CPK计算表格
工序能力指数Cpk计算表

工序能力指数Cpk计算表1234567891011121314151617181964109154199计算表1#2#Cp 1.09918634CpCpU0.719800509CpUCpL-0.719800509CpLCpk0.719800509CPKT 6.6Tε 1.139ε标准正态累积分0.999512354标准正态累积分CP的P值0.0975292%CP的P值标准正态累积分0.984590485标准正态累积分CPU的P值 1.5409515%CPU的P值标准正态累积分0.015409515标准正态累积分CPL的P值98.4590485%CPL的P值CPK的P值 1.5414103%CPK的P值判断上公差是否FALSE判断上公差是否为空判断下公差是否FALSE判断下公差是否为空结果0.719800509结果P显示结果 1.5414103%P显示结果Cpk Cpk>1.67过程能力非常充分,为>1.67过程能>1.33过程能力充分,当不是>1.33过程能>1过程能力尚可,必须用控>1过程能力>0.67过程能力不充分,分析>0.67过程能过程能力不足,一般应停止继过程能力不足1.67≥ 1.67≥1.33≥ 1.33≥1≥1≥0.67>0.67>1≥Cpk>0.67过程能力不充分0.67>Cp过程频次3#4#0.666666667Cp0Cp0.0721687840.666666667CpU-0.96225045CpU 2.838638824-0.666666667CpL0.962250449CpL-2.694301260.666666667CPK-0.96225045CPK-2.694301260.2T0T0.050ε 1.666666667ε0.9583333330.977249868标准正态累积分0.5标准正态累积分0.5857034624.5500264%CP的P值###########CP的P值82.8593075%0.977249868标准正态累积分0.001946209标准正态累积分12.2750132%CPU的P值99.8053791%CPU的P值0.0000000%0.022750132标准正态累积分0.998053791标准正态累积分3.16213E-1697.7249868%CPL的P值0.1946209%CPL的P值###########4.5500264%CPK的P值###########CPK的P值###########FALSE判断上公差是否为空TRUE判断上公差是否为空FALSEFALSE判断下公差是否为空FALSE判断下公差是否为空TRUE0.666666667结果0.962250449结果 2.8386388244.5500264%P显示结果0.1946209%P显示结果0.0000000%CpL CpU>1.67过程能力非常充分,为提高产品质量,对过程能力非常充分,为>1.67过程能力非常充分,>1.33过程能力充分,当不是关键或主要项目时>1.33过程能力充分,当不过程能力充分,当不是>1过程能力尚可,必须用>1过程能力尚可,必须用控制图或其它方法对程能力尚可,必须用控>0.67过程能力不充分,分析分散程度大的原因>0.67过程能力不充分,分过程能力不充分,分析过程能力不足,一般应停止继续加工,找出原因力不足,一般应停止继过程能力不足,一般应停止1.67≥ 1.67≥1.33≥ 1.33≥1≥1≥0.67>0.67>CpU>1.67过程能力非常充分,为提高产品质量Cp过程能力不足,一般1≥CpL>0.67过程能力不充高产品质量,对关键或主要项目可缩小公差范围;或为提高效率、降低成本而放宽波动幅度,降低设备精度等级;或键或主要项目时,放宽流动幅度;降低对原材料的要求;简化质量检验,采用抽样检验或减少检验频次或其它方法对过程进行控制和监督,以便及时发现异常波动;对产品按正常规定进行检验散程度大的原因,制订措施加以改进,在不影响产品质量的情况下,放宽公差范围,加强质量检验,进行全数检验或加工,找出原因,改进工艺,提高Cp值,否则全检,挑出不合格品提高产品质量,对关键或主要项目可缩小公差范围;或为提高效率、降低成本而放宽波动幅度,降低设备精度等级降低设备精度等级;或将精度要求特别高的零件调至该工序进行加工等检验,进行全数检验或增加检验频次度,降低设备精度等级;或将精度要求特别高的零件调至该工序进行加工等。
实用CPK计算图表
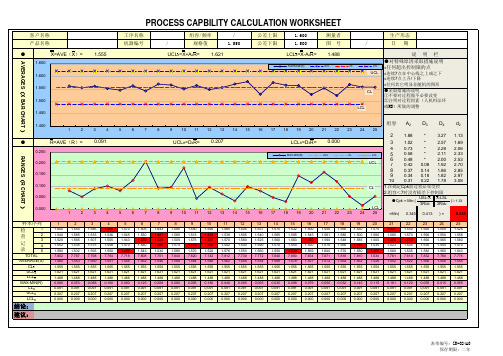
1.450
1.555
UCLX=X+A2R= 1.621
LCLX=X-A2R= 1.488
AVERAGE(X)
UCL
CL
LCL
UCL
CL LCL
说明栏
●对特殊原因采取措施说明
*任何超出控制限的点 *连续7点在中心线之上或之下 *连续7点上升/下降 *任何其它明显非随机的图形 ●采取措施的说明 ①不要对过程做不必要改变 ②注明对过程因素(人机料法环 或MS)所做的调整
9 1.550 1.515 1.575 1.610 1.570 7.820 1.564 1.555 1.621 1.488 0.095 0.091 0.207 0.000
10 1.595 1.480 1.487 1.660 1.520 7.742 1.548 1.555 1.621 1.488 0.180 0.091 0.207 0.000
15 1.532 1.595 1.583 1.550 1.630 7.890 1.578 1.555 1.621 1.488 0.098 0.091 0.207 0.000
16 1.500 1.545 1.490 1.530 1.569 7.634 1.527 1.555 1.621 1.488 0.079 0.091 0.207 0.000
13 1.557 1.540 1.525 1.590 1.560 7.772 1.554 1.555 1.621 1.488 0.065 0.091 0.207 0.000
组容 A2
D3
D4
d2
17 18 19 20 21 22 23 24 25
2
1.88
*
3.27 1.13
LCLR=D3R= 0.000
CPK过程能力控制计算表格

---------------------------------------------------------------最新资料推荐------------------------------------------------------CPK过程能力控制计算表格过程能力认证报告规格设定:部门零件图号零件名称检测器具描述公称尺寸下限尺寸双侧公差下限公差上限公差过程能力充分 5 过程通知数据趋势增加减少运转周期运转周期 X值3 1 3 3 0 3 3 R值 3 1 3 3 0 4 3单组数据个数统计审核操作人员设备标号 -0.025 36.0 AAA BBB CCC M6140-2 单位下公差上限尺寸日期日期25311-03602 变档凸轮微米千分尺No.SL-342 对磨削25311-03602变档凸轮轴径过程能力认证 36.0 上公差35.936 名义尺寸2009-5-4 2009-5-5mm -0.064 35.975失控限制连续数据高于平均值连续数据低于平均值均值(X 表)35.9635.958035.958 35.956 35.95435.953035.952 35.9535.948135.948 35.946 35.944 35.94212均值34上控制线UCLx56平均均值78下控制线LCLx910111213141516171819202122232425极差(R 表)0.020.01820.0180.016 0.014 0.012 0.010.00860.008 0.006 0.004 0.002 0.0第 1 页,共 4 页1/ 5过程能力认证报告0.0过程能力充分15 16 17 18 19 20 21 22 23 24 2512极差34上控制线r56平均均值7891011121314下控制线LCLr 第 2 页,共 4 页---------------------------------------------------------------最新资料推荐------------------------------------------------------ 过程能力认证报告部门零件图号零件名称检测器具描述公称尺寸下限尺寸 25311-03602 变档凸轮微米千分尺No.SL-342 对磨削25311-03602变档凸轮轴径过程能力认证 36.0 上公差 35.936 名义尺寸统计审核操作人员设备标号 -0.025 36.0LSL80 25 25 22 60 20 18 19 50 4011 49过程能力充分2009-5-4 2009-5-5AAA BBB CCC M6140-2日期日期统计描述数据个数n 尺寸下限 (LSL) 公称值尺寸上限 (USL) 数据总数平均均值( X ) 最大值Max 最小值Min 低于下限数据个数高于上限数据个数平均极差(R) D2 ,n=5 高能力指数 (CPU) 低能力指数(CPL) 过程能力指数 (Cp) 过程能力(Cpk) 过程比率(CR) 标准偏差 (n-1) 标准偏差(n) 方差(n-1) 方差(n) 性能指数(PP) 性能比率(PR) 性能指数(Ppk) 15 35.95535.960 35.951 35.952 35.95135.9538 0.009数值125 35.936036.0000 35.9750 4,494.1290 35.9530 35.9620 35.9450 0 0 0.0086 2.3260 1.9805 1.5355 1.7580 1.5355 0.5688 0.0034 0.0034 0.0000 0.0000 1.8854 0.5304 1.6467单位下公差上限尺寸mm -0.064 35.975USL样本柱状分布图30控制线柱状分布图70 70 35.9360 35.9750151310 7 5 1 0 35.94 9 35.95 1 35.95 6 35.95 8 35.96 135.94 6 35.95 9 630 20 2 10 0 35.94 4 35.94 8 35.95 435.95 3 016 035.9 320 35.9 63 35.9 40 35.9 4835.9 560 35.9 710 35.9 790 35.9 8735.9 24分 n1 2 3 4 5 均值X 35.9518 极差R 0.012 21 n 1 35.956 2 35.958 3 35.955 4 35.957 5 35.945 1 35.949 35.959 35.947 35.951 35.9533/ 52 35.956 35.957 35.952 35.949 35.95535.9538 0.008组数据11 35.953 35.952 35.960 35.953 35.95735.955 0.0083 35.949 35.946 35.949 35.950 35.95535.9498 0.0094 35.951 35.958 35.949 35.953 35.95535.9532 0.0095 35.956 35.954 35.955 35.953 35.95535.9546 0.0036 35.951 35.947 35.951 35.953 35.95535.9514 0.0087 35.951 35.956 35.956 35.953 35.95435.954 0.0058 35.956 35.947 35.956 35.953 35.95535.9534 0.0099 35.951 35.955 35.956 35.953 35.95435.9538 0.00510 35.951 35.949 35.957 35.948 35.95035.951 0.00912 35.951 35.956 35.951 35.955 35.95835.9542 0.00713 35.951 35.956 35.949 35.949 35.95135.9512 0.00714 35.951 35.957 35.960 35.953 35.94935.954 0.01116 35.949 35.959 35.951 35.951 35.94835.9516 0.01117 35.951 35.953 35.960 35.951 35.95035.953 0.0118 35.951 35.957 35.954 35.950 35.95235.9528 0.00719 35.952 35.961 35.955 35.950 35.95635.9548 0.01120 35.953 35.947 35.952 35.955 35.95335.952 0.00822 35.952 35.949 35.957 35.954 35.95623 35.951 35.953 35.954 35.953 35.96224 35.949 35.958 35.951 35.953 35.95125 35.953 35.950 35.952 35.956 35.948注意第 3 页,共 4 页---------------------------------------------------------------最新资料推荐------------------------------------------------------ 过程能力认证报告均值X 35.9542 极差R 0.01335.9536 0.008 35.9546 0.011 35.9524 0.009 35.9518 0.008过程能力充分第 4 页,共 4 页5/ 5。
中文cpk,xbar最新计算表格
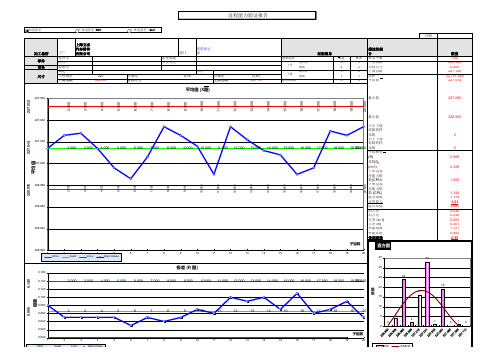
227.02 227.06 227.02 226.98 226.98 227.01 227.03 227.03 227.01 227.05 226.98 227.02 227.01 227.02 227.05 227.06 227.01 227.05 227.02 227.06
227.06 227.01 227.03 227.01 227.01 226.98 227.01 227.06 227.02 226.98 226.96 226.98 227.02 226.98 227.01 226.95 227.01 227.05 227.02 227.06
0.080 0.060
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19 20
0.040
0.020
子组数
0.000
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
UCLr
AveR
LCLr
Data Values
频数
30
25
24
20 16
15
10
5
4
2
0 0
矩形
分布形状
19
1
010
0.140
227.040
227.020
227.000
226.980
226.960
226.940
226.920 1 UCLx