D U S EF A C T O R Y S E T T I NG S T O O L U S E E X P L O D E D A N D P A R T S L I S T T R O U B L E SH O O TI N G G U I D EE8C-6. Auto Reset SettingThe function described in this paragraph concerns only those who want to obtain the maximum dispensing stop precision in AUTO mode.If a slight excess of the pre-set value (a few hundredths of a quart) does not cause any problem, the following paragraphs can be ignored.The Meter in AUTO mode allows the user to obtain a highly precise stop, thus dispensing exactly the pre-set amount without exceeding the PRESET value.To guarantee this high stop precision, especially when the unit operates at the maximum allowed flow rates, dispensing does not stop when the PRESET value is reached, but instead when the PRESET value reaches a few Unit hundredths.To guarantee the stop precision, this pre-stop value must not be fixed , but is dependent on the flow rate used. To allow the operator to obtain the highest stop precision, the unit is equipped with a Stop Precision factor, called PS factor.The operator can customize the Meter to select a PS factor between ZERO and FOUR.E9T E C H N I C A L D E T A I L SI N T E N D E D U S EF A C T O R Y S E T T I NG S T O O L U S EE X P L O D E D A N D P A R T S L I S TO P E R A T I O N T R O U B L E S H O O T I N G G U I D E Why calibrate?If the METER is used:• With fluids having a viscosity close to the limits of the allowed range (such as low-viscosity antifreeze fluids or high-viscosity oils for gear boxes).• In extreme flow rate conditions (close to the min. and max. value of the allowed range), it may be necessary to carry out an on-site calibration.How to calibrateThe Meter allows the user to carry out a rapid electronic calibration by modifying the Calibration factor (K Factor).At delivery all meters are given the same calibration factor:K Factor = 1.000This calibration factor guarantees the best accuracy in the following operating conditions:Fluid: Motor oil type 10W 30 Temperature: 68°F Flow-rate: 2.6 GPM The calibration can be done either as:• An on-site calibration by dispensing into a calibrated container or During dispensing the Meter displays: Batch Total dispensedBlinking3.21LitCALT E C H N I C A L D E T A I L SI N T E N D E D U S EF A C T O R Y S E T T I NG ST O O L U S EE X P L O D E D A N D P A R T S L I S TT R O U B L E S H O O T I N G G U I D EE10E11TECHNICALDETAILS I N T E N D E D U S E FACTORYSETTINGS T O O L U S EEXPLODEDANDPARTSLIST O P E R A TI O N TROUBLESHOOTINGGUIDED. Battery replacement9V DC battery is applied for power supply. When voltage is below 6.5V, screen of flowmeter will flash and the meter cannot be used any longer, which means battery must be replaced immediately. Batte ry replacement must be processed under dormancy mode after screen disappears for the sake of reliable setting preservation.To replace the batteries:1. To replace the battery, please open the battery cover according to the photo shows.2. Pull out the battery electrode.3. Remove the used batteries.4. Install 1 new 1 Alkaline cell 9V.5. Replace the cover again.The Meter will start automatically as soon as the battery pack is fixed, carrying out a short SELF-TEST:• Complete lighting of LCD• Complete stop of LCD• Display of serial number of electronic board• Normal operation modeThe replacement of the batteries does not cause any data loss. The customization of the Meter, previously set, remains operational.1. If the meter does not operate for more than 30 seconds, it will return to sleep mode.2. Please pause for more than 30 seconds between reusing AUTO mode.T E C H N I C A L D E T A I L SI N T E N D E D U S EF A C T O R Y S E T T I NG S T O O L U S E O P E R A T I O N T R O U B L E SH O O TI N G G U I D E E12EXPLODED AND PARTS LISTE13T E C H N I C A L D E T A I L SI N T E N D E D U S EF A C T O R Y S E T T I NG S T O O L U S EO P E R A T I O N TROUBLE SHOOTING GUIDEIf the meter has anything wrong, please contact an authorized service center.We don’t recommend customers repair the meter themselves.Problem Display is BlinkingMeter does not latch for batchingPossible Causes 1. Meter inactive2. Batteries low or dead3. Program error4. Loose battery connection1. Meter not in AUTO mode2. Meter not reset after priorbatching 3.Low batteriesSolutions1. Press RESET button2. Replace batteries / Press RESET button3. Remove and reinsert battery pack / Press RESET button4. Remove battery pack and check battery connection / Press RESET button1. Press AUTO button and program batch size2. Press RESET button3. Check for battery icon / Replace batteries / Press RESET buttonPart No.12*3*4678*91012141819202122232526*Description Right cover Meter Cover Front Label Main Circuit BoardCross Recessed Pan Tapping Screw Rod Seat Washer Spring Swivel Trigger Mandril Screw ScrewCross Recessed Pan Tapping Screw Battery cover components Battery Cover Cam O-ringQ’ty 1111411111112141112Part No.2728293031*333435363738*39404142444546DescriptionCross Recessed Pan Tapping Screw Washer flat left cover Flexible Spout Filter Screw Meter Holder Body Shaft Magnetic Rod O-ring Suction tube ShaftRubber Protector Screw Screw Spring BatteryQ’ty 221113112211214111*Wearing PartsFor replacement parts and technical questions, please call 1-800-222-5381.128克铜版纸Size: 145x210mm REV 04/13/18 2.09.05.30.361。
油阀座课程设计

油阀座课程设计(最新版)目录一、课程设计简介二、油阀座的定义和分类三、油阀座的设计要素四、油阀座的设计流程五、设计案例分析六、总结正文一、课程设计简介油阀座课程设计是针对油阀座这一机械元件进行深入研究和实践的一项课程,旨在帮助学生了解油阀座的工作原理、设计方法和应用领域,提高学生的实际工程能力。
课程设计将涵盖油阀座的理论知识、设计技巧和实际应用,使学生在完成课程设计后,能够熟练掌握油阀座的相关知识和技能。
二、油阀座的定义和分类油阀座是一种用于控制液压系统中油液流动的元件,通常由阀体、阀芯和弹簧等组成。
根据油阀座的用途和功能,可分为不同类型,如单向阀、双向阀、溢流阀、减压阀等。
每种类型的油阀座都有其特定的设计和应用要求,需要根据实际工况进行选择。
三、油阀座的设计要素在设计油阀座时,需要考虑以下要素:1.阀座材质:根据工作环境和使用要求,选择合适的材质,如碳钢、不锈钢等。
2.阀座尺寸:根据油液流量、压力和管道直径等因素,确定阀座的尺寸。
3.阀芯结构:根据油阀座的功能和要求,选择合适的阀芯结构,如锥形阀芯、球形阀芯等。
4.弹簧选型:根据油阀座的工作压力和性能要求,选择合适的弹簧类型和规格。
四、油阀座的设计流程1.确定设计任务和要求:了解油阀座的应用场景和工作条件,明确设计目标和要求。
2.选择油阀座类型:根据设计任务和要求,选择合适的油阀座类型。
3.进行参数计算和选型:根据油阀座的类型和尺寸,进行相关参数的计算和选型。
4.绘制油阀座图纸:根据设计参数,绘制油阀座的结构图纸和技术要求。
5.校核和优化设计:对设计方案进行校核和优化,确保油阀座性能满足要求。
五、设计案例分析以一款双向油阀座为例,首先根据液压系统的工作压力和流量要求,选择双向油阀座类型。
然后根据油阀座的尺寸和材质要求,进行阀座和阀芯的结构设计。
选用合适的弹簧类型和规格,以保证油阀座的性能。
最后,绘制油阀座的图纸,并进行校核和优化。
六、总结油阀座课程设计是一项涉及油阀座理论知识和实际应用的课程,通过完成课程设计,学生可以掌握油阀座的设计方法和应用技巧。
油阀座课程设计

油阀座课程设计1. 课程背景和目的油阀座是机械设备中常见的一个部件,用于控制液体或气体的流动。
在工业生产中,油阀座的设计和使用非常重要,因为它直接影响到设备的性能和效率。
本课程旨在通过深入研究油阀座的原理、设计和应用,提供学生综合应用机械工程知识的机会,培养他们的设计和创新能力。
2. 课程内容和安排2.1 油阀座基础知识•油阀座的定义和分类•油阀座的组成和结构•油阀座的工作原理2.2 油阀座设计原理•流体力学基础•流量控制原理•压力控制原理•温度控制原理2.3 油阀座的材料选择和加工工艺•材料选择的原则•材料的物理和机械性能•材料的加工工艺和工艺流程2.4 油阀座的应用案例分析•工业设备中的油阀座应用案例•油阀座的设计和优化案例•油阀座故障分析和解决方案2.5 油阀座实验和实践•油阀座性能测试实验•油阀座的装配和调试实践•油阀座故障排查和维修实践3. 课程教学方法和评估方式本课程将采用以下教学方法:•理论授课:讲解油阀座的基本原理和设计方法•实验教学:进行油阀座性能测试实验和实践操作•案例分析:分析油阀座的应用案例和故障案例•课堂讨论:引导学生进行问题思考和解决方案探讨评估方式包括:•平时表现:参与课堂讨论和实验操作的积极性和质量•课程作业:设计油阀座的方案和报告•实验报告:对油阀座性能测试实验的结果和分析•期末考试:综合考察学生对课程内容的掌握和理解程度4. 参考教材和资源•《流体力学与传动控制》•《机械设计手册》•互联网资源:相关论文、案例分析和实验指导5. 课程总结本课程旨在通过深入研究油阀座的原理、设计和应用,培养学生的设计和创新能力。
通过课堂教学、实验实践和案例分析,学生将能够掌握油阀座的基础知识、设计原理和应用技巧,为他们今后从事机械工程相关领域的工作奠定坚实的基础。
期末考试和课程作业将评估学生的学习成果,帮助他们检验自己的理论和实践能力。
通过本课程的学习,学生将能够在工程实践中灵活运用油阀座的设计和应用知识,提高工作效率和质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
绪论机械制造业是制造具有一定形状位置和尺寸的零件和产品,并把它们装备成机械装备的行业。
机械制造业的产品既可以直接供人们使用,也可以为其它行业的生产提供装备,社会上有着各种各样的机械或机械制造业的产品。
我们的生活离不开制造业,因此制造业是国民经济发展的重要行业,是一个国家或地区发展的重要基础及有力支柱。
从某中意义上讲,机械制造水平的高低是衡量一个国家国民经济综合实力和科学技术水平的重要指标。
油阀座的加工工艺规程及其夹具设计是在学完了机械制图、机械制造技术基础、机械设计、机械工程材料等进行课程设计之后的下一个教学环节。
正确地解决一个零件在加工中的定位,夹紧以及工艺路线安排,工艺尺寸确定等问题,并设计出专用夹具,保证零件的加工质量。
本次设计也要培养自己的自学与创新能力。
因此本次设计综合性和实践性强、涉及知识面广。
所以在设计中既要注意基本概念、基本理论,又要注意生产实践的需要,只有将各种理论与生产实践相结合,才能很好的完成本次设计。
由于个人能力所限、实践经验少、资料缺乏,设计尚有许多不足之处,敬请老师们批评指导。
1零件图工艺性分析1.1对被加工零件进行工艺分析通过对该零件图的重新绘制,知原图样的视图正确、完整,尺寸、公差及技术要求齐全。
但 24.5的孔要要求精度高要精镗,没有退刀槽,应该加上。
由零件图可知,该零件结构简单,但技术要求多,对基准的选择要求高,零件选用材料ZG45,该材料具有较高的强度,韧性和塑性,切屑性能良好,结构工艺性好。
阀门制造工艺有如下特点:①阀门毛坯的制造工艺及检验工艺比较复杂。
阀门的铸件毛坯是结构叫复杂的薄壁壳体件。
其铸件要求表面光洁、铸字清晰,特别是要有致密的缺陷。
为了满足上述要求,铸造时应采取一系列工艺措施,如选用高耐火度的造型材料并控制型砂水份、造型时应分层打实以保证砂型硬度,采用合理的浇帽口系统及严格控制浇注速度和温度等。
由于技术要求较高,阀门毛坯的铸造工艺远较一般铸件复杂。
此外,阀门毛坯除检查尺寸,位置精度及外观外,有的还有作金相组织、力学性能、耐腐蚀性能及无损探伤等多种检验,故阀门的检验工艺也较复杂。
②机械加工难度大由于阀门材料的各类繁多,除各种铸铁、碳素钢外,其大部分高强、耐腐蚀和高硬材料的切削性能都很差,很难使零件达到规定的加工精度和表面粗糙度。
而阀门密封面的几何型状精度和表面粗糙度的要求很高,因此更增加了阀门机械加工难度。
同时,阀门材料的切削性能差,又给阀门的加工方法、刀具材料、切削用量、工艺装备等方面带来了很多新的问题。
③阀门零件在机床上安装比较困难阀门主要零件的结构、形状比较复杂,有些零件属壁薄、细长件,刚性差。
在机床上加工时,定位和装夹都比较困难,因此往往需要复杂的专用夹具。
有的阀门零件,定位基面的精度较低,表面粗糙度较高,有时甚至采用非加工表面定位。
而被加工密封面等部位的精度和表面粗糙度要求都很高,故得难保证加工质量。
因此,为满足工艺上的需要,往往须提高定位基面的精度和降低表面粗糙度,或在非加工表面上加工出定位基面,这就增加了阀门制造工艺的复杂性。
1.2主要加工表面及技术要求分析1.22作为基准∅孔,而且孔径小,要钻出,同一道工序加工∅24、∅63、∅3、∅5、∅2。
同时保证∅22与∅3的距离23.5和∅22与∅2的距离22,还有保证内孔和外圆同轴。
2.上孔加工保证同轴,而且保证∅16和右端面的距离22。
上孔的加工基准为右端面。
3.各段孔之间要求相互垂直都是通孔。
图1.1零件图2 确定毛坯2.1 毛坯分析根据零件材料ZG45确定毛坯为铸件,为了保证孔∅22的加工质量和便于加工,将整个工件铸成整体毛坯,分型面通过∅22孔中心线,而且垂直∅16孔的中心线,铸件进行人工时效后,送机加工车间加工,以免工件切开后发生较大的变形。
2.2 铸件尺寸公差由于是中批量生产,毛坯制造选方法采用砂型机器型,由工艺人员手册查得,铸件尺寸公差等级为CT10,选取铸件错箱值为1.0 mm 。
2.3 铸件机械加工余量计算对于批量生产的铸件加工余量由工艺人员手册查得选取MA 为G 级,各表面的总余量见下表1.1,由工艺人员手册查得铸件主要尺寸见表2.2。
表2.1表2.2`零件尺寸总余量毛坯尺寸公差CT加工表面 基本尺寸 加工余量等级加工余量数值 说明上表面 39.6 G 2+0.4 单侧加工 Φ6363H5+1轴降1级双侧加工端面 55 G 3.5+0.5 双侧加工∅16与右端面尺22 2 24 一般公差-c 寸∅63 轴63 4 67 一般公差-c ∅22与上表面尺39.6 2.4 42 一般公差-c 寸55 4 59 一般公差-c左端面与右端面尺寸图2.1零件毛坯合图3 工艺规程设计3.1.定位基准的选择(1)精基准的选择:Φ22为第一个加工孔,已孔为定位基准,故选择其作为加工其它有关表面的统一精基准。
另外右端面也是加工左端面和钻Φ16孔精基准。
(2)粗基准的选择:粗基准应为一些非加工面,为了保证壁厚均匀及Φ22 孔的位置精度,故选Φ30轴面作为粗基准。
3.2.表面加工方法选择对于开螺母下座的主要加工表面是导轨面及孔和端面其加工方法如下:(1)右端面采用粗铣,半精铣。
(2)Φ22孔采用钻孔,粗镗,Φ24孔采用粗镗,半精镗,精镗。
(3)左端面采用粗铣,半精铣,倒角。
(4)上端面及缺口采用粗铣,半精铣。
(5)Φ16 钻IT11粗糙度为12.5铰IT9粗糙度为3.2,Φ16.8精镗孔。
(6)Φ2 钻Φ3钻IT11粗糙度为2.5(7)惚平Φ22攻Rc3/4螺孔3.3.制定工艺路线工艺路线的确定,本着先基准后其它,先孔后面,先主要表面后次要表面,和先粗后精的加工原则。
1.工艺路线方案一10 粗车右端面,半精车右端面。
粗车及半精车外圆Φ6320 粗车,半精车左端面,倒角30 钻Φ22孔,倒角、攻螺纹40 扩孔Φ24.5,粗镗退刀槽,精镗孔Φ24.550 钻Φ3,Φ5,Φ2孔60 粗铣,半精铣上表面70 钻Φ10.5孔,扩Φ16孔80 铣Φ16孔下端面,铣上端面平台90粗镗孔Φ24(退刀槽)半精镗孔Φ16,钻Φ2孔2.工艺路线方案二10 粗车右端面,半精车右端面。
粗车及半精车外圆Φ6320 扩孔Φ24.5,粗镗退刀槽,精镗孔Φ24.530 钻Φ3,Φ5,Φ2孔40 粗车,半精车左端面,倒角50 钻Φ22孔,倒角、攻螺纹60 粗铣,半精铣上表面70 钻Φ10.5孔,扩Φ16孔80 铣Φ16孔下端面,铣上端面平台90粗镗孔Φ24(退刀槽)半精镗孔Φ16,钻Φ2孔述两个工艺方案的特点在于:方案一是先集中加工工序,在各个机床上操作的工序都完成后,再进行下一机床的加工,该方案需要经常更换夹具,不经济。
方案二虽然可以直接做出Φ24.5孔,少一次装夹,但不能保证精度,出于精度考虑。
选择加工方案一。
首先以不加工面Φ32面作粗基准来粗加工右端面及Φ63,这样能保证壁厚均匀及Φ22与Φ6.的同轴度,以右端面为基准一侧限制一个移动自由度。
以底面上一支支撑钉配合心轴限制一个转动自由度,来精加工左端面倒角然后钻Φ22孔及攻螺纹,扩孔粗加工Φ24.5及退刀槽。
然后钻Φ2、Φ3、Φ5孔。
再以一长心轴在Φ22 孔中定位,。
钻孔Φ2、Φ10.5、Φ16退刀槽及精加工Φ16 ,然后铣平台。
3.4.选择加工设备及工艺装备由于是中批量生产,故加工设备以通用机床为主,其生产方式以通用机床专用夹具为主,工件在个机床上的装卸及个机床间的传送均由工人完成。
(1)右端面,考虑到工件的定位加紧方案等问题,选用CA6140车床,端面车刀。
(2)车Φ63、钻Φ22孔,外圆车刀,Φ22麻花钻。
(3)车左端面、倒角、攻螺纹,端面车刀。
(4)铣上端面,升降台式铣床。
(5)钻Φ16孔、Φ16孔、Φ2孔,Φ16麻花钻,用Z518立式钻床,钻模塞规。
(6)惚平Φ16平台,用立式升降台铣床。
宗上制定工艺卡如下:工序号工序工序内容设备工业装备10 粗车,半精车粗车右端面,半精车右端面。
粗车及半精车外圆Φ63CA6140 三爪自定心卡盘20 粗车,半精粗车,半精车左端面,倒角CA6140 三爪自车定心卡盘30 钻孔钻Φ22孔,倒角、攻螺纹CA6140 三爪自定心卡盘40 镗孔扩孔Φ24.5,粗镗退刀槽,精镗孔Φ24.5 CA6140 三爪自定心卡盘50 钻Φ3,Φ5,Φ2孔立式钻床钻模1 60 粗铣,半精铣粗铣,半精铣上表面卧式铣床夹具2 70 钻孔钻Φ10.5孔,扩Φ16孔,立式钻床夹具2钻模80 铣铣Φ16孔下端面,铣上端面平台立式铣床夹具290 镗孔粗镗孔Φ24(退刀槽)半精镗孔Φ16,钻Φ2孔卧式镗床夹具3钻模100 1104确定工序尺寸图4.1 工艺尺寸链确定工序尺寸的一般方法是:由加工表面的最后工序往前推算,最后工序的尺寸按零件图样的要求标注,当无基准转换时,同一表面多次加工的工序尺寸只与工序的加工余量有关,有基准转换时,工序尺寸应用工艺尺寸链计算。
工序40设计基准与工序基准不重合,应该算工艺尺寸链,如图4.1L1=5.05.06.39+- L2=25.025.011+- 由尺寸链公式得:L3=75.025.06.28+-本零件其他表面加工余量,工序尺寸及公差表面粗糙度见表加工表面工序加工余量工序尺寸与公差表面粗糙度粗 半精 粗半精 粗 半精 Φ24.52.51.3Φ23.7Φ24.56.33.2Φ16 5.5 0.4 ΦΦ16 12.5 3.215.6Φ63 12.5Φ63 4.5 1.5 Φ64.55 确定第一道工序切屑用量及工时制定切削用量包括背吃刀量p a 、进给量f 、 和切削速度v 、 确定顺序是先确定p a 、f , 在确定v 。
工序10 切削用量及基本时间的确定5.1.切削用量 本工序为粗车(车端面、外圆)。
已知加工材料为45钢,b σ=670MPa 铸件,机床为CA6140型卧式车床,工件装卡在三爪自定心卡盘上1.确定粗车外圆φ5.05.063+-的切削用量。
所选刀具为YT5硬质合金可转位车刀。
根据表5-112,选刀杆尺寸B ⨯ H= mm mm 2012⨯刀片厚度为4mm 。
根据表5-113,选择车刀几何形状为卷削槽倒棱型前刀面前角o γ=012、 后角0a =6 主偏角γk =90 副偏角 'r k =10 刃倾角s λ=0、 刀尖圆弧半径c γ=0.8mm2.确定背吃刀量p a 粗车双边余量为4.5 mm ,显然 p a 为单边余量p a =2.25mm3.确定进给量f 根据表5-114,在粗车钢料、刀杆尺寸为 mm mm 2012⨯ 、p a ≤3mm 工件直径为100~400mm 时,f =0.6~1.2mm/r 按CA6140车床的进给量,选择f = 0.65mm/r 、确定的进给量上需满足机床进给机构强度的要求,故需进行校验 根据表5-55,车床进给机构容许的进给力max F =3530N根据表5-123,当钢料b σ=570~670MPa 、p a ≤ 3mm 、f ≤ 0.75mm/r 、γk =45、v =45.6m/min 时进给力f F = 760Nf F 的修正系数为o F r k = 1.0 故实际进给力为f F = 889.2N f F ≤max F 所选的进给量f = 0.65mm/r 可用。