PLC维修技术标准
自动化设备维修的规章制度
自动化设备维修的规章制度
《自动化设备维修规章制度》
第一条维修人员资格要求
1.1 维修人员必须通过相关培训考核,获得维修证书,具备相关专业知识和技能。
1.2 维修人员必须经过健康检查且无色盲、夜盲等影响维修的身体情况。
第二条维修设备管理
2.1 维修设备应符合相关安全规范,定期进行维修和保养,确保设备运行良好。
2.2 维修设备管理应建立台账,记录设备的维修历史和维修情况。
第三条安全操作规范
3.1 在维修操作中,维修人员必须遵守安全操作规范,穿戴必要的防护用具,并确保周围无安全隐患。
3.2 维修时必须按规定切断电源、气源或液源,避免发生意外事故。
第四条维修现场管理
4.1 维修现场必须保持整洁,不得乱堆放维修工具和材料。
4.2 维修现场应设置明显的警示标识,标明危险区域和禁止通行区域。
第五条事故处理规定
5.1 发生设备维修事故,维修人员必须立即上报,并采取相应的安全措施进行紧急处理。
5.2 维修人员必须配合调查和事故原因分析,并积极改进维修工作。
第六条违规处理
6.1 维修人员违反维修规章制度的,将给予相应的处罚,并纳入个人维修记录。
6.2 严重违规的维修人员将被取消维修资格。
以上规章制度自颁布之日起生效。
维修人员必须严格遵守,如有违规行为,将受到相应处罚。
设备维修工技术等级标准

设备维修工技术等级标准一、等级设定及基本要求1.1 技术等级设定本标准规定了设备维修工技术等级、文化程度要求、应知、应会。
本标准设定了维修工的技术等级为见习工、初级工、中级工、高级工(技术员)、工程师级,一共5个级别。
1.2 本标准适用于本公司中设备维修工(包括维修钳工和维修电工)。
二、等级维修工的培训和考核2.1 等级维修工的培训分为公司内和公司外培训两种形式。
由维修工提出申请,经部门领导和总经理批准后实施培训。
等级维修工的培训内容为本专业的或相关专业的应知和应会知识,着重是能解决生产中实际问题的能力,以设备维修工自学为主,帮带为辅。
2.2 考核主要以解决生产中实际问题的能力为依据,给与定级、晋升。
三、基本要求技术等级文化程度岗位经历身体条件技术等级岗位系数见习工见习工资中专以上3个月健康初级工 1.0 中专以上大专1年,中专2年健康中级工 1.1 中专以上大专2年,中专3年健康高级工(技术员) 1.2 中专以上大专3年,中专5年健康助理工程师级集团标准大专以上本科4年,大专5年健康备注:文化程度及岗位经历不做定性规定,对于能力较为突出的员工,可以破格晋升;对于学历(大专以上及同等学历)高于相对等级学历的员工,给予岗位系数0.1-0.3的学历补助。
四、等级工应知和应会知识4.1见习维修工4.1.1工作勤奋、刻苦、踏实,办事认真、努力不马虎,积极进取,主动热情;4.1.2遵章守纪,服从领导,有较强的团队协作精神和安全意识。
4.1.3见习维修工在见习期内,因具备经过培训取得上岗的能力,实践水平初步掌握电焊、照明线路检修安装、各种电动气动工具的使用,会使用电气仪表等基本功。
4.1.4对注塑设备及辅机的操作及原理了解。
4.2初级维修工4.2.1 见习期满且具备相关条件。
4.2.1 了解常用机械加工设备、各种电动工具的使用、维护、保养等基本知识。
4.2.3能够看懂注塑设备及辅机的结构图;4.2.4能够熟练的操作设备及电器;4.2.5熟悉公司水电气布置;4.2.6熟悉钳工基本操作知识;4.2.7了解设备初步维修知识和技能,在师傅的指导下能完成机械或电器设备的检修,掌握部分简易维修技能。
plc控制柜的技术标准

plc控制柜的技术标准
PLC控制柜的技术标准主要包括以下几个方面:
1. 外观要求:控制柜的外观应平整、美观,表面处理良好,有防锈防腐处理,标识清晰、规范。
控制柜内元器件排列有序,空间利用合理,布线整齐,标识清晰。
2. 性能要求:控制柜应具有高可靠性、高稳定性、高精度、快速响应等特点,能够适应各种恶劣的工作环境。
同时,控制柜应具有电磁兼容性,能够抵抗电磁干扰,保证控制系统的正常运行。
3. 安全要求:控制柜应符合国家有关安全标准,具有防电击、防雷击、防机械损伤等功能,保证操作人员和使用设备的安全。
同时,控制柜应具有防火、防盗等安全措施。
4. 测试要求:在出厂前需要进行一系列的测试,包括功能测试、性能测试、安全测试等,以保证其性能和质量符合国家标准。
测试过程中,需要对各项指标进行详细记录,并对不合格的项目进行整改。
5. 行业标准:根据应用领域和行业的不同,PLC控制柜需要满足特定的行业规定标准。
例如,在食品行业中,PLC控制柜的设计必须首先保证卫生安全,杜绝任何滋生细菌和有害物质的可能性;在石油化工等行业,PLC控制柜的设计应符合爆炸防范标准。
6. 安全电压标准:PLC控制柜中的电气设备必须符合国家和行业的安全电压标准,以保障工人的生命财产安全。
例如,在控制柜中安装的电源必须符合标准,能够确保在异常情况下的安全操作。
以上是PLC控制柜的主要技术标准,这些标准确保了PLC控制柜的性能、安全性和可靠性。
PLC课程考核、评价标准精选全文

精选全文完整版(可编辑修改)
PLC课程考核标准
PLC控制技术是我校机电工程部机电专业开设的一门专业性、实践性很强的核心专业课程,同时也是中级维修电工证必考课程之一,所以PLC控制技术这门课在我校机电专业中发挥举足轻重的作用,为促进学生掌握PLC控制技术的实践能力和奠定中级维修电工考试基础,特制定此评价标准,提高上课质量,促进教学的有效性。
PLC控制技术考核标准:任课教师:刘卫华、王楠
在这一学年中,不仅在业务能力上,还是在教育教学上都有了一定的提高。
金无足赤,人无完人,在教学工作中难免有缺陷,例如,课堂语言平缓,语言不够生动,理论知识不够,教学经验不足,组织教学能力还有待提高。
在今后的工作中,我将更严格要求自己,努力工作,发扬优点,改正缺点。
44-数控设备维护与维修职业技能等级标准

由主轴驱动单元、主轴伺服电动机、传感等构成的装置称为交流主轴驱动装 置,简称主轴驱动装置。 3.5
伺服单元 A.C. servo unit 在机床数控系统中,直接与作为执行部件的伺服电动机相连并且驱动其运作 的控制部件即为伺服单元。 3.6 交流伺服驱动装置 A.C.servo device 机床数控系统中,以交流伺服电动机作为执行元件、直接被控量为位移、速 度、加速度、力或力矩的反馈控制装置。 3.7 总线 bus 通信干线以及与他连接的所有设备 3.8 桁架式机器人 gantry robot 以笛卡尔直角或斜角坐标系配置的线性运动为主,以多自由度回转运动为辅, 能够自动控制,可重复编程的多用途操作机。 4 对应院校专业 中等职业学校:数控技术应用、模具制造技术、机械制造技术、机械加工技 术、机电技术应用、机电设备安装与维修等专业。 高等职业学院:数控技术、模具设计与制造、机械设计与制造、机械制造与 自动化、机电一体化、电气自动化、数控设备应用与维护、机电设备维修与管理 等专业。
【数控设备维护与维修】(中级):能对数控设备外围线路进行检查与维修; 能对数控装置、交流伺服驱动装置、主轴驱动装置等电气部件进行更换与恢复; 能结合 PLC 梯形图逻辑,对外部设备的故障进行判断与处理;能对数控设备进行 几何精度的检测;能进行试件的切削和检验。
【数控设备维护与维修】(高级):能对数控设备的故障分析,进行核心控制 部件板卡的更换;能对数控系统的参数进行设置与优化;能结合外部设备故障和 改造需求,进行 PLC 梯形图的逻辑分析、修改及开发;能结合数控设备自动化改 造的要求,进行自动化设备的连接、通讯、调试及故障处理;能结合数控设备精
工作准备11技术资料与知识准备111能够根据工作任务准备相关的技术资料112具备数控机床电气装调与维修基础知识113具备数控机床操作与编程基础知识114具备数控机床电气控制基础知识12工具具准备121能够根据机床装配工艺准备各型工具检具及量具122能够正确保养和管理工具检具及量具13设备运行状态检查131能够根据工作任务要求针对数控机床液压润滑冷却等辅助装置进行工作状态的检查132能够根据工作任务要求针对数控机床进给轴主轴的运行状态进行检查133能够根据工作任务要求针对数控机床手动自动dnc等工作运行方式开关状态进行检查维修21数控装置故障诊断与维修211能够通过系统的诊断画面分析诊断出伺服驱动装置的故障212能够借助仪器和维修手段检查判断数控装置是否正常213能够分析并判断数控装置的故障原因并能够进行数控系统的板卡更换22交流伺服驱动装221能够分析故障原因进行伺服单元板卡的排查与更换16置故障诊断与维修222能够借助仪器通过维修检查并判断伺服单元是否正常223能够根据驱动部件机械部件或外部检测部件规格的变化设定及调整伺服参数23主轴驱动装置故障诊断与维修231能够通过系统的诊断画面分析诊断出主轴驱动装置的故障232能够正确更换主轴驱动单元板卡233能够借助仪器通过维修检查并判断主轴驱动单元是否正常234能够检测并判断主轴及主轴电机编码器传感器是否正常并能够进行拆卸和安装235能够根据驱动部件机械部件或外部检测部件规格的变化设定及调整主轴参数24电源单元故障诊断与维修241能够通过数控系统的诊断画面分析判断电源单元故障原因242能够借助仪器通过维修检查并判断电源单元是否正常243能够分析出故障原因并对电源单元的板卡进行更换25plc障诊断与维修251能够通过分析刀架刀库等plc程序进行故障的诊断与维修252能够分析冷却控制润滑控制自动排屑控制自动卡盘控制等辅助功能plc程序进行故17障的诊断与维修253能够根据数控机床的控制要求完善plc的控制逻辑26辅助装置的故障诊断与维261能够针对数控机床液压与气动系统的原理图进行识读与分析262能够对数控机床液压与气动系统的元件进行更换及调整263能够对冷却系统润滑系统的管路进行维修264能够进行机床测头等外部设备的电气连接调试并对故障进行排查和处理27数控设备通讯故障诊断与处理271能够通过以太网设定画面的监控进行以太网通讯故障的判断272能够根据以太网的通讯故障进行
维修人员技术等级分类及晋级标准
维修人员技术等级分类及晋级标准(试行)一、年限、学历与职称:(最高10分)1、具有初中学历1分,高中或技工学历2分。
2、从事本岗位工作满三个月1分。
3、从事本岗位工作每满一年再加2分。
二、操作技能要求:(理论考试与操作考核,最高60分)机修工:1、学员:进入设备维修工岗位,在其他人员的带领和指导下从事设备维修工作。
一般学习期三个月。
三个月后仍达不到一级维修工标准的学习期可以延长两个月。
要求认识常用机工具,如钻床、台虎钳、钢锯、锉刀、手电钻、钣手、卷尺、电焊机、塑料焊枪、气割、气焊等。
2、一级:了解一般设备的工作原理,能够进行简单的设备拆解、清洗、安装;可以进行简单的塑料焊接;能够使用常用机工具,认识并使用常见量具,如游标卡尺。
对管路、阀门、电动机、减速机等零部件进行拆卸和安装。
3、二级:熟练掌握一级维修工的基础知识和操作技能。
基本掌握一般设备的工作原理,能够进行一般设备的安装调试,故障检查判定;可以进行一般性的塑料焊接、气割气焊、电焊修补;比较熟练使用各种常用机工具,能够使用一般量具,游标卡尺、水平仪等;独立完成对减速机、导电棒、导向轮等零部件安装和调试等。
4、三级:熟练掌握二级维修工的基础知识和操作技能。
掌握一般设备的工作原理,能够进行一般设备的安装调试及故障排除;能看懂简单的机械识图,可以进行比较复杂的塑料焊接、气割气焊、电焊修补;可以完成简单铜焊修补,熟练使用各种仪器量具,游标卡尺、千分尺和水平仪等,独立完成立镀生产线和真空设备的故障排除和调试。
5、四级:熟练掌握三级维修工的基础知识和操作技能。
比较熟练掌握公司各种设备的工作原理,能够独立进行各种设备的安装调试、疑难问题的检查判定及故障分析排除;可以进行复杂的塑料焊接、气割气焊、电焊修补。
能看懂一般机械识图,可根据机械识图进行简单机工具的制作、加工修补;铜焊操作技术娴熟,会使用氩弧焊,熟练使用各种仪器量具,独立完成公司真空设备、立镀生产线、热处理线和包装设备的安装、调试。
plc程序标准化编程原理与方法

plc程序标准化编程原理与方法PLC programming standardization is essential to ensure consistency, reliability, and efficiency in industrial automation. Standardization simplifies the programming process, making it easier for multiple engineers to work on a project and ensuring that the code is easily maintainable and transferable. By following established programming guidelines and best practices, engineers can avoid errors, save time, and improve the overall performance of the control system.PLC程序标准化对于确保工业自动化的一致性、可靠性和效率至关重要。
标准化简化了编程过程,使多个工程师可以更轻松地共同参与项目,确保代码易于维护和传递。
通过遵循已建立的编程准则和最佳实践,工程师可以避免错误,节省时间,并改善控制系统的整体性能。
One of the key principles of PLC programming standardization is the use of structured programming techniques. Structured programming involves breaking down the program into smaller, more manageable modules, which makes it easier to understand, test, and debug. By organizing the code in a logical and consistent manner, engineerscan enhance readability and maintainability, ultimately leading to a more efficient and robust control system.PLC程序标准化的一个关键原则是使用结构化编程技术。
“PLC应用技术”课程标准
“PLC应用技术”课程标准一、课程概述1.课程定位本课程是三年制高职机电专业、数控专业、电气自动化专业、电子信息工程专业的一门重要专业课程,其学习要以《电机与控制》为基础,目标是培养学生掌握可编程控制器技术的基本知识和基本技能,能对简单的可编程控制系统进行程序设计、运行、调试与维护,满足生产现场可编程控制系统应用的需要。
通过《PLC应用技术》课程,培养学生的实际动手能力和分析与解决工程实际问题的能力,进一步培养学生理论联系实际的工作作风,加深理解和巩固可编程序控制器和变频器方面的基础知识,为实际应用可编程序控制器和变频器打下良好的基础。
通过工学结合模式的《PLC应用技术》课程的学习、训练,学生能够获得初步的工程实践能力。
《PLC应用技术》的前置课程有《电机与电力拖动基础》、《电工与电子技术》、《电气控制与运行》等。
同行课程为《液压与气压系统安调与维修》、《单片机技术应用》、《传感器与检测技术》,后继课程为《变频器的安装与调试》、《数控编程与加工》、《农机设备装配与维修》、专业综合实训、毕业设计、顶岗实习等。
它是一门应用性、实践性、逻辑性很强的课程。
2.设计思路本课程标准以相关专业学生的就业为导向,根据行业专家对有关专业所涵盖的岗位群进行的任务和职业能力分析,以电气自动化控制为主线,以本专业应共同具备的岗位职业能力为依据,遵循学生认知规律,按照由浅入深,从简单到复杂的原则,整合、序化教学项目,实现能力递进。
教学项目按设备运行控制的方案设计——器件选择——系统装配——系统调试工作过程合理组织教学内容。
确定本课程的工作模块和课程内容。
为了充分体现任务引领、实践导向课程思想,将本课程的教学活动分解设计成若干项目或工作情景,以项目为单位组织教学,以典型设备为载体,引出相关专业理论知识,使学生在实训过程中加深对专业知识、技能的理解和应用,培养学生的综合职业能力,满足学生职业生涯发展的需要。
课程教学以项目为载体,依照真实工作过程,将基本指令应用顺控指令应用功能指令应用融合到项目教学过程中,学做一体,将知识和技能培养融入工作过程中,实现课程教学目标。
plc控制柜维护检修规程

PLC控制柜维护检修规程一、概述PLC控制柜作为工业自动化系统中的核心部件,其运行稳定性和可靠性对整个工业生产过程具有重大影响。
为确保PLC控制柜的正常运行,定期的维护检修是必不可少的。
本规程旨在为PLC控制柜的维护检修工作提供一套标准化、规范化的操作流程。
二、维护检修周期根据PLC控制柜的重要性和运行环境,维护检修周期可分为日常检查、定期维护和故障处理三个层次。
1.日常检查:每天进行一次,主要检查PLC控制柜的外观、元器件状态、接线情况等,及时发现异常并处理。
2.定期维护:每季度进行一次,包括全面的外观检查、内部清扫、电源和接地检测等。
3.故障处理:根据实际运行情况,一旦发现故障立即进行处理,涉及专业维修或联系厂家技术支持。
三、维护检修项目及操作流程日常检查项目及操作流程●外观检查:观察PLC控制柜是否有刮痕、凹陷等损伤,以及是否有异常的液体渗漏等。
●元器件状态检查:检查各元器件是否有过热、变色等现象,触点是否接触良好。
●接线检查:确认所有接线紧固,无松动或脱落现象。
●电源和接地检查:检查电源电压是否稳定,接地电阻是否在规定范围内。
定期维护项目及操作流程●外观清扫:使用适当的清洁剂清除柜体表面的污垢和尘土。
●内部清扫:拆下PLC控制柜的盖板,清理内部的灰尘和杂物。
●元器件检测:使用万用表等工具检测关键元器件的阻值和电压值,判断是否正常。
●电源和接地检测:使用专用仪器测量电源的纹波系数和接地电阻值。
故障处理项目及操作流程●故障诊断:根据故障现象分析可能的原因,通过仪表检测进一步定位故障部位。
●元件更换:对损坏的元件进行更换,注意元件的型号和规格应与原元件相符。
●软件修复或重新安装:对软件故障进行修复或重新安装相关软件。
●联系专业人员:对于复杂或难以处理的故障,应及时联系专业维修人员或厂家技术支持进行处理。
四、安全注意事项1.断开电源:在进行任何维护检修操作之前,必须先断开PLC控制柜的主电源,以避免意外触电或损坏设备。
高级维修电工PLC及评分表

高级维修电工操作技能考核评分标准、评分表一PLC控制技术交通信号灯定额工时180分钟1213,继而4、横向灯和纵向灯相应的逻辑关系必须严格同步,不许混乱;5、SB2为夜间控制按钮,使夜间横向与纵向的黄灯持续闪烁;暗、亮各秒;夜间横向和纵向的红、绿灯均处在熄灭状态;6、SB1和SB2分别是白天、夜间工作的起动按钮,同时又具备转换控制功能,能灵活地控制白天或夜间两种工作方式;7、增加交通管制功能,按下SB3为横向绿灯和纵向红灯同时持续亮;按下SB4为横向红灯和纵向绿灯同时持续亮;交通信号灯评分细则一、逻辑功能,配分50分1、横向灯与纵向灯二者之间,仅有其一逻辑控制正常的,扣20分;2、横向与纵向之间不同步,或有时间误差积累的,扣15分;3、绿灯由亮变为闪烁时,若先亮后暗的,或闪烁次数不正确的,扣5分;4、从夜间工作状态两黄灯闪烁,转换到白天工作状态时;若按SB1后不立即进入循环的初始状态横向绿灯亮,纵向红灯亮,而是需经过一段时间逻辑状态混乱后,再进入正常状态者,扣10~20分;5、按SB2能正常地由白天工作状态转为夜间工作状态;而按SB1后,不能正常地立即从夜间工作状态转换为白天工作状态的,扣10分;6、其它逻辑功能欠缺的每处扣5~10分;二、梯形图、指令语句工艺,配分15分;在系统功能正常的前提下,若卷面上的梯形图、PC主机I/O分配图、指令语句不严密,不科学而影响系统功能的完善者,每处扣3~5分;但在逻辑功能评分中不再重复扣分;三、其它项目评分参照表格中的评分标准;四、工艺以操作要求1、用梯形图——指令语句表法实现交通信号灯的控制功能;2、梯形图规范;指令语句正确;画出PC主机的I/O接线图;3、SB1、SB2分别作为白天、夜间工作的起动按钮,以及状态转换控制;4、横向与纵向的绿、黄、红三色灯,用15W /220V小型彩色灯带灯座来模拟;或用白炽灯~泡涂上颜料;5、实物上的编号要求与图纸上的编号一一对应;手动与自动顺开、逆停控制定额工时180分钟顺开、逆停控制电路示意图一、逻辑功能要求1、自动顺序开机:按下SB1,电动机M1立即起动,2秒后电动机M2自行起动,3秒后电动机M3自行起动,其整个工作过程自动完成;2、自动逆序停机:按下SB2,电动机M3立刻停止,4秒后电动机M2停止,5秒后电动机M1停止,其整个工作过程自动完成;3、手动顺序开机:按下SB3,电动机M1起动;按下SB4,电动机M2起动;按下SB5,电机M3起动;若不依次顺序,控制电路则不能起动;4、手动逆序停机:按下SB6,电机M3停止;按下SB7,电机M2停止;按下SB8,电机M1停止;若不依此逆序,控制电路则不能停机;5、按自动顺序开机SB1后,所有手动操作按钮无效;6、按手动顺序开机SB3后,所有自动操作按钮无效;7、当手动顺序开机过程中,电动机M1~M3尚未全部开机时,要求逆序停机操作也可以,从最后已起动的电动机停车按钮开始,而不必一一按SB6、SB7、SB8的逆停全过程操作;手动与自动顺开、逆停控制评分细则一、逻辑功能配分50分1、手动逆序停机功能不可靠的,扣10~15分;手动顺序开机功能不可靠的,扣15~20分;2、当手动顺序开机过程中,电动机M1~M3尚未全部启动时;逆序停机操作若必须按SB6、SB7、SB8才有效,而不能直接从最后起动的电动机停车开始的,扣5~10分;3、自动顺序开机与自动逆序停机功能不可靠的,每处扣10分;4、手动控制后,若按自动控制按钮会造成功能混乱的;或自动控制时,若按手动控制按钮会造成功能混乱的;每处扣10~15分;5、系统在工作时,不应该计时的定时器却工作在计时状态,不论对逻辑功能是否产生影响,每处扣5~10分;6、其它逻辑功能错误、欠缺、不完善的,每处扣5~10分;二、梯形图、指令语句工艺配分15分1、在系统功能正常的前提下,卷面上若梯形图,PC主机I/O接线图,主电路图出现不规范、缺漏或指令语句多余等,每处扣2分;2、若在整机逻辑功能审验评分时,忽漏了,或未察觉一些微小的功能,而在审卷时发现某些指令不严密、有缺漏或欠合理,并影响系统功能的完善性,每处扣3~5分;但在逻辑功能评分中不再重复扣分;三、其它项目评分参照表格中的评分标准;四、工艺操作要求1、画出规范的梯形图,PC主机的I/O接线图,写出指令语句表;2、画出规范的主电路图;3、输入与输出分别用两条接线端子板,然后与PC主机连接;4、交流接触器为感性元件,为保护PC主机内的输出继电器,必须加装RC缓冲吸收装置;5、实物与图纸的编号必须统一,一一对应;具有中断、关机记忆功能的旋转式机械手定额工时180分钟一、1、开机时2、3、;4、5、,传送带B 停止;机械手SQ4 光电开6、当夹紧度适当时,SQ5闭合,夹紧动作停止;并开始上升;7、升至上限碰压SQ1,SQ1闭时,上升动作停止;并开始右旋;8、右旋至右限碰压SQ6,SQ6闭时,右旋动作停止;并开始下降;9、降至下限碰压SQ3,SQ3闭时,下降动作停止;并开始放松夹紧物;10、经延时Δt=3秒时,放下物料的动作结束;一次循环动作的工步完毕;11、工作方式选择开关SA为连续/单循环控制;所谓“连续循环”,即一次循环工步完毕后,随即或延时秒后自动进入下一次循环;所谓“单循环”,即一次循环工步完毕后,机械手就停在初始位置;若想机械手再一次开始工作,必须再次按SB0起动按钮;12、生产现场偶尔会出现突然断电或需立即中断机械手工作的特殊情况;然后再次开机起动时,要求机械手必须具备记忆判别功能,从中断时尚未完成的工步开始,接而执行以后的各步序动作;13、当机械手已开始放松被夹紧的物料,但又不是3秒,放松工步尚未结束期间,若按SB8中断按钮,则放松工步仍可继续执行,直至放物工步结束,机械手停止;14、在上述放物工步正在进行过程中,若突然断电,当然整个系统立即停止工作;而再次开机起动时,机械手也能自动继续执行放松夹紧物,直至一次循环工步结束;15、除传送带A在持续运转外,系统的其它诸多工步中,任何时刻只允许有一个工步动作;16、若不按工步的次序,误操作令其它的SB与SQ动作,均不会引起工步的转移,不会出现工步次序的混乱;17、当传送带A未启动时,除放松工步外,其它所有工步均不应动作;二、工艺与操作要求1、“连续/单”循环控制的选择开关SA和下限位置开关SQ3采用双轮非自动复位的行程开关或其它普通的拨动开关来模拟;“中断”控制SB8可用普通按钮,也可用自锁按钮,也可用开关;2、SB0、SB8、SQ1、SQ2、SQ4、SQ5、SQ6均用按钮的动合触头来模拟;3、传送带A、B及各工步动作,均由15W/220V白炽灯来模拟;4、输入与输出信号分别用两条接线端子板,然后再与PLC主机的I/O接口连接;5、所有模拟输入信号的按钮,开关和模拟输出的指示灯均应排列有序,并应分别醒目的标明符号、功能、名称;实物上的标号应与图纸上的标号必须统一、对应;6、各种指令开关的编号符号不许变动;7、卷面上梯形图必须规范;指令语句可以不写,但必须在梯形图左母线上,对应各逻辑行阶梯线的始端标出指令语句的序号;8、卷面上除梯形图之外,应相应地画出PLC主机的接线图,或功能流程图,或步序状态、PC数据、现场信号、各软继电器对照表等;9、要求用SFT或村务SFTLP移位指令来实现逻辑功能;10、空载调试成功后,方可带负载整机调试;具有中断、关机记忆功能的旋转式机械手评分细则一、逻辑功能配分50分1、“连续/单”循环控制功能中,若仅实现一种方式的扣20分;2、开机起动时,若系统不具备判断机械手是否停在初始位功能的,扣25~30分;3、系统在工作时,由于误操作或其它任何原因,若出现两个工步或两个以上同时动作的,传送带A运转除外扣30分;4、多次按下SBO起动按钮时,若能使工步连续转移的,扣15分;5、不论机械手在工作中或是否停在初始位,转换开关SA扳动时,若发生工步转移的,扣10分;6、系统无中断记忆功能的,或无断电关机记忆功能的,分别扣20分;7、当机械手正处在“放松”工步时,若中断或断电关机后,逻辑功能不正常的,扣5~10分;8、错误碰触到SQ3时,若使工步发生转换的扣5~10分;9、其它逻辑功能错误、欠缺的,每处5~10分;二、工艺操作要求配分15分1、在系统功能正常的前提下,卷面上梯形图、功能流程图;PLC主机的I / O接线图;步序状态、PC数据、现场信号、各软继电器对照表等,若不规范、缺漏等,每处扣2分;2、若在整机功能逻辑审验评分时,忽漏了,或未察觉一些微小的功能,而在审卷时发现某些指令不严密,不科学而影响功能完善的,每处扣3~5分;但在逻辑功能评分中不再重复扣分;三、其它项目评分参照表格中的评分标准;。
《PLC技术》课程标准

《PLC技术》课程标准一、概述(一)课程性质《PLC技术》是自动控制专业和机电专业的一门专业必修课程。
(二)课程基本理念本课程采用理论实践一体化教学模式,总课时90学时,理论课时37时,实践课时53时。
要求学生熟练掌握PLC的基本原理和功能,能根据控制要求进行PLC控制程序的设计,了解并掌握自动化生产线的基本工作原理、特点及应用,了解传感器技术、气动与液压技术、变频控制技术、步进驱动技术等专业技术在自动线中的应用,并能利用PLC实现自动线的运动控制。
(三)课程设计思路《PLC技术》课程是以就业为导向,以能力为本位、以职业实践为主线、以项目教学为主体的原则进行设计。
本课程共13专业教学项目,其中必修项目12个,提高项目2个可根据不同专业、不同机型、不同学生在扩展项目中选取。
项目内容来自现工业现场应用,结合新技术、新方法,体现当前流行的专业技术。
教学过程中将学生应知应会的理论知识融入到具体项目中,以项目为载体,让学生看到成果,提升学生的学习趣,帮助学生掌握提高理论知识、动手技能,拓宽知识面。
二、课程目标通过对该课程的学习达到以下目的:1、掌握PLC的基本结构、工作原理及主要参数,了解PLC的应用范围与应用环境。
2、理解PLC的相关的硬件知识,具有独立连接PLC应用系统外围硬件电路的能力。
3、熟练掌握PLC的常用基本指令和常用高级指令的功能和使用方法。
4、能够根据控制要求进行梯形图控制程序的设计和调试,能解决中等复杂程度的实际控制问题。
5、能够根据控制要求编制顺序功能图,并根据顺序功能图进行控制程序设计。
6、掌握变频器各常用参数的含义和设定方法。
7、了解旋转编码器在自动线中的作用和使用方法。
8、基本掌握PLC PC-LINK网络的设置和控制程序设计方法9、了解步进电机的工作方式和控制方法。
10、具备一定的PLC控制程序故障分析和排除能力。
11、了解各类传感器在自动线中的作用和使用方法。
三、课程教学内容与要求(一)必修项目项目一:三相异步电动机启停控制教学内容:●可编程控制器的概述●可编程控制器的操作介绍●编程软件的使用●本项目相关指令●用PLC实现三相异步电动机启停控制教学要求:1、可编程控制器的功能、特点、应用范围与分类2、掌握PLC控制系统的基本组成、基本工作原理3、了解松下PLC FP SIGMA的技术性能指标4、能够进行PLC外部硬件电路的连接6、初步掌握松下PLC编程软件的基本操作7、能够进行简单程序的输入、编辑、编译、下载调试等操作8、能进行电机启停控制程序的编写、下载并观察程序运行结果项目二:抢答器控制教学内容:●内部继电器●抢答器控制原理及要求分析●抢答器控制程序的设计与调试教学要求:1、学会使用内部继电器2、进一步掌握自锁回路和互锁的功能3、掌握抢答器控制系统应用原理4、逐步能独立进行简单控制程序的设计和调试5、能进行抢答器控制程序的设计和调试项目三:三相异步电动机正反转控制教学内容:●常用PLC编程元件●PLC输入输出电路●控制要求的分析和分解●定时器的功能和应用●用PLC进行三相异步电动机正反转控制程序设计教学要求:1、掌握常用的PLC继电器和PLC的内部寄存器、I/O分配方法2、了解PLC输入输出接口电路类型和特点,能够独立连接PLC外部电路3、了解控制要求的分析和分解方法4、掌握定时器的功能和使用方法5、能独立进行正反转控制程序的设计和调试项目四:交通信号灯控制教学内容:●定时器的应用●时间控制程序的设计方法●用PLC进行交通灯控制教学要求:1、进一步理解定时器的使用方法2、能利用定时器进行交通灯控制程序的设计3、能对交通灯控制程序进行简单调试项目五:TVT2000G自动线认识教学内容:●TVT2000G自动线的基本结构和主要构成元素●自动线的控制方式●自动线各部件与PLC的电气接线●传感器在自动线中的应用●变频器、旋转编码器在自动线中的作用●气动技术在自动线中的应用●步进驱动在自动线中的应用教学要求:1、了解自动线的基本结构、构成、控制原理及控制方式2、能够根据地址表进行自动线各部件与PLC的电气接线3、了解各种传感器、变频器、旋转编码器等装置在自动线中的作用和应用方式4、了解气动与液压技术在自动线中的应用5、了解步进驱动在自动线中的应用6、基本掌握TVT2000G机电一体化教学装置的工作过程和工作方式项目六:自动送料控制教学内容:●自动送料机构的组成结构、工作过程和控制要求●自动送料机构控制程序的设计思想●KEEP、定时器指令的功能和使用方法●自动送料机构控制程序的设计和调试教学要求:1、明确自动送料机构的组成结构、工作过程和控制要求2、基本掌握自动送料机构控制程序的设计思想3、掌握KEEP指令的功能和使用方法4、能够根据设计思想进行自动送料机构控制程序设计和调试。
plc电气工程师考核标准

plc电气工程师考核标准
PLC电气工程师的考核标准主要包括以下几个方面:
1. 技术能力:PLC编程工程师的技术能力是考核的重要指标之一。
这包括对PLC编程语言的熟练掌握、对PLC硬件的了解、对自动化控制系统的理解等。
在考核中,可以通过编程实操、技术面试、技术测试等方式来评估工程师的技术能力。
工程师需要展示出对PLC编程的熟练度,能够根据实际需求进行编程设计,并能够解决在编程过程中遇到的问题。
工程师还需要具备不断学习和更新技术的能力,因为PLC 编程技术在不断发展,新的技术和工具不断涌现。
工程师需要保持对新技术的敏感性,并能够快速学习和应用新技术。
2. 职业素养:符合维修电工操作规范,操作中必须严格执行操作规程。
符合企业维修电工的基本要求,体现良好的工作习惯,能严格按照规范操作。
操作时必须穿戴防静电防护用品。
工具仪表要求摆放规范整齐,仪表完好无损。
符合企业基本的6S(整理、整顿、清扫、清洁、素养、安全)管理要求,具备严肃认真、规范高效的工作态度和良好的职业道德与职业价值观。
《PLC电气控制技术实训》课程标准
《PLC电气控制技术实训》课程标准学时:72学分:4适用专业及学制:三年制、智能设备运行与维护、机电技术应用(机器人方向)、全日制审定:机电技术教学部一、制定依据本课程是机电类专业核心课程。
本标准依据《中职国家专业教学标准》而制定。
二、课程性质及定位本课程是机电专业的一门专业主干核心课程,适用于机械制造与自动化、机电一体化等专业,属于B类课程。
本课程定位于电气控制线路的工作原理与PLC编程两大方面的内容,培养学生的分析和设计电气控制线路的能力,是一门既有系统理论又有实践性的专业课程。
三、课程教学目标通过本课程的学习,学生应能掌握PLC的基本工作原理和电气控制的基础知识。
为此,必须完成继电——接触器控制电路的基本知识和常用控制电路的教学任务,培养学生熟练地掌握继电——接触器系统基本控制电路,并能设计、安装、调试各种简单的电气控制电路的能力。
(1)职业能力培养目标①掌握常用电气控制线路的安装及故障检修;②掌握PLC的工程应用、维护和使用以及PLC在电气控制线路的应用及电气系统分析与维护。
(2)知识目标①熟练应用基本指令和步进指令是PLC编程的基础;②功能指令:现代工业控制的许多场合需要数据处理,因而PLC制造商逐步在PLC中引入功能指令,用于数据的传送、运算、变换及程序控制等功能。
③掌握PLC控制系统设计的基本方法。
(3)素质目标①树立工具、设备使用的安全意识;②形成具备良好的成本节约意识;③具有良好的思想道德修养和职业道德素养;④具有热爱科学、积极创新的精神;⑤具有敬业爱岗和良好的团队合作精神。
四、课程教学单元内容、基本要求及学时安排五、课程设计思路1.本课程标准是根据机电设备安装与维修专业学生主要工作岗位的工作任务分析,按照“德能并举、工学交融”的教学要求,结合教学实际,将电气控制与PLC分为基本电气控制系统、PLC的硬件组成与工作原理、指令系统、程序设计与应用等四个模块,最终使学生具备一定的电气故障诊断与排除技能和PLC的编程能力。
自动化设备维修规范

自动化设备维修规范
引言
自动化设备在现代生产中起着至关重要的作用。
然而,由于其结构复杂,一旦发生故障,维修起来也相对困难。
因此,建立一套科学的自动化设备维修规范,并严格执行,能够有效地提高设备的运行效率和生产线的生产力。
设备维修前的准备工作
1. 确认故障现象和位置:一旦设备出现故障,操作人员应该及时通知维修人员,并描述故障现象和位置。
2. 停电和断气源:在进行设备维修时,为了确保安全,应该切断电源和气源。
设备维修过程
1. 确认故障原因:维修人员应该通过检查设备进行诊断,找出故障原因。
2. 维修方案确定:根据故障原因,制定出详细的维修方案,包括所需材料、工具和人员数量。
3. 维修过程记录:在维修过程中,应该详细记录每个步骤和所
用时间,以便未来进行类似维修时可以更加高效。
4. 维修结束确认:在维修完成后,应该检查设备是否能够正常
运转。
设备维修后的工作
1. 清理维修工具和材料:维修人员应该清理现场和维修工具,
确保场地干净整洁。
2. 设备性能测试:为确保设备可以正常运转,在维修后应该进
行性能测试。
3. 维修报告撰写:应根据维修记录,生成详细的维修报告。
结论
严格遵守自动化设备维修规范,不仅能够提高设备的运行效率,还可以降低事故发生的风险。
因此,企业应高度重视设备维修规范
的制定和执行,并不断优化规范,提高其科学性和实效性。
PLC的标准和规范
PLC的标准和规范自工业自动化技术的发展以来,一种叫做PLC的设备逐渐引起了人们的关注。
PLC(可编程逻辑控制器)是一种用于自动化控制的电子计算机,用于实现控制的逻辑功能和运算处理。
它已经成为连接现代工业自动化领域的重要组成部分。
然而,与各种软硬件和管理方面的问题相比,在满足规范和标准方面,PLC引起了广泛的关注。
在这篇文章中,将探讨PLC所应遵守的标准和规范,并阐述为什么这些标准和规范非常重要。
PLC标准PLC要遵守的许多国际标准主要由IEC(国际电工委员会)颁布,如IEC 61131,IEC 61499,IEC 61508和IEC 61850.IEC 61131IEC 61131是一种标准,其中定义了一个规范的目录结构,以及一个通用的编程语言,在不同的PLC产品中具有可移植性。
此标准分为5个部分:Part 1:定义了PLC的通用指南和基本概念Part 2:Defines the structure of programming languages and their syntaxPart 3:Defines the Hardware requirements of a PLC systemPart 4:Defines application guidelinesPart 5:Defines a communication standard for Programmable ControllersIEC 61499IEC 61499是面向工厂的智能控制系统和分布式控制系统的标准。
它强调了分布式控制系统的组成和运行方式,因此要求控制设备必须能够接受和发送数据。
通过使用此标准,我们可以使用相对简单和便宜的硬件实现相对复杂的功能。
IEC 61508IEC 61508是一种安全系统的标准,是工业自动化领域中最有影响力的标准之一。
本标准定义了如何通过安全系统减少设备故障带来的影响。
它要求PLC必须在行业标准之上进行测试和验证,以确保其符合等级和安全要求。
plc检修规程
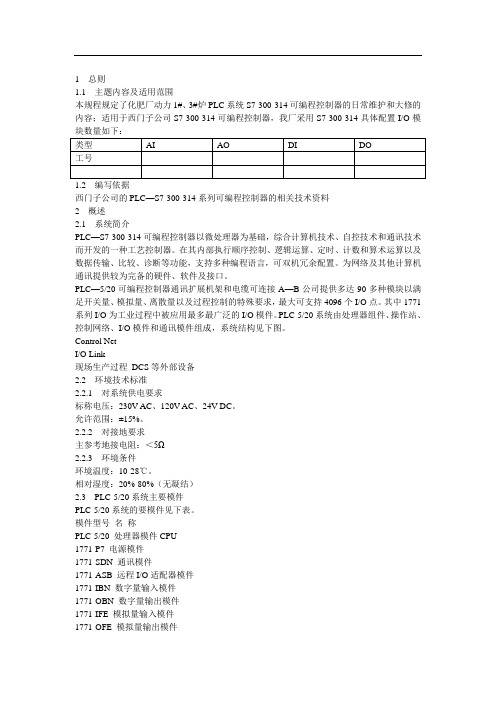
1总则1.1主题内容及适用范围本规程规定了化肥厂动力1#、3#炉PLC系统S7-300-314可编程控制器的日常维护和大修的内容;适用于西门子公司S7-300-314可编程控制器,我厂采用S7-300-314具体配置I/O模块数量如下:1.2编写依据西门子公司的PLC—S7-300-314系列可编程控制器的相关技术资料2概述2.1系统简介PLC—S7-300-314可编程控制器以微处理器为基础,综合计算机技术、自控技术和通讯技术而开发的一种工艺控制器。
在其内部执行顺序控制、逻辑运算、定时、计数和算术运算以及数据传输、比较、诊断等功能,支持多种编程语言,可双机冗余配置。
为网络及其他计算机通讯提供较为完备的硬件、软件及接口。
PLC—5/20可编程控制器通讯扩展机架和电缆可连接A—B公司提供多达90多种模块以满足开关量、模拟量、离散量以及过程控制的特殊要求,最大可支持4096个I/O点。
其中1771系列I/O为工业过程中被应用最多最广泛的I/O模件。
PLC-5/20系统由处理器组件、操作站、控制网络、I/O模件和通讯模件组成,系统结构见下图。
Control NetI/O Link现场生产过程DCS等外部设备2.2环境技术标准2.2.1对系统供电要求标称电压:230V AC、120V AC、24V DC。
允许范围:±15%。
2.2.2对接地要求主参考地接电阻:<5Ω2.2.3环境条件环境温度:10-28℃。
相对湿度:20%-80%(无凝结)2.3PLC-5/20系统主要模件PLC-5/20系统的要模件见下表。
模件型号名称PLC-5/20 处理器模件CPU1771-P7 电源模件1771-SDN 通讯模件1771-ASB 远程I/O适配器模件1771-IBN 数字量输入模件1771-OBN 数字量输出模件1771-IFE 模拟量输入模件1771-OFE 模拟量输出模件1771-PD PID模件2.4操作员接口及编程系统2.4.1操作员接口开放型人-机接口的设备,采用RSView32运行Wndows环境下,它读取PLC-5/20的数据并以彩色动态图形的方式显示工艺流程图、工艺参数输入输出值、报警、趋势等。
plc国标标准

plc国标标准PLC国标标准PLC(Programmable Logic Controller,可编程逻辑控制器)是一种用于工业自动化控制的电子设备。
它通过编程来控制和监测生产过程中的各种设备和机器,以实现自动化生产。
为了确保PLC的质量和性能,国际上制定了一系列的PLC国标标准。
首先,PLC国标标准规定了PLC的基本要求和性能指标。
这些要求包括输入输出点数、通信接口、运行速度、存储容量等。
通过这些指标,用户可以根据自己的需求选择适合的PLC设备。
其次,PLC国标标准规定了PLC的编程语言和编程方法。
常见的编程语言包括梯形图、指令表、结构化文本等。
这些编程语言可以根据不同的应用场景选择使用,以实现更高效、更灵活的控制。
此外,PLC国标标准还规定了PLC设备的安全性要求。
由于PLC在工业生产中扮演着重要角色,因此其安全性至关重要。
国际上对于PLC设备进行了严格的安全测试和认证,并规定了相关安全措施和防护装置的要求,以确保PLC设备在工作过程中不会对人员和设备造成伤害。
最后,PLC国标标准还规定了PLC设备的维护和维修要求。
由于PLC设备通常长时间运行,因此其维护和维修非常重要。
国际上制定了一系列的维护和维修标准,包括定期检查、故障排除、备件更换等,以确保PLC设备的正常运行。
总之,PLC国标标准对于保证PLC设备的质量和性能起到了重要作用。
通过遵循这些标准,用户可以选择到合适的PLC设备,并且可以更好地使用和维护这些设备。
同时,这些标准也促进了全球范围内PLC技术的发展和应用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
技
装置名称: 术 标 准 名称
环境温度 工作温度 保存温度 环境湿度 振幅 绝缘电阻 接地电阻 电压波动值 频率波动值 电压差
标准性质:通用 点检与维修 量纲 方法(工具) 周期
℃ ℃ ℃ RH G MΩ Ω V Hz V A/mμ s FIT m m m m V V 温度计 温度计 温度计 湿度计 测振仪 清洗 兆欧表 万用表 万用表 频率计 万用表
6 电源
7 8 故障率 9 备份 10 通信总线
4
Ve:额定电压 V;Ie:额定电流A; f:最大频率Hz 1FIT=10-9(次/小时) 软盘
λ
RS-232-C IEEE-488 RS-422-A RS-449 低电平 高电平
次数/(样本数×t) =
11 信号电平
I/O电平的幅度
≤15 ≤20 ≤1220 ≤60 ≤+0.8 ≥+2.0
维
设备名称: 工控机 序 项目名称 号
1 温度
修
技
术
PLC 允许值
标
准
文件编号:BXZ08042000-24A 备注
维 修 技术条件
不结冰 不结冰 不结冰 不结露 无振动 无腐蚀性气体,无油滴,无水珠,无易燃易爆气体 主电路和接地端子 地线 额定电压220AC允许波动值 额定频率50Hz允许波动值 零线和地线间 静电放电的上升时间 执行规定功能的能力的终结 对程序和参数进行定期备份 总线最大长度
12 后备电池 保存RAM的内容 13 定期检查项目 ①周围环境 ②电压 ③显示部分 ④框架,面板 ⑤整体部分 ⑥冷却系统 ⑦接线端子 14 维修时的基本准则 ⑴由于静电作用,不可以用手指直接触摸电路板. ⑵在通电状态下不允许进行改变和拔插连接插头等操作 ⑶不允许进行电压耐压实验 ⑷保证PLC柜的接地端子可靠接地
万用表 万用表 更换
Байду номын сангаас
2年
按第6项 显示清晰,清楚 无震动,无污损 无污损 通风良好 无损伤,无松动
第1页/共1页
2 3 4 5
湿度 振动 环境空气 电阻
-10~+45 25 ± 5 -20~+60 10%~90% 0 >5 <4 +10%~-15% ±5% <5
环境变化时 各种IC正常工作和电解电容寿命 全封闭型控制柜 环境变化时 变频器内部的元器件不产生应力 定期清洗过滤器(网) ①用500V兆欧表进行。②控制电路不测量