钢制紧固件的表面电镀防护
GB 5267-85 螺纹紧固件电镀层]
![GB 5267-85 螺纹紧固件电镀层]](https://img.taocdn.com/s3/m/07908c0fbb68a98271fefa77.png)
1.25M 8-28
1.5M 10-328
1.75M 12-34
2M 14,M 16-38lO8
对内螺纹规定二种公差带位置:H、G。
镀后螺纹的实际轮廓上的任何点均不应超越按H、h确定的最大实体牙型。
1.3电镀螺纹紧固件,必须同时满足镀层厚度和旋合性两方面的要求。达到规定的镀层厚度可绽品具有一定的抗腐蚀能力。
表2
级 别条 件说 明
0十分良好空气清洁,工作环境湿度低于60%的室内条件 l良 Leabharlann 好工作环境湿度低于70%的室内条件
30302735
4.2电镀层的使用条件
电镀层的抗腐蚀性能取决于镀层厚度和暴露环境等。使用条件越恶劣,需要的镀层越厚。本标准将使用条件分为0~4级,如表2所示。表中说明仅供参考。
lO10912
1212ll15
15151418
20201823
25252328
4.5M42,M 45-63
5M 48,M 52-71
5.5M 56,M 60-7515
6M 64,M 68-80
2一 般城市的室外条件或可产生冷凝作用的室内条件
3恶 劣工业区的室外条件或高湿度的条件
4十分恶劣海上室外条件或含有少量腐蚀性气体的条件或
高湿度的热带条件
Fe/Cum/Ni5/Cr0.3
2Fe/Zn8DFe/Cd8DCu/NilO
Fe/Ni20Cu/Ni 10/lcrO.3
Fe/Ni20/CrO.3
组:批中随机抽取的10个或更多个零件。
组平均厚度:组中所有零件平均厚度的平均值。
批平均厚度:同一批中,各组平均厚度的平均值。当一批零件是由同一滚筒中一次电镀时,组均厚度即为批平均厚度。
【紧固件的表面处理——电镀、热镀锌、机械镀及达克罗】
【紧固件的表面处理——电镀、热镀锌、机械镀及达克罗】1.锌铬膜(达克罗)防腐机理简述:锌铬膜(达克罗)涂复工艺是一种全新的表面处理技术,又称达克罗、达克乐、达克锈、锌铬膜(达克罗)、达克曼等。
在发达国家的汽车工业、土木建筑、电力、化工、海洋工程、家用电器、铁路、公路、桥梁、地铁、隧道、造船、军事工业等多种领域已得到极为广泛的应用。
我国随着该技术的逐步推广,已在汽车、电力、锚链、公路、海洋工程等方面开始大量使用,并获得了极高的评价。
锌铬膜(达克罗)液是一种水基处理液,金属件可以采用浸涂、喷刷或刷涂处理,然后送进加热炉炉固化,固化温度在300℃左右,经四十五分钟到一小时的烘烤,形成锌铬膜(达克罗),铬固化时,涂膜中的水份、有机类(纤维素)物质等挥发份在挥发的同时,依靠锌铬膜(达克罗)母液中的高价铬盐的氧化性,使电极电位负值较大的单质锌片、铝片浆与铁基体反应,形成Fe、Zn、Al的铬盐化合物无机涂层。
由于膜层是与基体直接后应获得的,所以该防腐层极为致密,(用镀锌或浸锌方法获得的防腐层无法与之相比)该涂层在腐蚀环境下,会形成无数个原电池,即先腐蚀掉电位较负的Al、Zn盐类,直到它们被消耗后才有可能腐蚀至基体本身。
紧固件的表面处理,按照其产品的要求,有许多处理的方法和种类。
按表面处理方法,譬如有:涂漆、电镀、化学镀、真空涂镀、浸镀、阳极氧化、化学被膜处理、化学抛光、电解抛光、镀覆、珩磨、喷砂硬化、涂层、气相沉积、渗碳、氮化、表面淬火等;按加工技术,有物理的、化学的、电加工的、机械的、冶金的等等。
目前,常用的表面处理方法有以下四种,介绍如下:一、电镀:将接受电镀的部件浸于含有被沉积金属化合物的水溶液中,以电流通过镀液,使电镀金属析出并沉积在部件上。
一般电镀有镀锌、铜、镍、铬、铜镍合金等,有时将染黑,磷化等也包括其中。
电镀中易产生氢脆,对工件机械强度影响大。
二、热镀锌(H.D.G.):通过将碳钢部件浸没温度约为510℃的熔化锌的镀槽内完成。
钢制紧固件的表面电镀防护

电镀层标识系统电镀后处理和表面钝化处理依据EN ISO 4042标准,不同材料的镀层及厚度都有明确定义。
电镀层标识结构如下:颜色分类铬酸盐钝化处理后的颜色颜色代码A2KA:Coating metal 镀层材料Matte乌光No Color 本色A2:Minimum thickness of coating 最小厚度Bluish to bluish iridescent蓝-发光蓝BC:Glass level and posttreatment 光泽度及后处理比如:A2C代表镀黄锌5μm Yellowish shimmering toyellow-brown,iridescent 微黄-黄褐色,发光C镀层材料元素符号镀层材料代码Olive green to olive brown橄榄绿-橄榄褐DZn Zinc 锌ACd Cadmium 镉BBright明亮No Color 本色ECu Copper 铜C Bluish to bluish iridescent蓝-发光蓝FCuZn Copper-Zinc 铜锌DNi b Nickel 镍E Yellowish shimmering toyellow-brown,iridescent 微黄-黄褐色,发光GNi b Cr r Nickel-Chrome 镍铬合金F CuNi b Copper-Nickel 铜镍合金GCuNi b Cr r Copper-Nickel-Chrome 铜镍铬H Olive green to olive brown橄榄绿-橄榄褐HSn Tin 钛JCuSn Copper-Tin 铜钛KGlossy有光泽No Color 本色JAg Silver 镀银L Bluish to bluish iridescent蓝-发光蓝KCuAg Copper-Silver 铜银NZnNi Zinc-Nickel 锌镍P Yellowish shimmering toyellow-brown,iridescent 微黄-黄褐色,发光LZnCo Zinc-Cobalt 锌钴Q ZnFe Zinc-Iron 锌铁R镀层厚度μmOlive green to olive brownM High Glass高光泽No Color 本色N单镀层双镀层厚度代号无厚度说明-0Arbitray任意Like B,C or D P3-152+32Matte乌光Brownish black to black 黄褐色-褐色R83+53104+69Bright明亮Brownish black to black 黄褐色-褐色S124+84155+105Glossy有光泽Brownish black to black 黄褐色-褐色T208+1262510+157All glasslevels Without chromating U3012+188钢制紧固件不同电镀锌层的抗蚀性(盐雾试验参照DIN50021SS/ISO9227)钝化处理铬酸盐牌号钝化膜颜色镀层代号(依照ISO4042)公称镀层厚度μm白锈时间h红锈时间h无色钝化A透明A1A A1E A1J3212 A2A A2E A2J5624 A3A A3E A3J8648蓝色钝化B亮蓝A1B A1F A1K3612 A2B A2F A2K51236 A3B A3F A3K82472黄色铬酸盐钝化C黄彩A1C A1G A1L32424 A2C A2G A2L54872 A3C A3G A3L872120黑色铬酸盐钝化BK黑色A1R A1S A1T31236 A2R A2S A2T51272 A3R A3S A3T82496绿色铬酸盐钝化D橄榄绿A1D A1H A1M32424 A2D A2H A2M57296 A3D A3H A3M896144。
国内工程碳钢紧固件表面处理技术标准
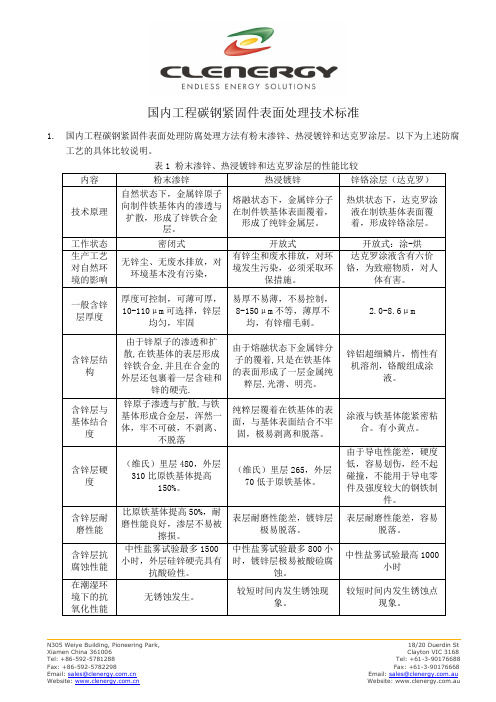
结合强度在锌涂层中(电镀锌、热浸锌、达克罗)是最好的。
其加工过程无污染,最环保,渗锌温度在350℃~450℃,不影响紧固件构件机械性能。
2.2热浸锌
热浸锌为锌加热到液体下热扩散涂层。
其镀层厚度在15~110μm,并且不易控制,但搞腐蚀性好,多用于工程中。
热浸锌加工过程中污染严重,有锌废料和锌蒸汽等。
由于镀层厚,在紧固件中引发了内外螺纹难以旋合的问题。
解决此问题有两种方法:一种是在镀后再攻内螺纹,虽然解决了螺纹旋合的问题,但也降低了防腐性能;一种是在螺母攻丝时,使螺纹大于标准纹约有0.16~0.75mm(M5~M30),然后再热浸锌这样虽然也可解决旋合难题,但付出了强度降低的代价。
因热浸锌加工的温度较高(450℃~470℃左右),它不能用于10.9级以上的紧固件。
2.3达克罗
达克罗不存在氢脆问题,如不考虑六价铬的环保问题和涂层易破坏问题,它实际上最适用于高防腐要求的高强度紧固件。
达克罗处理的价格较热镀锌和粉末渗锌的高。
3.总结
由以上可知,工程紧固件采用粉末渗锌表面处理方式效果最好。
电镀锌与热镀锌区别介绍

3.应用范围。电镀锌所涉及的领域越来越广泛,紧固件产品的应用已遍及机械制造、电子、精密仪器、化工、交通运输、航天等在国民经济中有重大意义。
2、具有锌—铁合金合金层,结合致密,在海洋性盐雾大气及工业性大气中表现特有抗腐蚀性;
3、由于结合牢固,锌—铁互溶,具有很强的耐磨性;
4、由于锌具有良好的延展性,其合金层与钢铁基体附着牢固,因此热镀锌可进行冷冲、轧制、拉丝、弯曲等各种成型工序,不损伤镀层;
5、钢结构件热浸锌后,相当于一次退火处理,能有效改善钢铁基体的机械性能,消除钢件成型焊接时的应力,有利于对钢结构件进行车削加工;
三、热浸锌介绍
在各种表面保护紧固件基体的涂镀方法中。热浸锌是一种非常优良的一种。它是在锌呈液体的状态下,经过了相当复杂的物理、化学作用之后,在钢铁紧固件上不仅镀上较厚的锌层,而且还生成一种锌—铁合金层。这种镀法,不仅具备了电镀锌的耐腐蚀特点,而且由于具有锌铁合金层,还具有电镀锌所无法比拟的强耐腐蚀性,因此,这种镀法特别适用于各种强酸、碱雾气等强腐蚀环境中。这种紧固件在电力光亮美观;
7、纯锌层是热浸锌中最富有塑性的一层镀锌层,其性质基本接近于纯锌,具有良好的延展性。
一、前言
据统计,钢铁在空气、水或土壤中很容易生锈,甚至完全损失,每年因腐蚀造成的损失约占整个钢铁产量的1/10。为了使紧固件表面具有某种特殊功能,同时赋予其表面装饰性的外观,所以一般采用电镀锌的方式对其处理。
二、电镀锌介绍
GBT 52673-2004紧固件 热浸镀锌层

2).不同标准螺纹尺寸調正方法。
(一)、按英制或美标订货时,通常的做法是采用美国的方法, 即第三种方法。
按ASTM A153、ASME A307或ASME A563标准 的规定,即镀前外螺纹中径不改变(美制2A、英制F、N), 镀后内螺纹要加大攻丝(工艺上有的是镀前攻2B、N内螺纹, 镀后再用加大了的丝锥回攻),
6、机械性能及组装件的强度
由于加大内螺纹螺母攻丝尺寸或小外螺纹另件螺纹尺寸,
即使可达到机械性能的要求,但与规定相配的元件组装时, 也可能达不到预期的组装件强度。
但为不降低组装件强度有两种方案可选择: • 用较高性能等级的螺母与螺栓和螺钉相配,如8.8级的 螺栓或螺钉配10级螺母等。 • 用相同性能等级,但以2型代替1型的螺母与螺栓或螺钉 相配。
7、性能等级的标志及产品标记
A). 加大攻丝尺寸的螺母应紧跟性能等级标志之后 标志字母 Z(6AZ级)或X(6AX级)
B).减小螺纹尺寸的螺栓和螺钉应紧跟性能 标志之后标志字母 U。 C).热浸镀锌使用的代号为:tZn。 出囗紧固件的热镀锌用HGD。 等级
7、性能等级的标志及产品标记
示例1:
1型六角螺母GB/T 6170 M12、性能等级为8级、 加大攻丝尺寸6AZ螺纹热浸镀锌螺母的标记:
GB/T 5267.3-2004 紧固件 热浸镀锌层
(国家标准报批稿) 整理的资料.版权属于原创人员
前
言
紧固件热浸镀锌与相关的检验标准主要有: 国际 ISO 10684:2004 《紧固件--热浸镀锌层》 美国ASTM A153-2000 《铁钢紧固件热镀锌》 德国DIN 267/10-1988 《紧固件热镀锌技术条件》
一、工艺和特点
电镀层和化学处理层技术条件
电镀层和化学处理层技术条件目录1 范围 (2)2 标准性引用文件 (2)3 技术要求 (2)3.1 使用条件 (2)3.2 选择原则 (2)3.3 锌电镀层 (3)3.4 铜电镀层 (3)3.5 镍镀层 (3)3.6 铬镀层 (4)3.7 锡镀层 (4)3.8 银镀层 (4)4 覆盖层厚度标识方法 (4)4.1 覆盖层组成部分 (4)4.2 紧固件镀层厚度 (7)5 外表质量及镀层检验 (7)5.1 外表质量 (7)5.2 湿热试验 (8)5.3 盐雾试验 (8)5.4 覆层 (8)6 运输及贮存 (8)6.1 运输 (8)6.2 贮存 (8)电镀层和化学处理层技术条件1 范围本标准规定了产品零〔部〕件金属电镀层和化学处理层〔以下简称覆盖层〕的使用条件分类、选用原则、厚度及标识方法、外表质量和镀层检验、运输及贮存。
本标准适用于产品零〔部〕件〔金属和非金属制件〕的电镀和化学处理。
本标准在图样、技术文件中引用时,其标注方法为:电镀层和化学处理按Q/JC J129。
2 标准性引用文件以下文件对于本文件的应用是必不可少的。
但凡注日期的引用文件,仅所注日期的版本适用于本文件。
但凡不注日期的引用文件,其最新版本〔包括所有的修改单〕适用于本文件。
GB/T 131—2006 产品几何技术标准〔GPS〕技术产品文件中外表结构的表示法GB/T 2423.4—2008 电工电子产品环境试验第2部分:试验方法试验Db:交变湿热〔12h+12h循环〕GB/T 2423.17—2008 电工电子产品环境试验第2部分:试验方法试验Ka:盐雾GB/T 2828.1—2012 计数抽样检验程序第1部分:按接收质量限〔AQL〕检索的逐批检验抽样计划GB/T 5267.1—2002 紧固件电镀层GB/T 9797—2005 金属覆盖层镍+铬和铜+镍+铬电镀层GB/T 9798—2005 金属覆盖层镍电沉积层GB/T 9799—2011 金属及其他无机覆盖层钢铁上经过处理的锌电镀层GB/T 11379—2008 金属覆盖层工程用铬电镀层GB/T 12599—2002 金属覆盖层锡电镀层技术标准和试验方法GB/T 12600—2005 金属覆盖层塑料上镍+铬电镀层GB/T 13346—2012 金属及其它无机覆盖层钢铁上经过处理的镉电镀GB/T 13911—2008 金属镀覆和化学处理标识方法GB/T 17461—1998 金属覆盖层锡-铅合金电镀层GB/T 17462—1998 金属覆盖层锡-镍合金电镀层ISO 4521 金属覆盖层工程用银和银合金电镀层3 技术要求3.1 使用条件覆盖层使用条件,按气候环境变化的程度分为三类。
紧固件表面处理标准新技术要求
ISO、ASTM紧固件表面处理标准新技术要求所有的碳钢紧固件中约有90%的表面需经过镀或涂履处理,或者带有某些其它添加的表面(密封剂、面涂和润滑),主要是为了提高表面抗腐蚀能力、外观装饰、耐磨性或控制扭矩轴力K因子等要求。
一、紧固件表面处理新标准近几年在紧固件的贸易接单中,客户对紧固件表面涂覆质量、无铬钝化、抗腐蚀能力和装饰色泽也提出更高的要求,及减少氢脆危险的技术措施,尤其是对有涂履高强度紧固件的装配扭矩轴力关系等提出更加严谨的规范要求。
随着金属表面处理的环保、节能及产品品质的提升,不同的涂层上需带有或附加密封剂、面涂和集成或附加润滑的表面涂履处理的新技术和新工艺在不断涌现和攀升,表面涂履的技术规范和质量要求在不断在提升和完善,表面处理标准也在不断地将表面处理的新工艺、新技术和新规范充实到标准中去,这对紧固件企业交货产品的表面处理质量也提出更高要求。
因此,我国紧固件生产企业要尽快去收集和理解紧固件表面处理新标准,加强紧固件表面处理新工艺和新技术的研发进度,提高紧固件表面处理质量,以适应市场和用户的新需求。
从2011年后ISO/TC2/ SC14国际紧固件(表面涂层)分技术委员会和ASTM F16.03美国紧固件涂层分技术委员等国家的标准化组织,对紧固件电镀、非电解锌片涂层(达克罗)和热浸镀锌三个主要的表面处理标准也加快了修订进度,2014年和2015 年ISO 和ASTM都相继推出了紧固件的涂层新标准。
1.1 紧固件电镀标准ISO/TC2/SC14国际紧固件涂层分技术委员推出ISO/PWI 4042-2017《紧固件电镀层》标准,彻底修改现行ISO 4042-1999版标准(GB/T5267.1-2002《紧固件电镀层》);该标准修订考虑到相关国家和地区环保法规要求,六价铬Cr+6和无铬Cr+3钝化的技术发展,增添涂层密封剂、面漆和附加润滑新技术条款,以满足涂层紧固件防腐蚀、外观装饰及装配功能要求,及最大限度地减少氢脆危险及相关去氢技术措施。
弹性紧固件电镀锌氢脆分析及预防
弹性紧固件电镀锌氢脆分析及预防为有效地提高弹性紧固件(弹簧垫圈、锥形垫圈、鞍形垫圈、波形垫圈等)的耐蚀性和装饰性,很多情况下要进行表面处理,如发黑、磷化、电镀等处理。
其中电镀锌和钝化处理最为广泛。
弹性紧固件的硬度一般在42-50HRC之间,由于材料及表面处理的原因,它对氢比较敏感,在电镀后,除氢处理未达到驱氢目的,其残存的氢会造成弹性紧固件的延迟断裂。
那么,如何降低氢脆的危害呢?以下几个因素的控制必不可少:1.材料缺陷的影响弹性紧固件材料表面缺陷对电镀的有害影响是不容忽视的,比如钢板表面轻微裂纹折叠、斑痕蚀坑夹杂和超过允许深度的脱碳层,都会对弹性紧固件镀锌产生十分有害的影响,压弯成型不当造成表面插划伤,局部应力集中等都会有不良影响。
2.热处理工艺的影响热处理工艺对弹性紧固件电镀锌后的氢脆是有较大影响的,若硬度≥45HRC时,均会诱发或导致弹性紧固件断裂。
在确保热处理技术参数的前提下,选择适宜的加热温度,合理的加热时间,充分予以回火。
以最大限度地消除组织应力和热应力,避免其有害影响。
淬火加热时应严防氧化和脱碳,网带炉碳势控制在0.60%-0.70%,盐浴炉必须认真脱氧捞渣,进行硬度检测时,严格注意表面层造成硬度虚假现象,使硬度測试值失真。
一般应控制在42-44HRC为佳,不要超过45HRC。
3.电镀过程的影响弹性紧固件由于氢的侵袭往往发生氢脆断裂,造成重大损失。
析氢渗氢在整个电解镀锌中是不可避免的,析出的氢能够渗入镀锌层,甚至渗入基体金属内。
锌的吸氢大约在0.001%-0.100%,而铁碳合金吸氢在0.1%左右。
氢在金属内使晶格扭曲,产生很大的内应力,致使其机械性能降低,析氢不仅对镀层性能产生不利影响,如产生针孔、麻点、气泡等缺陷,而且会渗透至基体金属中,使金属韧性大大降低,导致零件脆断。
电镀前的除油,条件允许,建议用有机汽油清洗。
当然,普通的化学除油也可。
接着在电解除油液中进行阳极电解。
电解时,电流密度控制在2.5A/dm2内,时间3~5min。
gb品5267-2002紧固件表面处理标准.doc

博客首页>>【技术】GB/T5267-2002 [紧固件表面处理]标准介绍2006-8-3 0:39:07GB/T5267-2002 [紧固件表面处理]标准介绍紧固件一般都需要经过表面处理,紧固件表面处理的种类很多,一般常用的有电镀、氧化、磷化、非电解锌片涂层处理等。
但是,电镀紧固件在紧固件的实际使用中占有很大的比例。
尤其在汽车、拖拉机、家电、仪器仪表、航天航空、通讯等行业和领域中使用更为广泛。
然而,对于螺纹紧固件来说,使用中不仅要求具有一定的防腐能力,而且,还必须保证螺纹的互换性,在这里也可称之为旋合性,。
为了同时满足螺纹紧固件在使用中要求的“防腐”和“互换”双重使用性能,制定专门的电镀层标准是非常必要的。
GB/T5267.1-2002[螺纹紧固件电镀层]标准是国家标准“紧固件表面处理”系列标准之一,该标准包括:GB/T5267.1-2002 [紧固件电镀层];GB/T5267.2-2002 [紧固件非电解锌片涂层] 两标准。
本标准等同采用国际标准ISO4042;1999 [螺纹紧固件电镀层]。
本标准代替GB/T5267-1985 [螺纹紧固件电镀层]标准。
一、GB/T5267.1-2002 [紧固件电镀层]标准介绍本标准规定了钢和钢合金电镀紧固件的尺寸要求、镀层厚度,并给出了高抗拉强度或硬化或表面淬硬紧固件消除氢脆的建议。
本标准适用于螺纹紧固件或其他紧固件电镀层,对于自攻螺钉、木螺钉、自钻自攻螺钉和自挤螺钉等可切削或碾压出与其相配的内螺纹的紧固件也是基本适用的。
本标准的规定也适用于非螺纹紧固件,如:垫圈和销等。
本标准与GB/T5267-1985相比主要变化如下:-调整了术语和定义内容;-取消了电镀层的使用条件;-增加了螺距P=0.2~0.3mm的镀层厚度上偏差值的规定,并调整部分其他螺距的镀层上偏差值的规定;-取消了旧标准有关镀层厚度验收检查的规定,采用GB/T90.1的规定;-调整并补充有关去除氢脆的资料;-取消局部厚度的测量方法;-增加螺纹零件电镀层的代码标记制度;-调整对“可容纳的金属镀层厚度的指导程序;-增加镀层标记示例。
紧固件常用的三种电镀方式

以上参考资料深圳市创固五金有限公司 网站:/
紧固件的热浸镀锌是将碳钢成分的紧固件浸入到热度约为510℃的溶化锌的镀槽内,这样紧固件表面上的铁锌合金会转变为钝化锌,从而获得表面处理效果。紧固件的热浸镀锌处理价格要高于电镀,约为每公斤1.5到2元。
3、紧固件的机械镀
紧固件的机械镀是指通过特定物理和化学手段,以镀层金属的粉,来冲击紧固件的表面,这样镀层金属就通过冷焊的形式,在紧固件表面形成涂层,达到表面处理效果。紧固件的机械镀主要适用于螺钉、螺帽和垫片等备件。
1、紧固件的电镀
紧固件的电镀是指将紧固件中需要被电镀的部分浸入特定的水溶液中,水溶液里会含有一些沉积的金属化合物,这样在以电流通过水溶液后,溶液内的金属物质析出并附着在紧固件的浸入部分上。紧固件的电镀一般包括镀锌、铜、镍、铬、铜镍合金等。
2、紧固件的热浸镀锌
给紧固件表面做电镀、热浸镀锌、机械镀是使用最普遍的方法,在紧固件的表面形成一个覆盖层的过程,紧固件经过表面处理之后,可以呈现出更为美观的外表,紧固件本身的防腐蚀能力也会有所提高。更主要的目的是使紧固件本身获得防腐能力,以增加紧固件使用的可靠性和适应性,因此对紧固件表面处理的质量判断,更主要是检查紧固件的防腐蚀能力是否有效增加,及增加的幅度是否符合预期要求。
紧固件的5种表面处理方法
紧固件,是作紧固连接用且应用极为广泛的一类机械零件。
紧固件,使用行业广泛,包括能源、电子、电器、机械、化工、冶金、模具、液压等等行业,在各种机械、设备、车辆、船舶、铁路、桥梁、建筑、结构、工具、仪器、化工、仪表和用品等上面,都可以看到各式各样的紧固件,是应用最广泛的机械基础件。
它的特点是品种规格繁多,性能用途各异,而且标准化、系列化、通用化的程度也极高。
因此,也有人把已有国家标准的一类紧固件称为标准紧固件,或简称为标准件。
紧固件表面处理是通过一定的方法在工件表面形成覆盖层的过程,其目的是赋以制品表面美观、防腐蚀的效果。
1.发黑(发蓝)将待发黑处理的紧固件置于溶液槽(145±5℃)的氢氧化钠(NaOH)和亚硝酸钠(NaNO2)氧化剂中加热、氧化,使金属紧固件表面生成一层带有磁性的四氧化三铁(Fe3O4)薄膜,厚度一般为0.6——0.8μm呈黑色或蓝黑色。
压力容器用紧固件HG/20613-2009和HG/T20634-2009标准均要求发蓝处理。
固件HG/20613-2009和HG/T20634-2009标准均要求发蓝处理。
2.磷化磷化是一种化学与电化学反应形成磷酸盐化学转化膜的过程,所形成的磷酸盐转化膜称之为磷化膜。
磷化的目的主要是:给基体金属提供保护,在一定程度上防止金属被腐蚀;用于涂漆前打底,提高漆膜层的附着力与防腐蚀能力;在金属冷加工工艺中起减摩润滑使用。
压力容器用大直径双头螺柱标准要求磷化处理。
3.热浸锌热浸锌是将除锈后的钢构件浸入600℃左右高温融化的锌液中,使钢构件表面附着锌层,锌层厚度对5mm以下薄板不得小于65μm,5mm及以上厚板不小于86μm。
从而起到防腐蚀的目的。
4.达克罗达克罗是DACROMET译音和缩写,简称达克罗、达克锈、迪克龙。
国内命名为锌铬涂层,是一种以锌粉、铝粉、铬酸和去离子水为主要成分的新型的防腐涂料。
不存在氢脆问题,并且扭矩—预紧力一致性能很好。
如不考虑六价铬的环保问题,它实际上最适用于高防腐要求的高强度紧固件。
紧固件表面镀层标准

紧固件表面镀层标准紧固件表面镀层是指为了提高紧固件的耐腐蚀性、耐磨性和美观度而在其表面涂覆一层特殊涂层。
根据国际标准和行业规范,紧固件表面镀层需要符合一定的标准要求。
紧固件表面镀层的厚度应符合标准。
根据不同的紧固件类型和用途,镀层厚度的要求也有所不同。
一般来说,镀层的厚度应在一定的范围内,既不能过薄导致镀层容易剥落和腐蚀,也不能过厚导致紧固件的尺寸变化过大。
在实际应用中,可以通过测量镀层厚度来验证是否符合标准要求。
紧固件表面镀层的耐腐蚀性是一个重要的指标。
紧固件在使用过程中常常会受到各种腐蚀介质的侵蚀,例如水、酸、碱等。
为了保证紧固件长时间使用不发生腐蚀,需要对其表面进行镀层处理。
镀层应具有良好的耐腐蚀性,能够在腐蚀介质的作用下保持紧固件的完整性和性能。
常见的紧固件表面镀层材料有镀锌、镀铬、镀镍等,这些材料具有较好的耐腐蚀性能。
紧固件表面镀层还需要具备一定的耐磨性。
紧固件在装配和使用过程中可能会受到摩擦和磨损,因此表面镀层需要具有一定的耐磨性能,能够保护紧固件的表面免受磨损和划伤。
常见的耐磨性好的表面镀层材料有硬铬、电镀合金等。
紧固件表面镀层的外观要求也很重要。
紧固件作为机械装配中的一种重要零部件,其外观质量直接关系到整个产品的美观度和质量感。
因此,紧固件表面镀层的外观要求通常包括表面光洁度、颜色一致性和无明显缺陷等。
表面光洁度要求镀层表面平整光滑,无明显的凹凸、气孔和皱纹等缺陷;颜色一致性要求镀层的颜色均匀、饱满,没有明显的色差和斑点;无明显缺陷要求镀层表面无明显的划痕、气泡、杂质等。
紧固件表面镀层的环保性也是一个重要的考虑因素。
随着环境保护意识的提升,对于镀层材料的选择也越来越注重环保性。
一些传统的镀层材料,如六价铬、镍等,由于其对环境和人体健康的危害,已经被逐渐淘汰。
取而代之的是一些环保型镀层材料,如三价铬、无铬等。
这些环保型镀层材料具有较好的性能,并且对环境和人体健康的危害较低。
紧固件表面镀层的标准要求涉及到镀层厚度、耐腐蚀性、耐磨性、外观要求和环保性等方面。
紧固件的表面防护及技术发展

汽车摩托车紧固件的表面防护及技术发展
摘要:汽车摩托车紧固件包括螺栓、螺母、垫圈,大部分 必须经过表面处理,保护免于腐蚀,改善外观或达到一定 特殊功能,该文综述了汽车摩托车紧固件的表面防护种类 及传统的几种表面处理方法。简述了表面防护的技术发展, 重点介绍了五种技术今后研究方向。 关键词:紧固件 表面防护 镀锌 达克罗 磷化 氧化 1. 前言 汽车摩托车紧固件包括螺栓、螺母、垫圈,大部分必 须经过表面处理,保护免于腐蚀,改善外观或达到一定特 殊功能,如控制锁紧力矩的螺蚊紧固件等。 国内汽车摩托车企业在汽车摩托车紧固件产品防腐技 术方面起步较晚,在产品设计、制造工艺、材料选择等方 面与国外企业相比,差距较大。虽然,近几年已经对汽车 摩托车紧固件防腐性能的重要性有了一定的认识,汽车摩 托车的高安全性、高稳定性、以及多元化的个性也在紧固 件的表面处理上得以体现。
汽车摩托车紧固件的表面防护及技术发展
汽车摩托车上的紧固件,尤其是紧固螺栓、管箍、弹 性夹等在使用过程中处于及其恶劣的环境下,通常腐蚀比 较严重,甚至由于锈蚀导致拆卸困难。因此,要求紧固件 必须具有良好的防腐性能。目前采用的比较普遍的方法是 对其表面进行镀锌、镀锌合金及磷化、发黑等处理。另外, 近年来迅速发展起来的达克罗技术是解决紧固件腐蚀问题 的最有效手段 。〔1〕 下面简述汽车摩托车紧固件的表面防护及技术发展动向。 1、汽车摩托车紧固件表面防护和种类 当今, 汽车摩托车紧固件按照它们的腐蚀负载进行分 类,见表1,并且用耐久性级别指标配位.
汽车摩托车紧固件的表面防护及技术发展
3.3 阳极氧化 阳极氧化处理用来增加紧固件表面的耐腐蚀性,可以 用来装饰应用,通常使用3%-6%的氧化性电解液,将紧 固件作为阳极,利用电解法在表面上形成氧化薄膜,其 15-30μm厚度,有耐磨性和耐腐蚀性能,也可作为涂漆底 层。 4. 表面防护技术发展 4.1镀锌三价铬钝化的应用 镀锌能够提高汽车摩托车紧固件的抗腐蚀能力,钝化 可使电镀锌层的耐蚀性进一步提高,并增加其表面光泽和 抗污染能力。铬酸盐钝化处理液中会有对人体及环境有害 的六价铬,不仅处理过程中会产生污染,而且钝化膜中的 六价铬还将导致表面已处理紧固件在日后使用及废弃对环 境造成二次污染。
金属表面防腐处理

一、金属的防护及保护方法【金属的防护】针对金属腐蚀的原因采取适当的方法防止金属腐蚀,常用的方法有:改变金属的内部组织结构] 例如制造各种耐腐蚀的合金,如在普通钢铁中加入铬、镍等制成不锈钢。
[保护层法] 在金属表面覆盖保护层,使金属制品与周围腐蚀介质隔离,从而防止腐蚀。
如:1.在钢铁制件表面涂上机油、凡士林、油漆或覆盖搪瓷、塑料等耐腐蚀的非金属材料。
2.用电镀、热镀、喷镀等方法,在钢铁表面镀上一层不易被腐蚀的金属,如锌、锡、铬、镍等。
这些金属常因氧化而形成一层致密的氧化物薄膜,从而阻止水和空气等对钢铁的腐蚀。
3.用化学方法使钢铁表面生成一层细密稳定的氧化膜。
如在机器零件、枪炮等钢铁制件表面形成一层细密的黑色四氧化三铁薄膜等。
[电化学保护法] 利用原电池原理进行金属的保护,设法消除引起电化腐蚀的原电池反应。
电化学保护法分为阳极保护和阴极保护两大类。
应用较多的是阴极保护法。
[对腐蚀介质进行处理] 消除腐蚀介质,如经常揩净金属器材、在精密仪器中放置干燥剂和在腐蚀介质中加入少量能减慢腐蚀速度的缓蚀剂等。
【电化学保护】将被保护的金属作为腐蚀电池的阴极,使其不受到腐蚀,所以也叫阴极保护法。
这种方法主要有以下两种:[牺牲阳极保护法] 此法是将活泼金属(如锌或锌的合金)连接在被保护的金属上,当发生电化腐蚀时,这种活泼金属作为负极发生氧化反应,因而减小或防止被保护金属的腐蚀。
这种方法常用于保护水中的钢桩和海轮外壳等例如水中钢铁闸门的保护,通常在轮船的外壳水线以下处或在靠近螺旋浆的舵上焊上若干块锌块,来防止船壳等的腐蚀。
[外加电流的保护法] 将被保护的金属和电源的负极连接,另选一块能导电的惰性材料接电源正极。
通电后,使金属表面产生负电荷(电子)的聚积,因而抑制了金属失电子而达到保护目的。
此法主要用于防止在土壤、海水及河水中的金属设备受到腐蚀。
电化学保护的的另一种方法叫阳极保护法,即通过外加电压,使阳极在一定的电位范围内发生钝化的过程。
紧固件镀锌 磷化 氧化(发黑) 电镀镉 镀铬 镀银 镀镍 热

紧固件镀锌磷化氧化(发黑)电镀镉镀铬镀银镀镍热浸锌渗锌达克罗等表面处理的选择紧固件镀锌磷化氧化(发黑)电镀镉镀铬镀银镀镍热浸锌渗锌达克罗等表面处理的选择对于一个特定的设计,选择何表面处理,是每一个设计者都面临的问题。
可选择的表面处理类型很多,从普通油到金。
但设计者应该选择可以经济的达到目的的表面处理。
由于几乎所有商业紧固件都是由碳钢、合金钢制成,一些种类的紧固件希望能防止腐蚀,即使使用防腐蚀材料的紧固件,仍然需要表面处理来防止不同材料的腐蚀。
此外,表面处理的镀层必须附着牢固,不能在安装和卸下的过程中脱落,对螺纹紧固件,镀层还需足够薄,使得镀后螺纹仍能旋合。
一般镀层的温度限制比紧固件材料要低,因此还需考虑紧固件所处的工作温度要求。
对于表面处理,人们一般关注的是美观和防腐,但紧固件的主要功能是紧固零部件,而表面处理对紧固件的紧固性能也有很大的影响,所以,选择表面处理时,也应考虑紧固性能的因素,即安装扭矩—预紧力的一致性。
一名高水平的设计者,不仅应考虑设计,还因注意到装配的工艺性,甚至环保要求。
下面根据上述因素简要介绍一些紧固件常用的镀层,以供设计人员和紧固件从业人员参考。
电镀锌电镀锌是商业紧固件最常用的镀层。
它比较便宜,外观也较好看,可以有黑色、军绿色。
然而,它的防腐性能一般,其防腐性能是锌镀(涂)层中最低的。
一般电镀锌中性盐雾试验在72小时之内,也有采用特殊封闭剂,使得中性盐雾试验达200小时以上,但价格贵,是一般镀锌的5~8倍。
电镀锌加工过程易产生氢脆,所以10.9级以上的螺栓一般不采用镀锌的处理.虽然镀后可以用烘箱去氢,但因钝化膜在60℃以上时将遭破坏,因此去氢必须在电镀后钝化前进行。
如此可操作性差,加工成本高。
在现实中,一般生产厂不会主动去氢,除非特定客户的强制要求。
电镀锌的紧固件扭矩—预紧力一致性较差,且不稳定,一般不用于于重要部位的连接。
为了改善扭矩—预紧力一致性,也可采用镀后涂覆润滑物质的方法改善和提高扭矩—预紧力一致性。
螺纹紧固件表面防护技术综述

螺纹紧固件表面防护技术综述
螺纹紧固件表面防护技术是指对螺纹紧固件表面进行处理,以提高其耐腐蚀性、耐磨性和抗氧化性能的一种技术。
螺纹紧固件在使用过程中会受到环境腐蚀、摩擦磨损等影响,为了延长其使用寿命和保证其可靠性,需要对其表面进行防护处理。
常见的螺纹紧固件表面防护技术包括镀层技术、热处理技术和化学处理技术等。
首先,镀层技术是指在螺纹紧固件表面覆盖一层金属或合金材料,常见的镀层包括镀锌、镀镍、镀铬等。
这些镀层可以有效防止螺纹紧固件表面的腐蚀,提高其耐用性。
其次,热处理技术是通过对螺纹紧固件进行加热和冷却等工艺处理,改变其组织结构和性能,提高其硬度和耐磨性。
常见的热处理技术包括渗碳处理、氮化处理和渗氮处理等。
另外,化学处理技术是指利用化学方法对螺纹紧固件表面进行处理,形成一层化学物质保护膜,提高其耐蚀性能。
常见的化学处理技术包括磷化、氧化、阳极氧化等。
除了以上技术外,还有一些新型的螺纹紧固件表面防护技术不
断涌现,如表面喷涂技术、纳米技术等,这些技术在提高螺纹紧固
件表面性能方面具有很大潜力。
总的来说,螺纹紧固件表面防护技术在工程领域具有重要意义,能够保障螺纹紧固件的可靠性和稳定性,延长其使用寿命,提高产
品质量。
随着科学技术的不断进步,相信螺纹紧固件表面防护技术
会有更多的创新和突破,为工业生产提供更好的解决方案。
紧固件的金属电镀工艺及质量控制
MANUFACTURING AND PROCESS | 制造与工艺 时代汽车 紧固件的金属电镀工艺及质量控制陈建中 李健浙江吉利汽车研究院(宁波)有限公司 浙江省宁波市 315000摘 要: 现阶段的紧固件生产、加工能够按照新的策略来完善,同时在金属电镀工艺上正不断的优化,整体上具备的发展空间是比较大的。
但是,紧固件金属电镀的操作难度并不低,尤其是在电镀工艺的应用上,需按照多元化的策略来开展,同时在质量控制的措施上更好的强化,既要提高紧固件金属电镀的综合效果,又要在质量的综合把握上合理的变革,在紧固件的性能上进一步的改善,满足市场发展的要求,在生产、加工的水平上得到更大的进步。
关键词:紧固件 金属电镀 质量控制随着时代的发展、行业的进步,紧固件金属电镀的工艺选择,已经表现出多元化的特点,并且在很多不足的弥补上告别了单一的举措,能够得到的效果也是非常值得肯定的。
紧固件金属电镀的质量控制,需加强各类影响因素的合理把控,对金属电镀工艺的选择按照针对性的策略来开展,这样才能在未来的成绩上更好的强化。
另一方面,紧固件金属电镀的长期改造,需严格按照国家的相关规范、标准来完成,提高紧固件的综合质量。
1 紧固件金属电镀的工艺1.1 电镀镀锌目前,紧固件金属电镀的工艺应用具有灵活性的特点,而且在整体上的操作具有很多的选择。
电镀镀锌是不错的方法。
该项工艺主要是通过电解的作用,在制件的表面形成良好的金属层或者是合金层,同时在镀锌的过程中能够按照均匀、致密的方法来完善,不仅减少了电镀不均匀的问题,同时在长远的规划上得到了更大的进步。
镀锌工艺在应用的过程中不仅表现出便宜的特点,而且在防腐的效果上非常的突出,尤其是在大气腐蚀的应对上要比其他的金属表现出更好的效果。
针对腐蚀环境开展测试、分析的过程中,发现紧固件金属电镀的应用,会促使镀锌层先被腐蚀,由此能够在内部材料的保护上更好的加强,并且在化学处理以后,会在表面生成钝化膜,此时在抗腐蚀性能的提升上得到了更多的保障,整体上具备的发展空间是比较大的,可以在电镀工艺当中推广应用。
紧固件电镀与热处理

紧固件电镀与热处理第五章紧固件表⾯处理和热处理⼀、紧固件表⾯处理紧固件的表⾯处理⼀般有:电镀锌、热浸镀锌、煮⿊、磷化、锌铬酸盐、达克罗及蓝波克等。
⽬前我司产品的表⾯处理主要有:蓝⽩锌(Cr3+/Cr6+)、煮⿊、达克锣、热浸镀锌。
(⼀)电镀1、概念:电镀是获得⾦属防护层的主要⽅法之⼀。
根据对电镀层不同的要求,电镀层可分为:(1)防护性镀层;(2)防护-装饰性镀层;(3)耐磨和减磨镀层;(4)电性能镀层;(5)磁性能镀层;(6)可焊性镀层;(7)耐热镀层;(8)修复⽤镀层;以及⼀些其它特殊功能性要求的镀层。
2、原理:电镀是将制品浸于含⾦属离⼦溶液,并接通于阴极。
另⼀端置适当的阳极(锌块),通过直流电波,镀件表⾯即析出⼀层⾦属薄膜的⽅法.3、膜厚:(1)、⼀般未说明的情况下,镀锌的膜厚是5-8um,;(2)、膜厚⽤膜厚测试仪测量;(3)、外螺纹镀前⼀般⽤6e/6g通⽌规管控,镀后⼀般⽤6h通⽌规管控,内螺纹镀前⼀般⽤6H通⽌规管控,镀后⼀般⽤6G通⽌规管控。
煮⿊、磷化膜厚⼀般没变化。
4、电镀的⼯艺流程:前处理(化学除油电化学除油活化)电镀(镀锌)后处理(钝化封闭脱⽔烘⼲)注:每道⼯序之间都有⽔洗5、电镀的品质控制:电镀的质量以其耐腐蚀能⼒为主要衡量标准,其次是外观。
耐腐蚀能⼒即是模仿产品⼯作环境,设置为试验条件,对其加以腐蚀试验。
电镀产品的质量从以下⽅⾯加以控制:(1)、外观:制品表⾯不允许有局部⽆镀层、烧焦、粗糙、灰暗、起⽪、结⽪状况和明显条纹,不允许有针孔⿇点、⿊⾊镀渣、钝化膜疏松、龟裂、脱落和严重的钝化痕迹。
(2)、镀层厚度:紧固件在腐蚀性⼤⽓中的作业寿命与它的镀层厚度成正⽐。
⼀般建议的经济电镀镀层厚度为0.00015in~0.0005 in(4~12um),热浸镀锌:标准的平均厚度为54 um(称呼径≤3/8为43 um),最⼩厚度为43 um(称呼径≤3/8为37 um)。
(3)、镀层分布:采⽤不同的沉积⽅法,镀层在紧固件表⾯上的聚集⽅式也不同。
螺纹紧固件电镀层标准详解

螺纹紧固件电镀层标准详解
一、电镀层厚度和尺寸要求
螺纹紧固件电镀层的厚度和尺寸要求根据产品类型和技术要求具有差异性。
一般来说,电镀层的厚度和尺寸取决于紧固件的设计和用途。
对于钢或铜合金电镀紧固件,标准中规定了尺寸要求和镀层厚度。
例如,螺纹牙顶的镀层厚度比中径、牙底厚,螺钉、螺栓两端的镀层厚度比中间厚。
此外,对于螺母,由于螺母电镀加工时的屏蔽效应作用,内螺纹上的电镀层厚度很薄,只有两端第一扣牙上比中间部分的镀层要厚。
二、防腐蚀性能
电镀层的防腐蚀性能主要取决于镀层厚度。
增加镀层厚度可以增强锌和隔镀层的防腐蚀性能。
同时,与金属制品和原材料的接触、湿度和工作温度的持续时间和频率都可能影响镀层的防护性能。
三、氢脆问题
如果高抗拉强度紧固件或硬化或表面淬硬紧固件存在氢脆失效
的危险,应当在工艺过程中进行试验以检验氢脆,并在必要时修改制造工艺过程以控制氢脆风险。
四、总结
总的来说,电镀层标准的具体内容可能会因不同的产品类型和技术要求而有所不同。
因此,在进行电镀加工时,建议根据具体的产品类型和技术要求来确定合适的电镀层厚度和尺寸要求。
此外,对于螺纹紧固件的电镀层,除了关注其厚度和尺寸,还需要特别注意氢脆问题。
氢原子可能进入金属基体,导致脆性断裂等危害,因此需要采取措施去除氢脆以保障安全性能。