谈轿车保险杠涂装线设计
保险杠涂装线输漆系统的工艺管理

18中国航班材料与工艺Material and TechnologyCHINA FLIGHTS保险杠涂装线输漆系统的工艺管理何毓初|广汽本田汽车有限公司摘要:汽车建造中加设保险杠是为了吸收和减缓外界冲击力,保护车身前后部的安全装置。
保险杠属于车身的重要部分,而美观要求的关注度呈现上升的趋势。
保险杠喷涂工艺在市场需求下不断改革、更新,从而满足汽车爱好者的需求。
保险杠涂装线输漆系统的创建为保险杠喷涂工艺技术实现了自动化,通过运用涂装线输漆系统工艺,使保险杠喷涂质量不断提升,满足保险杠发展需要。
关键词:保险杠;喷涂工艺;涂装线输漆系统;工艺管理汽车保险杠属于汽车保护装置,喷涂工艺决定着保险杠的美观需求。
喷涂工艺从人工喷涂作业发现至现在的涂装线输漆系统自动化工艺,实现了技术性的变革。
涂装线涂装质量与集中调漆输漆系统的正常工作有直接关系,而设计和管理环节是决定调漆输漆系统的正常运转的重要因素。
1 供漆系统的常见形式和使用分配供漆系统中有两种设计形式:集中供漆系统、线边系统。
两种系统具体分析拥有各自的优势。
集中供漆系统具有的优势有:操作方便、防尘性能较高、安全性能高、温度易把控。
具有的缺点有:填充量较大,工作时需要添加至少上百公斤的油漆才能正常生产,具有经济效益低下的缺点。
线边系统拥有的优势有:添料时只需添加较少的油漆即可进行生产。
拥有的缺陷是:系统较为分散,操作复杂、防尘性能较差、安全性能较低、温度把控困难。
由于这两种系统拥有各自的优缺点,涂装线配备系统时经常选择两种系统同时配置。
集中供漆系统用于底漆和清漆以及量大的色漆加工中,线边系统用于试制和调整创新颜色以及不经常生产的色漆作业中。
2 供漆系统的启动供漆系统的工作质量与加漆前的工作是分不开的,需要在加漆之前对供漆系统进行调试,具体条件如下:2.1 管路可操作性检查供漆系统在启动之前需要对管路进行检查,由于设备在实际生产过程中会遇到较多的问题,需要对系统的各项操作采用模拟的方式检测设备是否存在问题。
东风日产花都工厂保险杠涂装二线的工艺设计及实施

且喷漆采用3C2B T艺,因此设备投资大、占地面积
装技术,和当前国内主流厂家的保险杠涂装线相比,
大、能源消耗大。而本保险杠涂装线的前处理采用溶
优点主要体现为:工艺完整而简单化、涂装的工件品
剂擦拭,喷漆采用3C1 BT艺,其工艺流程如下。
种多而柔性化、节能技术多样化、核心技术领先化和
保险杠素材遮蔽一上线一前处理溶剂擦拭一静电
管理技术创新化。
吹灰一喷底漆一闪蒸一喷色漆一闪蒸一机器人喷清漆
1工艺简介
一人工补喷清漆一闪蒸一烘干一夜间储存一检查一去 遮蔽及精饰一下线一储存。
1.1基本设计条件 本生产线的工作负荷为251天/年、2班/天、8 h/
班,设备负荷率为98%,返修率为10%,年生产能
从以上流程可以看出,本工艺简化了前处理工 序,仅采用溶剂擦拭就能满足前处理要求;只有1遍 烘干,且为低温烘烤,能源消耗小。
技术,节能效果明显。
图4微雾喷雾冷却示意图
f.通过采用LVMP喷枪喷涂底漆、色漆喷枪采用 “1拖1 0”控制器等技术降低材料消耗。
2创新点和先进性
g.管理方法的创新。提出了材料管理和机器人 备件管理的新思路,对主材实行LSS(Lead Supply
本生产线有以下创新点和先进性。
System)~级供应商管理,即按台支付,每年可
A T&114樱界
东风日产花都工厂保险杠涂装二线的 工艺设计及实施
随着汽车用塑料件数量的增加,对塑料件装饰性和耐久性的要求也越来越高,其中有部分塑料 件要求与车身同色且要求与车身具有相同年限的防腐能力,因此塑料件的涂装日显重要。介绍了东 风日产花都工厂保险杠涂装二线项目的建设背景、工艺设计方案、设备式样及选型。1年多的生产 实际情况证明,该生产线在产品品质、生产能力和设备开动率等方面完全达到设计目标,且居国内 领先水平。
汽车塑料保险杠喷涂线的工艺平面布置设计

a.采取双线设计,将厂房一分为二,建两条相同
66 汽 车 工 艺 与 材 料 AT&M
2011年第2期
生产
PRODUCTION
装备
EQUIPMENT
(a)1层涂装线工艺布置
(b)2层涂装线工艺布置
(c)3层涂装线工艺布置 图3 第3次设计的喷涂线工艺平面布置方案
温锻工艺对闭式锻模公差和锻造速度的要求很高。30年来,AchesonTM Deltaforge®系列产品在温锻模具润滑剂市场 上始终保持领先水平。其中,Deltaforge® 31和Deltaforge®F-31是全球公认的两款水基石墨脱模剂顶尖产品。Acheson曾 连续4年参加欧洲创建的Brite Euram研发项目,并对坯件涂层和模具润滑剂的开发进行了专门的研究。最新推出的水基 润滑剂和乳剂润滑剂可广泛应用于整个温锻温度范围。
f.要考虑料架、料箱和料盒等工位器具的摆放位 置以及人员操作空间是否舒适。
g.要考虑预留厂房空调、中央控制室、化验室、 车间办公室、材料备品库、工具维修间、厕所、配电 间和动力入口等附属设施的面积。
h.要考虑预留可以扩充产能的地方,以便在需要 时,能迅速添加设备,提高产能。
2 某塑料保险杠喷涂线工艺平面布置 的设计过程
介绍了喷涂线工艺平面布置的设计过程。
关键词:汽车 塑料保险杠 喷涂线 工艺平面布置
中图分类号:TB481
文献标识码:B
奇瑞汽车股份有限公司 孙小忠
1 塑料件喷涂线工艺平面布置的原则
在进行现代化汽车塑料保险杠喷涂线工艺平面布 置的设计工作时,需要考虑以下因素。
a.设备:前处理设备、喷房、烘干炉、漆渣处理 设备、喷房空调设备、车间工位供风设备、喷房加热 设备和轻型滑架输送设备等。
汽车保险杠涂装质量与成本控制

汽车保险杠涂装质量与成本控制1 、引言随着汽车工业的发展,保险杠作为一种重要的安全装置走向了革新的道路。
目前轿车前后保险杠除了保持原有的保护功能外,还要追求与车体造型的和谐与统一,并追求车身的轻量化。
为了达到减重的作用,轿车的前后采用了塑料保险杠。
塑料保险杠具有良好的强度、刚性和装饰性。
从安全上看,发生碰撞事故时能起到缓冲作用,保护前后车体及行人安全;从外观上看,高质量的喷涂技术可以很自然地与车体结合在一起,具有很好的装饰性。
但是随着汽车工业的蓬勃发展,竞争日趋激烈,价格战不可避免,汽车工业的高利润时代将一去不复返了。
降低成本、提高效益是汽车工业的必然选择。
降低成本涉及到投资规划、产品设计、配套采购、生产工艺、产品销售、过程管理等多方面的因素。
但是在降低和控制成本的过程中必须关注产品的涂装质量。
2、保险杠的产品设计(原材料的选用)影响涂装质量好坏的三要素是材料、工艺及管理,所以要保证好的涂装质量,材料的选用至关重要。
2.1 保险杠基材的选用用于汽车保险杠的材料主要是PP 类塑料,它的主要缺点是极性小、结晶性大、表面张力小、润湿性差、表面光滑,普遍通过使用改性类PP 改变保险杠基材的极性来保证涂装质量。
目前常用的改性PP 材料种类有PP+EPDM-T1、0PP+EPDM-T15 PP+EPDM-T20 PP+EPDM-T30滑石粉的加入可降低基材的结晶度,使得涂料中的溶剂容易溶解或溶胀基材表面,提高涂料的附着性,使涂装性能得到改善。
但是随着滑石粉的增加,材料的熔指(即流动性。
熔指降低,在充模时不容易填满;对于保险杠来说在成型过程中的流动性好产品合格率就高)缺口冲击强度(影响保险杠的韧性)、收缩率(影响保险杠的尺寸稳定性)降低,弯曲模量(影响保险杠的刚性)随着滑石粉用量的增加而增加。
所以保险杠的选料要做到刚性与韧性达到平衡才能保证基础质量。
通过多年的研究和试验,证明PP+E PDM-T20在刚性和韧性、涂装性能、成本等方面均有一定的优势。
汽车保险杠三涂一烘工艺的涂装
保险杠三涂一烘工艺的涂装1 涂装前的表面处理由于PP的结晶度和内聚力高,表面无极性基团,临界表面张力低,使涂膜很难通过溶解作用增进附着力。
如PP的表面张力为3.1×10-4N,而一般涂料需要的可附着张力为3.7×10-4N以上。
为提高涂料对PP产品的涂装性能,需要对聚烯烃基材进行表面处理。
主要的处理方法有:表面化学处理、表面火焰处理、表面等离子处理、表面辐射处理、表面涂覆处理等。
目前国内保险杠厂家正逐步推广使用机器人(也称机械手)火焰处理。
其化学机理在于:火焰中含有大量的离子,具有很强的氧化性,在高温状态下与PP形成一层带电的极性功能团,提高了其表面能,从而增进了对塑料底漆的附着力。
同时高温的火焰将能量传递给基材表面的油污和杂质,使其受热蒸发,起到了清洁保险杠表面的作用。
2.2 3C1B的底漆涂装工艺其中,JC50-9070作为一款导电中涂,对PP/EPDM基材有良好的附着力。
该底漆应用于不具有导电性的塑料基材表面时,可以用静电喷涂的方法将面漆涂布在这类塑料基材上,即底漆的干膜具有导电的功能。
此外,施工应用窗口宽,可以满足静电喷涂和空气喷涂2种施工工艺条件。
2.2.1 底漆的施工粘度底漆的施工粘度在不同施工温度条件下的变化见图2。
从图2可以看出:在温度较低时,受配方树脂性能的影响,液态原漆在长时间贮存后容易出现短暂的假稠现象,需要在稀释前充分搅拌。
但施工过程中,随着环境温度的变化,尤其在低于20℃时,粘度与温度近似于线性的关系。
这就要求在施工时尽可能保证喷涂室温在(23±3)℃,以利于底漆的施工粘度控制。
2.2.2 底漆的膜厚保险杠等外饰零件主要采用的材料是PP+EPDM以及滑石粉的改性产品。
基材外观颜色以黑色和深灰色为主。
对于涂料供应商,通常将保险杠底漆的颜色调整为灰色,利于保险杠面漆色相的控制,以保障与车身颜色匹配。
JC50-9070作为一款深灰色PP中涂,其遮盖性能较好,一般干膜在5μm左右,就可以完成黑白格的遮盖。
浅谈汽车保险杠的设计与开发
浅谈汽车保险杠的设计与开发【摘要】汽车保险杠作为汽车外部的重要组成部分,承担着保护车辆和乘客的重要作用。
设计与开发一款优质的汽车保险杠需要考虑多个因素,如材料选择、结构设计、生产工艺和性能测试等。
材料选择直接影响到保险杠的强度和耐久性,而结构设计需要兼顾美观性和安全性。
生产工艺的选择影响着保险杠的成本和生产效率,而性能测试可以确保保险杠符合安全和质量标准。
在未来,随着科技的发展和消费者对安全性能的不断重视,汽车保险杠的设计与开发将更加注重创新和定制化,以满足市场的需求。
深入研究汽车保险杠的设计与开发对于提高汽车安全性和市场竞争力具有重要意义。
【关键词】汽车保险杠, 设计与开发, 功能与作用, 材料选择, 结构设计, 生产工艺, 性能测试, 重要性, 发展趋势1. 引言1.1 汽车保险杠的重要性汽车保险杠是汽车外部的重要部件之一,起到了保护车辆和乘客的作用。
它通常安装在汽车前后部,能够在碰撞或事故时吸收冲击力,减轻对车辆本身和乘客的伤害。
保险杠的设计不仅要考虑外观美观和空气动力学性能,更需要考虑结构稳固性和安全性。
一个好的保险杠设计可以提高汽车整体的安全性能,减少事故造成的损失。
汽车保险杠的设计也影响着整个车辆的外观和风格。
一个符合流行趋势和品牌特色的保险杠设计可以提升汽车的市场竞争力,吸引消费者的眼球。
对于汽车制造厂商来说,设计和开发一款符合要求的保险杠显得尤为重要。
1.2 汽车保险杠设计的影响因素汽车保险杠的设计受到多方面因素的影响,其中包括汽车安全标准、外形美观性、车辆整体设计、生产成本等方面。
汽车保险杠作为车身的重要部分之一,其设计必须符合各国家和地区的安全标准,以确保在碰撞事故中能够有效吸收撞击力,保护车辆乘员的安全。
汽车保险杠也是车辆外观设计的一部分,因此设计师需要考虑如何使其与车身整体风格相协调,提升车辆的美观性。
汽车保险杠的设计也要考虑到车辆的整体设计,包括车头、车身线条等因素,以确保保险杠与车辆的其他部分相互配合,形成统一的整体风格。
汽车保险杠涂装线方案
汽车塑料件涂装线技术方案盐城市龙杰机电设备制造有限公司二零一五年十一月地址:江苏省盐城市亭湖区绿城路89号邮编:22400电话:0515―88537088 传真:0515―88805077一、项目内容根据客户需求,新建一套塑料件涂装流水线。
主要设备有:擦拭室一套、除尘室一套、侧水帘喷漆室四套、流平室四套、油漆烘干室一套、地面输送系统一套、调漆室一套、风淋室两套、送风空调两套及电控系统等。
喷漆室废气采用活性碳的处理方式,烘干室废气采用直接燃烧的方式处理,喷漆室的废水直接排到厂区的污水处理系统由需方自行处理后达标排放。
流平室和喷漆室水槽由需方负责在地面挖坑完成,输送系统不包括工艺小车。
以上工程为包含设计、制造、安装、调试以及人员培训和技术服务在内的交钥匙工程,并且保证与用户做好相应的配合工作。
二、项目设计依据1、设施任务和生产纲领1.1 承担工件外表面喷漆、烘干任务1.2 工件最大尺寸:L1900*B1000*H8001.3 产量:150000套1.4 工作时间:290天,每天双班11小时1.5 工件采用地推小车,小车间距2250mm1.6 工艺节拍:每班产量为150000÷(290×2)=259件,有效工作时间按10小时计算,工时效率按90%计算,生产节拍为:10×60×90%÷259=2.1分钟/件1.7 链速V=2.25÷2.1≈1.1m/min1.8 烘干方式:热风对流1.9 工艺流程:上件—手动除尘—手动擦净—喷涂底漆—底漆流平—喷涂色漆—色漆流平—喷涂珠光漆—珠光漆流平—喷涂清漆—清漆流平—固化烘干(80~120℃、40 min)—自然冷却—下件1.10 工艺参数:三、设计原则1、设备设计原则1.1、满足产品质量及工艺要求;1.2、布置合理,方便组织生产、物流及维修的需要;1.3、布置及设计做到“安全第一、文明生产”的原则;1.4、满足环保、卫生和安全达标要求;1.5、设备的噪音〔85dB(A)以下〕、废气和有害粉尘等排放达到国家对机械工厂设计的有关环保要求;1.6、操作场所符合国家工业卫生有关标准;1.7、设备生产时满足国家有关技术安全规定。
浅谈汽车保险杠的设计_方文辉

能指标,尽可能定量化。对于这些零部件的不同 类别有对应的不同材料要求。对于保险杠本体材
《北京汽车》2015.No.1
·1·
·浅谈汽车保险杠的设计·
料,务必保证其弹性和韧性。对于可视的非油漆
表 3 前保主要结构组成表
件,制造过程不应更改材料的初始特性,尤其是 颜色牢固度、耐光线性能和耐恶劣天气性能。
一般保险杠蒙皮材料为 PP+EPDM-Tx%,其 中 PP 为基体,EPDM 提高弹性,Tx%主要是提 高刚度。保险杠采用的改性聚丙烯的基本特性见 表 1。镀铬件材料一般采用 ABS,基本特性见表 2。
表 1 保险杠用改性聚丙烯的基本特性
序号 1 2
检验项目
技术要求
拉伸强度/Mpa 缺 口 冲 击 强 (-40±1)℃ 度/(kJ/m2) (23±2)℃
另外还应结合工艺对结构设计的限制进行考虑。
前保的主要结构组成及对应功能说明见表 3,后保
的主要结构组成及对应功能说明见表 4。
4.2 保险杠定位设计 保险杠通常采用 3 个 Z,2 个 X,1 个 Y 的主定
位方式,辅助定位随结构的不同,在 X、Y、Z 方
·2·
图 2 前保定位设计实例 《北京汽车》2015.No.1
螺栓将表皮侧支 架、车身打紧
图 4 保险杠中间上部紧固点图
2)为了保证前保与前大灯的间隙及安装效果, 可增设紧固点,或对保险杠与大灯配合处的边缘结构 进行加强。加强边缘有增加加强件和结构加强 2 种方 式。图 5 所示为增设紧固点,图 6 所示为增加加强件, 图 7 所示为蒙皮与大灯配合位置翻边,结构加强。
3
吸能器 碰撞吸能。
040保险杠采用水性涂装工艺势在必行

保险杠采用水性涂装工艺势在必行张禾(中国汽车技术研究中心300162)摘要:保险杠采用水性涂装工艺势在必行,本文就某涂装生产线,设备年时基数为3820h,设备负荷率为90%,返修率为10%,年生产能力为25万套保险杠,其生产节拍可达0.75min ,采用水性喷漆(罩光漆为溶剂型)的工艺及设备进行简述,并对保险杠涂装生产线日系(丰田)与欧美的差别进行说明。
1 保险杠采用水性涂装工艺势在必行随着环境保护和可持续发展问题的不断升温,全球生态环境保护课题再一次成为焦点。
中国经济高速发展,能源浪费和环境污染问题日益凸显,党中央、国务院高度重视主要污染物减排工作,将其作为加强环境保护、实现科学发展的重要措施。
“十一五”规划提出了具有法律效力的单位国内生产总值能源消耗降低20%,主要污染物减排10%的约束性指标,中国计划在2007年投入20亿元左右资金专项用于污染物减排建设。
我国自2003年1月1日起施行《中华人民共和国清洁生产促进法》。
国家环境保护总局发布了《清洁生产标准汽车制造业(涂装)》,于2006年12月1日实施。
目前我国已经超过日本成为全球第二大汽车消费市场,并超过德国,成为世界第三大汽车生产国。
2007年,我国国产乘用车内需约为575万辆,出口约为17万辆,国产乘用车总销量将达到592万辆左右,同比增长14%或略高。
2007年我国国产商用车内需为208万辆左右,出口为30万辆左右,国产商用车总销量将达到238万辆左右,同比增长17%或略高。
如此多的汽车产量,同时还要出口产品,为避免绿色壁垒,我国必然会加快清洁生产的实施,用于企业的清洁生产审核和清洁生产潜力与机会的判断,以及清洁生产绩效评定和清洁生产绩效公告制度。
轿车典型绿色涂装工艺及材料为:阴极电泳+水性中涂(或粉末涂料)+水性底色漆+高固体分罩光清漆(HS)或粉末罩光清漆,这是当今普遍认为符合环保要求,低VOC排放的汽车车身涂装工艺。
目前,国内已有天津一汽丰田二工厂、上海通用金桥二期南厂(巴斯夫上海涂料有限公司供漆)、上海通用东岳汽车有限公司、广州本田增城工厂涂装线部分涂漆采用了水性漆;正在建设中的北京奔驰汽车公司车身涂装线和北京现代新工厂拟采用水性中涂和水性底色漆,其他在近几年新建和筹建的车身涂装线上都留有采用水性中涂和水性底色漆的余地。
保险杠涂装线输漆系统的工艺管理

2.2清洗新系统
供漆系统在安装过程中受杂质污染是不可避免的,所以在正式加料前需要彻底清洗,通常是使用溶剂进行系统循环清洗。溶剂的种类由油漆供应商推荐,也可以使用通用溶剂,如45%二甲苯、45%丁酮、10%异丙醇的混合溶剂。也有一些系统担心管路在安装焊接时有焊渣留在管路中,这些杂质与管壁粘附较牢,所以在首次清洗的第一遍时使用粘度较大的清漆。使用溶剂清洗时,分多次进行。每次至少48h。清洗时将系统的流量调至最大以增加清洗效果。对于有支管的系统,需要逐步关闭其它分支而只留一个作为主通道,使得系统能够对该管路进行彻底冲洗。对于有盲端的系统,注意对于系统的盲端需要放溶剂,通常在清洗开始后放一次,以后每过8h在盲端出口放一次溶剂,每次排放的数量起码超过不循环部分的2倍。初次循环可以使用150μm的过滤袋,清洗过程中每过一段时间要检查一下过滤袋。随着每次更换新溶剂后可以更换更小的过滤袋,系统最后一次清洗,使用的最小型号的过滤袋一般是5μm。在判断系统是否清洗完毕时,需要检查系统颗粒情况,可以检查过滤袋中是否有颗粒杂质,也可以取系统中的溶剂在显微镜下观察是否有超过5μm颗粒;其次使用系统中放出的溶剂喷涂样板检查是否有缩孔。当既无颗粒也没有缩孔现象时,将溶剂放空,使用压缩空气吹干后,系统的清洗就完成了。有些油漆供应商还要求在加料前使用配套稀料再进行一遍清洗。
汽车塑料保险杠喷涂线技术方案
TEL:0515-88537088
因为专业 所以卓越 FAX: 051 5-8 880 507 7
保险杠喷涂生生产线技术文文件
一一、项目目内容
根据客户需求,新建一一套塑料料件涂装流水水线。主要设备有:
序号
设备名称
1
上件隔离室
2
擦净室
3
除尘室
4
火火焰处理理室
5
侧水水帘喷漆室
6
流平室
7
烘干干室
8
送⻛风空调(含平台)
③不不同洁净度区段之间都设有过渡区;
④生生产线上按流平>烘干干=喷漆>除尘的⻛风压等级划分,保证外部污染无无法进入入;
⑤烘道采用用上送下回的热⻛风循环模式,不不会有扬灰;
⑥除尘室、擦净室、流平室下部设置水水槽,上铺格栅,室内灰尘落入入水水槽内,不不会扬起污
染工工件;
⑦除尘室前设有一一个隔离区,工工件进口口安装离子子⻛风刀刀,外部灰尘无无法进入入生生产线内;
9
灯检工工位
10
抛光工工作台
11
⻛风淋淋室
12
货淋淋室
13
调漆室
14
地推输送机
15
通道
16
活性炭吸附脱附催化燃烧
数量量 1套 1套 1套 1套 3套 3套 1套 2套 1套 3套 1套 1套 1套 1套 1套 1套
生生产线的废水水由需方方自自行行行处理理后达标排放。 以上工工程为包含设计、制造、安装、调试以及人人员培训和技术服务在内的交钥匙工工程,并 且保证与用用户做好相应的配合工工作。
④水水帘柜的主要管路路全部采用用活节,可定期清理理,而而不不致使用用时间管路路渣滓沉降而而影
响出水水量量;
⑤水水帘柜水水的过滤采用用二二道不不锈钢网网,避免由于漆渣的沉积造成管路路和泵的堵塞而而减
保险杠涂装工艺论述(doc 9页)

保险杠涂装工艺论述(doc 9页)部门: xxx时间: xxx制作人:xxx整理范文,仅供参考,勿作商业用途保险杠涂装工艺目前典型的保险杠涂装可分为以下20道工序,具体见图1:图1 塑料保险杠涂装线的工艺流程figure 1 Process chart of painting line forplastic bumper1、上件:上件的主要任务是将需要喷涂的工件放置到涂装挂具上,使得被喷涂工件通过整个涂装线的各个工序段,完成被喷涂工艺。
保险杠在涂装线上的移动由输送链系统完成,整个涂装线是一条封闭的环型设备。
保险杠以适合喷涂的方式固定在挂具上,挂具固定在涂装小车上,并可以方便的更换。
链条带动小车在涂装线上循环运行。
所有小车形式是统一的,不同外形的保险杠使用不同的挂具,一种产品对应特定的挂具,更换喷涂产品时,只需要更换不同的挂具。
产品到达下件区时产品被取下,称为下件工序。
每辆小车在涂装线经过一点的时间称为涂装线的节拍,由于所有的小车是循环运行的,所以涂装线上瓶颈节拍就决定了整体涂装线的节拍。
通常,国内的涂装线节拍在45秒到120秒之间。
当然,在涂装线设计建设时,所有工序的节拍都是经过平衡计算的。
每辆小车上可以放置的产品数量称为小车上件数。
涂装线节拍和每辆小车上件数基本决定了一条涂装线的生产能力。
在上件工序中,主要的操作人员包括了更换挂具的人员和上件的人员。
根据产品的切换频率和生产产品的节拍和每辆小车的上件数量,通常需要每班4-8人。
2、水洗:水洗工序主要作用是完成产品涂装表面的清洁,水洗可除去零件表面的污垢、灰尘、油脂等。
标准水洗工艺分为五级水洗,分别是一级加热脱脂水洗、二级水洗、三级水洗、四级循环纯水洗、五级新鲜纯水洗。
每级水洗设备都是由水槽、水泵、管路和喷淋头组成。
保险杠在小车上通过水洗通道时被自动清洗。
根据设计,第一级槽液使用的能够去除油脂的含一定浓度化学药品的水,并加热槽液温度在55℃以上,第二、三级水是常规的自来水,第四、五级水是纯水。
汽车保险杠的设计与开发分析

汽车保险杠的设计与开发分析摘要:随着我国经济社会的不断发展,我国境内的汽车数量,质量也开始有了非常大的提升。
因此,人们对于汽车的要求也逐渐提高。
这对于相关汽车企业而言既是机遇又是挑战。
保险杠作为汽车的重要组件之一,也开始成为了人们挑选汽车时重要的考虑点之一。
本文通过在实际工作中积累的经验,对汽车保险杠设计开发过程中涉及的基本原则、选材、设计定位、安装和注塑工艺进行了探讨。
关键词:汽车保险杠;结构设计;材料;注塑1、保险杠设计与开发的基本原则安全性要求。
当车辆发生碰撞时,保险杠要起到一定的缓冲和吸能的作用,保护被撞行人、乘客的安全,降低撞击给车辆造成的破坏;保险杠的外型、质感和色彩要与整车的结构相协调,浑然一体并突出车辆的造型风格;考虑空气动力性能。
保险杠的结构设计要考虑空气动力学,改善整车的流畅性,降低油耗;保险杠的结构设计要充分考虑其日后的安装与维护。
2、保险杠设计的注意事项2.1 材料选择现在汽车的保险杠通常采用PP等高分子材料,蒙皮材料以PP为基体,掺入EPDM和Tx%,提高了材质的弹性和刚度。
按照薄壁化的要求,将来会有新材料的使用。
2.2 拔模角度设计保险杠注塑件的结构设计均应设置拔模角度,其角度的大小要与保险杠的材料收缩率、形状、型芯长度、高度及壁厚相关,光面的拔模角度应≥3°,纹理面应≥7°,如果设置的拔模角度对构件的装配质量不构成影响,则拔模角度尽可能的取大值。
2.3 确定保险杠的厚度保险杠的厚度应考虑车辆的性能要求,包括对保险杠的强度、尺寸、稳定性、装配、制造工艺等,在综合分析并保证车辆运行安全的情况下最终确定,通常保险杠的蒙皮厚度应为2~3.5 mm。
保险杠的料厚分布要均匀,厚薄位置的变化要逐渐过渡,同时厚薄的变化量不可超过料厚设计值的50%。
为了减重,会出现薄壁化的趋势要求。
2.4 圆角的处理保险杠的转折处要设置圆角,一方面可以增强保险杠的机械强度并美化外观,另一方面在注塑时,能够降低塑料在模具腔里的流动阻力和成型后产生内应力和裂纹的机率。
轿车塑料保险杠的涂装线设计

轿车塑料保险杠的涂装线设计.txt21春暖花会开!如果你曾经历过冬天,那么你就会有春色!如果你有着信念,那么春天一定会遥远;如果你正在付出,那么总有一天你会拥有花开满圆。
轿车塑料保险杠的涂装线设计轿车保险杠是轿车重要的外部装饰件,随着轿车涂装要求的不断提高,保险杠的涂装也越来越受到各专业厂的重视。
轿车保险杠主要采用塑料材质,涂料在其表面难于附着,另外塑料件的热变形温度低等,一般生产中选用的涂料的烘干温度低于金属件所用涂料的烘干温度,因此塑料件涂装和金属件涂装在工艺和涂装材料等方面有很大不同,保险杠涂装一般不和车身涂装混线生产。
目前国内部分大型汽车制造厂已将保险杠的注塑和涂装作为整车生产的一个重要部分,在规划新工厂时建设保险杠的注塑和涂装车间,如日本丰田在国内建设的工厂中就建有树脂车间(即保险杠等塑料件的注塑和涂装车间)。
国内有些汽车制造厂的保险杠由大型专业塑料件加工厂提供,国内大型汽车塑料件生产厂有江阴模塑和上海延锋伟士通等。
国内多条保险杠涂装线的设计吸收了日韩、欧美等的经验技术,这些涂装生产线在工艺、设备布置、机械化形式上有很多不同的地方。
为降低塑料保险杠的加工成本并提高其涂装质量,人们在涂装材料、涂装工艺和涂装设备等方面进行了大量研究,取得了一定成果,因此涂装线设计最近几年发生了较大变化。
1涂装线的总体布置大型涂装线的整体布置趋向于区域化和立体化。
应尽量将同种或同类设备和工序布置在同一个区域,以便于生产的组织和管理。
一层主要布置上下件工位、前处理、打磨、检查、修饰及辅助设备;二层主要布置喷漆室、烘干室、空调平台区域。
这种立体化、设备分区的布置方式更有利于提高喷涂洁净区的洁净度,这对提高产品件一次下线合格率有很大帮助。
整个涂装车间为全封闭厂房,人工在上、下件时都站在生产线的单侧操作,保险杠涂装采用自动喷涂与人工喷涂相结合的形式,喷漆室废气采用集中高空排放或废气集中焚烧后排放,供漆系统采用集中供漆与线边小系统供漆相结合的模式。
浅谈汽车保险杠设计及制造关键技术

浅谈汽车保险杠设计及制造关键技术摘要:随着社会的发展,国民对于车辆品质的需求越来越高,国内的汽车业也随之兴盛起来。
众所周知,保险杠的结构对整车的生产和生产有很大的关系。
从目前的情况来看,必须强化保险杠的科学设计,以保证其生产的品质。
本论文重点介绍了轿车保险杆的结构和生产工艺。
关键字:车顶;图案;生产工艺要点随着我国汽车工业的快速发展,保险杠的设计和制造技术水平越来越高,对安全产品的需求也越来越大,所以必须不断提高保险杠设计以及制造技术,促进汽车生产技术的有效提高。
因此,应加强对其结构和生产工艺的细致研究,防止其在设计、生产中的质量问题。
1.概述车辆保险杠是一种主动安全部件,它是一种保护车辆在行驶时不会受到擦伤或者减少碰撞。
由于汽车行业的发展和人们对安全防护的需求日益增加,人们对安全气囊的需求也在逐渐增加。
汽车保险杠为最大的汽车用塑胶罩,在制造的过程中必须结合空气动力特性和有关的法律规定都会对汽车的安全气囊进行设计。
在设计时,要让汽车与汽车其他部位的线条保持一定的联系,而不能与整个车体分开。
通常情况下,保险杆主体上有很多副零件,比如:散热片;雾灯,大灯,雷达探测器,车牌等。
另外,在组装时,车身周围的配件也会对其产生很大的作用,比如:翼子板,引擎盖,大灯,尾灯,行李箱和车牌。
因此,在结构上,汽车保险杠的结构具有严格的外在限制和复杂的内部构造配合。
(一)保险杠外壳结构在保险杠的设计中,塑料件是必不可少的,因为塑料件不仅有着极高的刚性,更是一种装饰品。
当车辆在行驶时遇到紧急情况时,它起到了很好的缓冲作用,可以起到很好的缓冲效果,从而保证司机的人身安全。
而且,在不破坏外罩的情况下,也能最大程度地减少安全隐患。
(二)保险杠横向结构保险杠的横向构造为其衡量系统结构,它是保险杠的重要部件,能够将碰撞后的冲击力进行有效的扩散,同时也能够将大部分的动能都吸收进去,当车辆相撞的时候,它可以将撞击后的冲击力转化为动力,从而更好的保障司机的人身安全。
保险杠涂装工艺介绍

55℃,喷淋压力为0.06-0.12M pa ,其工作原理与第一级水洗相同。
涂程介绍
水洗:使用清洁的自来水冲洗残留在零件表面的化学试剂。两道水洗,水
温RT,喷淋压力为0.06-0.12Mpa。
纯水洗:使用新鲜的去离子水对零件表面进行彻底清洗(去离子水的纯净
涂程介绍
涂装方法:
第一道: 静电旋杯 – 高效 第二道: 空气喷涂 – 涂料中金属箔的排列
靜電塗裝 - 銀粉漆 立銀現象 - 偏暗
静电+空气改善银粉排列
涂程介绍
罩 光:
罩 光是涂程中最后一层涂膜,其目的在于赋予涂膜高光泽度及良好的物化 性,以保护被涂物。(涂装线主要使用二液型色漆)
涂装方法:
第一道: 空气喷涂 第二道: 静电旋杯 – 高效 由于色漆喷涂闪干后,表面电阻值较大,导电效果较差,因此需先进行清 漆空气枪喷涂,使工件表面形成湿膜,提高工件表面导电率,发挥静电枪 的高效性。
涂装工艺介绍
编制:注塑神经
涂装方法是指将涂料薄而均匀的涂布在被涂物表面上的工艺。目前汽车行 业的塑料饰件喷涂中最常用的方法是喷涂法。
涂料的基本知识
油漆定义: 油漆是我国对涂料的传统称呼,它可以通过不同的施工
工艺,涂覆在物件表面能形成连续簿膜的一种工程材料(可 含颜料或不含颜料)。
涂料作用:保护作用。 装饰作用。 特殊功能作用(防腐、隔离、标志、反 射 、导电等用途)。
火焰处理(800~1200℃)
火焰处理的主要目的是:用强氧化焰使塑料表面氧化,提高塑料基材表面的
表面张力,使油漆能更好的与基材表面结合,以提高油漆的附着力。
如图1.所示当基材的表面张力小于油漆的表面张力时,油漆无法浸润基材; 如图2.所示当基材的表面张力大于油漆的表面张力时,油漆可以浸润基材。
保险杠涂装简介
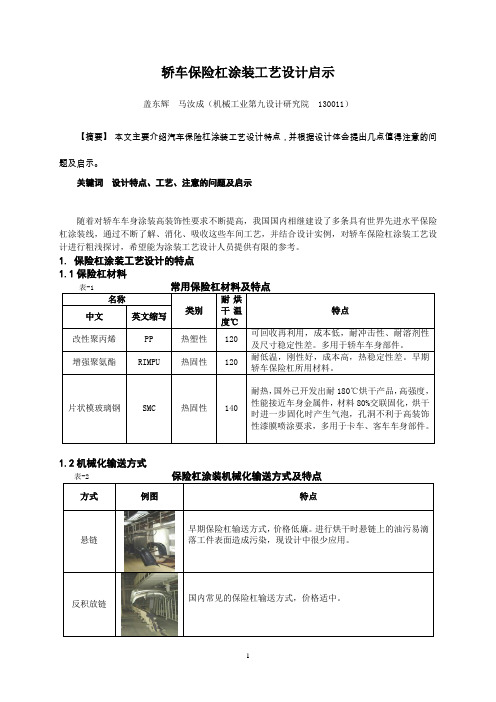
轿车保险杠涂装工艺设计启示盖东辉马汝成(机械工业第九设计研究院 130011)【摘要】本文主要介绍汽车保险杠涂装工艺设计特点,并根据设计体会提出几点值得注意的问题及启示。
关键词设计特点、工艺、注意的问题及启示随着对轿车车身涂装高装饰性要求不断提高,我国国内相继建设了多条具有世界先进水平保险杠涂装线,通过不断了解、消化、吸收这些车间工艺,并结合设计实例,对轿车保险杠涂装工艺设计进行粗浅探讨,希望能为涂装工艺设计人员提供有限的参考。
1.保险杠涂装工艺设计的特点1.1保险杠材料表-11.2机械化输送方式表-21.3涂装组挂方式1.4自动喷涂方式及配置保险杠手工喷涂涂料利用率在20%左右,而静电旋杯喷涂涂料利用率可达65%,因此在面漆的底色漆工序采用杯+杯喷涂工艺可达到提高涂料利用率目的,底色漆自动喷涂方式如表-4:机器人在喷涂时手臂移动速度不大于800mm/s,旋杯吐出量不大于400cc/min才能保证漆膜质量,根据以上数据可粗略算出机器人数量,目前国外已有公司正在车身上试验机器人手臂移动速度1500mm/s,旋杯吐出量800cc/min喷涂方式,以达到减少机器人数量的目的。
1.5工艺方案布置同车身涂装线一样,保险杠涂装线也采用立体化、区域化方式来保证各区的微正压,保持涂装车间各区所需的不同洁净度。
一般喷漆室应布置在同一区域内,烘干室布置在同一区域,最好布置在车间上层。
打磨、贴遮蔽等手工操作工位布置在同一区域内,最好布置在车间底层,这样布置的保险杠涂装车间有利于生产组织、管理。
2.典型的保险杠涂装工艺表-5 工艺流程表上述工艺流程表是一种典型的保险杠涂装工艺,采用了三喷两烘(3C2B);或者采用另一种工艺流程三喷一烘(3C1B),也是常用的保险杠涂装工艺,此时按照上述工艺流程表应该取消工序13、14、15、16和17。
3.保险杠涂装工艺设计的几点值得注意的问题⑴前处理脱脂液PH=6.4,前处理设备及前处理滑橇输送设备应具有相应的防腐能力。
浅谈汽车保险杠设计

bumper,material
se—
中图分类号:U463文献标识码:A文章编号:1003—5168(2013)05—0114—02 保险杠是汽车前后部的保护装置,在安全方面起着重要 作用,设计时候需要满足相应的法规要求。现在的保险杠在 造型上也很讲究,时尚的造型会给人们视觉的冲击和美的享 受。保险杠的设计不但要满足安全方面要求,造型方面的要 求,并且还要满足结构设计和工艺方面的要求。这就要求在 设计的时候相关部门要有很好的配合,找到最佳平衡点,设计 出最佳的方案。 1保险杠系统构成 一般保险杠总成由保险杠横梁总成,保险杠缓冲块,保险 杠面罩几部分构成。 1.1保险杠横梁 保险杠横粱在高速碰撞时起到很重要的作用。工艺采用 冷成型或者热成型。冷成型成本低,热成型横梁强度好,成型 好,但成本比冷冲高。材料常用金属材料,冷冲采用B340, 590DP,热成型用BRl500HS等,也有少数车型采用铝合金等 新型材料,在满足强度的前提下,减轻车重是值得提倡的。 1.2保险杠缓冲块 缓冲块材料采用发泡聚丙烯EPP,成型密度45K/M3,发 泡率30。低速碰撞时和对行人腿部保护起到应有的作用 1.3保险杠面罩 保险杠面罩一般采用改性PP,壁厚3ram,注塑成型,根据 造型需求决定是否分色处理。 1.4散热器格栅总成 散热器格栅一般采用ABS等材料,注塑成型,表面处理可 以电镀,可以喷漆,具体由造型需求来确定。总成要根据具体 的造型来确定分几个零件组成。一般由外框和内部的辐条等 分件组成。散热器格栅起到用于发动机舱的进气散热功能。 2相关的法规要求 2.1汽车前、后端保护装置 保险杠的设计要满足此法规,在发生接触和轻度碰撞时 不会导致车辆的严重损伤。设计时,前后端保险杠摆锤和横 梁重叠面积z向值最小要求50mm。 2.2乘用车外部凸出物 为了安全考虑,保险杠的设计要考虑乘用车外部凸出物 法规,设计时要按照法规的要求去校核。 2.3汽车对行人碰撞保护 小腿碰撞区域内要尽量保证没有坚硬物,这样才能使碰 撞加速度减少,因此造型时候大灯等硬物在60度切点的外 侧,详见图2。
保险杠自动涂装生产线分析毕业设计

秦皇岛职业技术学院机电工程系机械制造与自动化专业毕业设计(论文)任务书1设计(论文)题目:保险杠自动涂装生产线分析2毕业设计(论文)时间安排:自2011年1月9日开始,至2011 年6月17日结束。
3毕业设计(论文)的主要内容:(1)确定工艺流程及工艺布局要求。
(2)确定各室体主要技术要求参数。
(3)确定电控系统要求。
指导教师(签名)学生(签名)秦皇岛职业技术学院机电工程系毕业设计开题报告课题名称:保险杠自动涂装生产线分析学生姓名:訾林专业名称:机械制造与自动化班级: 3080202 学号: 20083020225 指导教师:白虹机电工程系2011年3月1日一、课题的目的及研究意义涂装是工程机械产品的表面制造工艺中的一个重要环节。
防锈、防蚀涂装质量是产品全面质量的重要方面之一。
产品外观质量不仅反映了产品防护、装饰性能 , 而且也是构成产品价值的重要因素。
本设计为内外饰涂装非标设备保险杠自动涂装生产线的分析,根据要求,确定生产工艺流程、工艺部局要求、生产节拍、各室体材质、尺寸等参数。
二、本课题的主要研究内容1、确定工艺流程及工艺部局要求。
2、确定各室体主要技术要求参数。
3、确定电控系统要求。
三、进度计划2011-1-9至2011-3-1 确定论文题目,下发毕业设计指导任务书并完成开题报告2011-3-1至2011-4-5 搜集资料,撰写论文,将毕业设计初稿交指导教师审阅2011-4-5至2011-5-15 将毕业设计论文第二稿交指导教师审阅2011-5-16至2011-5-28 将毕业设计第三稿交指导教师审阅2011-5-29至2011-6-5 将毕业设计论文定稿交指导教师,指导老师写-指导教师评语:2011- 6-6至2011-6-15 将毕业设计论文定稿评阅老师写-评阅老师评语:2011-6-17 毕业设计答辩导师意见:导师签名:年月日教研室审批意见:教研室主任签名:年月日系毕业设计(论文)工作指导委员会审批意见:系主任签名:年月日分类号:3080202秦皇岛职业技术学院毕业设计(论文)保险杠自动涂装生产线分析作者:訾林专业名称:机械制造与自动化指导教师:白虹指导教师职称:副教授摘要涂装生产线主要由前处理电泳线、密封底涂线、中涂线、面涂线、精修线及其烘干系统组成。