触针式二维轮廓测量仪软件系统的开发
接触式轮廓测量仪解决方案

产品解决方案产品名称:SJ5760-200轮廓测量仪一、产品开发背景随着人们对品质的不断追求,导致对加工的要求越来越高,一些工件或产品的轮廓如槽、半径、角度、圆心之间的距离等等,在使用三次元、投影仪等常规方法不能满足要求,有时还需将工件剖开,并测量不准确,这时通过轮廓仪的测针与被测物表面的滑移进行测量将是最合适准确的测量方法。
针对国内轮廓测量精度低、稳定性差等缺点和不足,以及国外高精度轮廓仪价格昂贵等因素,我公司于2015年在国内首家推出高性价比重大产品——SJ5760-200轮廓测量仪。
该产品具有精度高、使用方便、功能强等优点,能够对各种工件轮廓进行长度、高度、间距、水平距离、垂直距离、角度、圆弧半径等几何参数测量,并且具有强大的CNC功能,能进行一系列操作自动化,可高效率地进行测量作业。
二、产品图片产品型号:SJ5760-200产品名称:轮廓测量仪三、产品描述SJ5760-200轮廓仪采用进口高精度光栅测量系统、高精度研磨导轨、高性能非接触直线电机、音圈电机测力系统、高性能计算机控制系统技术,实现对各种工件表面轮廓进行测量和分析。
通过高精度研磨导轨、高性能直线电机保证测量的高稳定性及直线度,采用进口高精度光栅测量系统建立工件表面轮廓的二维坐标,计算机通过修正算法对光栅数据进行修正,最终还原出工件轮廓信息并以曲线图显示出来,通过软件提供的分析工具可对轮廓进行各种参数分析。
轮廓仪为全自动测量设备,操作者只需装好被测工件,在检定软件上设定扫描的开始、结束位置,点击“开始”按钮,测针会自动接触工件表面,并按设定的位置扫描;在进行轮廓扫描的过程中,软件界面会实时描绘轮廓曲线;扫描结束后,操作者可通过轮廓分析工具对生成的轮廓曲线进行分析,得到如直线度、圆度、角度、距离、间距等轮廓参数。
系统软件为简体中文操作系统,操作方便。
四、产品功能1. 表面轮廓评定:评定任何两点间的距离,两线夹角,圆弧半径,并可对轮廓进行直线度、圆度分析等,重新分析和重新测量的操作简单,提高效率;2. 尺寸标注:半径、两圆心中心距离、X方向尺寸、Z方向尺寸、斜边尺寸、两直线之间的夹角、圆弧最高或最低点、直线与直线相交、直线与圆弧相交、圆弧与圆弧相交、尺寸标注线大小修改、在数据图形某点上加标记等;3. 局部轮廓放大和调平;4. 界面友好,卓越的操作性,更符合中国用户操作习惯;5. 测量记录采用集中式数据库管理,可按被测件类型、生产单位、出厂编号、检测员、送检单位、设备编号、检定日期和有效日期等查询和管理测量记录;6. 可从数据库中选定多条记录成批打印测量记录,可将检定数据输出到Word、Excel、AutoCAD(选配)文档,具有数据备份和还原数据库功能;7. 输出多种Word格式报表,并支持完全的自定义报表,定制测量记录报表;8. 具有强大的CNC功能,能进行一系列的自动化,高效率的测量作业;9. 成熟简单的标定,对仪器的精度和测针磨损进行精确的补偿。
接触式二维形貌测量仪

机带动精密滑动导轨作为传感器移动装置 , 并通 过高精度的光栅尺进行测量, 建立 坐标 的精密 测量基准 ;坐标有高精度大量程差动电感式传感 z
器来 实现 二维 形 貌 的测 量 , 柱 导 轨 的上 下 位 移 立
量可通 过绝 对 编 码 器 进行 测 量 和 定 位 ( 程 可 达 行
s ra e,f re a l e rn s c lc mp n n s o u e h p , ufc o x mpe b ai ,0 g a o o e t ,c mp trc s i
e .Cet rc ef se nsc b c e t ran pei n hso uhoj t r- c l g si i es
貌测量仪可 以精密地对其进行测量 。介绍 了二维形貌测量 仪的测量 原理 和结 构设计 , 并提 出 了一整 套设计思
路和数据处理方法 。 关键词 : 动轴承 ; 滚 接触式测量 ; 状误 差 ; 形 粗糙度
中图分类号 :H13 3 ;H T 3 .3 T 7 文献标 志码 : B 文章编号 :0 0—36 ( 0 8 0 0 4 0 10 72 2 0 )3— 0 3— 4
q i 8 r i esr gtesa e f esr c. h esr r c l adsutr ei r t d cdf nw I e e s m aui hp t uf e T em auepi i e n rc eds naei r ue r e l p ce r n h oh a np t u g no o a
竖 Q = 2 轴承 圣鱼
er n 0 8 No 3 CN 4l—l 4 / l 8 呵H B a ig2 0 , .
2 0 年3 0 8 期
4 3—4 6
二维轮廓测量仪的系统建模及标定
Ab t a t On t e b sso n l z gt e h r w r t c u e d me u ig p i cp eo rf e a u i g i s u n , h sr c : h a i f ay i h a d a e s u t r smi a r rn il fp o ls me rn t me t t e a n r s n i s n r
维普资讯
堡 ! 二 Z Q 三丝 轴承
20 年9 0 7 期
CN41 — 1 48 1 /TH B a ig 2 0 No 9 e rn 0 7, .
二维轮廓测量仪的 系统建模 及标定
王晓强 , .李 一
(. 1 西安交通大学
兵 蒋庄德 崔凤奎 , ,
ma e t a d lo D p o lsme ui g s se i e u .T e o tu h r ce si fdfee t li d c a c e s r h t mail mo e f rf e a rn y tm ss t p c 2 i s h up t aa tr t o i r n i n u t e s n o c i c a n i a ay s n l  ̄d, d t ec l rto fs n o sn t d r o i ao a a g u ow r .T ei f e c fs l h p n a ai ain o e s ru i g s h b n a ad c mb n tr g u e i p t r a d h n u n e o t u s a e i l s f l ys o a u e aai nr u e n dt omeh d f aac re t nfrs l a is ae p o o e .E p rme t e f h t n me r d d t si t s d o c d,a w to so d t o rc o o t u r du r r p s d x i n sv r yt a i ys e i
触针式表面轮廓度测量仪校准方法探讨

选 用 1 中2 m 个 0 m的标 准球 , 传 感 器 触 针 调 整 到标 把
准球 最 高点 , 量 长 度 为 1m 作 对称 性 测 量 , 问 隔 测 0 m, 每 l ̄ 量 1 , 测4 , 别求 出标 准球 的半 径 , 中最 大 hl 次 共 J 次 分 其 值 与 最 小值 之 差 为仪 器 的 稳定 性 误 差 。
二 、 量 特 性 计 1传感 器 触针 ( ) . 略
仪器 连续 工 作4 后 , 值 稳定 性 不超 过2x h 示 l m。
5非 对 称 性 测 量 误 差 .
测量 同 一标 准球 的半径 . 传感 器触 针 调整 到标 准 把
球最 高 点 . 动 器作 匀 速 滑 行 , 传感 器 在 垂 直 方 向 只 驱 当
过 显 示器 输 出 。 可 由打 印机 输 出 。 也
图2 工 件 移 动 式 轮 廓 度 测 量 仪
量 仪 功 能 的 一 种 扩 展 , 两 者 的 传 感 器 部 分 的 结 构 和
作 用 基 本 一 致 , 以沿 用 JF 1 5 2 0 《 针 式 表 面 可 J 10 — 0 3 触 粗 糙 度 测 量 仪 校 准 规 范 》 中关 于 传 感 器 部 分 的 准 确 度指标 。
中, 驱 动器 最大 行 程 。 J 为 驱 动器 滑 行 运 动 的直 线 度 ( 直 方 向 ) 差 中包 含 垂 误
残 余 轮廓 误 差 ( 假信 号 )如 果 直线 度 ( 直方 向 ) 差 虚 , 垂 误
较小 , 明传 感器 垂 直 方 向的 虚假 信 号 也 很 小 , 说 只要 驱
作递 增 测 量 ( 坡 ) 上 和传 感 器 在 垂 直 方 向 只作 递 减 测 量
浅谈触针式表面粗糙度测量技术与方法(1)

浅谈触针式表面粗糙度测量技术与方法摘要:表面粗糙度对精密加工工件的性能有着很大的影响。
机械、电子及光学工业的飞速发展,对精密机械加工工件表面的质量及结构小型化的要求日益提高,使得表面粗糙度测量显现出越来越重要的地位。
通过对度表面粗糙测量技术的发展历史、现状与发展趋势,文中阐述一种表面粗糙度测量仪的工作原理和性能,并对其相关问题做了讨论。
关键词:表面;粗糙度;测量技术;触针式粗糙度仪Discussion on the technique and method for measuring the surfaceroughness of stylusAbstract: S urface roughness has great influence on the performance of precision machining. With the rapid development of mechanical, electronic and optical industries, the requirement of the quality and the size of the surface of the precision machined parts is increasing, and the surface roughness measurement is becoming more and more important. This paper describes the working principle and performance of a surface roughness measuring instrument by the development history, present situation and development trend of the degree surface roughness measuring technology, and discusses the related problems.Key words:surface roughness; measuring technique; stylus type roughness tester1 引言1.1触针式粗糙度轮廓仪粗糙度测量仪通常分为接触式和非接触式。
轮廓测量仪校准阶规测量方法与测量不确定度评定

轮廓测量仪校准阶规测量方法与测量不确定度评定发布时间:2022-06-28T01:15:45.897Z 来源:《科学与技术》2022年5期作者:王景凡[导读] 三维轮廓扫描仪校准所用的校准阶规,其关键尺寸的溯源情况对三维轮廓扫描仪使用中的准确性起到重要影响王景凡陕西省计量科学研究院陕西西安 710000摘要三维轮廓扫描仪校准所用的校准阶规,其关键尺寸的溯源情况对三维轮廓扫描仪使用中的准确性起到重要影响,本文针对校准阶规关键尺寸的高精度测量方法开展研究。
针对其端面尺寸特点,应用二等量块与电脑量块比较仪开展测量,并进行测量不确定度评定。
结果表明,该方法可解决拥有较高精度的校准阶规的计量溯源问题。
关键词:轮廓扫描仪;校准阶规;测量不确定度;1 引言近年来飞秒激光、皮秒激光等微纳加工技术不断发展,已成为现代加工技术的又一发展趋势[1-2]。
微纳加工技术已经广泛应用于微机械系统、集成电路、半导体器件领域,而与之相关的微纳表面的三维形貌测量技术亦得到广泛关注[3]。
对于微纳表面的三维形貌测量,通常采用3D轮廓扫描仪开展,目前该仪器通常采用触针式、干涉显微式、扫描电子显微镜式、非接触光学式等原理实现测量[4]。
对于轮廓测量仪的校准,我国没有专门的计量校准规范可供使用,目前该仪器在使用中常利用其配套的校准阶规进行校准。
从溯源的角度来看,校准阶规的关键尺寸应定期进行溯源,从而保证仪器的准确性,因此亟需提出针对这类量规的专用校准方法,保证轮廓测量仪在使用中的准确性。
2测量方法校准阶规通常依据仪器特点有不同的型式,本文以基恩士VR系列轮廓测量仪配套的校准阶规为例,该阶规具有深度为2mm的端面尺寸特征,其测量精度要求较高,达到微纳量级,因此参考量块的检定过程[5],利用电脑量块比较仪和二等量块进行比较测量。
由于阶规上工作面高度25mm,下工作面高度23mm,台阶深度2mm,因此选用相同规格的量块进行比较测量。
在对校准阶规与二等量块进行充分恒温后,用电脑量块比较仪分别读出校准阶规的上、下工作端面与标准量块的微差,从而实现高精度的测量。
轮廓仪使用教程

19
轮廓仪使用教程
轮廓仪培训内容包括:
一、轮廓仪得构成 二、轮廓仪得校验 三、轮廓仪得测量使用 四、注意事项
一、轮廓仪得构成
1、硬件
控制盒
电脑
控制面板
控制盒及控制面板
立柱
驱动器CD120
大理石工作台
1 350X33mm
2 175XM8 测针
一、轮廓仪得构成
2、软件
软件版本: MarSurf XC2 6、00-17 SP1
11、调整微调螺母, 找Z值得最高点,
并保证3、58<Z<3、88 点击“√”
9、自动接触
校准测头 几何形状 完成
13
三、轮廓仪得测量使用
1、 手动测量
1、 装夹工件,调整工件角度及位置,使 (1)轮廓切线角度在测尖测试范围内:
175-M8mm
350X33mm
(2)扫描起始点在测针测量范围内; (3)测针约在Y向最高点上; (4)测针Z向位置合适,保证轮廓最高/最低点在Z向量程内。
2、3 校 验 步 骤-------校准测头几何形状
175*M8信息
175M8.JPG
1、点击“向下”按钮
350X33.JPG
350*33信息
2、填写校准参数,后确认
3调整立柱方向, 使测头在小球得正上方
4、自动接触
6、微调,找到Z值得最高点,
5、通过立柱调整Z值, 并保证0、52<Z<0、82,点击“√
一种二维轮廓形状的测量方法及测量装置[发明专利]
![一种二维轮廓形状的测量方法及测量装置[发明专利]](https://img.taocdn.com/s3/m/ec5187a7be1e650e53ea993e.png)
专利名称:一种二维轮廓形状的测量方法及测量装置专利类型:发明专利
发明人:周会成,任清荣,吴卫东,宋宝,唐小琦,仰敬,黄东兆申请号:CN200910273162.1
申请日:20091209
公开号:CN101750031A
公开日:
20100623
专利内容由知识产权出版社提供
摘要:本发明公开一种不依赖坐标的二维轮廓形状的测量方法及测量装置,根据本发明,首先通过基于该测量方法实现的测量装置与物体之间的相对运动测得轮廓各处的累积弧长及近似曲率之间的关系数据,然后根据所测量的关系数据重构出物体的二维轮廓形状。
本发明提出了一种不依赖坐标的测量方法及测量装置,使得被测对象的尺寸不受测量装置自身的量程限制,并且在二维轮廓形状测量中,更加方便快捷。
申请人:华中科技大学,武汉华中数控股份有限公司
地址:430074 湖北省武汉市洪山区珞瑜路1037号
国籍:CN
代理机构:北京市德权律师事务所
代理人:周发军
更多信息请下载全文后查看。
轮廓识别软件开发流程
轮廓识别软件开发流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!1. 需求分析与客户或项目团队沟通,了解轮廓识别软件的具体需求和应用场景。
零件轮廓测量软件关键算法的研究

作 量 。 高 了稳 定性 。 提
关键词 : 廓测量仪 轮 中图 分 类 号 :P 1 T 39
形 态 学滤 波
1 针式二维轮廓测量仪工作原理及基本功能
1 1 二 维 轮 廓 测 量 4 r ̄ 原 理 . z_- - 表 面形 状 测 量 仪 由工 作 台 、 柱 、 动 箱 、 感 器 、 立 驱 传 电箱 、 斜 工 作 台 以 及 计 算 机 和 打 印 机 等 部 件 组 成 , 调 工
( )3 —3 . 2 :8 9
1 该 汽 油 机 废 气 排 放 中 的 CO 主要 受 空 燃 比 的 影 )
响 , 混 合 气 的 加 浓 其 排 放 浓 度 急 剧 上 升 ; 点 火 正 时 随 随 的 提 前 , 节 气 门 开 度 时 C 排 量 迅 速 下 降 , 、 节 大 O 中 小
零 件 轮 廓 测 量 软 件 关 键 算 法 的 研 究
口 刘 琦 口 姚英学 口 代晓颖
哈尔滨
口
卢胜 宏
1 哈尔滨工业大学 机 电工程学院 .
1 00 501 10 0 50 1
2 哈尔滨量具刃具集团有 限责任公司 哈尔滨 .
摘 要:为 了完成各类零件 的形状检测 , 高零件加 工质量 , 分析触针式二维轮廓 测量仪基 本工作原理 的基础上 , 提 在 针对零件二维轮 廓的测量要求 , 设计 了一套功能完备的轮廓 测量软件。 软件 的编制过 程 中, 在 引进 了形态学滤波算法 , 有 效地滤除噪声 、 振动 等干扰信 号 , 并保留 了有 用信 息, 同时补偿 了由触针 半径 引入的测量误差 ; 改进 了直 线度 、 圆度 误差的
触针式二维轮廓测量评定系统的改进

触针式二维轮廓测量评定系统的改进
代晓颖;刘琦;郎岩梅;刘力岩
【期刊名称】《航空制造技术》
【年(卷),期】2010(000)013
【摘要】对触针式二维轮廓测量评定系统作了较大的改进:改进了测量方法和设备结构,提高了测量精度;设计了系统误差补偿算法,大大减小了由系统误差所造成的测量误差;提出了螺纹零件评定的新方法,简化了操作步骤,提高了评定结果的准确度;设计了轮廓对比功能,可将设计尺寸与被测轮廓进行整体对比,以判定被测零件是否满足设计要求.
【总页数】3页(P86-88)
【作者】代晓颖;刘琦;郎岩梅;刘力岩
【作者单位】哈尔滨量具刃具集团有限责任公司;哈尔滨量具刃具集团有限责任公司;哈尔滨量具刃具集团有限责任公司;哈尔滨量具刃具集团有限责任公司
【正文语种】中文
【相关文献】
1.触针式表面轮廓测量仪量值溯源方法研究 [J], 张建群;陈晓燕;王朝阳;林景星
2.触针式二维轮廓测量仪软件系统的开发 [J], 王晓强;李兵;蒋庄德
3.触针式表面粗糙度测量仪校准结果不确定度评定 [J], 马丽
4.触针式精密表面粗糙度及轮廓测量仪 [J], 徐露;张兆龙
5.触针式轮廓测量机构的动态分析及非线性误差的消除 [J], 王云庆;李庆祥;周兆英;薛实福
因版权原因,仅展示原文概要,查看原文内容请购买。
触针式电感轮廓仪接口程序设计

触针式电感轮廓仪接口程序设计
宋玉力;王圣民
【期刊名称】《产业与科技论坛》
【年(卷),期】2013(012)015
【摘要】本文以表面粗糙度测量技术为基础,以单片机控制电路为核心,在充分利用早期轮廓仪的驱动箱和传感器的基础上,对触针式电感轮廓仪进行了智能化改造,使其能够满足目前表面粗糙度测量的要求.
【总页数】2页(P55-56)
【作者】宋玉力;王圣民
【作者单位】新汶矿业职工大学;新汶矿业职工大学
【正文语种】中文
【相关文献】
1.在通用微机上实现触针式轮廓仪的技术改造 [J], 强锡富;赵学增
2.Talysurf—6型触针式轮廓仪测量表面质量的特点 [J], 金增伟
3.触针式轮廓仪弹性测量杆的设计 [J], 范一保;赵东标;丁亮亮
4.触针式轮廓仪的故障分析及其修理 [J], 施泓
5.触针式轮廓仪的测针形状及其检定 [J], 吕会娣;郎岩梅
因版权原因,仅展示原文概要,查看原文内容请购买。
仪器开发步骤

仪器开发步骤一、需求分析仪器开发的第一步是进行需求分析。
在这个阶段,需要明确仪器的使用目的、功能需求以及性能指标等。
通过与用户和相关专家的交流,确定仪器的基本要求,并将其转化为技术规格书或需求文档。
二、设计在需求分析的基础上,进行仪器的设计工作。
设计包括硬件设计和软件设计两个方面。
硬件设计主要涉及仪器的结构、电路和传感器等部分。
软件设计则是针对仪器的控制、数据处理和用户界面等进行设计。
在硬件设计时,需要考虑仪器的结构稳定性、电路布局合理性以及传感器的选择等。
同时,也需要进行电磁兼容性和安全性分析,确保仪器在使用过程中不会对环境和操作人员造成危害。
在软件设计时,需要根据需求规格书进行功能模块的划分和算法的设计。
同时,还需要考虑仪器的控制方式、数据处理方法以及用户界面的友好性和易用性等。
三、制造在设计完成后,进入仪器的制造阶段。
制造包括原材料采购、零部件加工和组装等工作。
在制造过程中,需要严格按照设计要求进行操作,确保仪器的质量和性能。
在原材料采购时,需要选择合适的材料,保证仪器的结构稳定性和耐用性。
在零部件加工和组装时,需要严格按照工艺流程进行操作,确保仪器的各个部件能够正常工作。
四、测试仪器制造完成后,需要进行测试验证。
测试的目的是验证仪器是否符合设计要求,并对其性能进行评估。
测试包括功能测试、性能测试和可靠性测试等。
功能测试主要是验证仪器的各项功能是否正常;性能测试主要是评估仪器的性能指标是否满足需求;可靠性测试则是评估仪器在长期使用中的稳定性和可靠性。
测试过程中需要严格按照测试计划进行操作,并记录测试结果。
如果测试结果不符合要求,需要进行问题分析和修正。
五、优化在测试完成后,根据测试结果进行优化。
优化的目的是进一步提高仪器的性能和可靠性。
优化包括结构优化、电路优化和算法优化等。
结构优化主要是针对仪器的结构进行改进,提高其稳定性和耐用性;电路优化主要是针对仪器的电路进行优化,提高其信号处理和控制能力;算法优化则是针对仪器的算法进行改进,提高其数据处理和分析能力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
望 Q 二 2 兰丝 轴承
2 0 年7 0 7 期
3 7—4 0
C N41—1 4 / H B a i g2 0 No 7 18 T e r 0 7, . n
. 测量 与仪 器 . _
触针 式 二 维 轮 廓 测量 仪 软 件 系 统 的开 发
中图分类 号 :H13 3 ;I 15 T 3 .3 T ̄l .2 文献标志码 : B 文章编号 :0 0- 72 2 0 )7— 0 7- 4 10 3 6 ( 07 0 0 3 0
De eo m e to o t r y t m o D o l g a h wih S y u v l p n fS fwa e S se f r2 Pr f o r p t t l s i
W ANG Xio—qa g , IB n JA a in L ig ,I NG h a g—d Z un e ( .Istt o Peio n i eig X nJ o n n esy X n7 04 , h a2 1 ntue f rc i E gn r 。 i i t gU i r t, i 10 9 C i ;.Hea nvr t o cec i sn e n a ao v i a n n nU i s y f i e e i S n
量范围大、 分辨率高 、 测量结果稳定可靠 、 重复性 好及多参数 等优点【 , 2 被广泛 应用于轴承行业各 ] 种零件 的素 线及截面轮廓形状 、 汽车拖拉机配件 油槽等零件 的生产检测 。
到电压数字信号 , 再通过 系统的标定处理和计算 , 最终得 到工 件表 面 轮廓参 数 值 J 。本 文 主要 介 绍
王晓强 , 李
(. 1 西安交通大学 精 密工程研 究所 , 西安
兵 蒋庄德 ,
7 04 ;. 10 92 河南科技 大学 , 南 洛 阳 4 10 ) 河 7 0 3
摘要 : 在分析触针式二维轮廓测 量仪基本工作 原理的基础上 , 介绍 了其软 件系统 的功 能组成模 块 、 整体工 作流 程 以及测 量数 据的组织存储方式 。经实际应用表 明 , 该系统操作方便 , 综合测 量误差 线性 尺寸小 于 6 m, 半径 尺寸小于 8 m, 角度尺寸小 于 0 5 。 . 。 关键词 : 滚动轴承 ; 表面粗糙度轮廓仪 ; 件系统 软
是指触针式轮廓测量仪扫描 电 子显微镜( E 、 S M) 扫描隧道显微镜 (T 、 S M) 光子隧 道 显微 镜 和原子 力显 微 镜 ( F 等 … 。 A M)
触针式轮廓仪是应用针描法测量工件表 面轮
廓 及粗 糙程 度 的一种 常用 仪 器 , 有 测量 直 观 、 具 测
a dT cnlg , uyn 7 0 3 C ia n ehooy L oag4 10 , hn )
Ab ta t On t eb ss o n lzn h a u i g p n i l f rf o r p i t ls h n t n mo ue ,w oe s r c : a i fa ay i gt e me s r r cp e o p o lg a h w t syu ,t ef ci d ls h l h n i 2D i h u o w r i g f w fs f r d o g n zn d so a e mo e o a u i g d t r n rd c d o k n o o ot e a r a i ig a tr g d fme rn aa a ito u e .T e p a t a p l a in l wa n n s e h rc il a p i t s c c o i d c t a h y t m i c n e e t o s n i ae t t e s se s o v n n r u e。w t i e r me u me t n0 s h n 6 Im ,r d u n rls h n 8 h t i f i l a a r h n s e n _ l st a x e re a i s e - e s t a 0
根据是否与被测表面接触 , 表面轮廓测量可
分 为接 触式 和非 接 触 式 两 大 类 :接 触式 测 量 仪 器
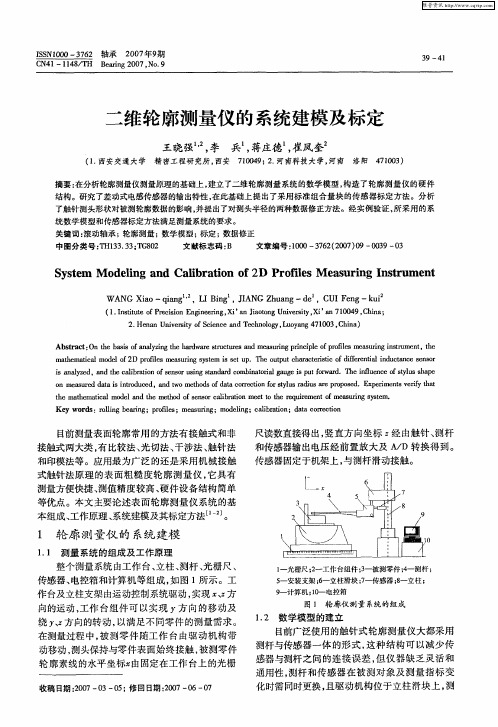
台及 立柱支 架 由运动 控制 系统 驱动 , 现 、 向 实 方
的运动 , 工作台组件 可 以实现 Y方 向的移动及绕 Y 、 方向的转动 , 以满足不同零件 的测量需 求。其 工作原 理是 : 运 动控 制 系 统 带 动 工 作 台作 匀 速 当 运动时, 触针随工件表面的微观起伏作上下运动 , 测头的运动经测杆传递到传感器转换 为电压信号 的变化 , 电压信号经前置放大 电路和 A D转换得 /
软件 的开发 。
根据测量系统 的工作原 理 , 构建硬件 控制系
统 , 原理 图如 图 1所示 。 其
1 触针 式二 维轮 廓仪的结构
一
2 软件 系统设计
2 1 系统 组成及 工 作流 程 .
般触 针 式 二 维 轮 廓 仪 由 工 作 台 、 柱 、 立 测
“m , n h g e eT rl s h n 0 5 i h y tm. a d t e a l lo e s t a . 。 n t e s se n
Ke r s ol g b a i g r f o rp y wo d :r l n e rn ;p o l g a h;s f r y tm i i ot es s wa e