大型链式刀库的研制
KC-80C矿用链式开槽机的研制与应用
MANUFACTURING AND PROCESS | 制造与工艺 时代汽车 1 引言随着煤矿回采技术和先进掘进技术装备的大量应用,为了确保机械化矿井快速推进的需要,联络巷道封堵、通风、排水,经常都需要开凿大量的防火墙密闭墙槽口和抽水泵窝则等工作,以往没有合适的专用工具或机械设备,密闭墙开槽、挖水沟通常采用风镐和刨锤手工作业方式,由于井下地质条件不同,需要开槽的地方有全煤、半煤岩、全岩巷道等,这些煤及岩体硬度较高,均达到f>4,机械化程度低,人工劳动强度大,效率非常低,掏槽质量无法到达设计要求,掏顶槽更加困难,垮落的大块物容易伤人,而且高空作业有较大的安全隐患,同时严重制约了综采工作面的回采速度和连掘面的掘进进度。
近几年根据智能化矿井减人增效、机器替代人工作业生产转变,彻底解放高强度人工劳动,同时为了提高工作面永久密闭墙体的质量,防止采空区漏风遗留煤着火,确保下一个工作面正常安全运行。
2018年至今国内有几家企业在跟进研发满足机械化开槽的设备,结构为电动履带式行走,虽实现了开槽机械化,但整体设备功率小效率低,使用时需外接电源,上下井转场不方便。
为了加快煤矿智能化建设,2020年2月,国家发展改革委、国家能源局、应急管理部、国家煤矿安全监察局、工业和信息化部、财政部等八部委出台了《关于加快煤矿智能化发展的指导意见》,明确指出智能化是煤炭工业高质量发展的核心技术支撑,制定了煤矿智能化发展的原则、目标、任务和保障措施。
鄂尔多斯市智博机械制造有限责任公司响应煤矿智能化建设自主研制了KC-80C矿用智能开槽机,该设备集成于车辆底盘上,可充分发挥车辆机动性强、截割效率高和使用方便的优势,其截割功率可达80 kw,可适用于各类需要开槽的全煤、半煤岩、全岩巷道等地方,开槽高度可达6 m,360 °伸缩回转臂,可实现开槽一次成型,截割作业采用遥控操作,可视性好无视角盲区。
2 矿用链式开槽机总体方案设计本开槽机的结构如图1所示,主要由车辆覆盖件总成、伸缩旋臂、防爆发动机系统、电气设备、液压系统、底盘、行走机构、支腿、郝巧梅1 李玉存2 李莎2 郝慧芬1 李波31.内蒙古农业大学 内蒙古呼和浩特市 0100182.鄂尔多斯市智博机械制造有限责任公司 内蒙古鄂尔多斯市 0172003.鄂尔多斯职业学院 内蒙古鄂尔多斯市 017000摘 要:依据煤矿环境和工况需求,分析煤及岩体的硬度、巷道结构等研制了国内首套KC-80C型矿用链式开槽机,将动力系统、电液控制系统、截割部和伸缩旋臂机构等集成于车辆底盘之上,结构紧凑。
加工中心刀库程序的研究
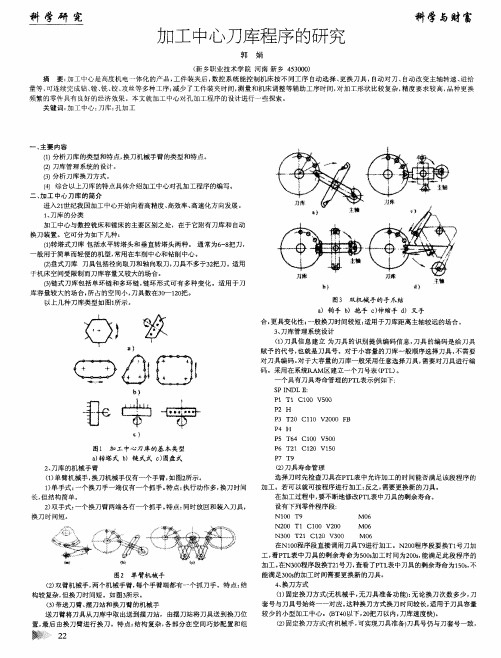
图1 加 工中心 刀库 的基本类型
a ) 转塔 式 b )链 式 式 c ) 圆盘 式 2 、 刀库 的机 械 手 臂
P 6 T21 C1 2 0 V1 5 O
在N1 0 0 程序段直接调用刀具T 9 进行加工。N2 0 0 程序段要换T 1 号刀加 工, 看P T L 表中刀具的剩余寿命为5 O 0 s  ̄ ] 1 ] I时间为2 0 0 s , 能满足此段程序 的
图2 单臂机械手 ( 2 ) 双臂机械手 , 两个机械手臂 , 每个手臂端都有一个抓刀手。特 点: 结
P 7 T9
( 1 ) 单臂机械手, 换刀机械手仅有一个手臂 , 如图2 所示 。 1 ) 单手式 : 一个换刀手一端仅有一个抓手。 特点: 执行动作多, 换刀时间 长, 但 结 构 简单 。 2 ) 双手式 : 一个换刀臂两端各有一个抓手。 特点: 同时放回和装入刀具,
换 刀 时间 短 。
一
Hale Waihona Puke ( 3 ) 链式刀库包括单环链 和多环链 , 链环形式可有多种变化。适用于刀
库 容 量 较 大 的场 合 , 所 占 的 空间 小 , 刀 具数 在 3 O 一1 2 O 把。
以上几种刀库类型如图1 所示。
图 3 双 机 械 手 的手 爪结
a )钩手 b )抱手 c ) 伸缩手 d )叉手
1 、 刀库 的分 类
加工中心与数控铣床和镗床的主要区别之处,在于它附有刀库和 自动
换 刀装 置 。它 可 分 为如 下 几 种 :
( 1 ) 转塔式刀库 包括水平转塔头和垂直转塔头两种。 通常为6 — 8 把刀, 般用于简单而轻便 的机型, 常用在车削中心和钻削中心 。 ( 2 ) 盘式刀库 刀具包括径向取刀和轴向取刀 , 刀具不多于3 2 把刀 。适用 于机床空间受 限制而刀库容量又较大 的场合。
加工中心刀库的种类及特点
加工中心刀库的种类及特点研究了这么久加工中心刀库的种类及特点,总算发现了一些门道。
加工中心的刀库啊,首先有斗笠式刀库,这名字听起来就很有趣。
这种刀库就像一个倒扣的斗笠一样。
它的特点呢,感觉比较简单直接,装刀数量不是很多,通常也就十几把到二十多把刀的样子。
我之前见过的一个小型加工中心就是用的斗笠式刀库,它换刀的时候就像是翻开斗笠挑刀一样,动作有点慢呢,每次看到我就在想,这要是加工一个很复杂需要频繁换刀的零件,得等好久啊。
还有圆盘式刀库,这个就比较常见啦。
它就像个大盘子,上面有好多刀位。
这种刀库装刀数量相对斗笠式能多一些,我看过有的能装几十把刀呢。
换刀速度比斗笠式的好多了,就像你在转盘上找东西,一下就转到要的那把刀跟前了。
例如在一些中型的机械加工车间,这种圆盘式刀库很受欢迎,加工那些不大也不小的零件,效率还挺高的。
另外,还有链式刀库。
这就像一条条链子把刀位串起来,它的特点是装刀数量特别多,可以装几十把甚至上百把呢。
我特别疑惑的是,这种刀库虽然装刀多,但是感觉结构会复杂些,会不会容易出问题啊不过我想,既然存在就有它的道理。
比如说在大型加工中心上加工大型复杂的零件,可能需要用到各种各样的刀具,这时候链式刀库的优势就体现出来了,不用老是停下来换刀,可以一直连续加工。
这里面我有个搞不太明白的地方,不同类型的刀库在换刀精度上到底是怎么保证的呢比如说圆盘式刀库转起来的时候,怎么就能精确地停在要取的那把刀的位置上呢这可能涉及到一些很精密的机械和电控系统吧。
再回来说说斗笠式刀库,虽然它装刀少换刀慢,但是对于一些加工精度要求不高,而且加工工序比较简单的小型加工项目来说,它的成本低这个优势就很明显了因为小企业或者小作坊加工一些简单的零件,能省一点是一点嘛。
还有啊,圆盘式刀库转起来的时候,是不是磨损会比较大呢我比较过两个用了不同年份的圆盘式刀库,感觉旧的那个转的时候有点卡卡的,不知道是不是因为磨损导致的同心度问题。
要是同心度不好,是不是换刀位置就不准了呢这得好好研究研究。
加工中心刀库形式
加工中心刀库形式13数控技术一田磊 135307127摘要:加工中心有立式、卧式、龙门式等多种,其自动换刀装置的形式更是多种多样,换刀的原理及结构的复杂程度也各不相同,除利用刀库进行换刀外,还有自动更换主轴箱、自动更换刀库等形式。
利用机械手实现换刀,是目前加工中心大量使用的换刀方式。
由于有了刀库,机床只要有一个固定的主轴夹持刀具,有利于提高主轴刚度。
独立的刀库,大大增加了刀具的存储数量,有利于扩大机床的功能,并能较好地隔离各种影响加工精度的因素。
刀库用于存放刀具,它是自动换刀装置中的主要部件之一。
根据刀库存放刀具的数目和取刀方式,刀库可设计成不同类型。
关键词:加工中心自动换刀刀具刀库AbstractMachining center has a vertical, horizontal, gantry, etc, the automatic tool change device form is varied, the principle of tool change and the complexity of the structure are different, in addition to the use of knife library for tool change, and automatically change the spindle box, automatically change the knife library, etc. Using manipulator to realize too change, is the way of tool change is widely used in machining center. Library with the knife, as long as there is a fixed axis machine tool clamping tool, to improve the spindle stiffness. Independent of knife library, greatly increases the storage quantity of cutting tool, which helps to expand the function of machine tool, and can be well isolated various factors that affect the machining accuracy. Knife library to hold the cutting tool, it is one of the main components of automatic tool change device. According to the number of inventory to put the knives and take knife, knife library can be designed into different types.Keywords:processing center automatic tool change the cutting tool knife library1、引言自动换刀数控机床多采用刀库式自动换刀装置。
刀库的种类及特点

加工中心刀库种类及特点加工中心的自动换刀装置由存放刀具的刀库和换刀机构组成。
刀库种类很多,常见的有盘式和链式两类。
链式刀库存放刀具的容量较大。
换刀机构在机床主轴与刀库之间交换刀具,常见的为机械手;也有不带机械手而由主轴直接与刀库交换刀具的,称无臂式换刀装置。
加工中心刀库分为圆盘式刀库及机械手刀库两种一、圆盘式刀库圆盘式刀库应该称之为固定地址换刀刀库,即每个刀位上都有编号,一般从1编到12、18、20、24等,即为刀号地址。
操作者把一把刀具安装进某一刀位后,不管该刀具更换多少次,总是在该刀位内。
1. 制造成本低。
主要部件是刀库体及分度盘,只要这两样零件加工精度得到保证即可,运动部件中刀库的分度使用的是非常经典的“马氏机构”,前后、上下运动主要选用气缸。
装配调整比较方便,维护简单。
一般机床制造厂家都能自制。
2. 每次机床开机后刀库必须“回零”,刀库在旋转时,只要挡板靠近(距离为0.3mm左右)无触点开关,数控系统就默认为1号刀。
并以此为计数基准,“马氏机构”转过几次,当前就是几号刀。
只要机床不关机,当前刀号就被记忆。
刀具更换时,一般按最近距离旋转原则,刀号编号按逆时针方向,如果刀库数量是18,当前刀号位8,要换6号刀,按最近距离换刀原则,刀库是逆时针转。
如要换10号刀,刀库是顺时针转。
机床关机后刀具记忆清零。
3. 固定地址换刀刀库换刀时间比较长国内的机床一般要8秒以上(从一次切削到另一次切削)。
4. 圆盘式刀库的总刀具数量受限制,不宜过多,一般40#刀柄的不超过24把,50#的不超过20把,大型龙门机床也有把圆盘转变为链式结构,刀具数量多达60把。
二、机械手刀库机械手刀库换刀是随机地址换刀。
每个刀套上无编号,它最大的优点是换刀迅速、可靠。
1. 制造成本高。
刀库有一个个刀套链式组合起来,机械手换刀的动作有凸轮机构控制,零件的加工比较复杂。
装配调试也比较复杂,一般由专业厂家生产,机床制造商一般不自制。
2. 刀号的计数原理。
齿轮消隙机构在链式刀库中的应用
齿轮消隙机构在链式刀库中的应用随着工业化的不断发展,机械设备的自动化程度越来越高,而刀具则是机械加工的核心部件之一。
在机械加工过程中,刀具的使用寿命和性能直接影响着加工的效率和质量。
为了提高刀具的使用寿命和性能,刀具库的设计和制造变得越来越重要。
在刀具库中,齿轮消隙机构是一种常见的机构,它可以有效地减少链式刀库中的齿轮间隙,提高刀具的精度和稳定性。
一、齿轮消隙机构的原理齿轮消隙机构是一种通过利用齿轮的轴向位移来消除齿轮间隙的机构。
在机械加工中,齿轮间隙是刀具库中常见的问题之一。
齿轮间隙会导致刀具的偏移和摆动,从而影响加工的精度和稳定性。
齿轮消隙机构通过将齿轮的轴向位移转换为齿轮的旋转位移,从而消除齿轮间隙。
具体来说,齿轮消隙机构包括一个齿轮和一个齿轮轴,齿轮轴可以自由地在齿轮内部滑动。
当齿轮轴向左移动时,齿轮也会向左移动,从而消除齿轮间隙。
当齿轮轴向右移动时,齿轮也会向右移动,从而消除齿轮间隙。
二、齿轮消隙机构在链式刀库中的应用在链式刀库中,齿轮消隙机构是一种非常重要的机构。
链式刀库是一种通过链条传动刀具的机构,它具有结构紧凑、刀具存储量大、切换速度快等优点。
然而,由于链式刀库中刀具的数量较多,齿轮间隙也较大,这会影响刀具的精度和稳定性。
因此,在链式刀库中使用齿轮消隙机构可以有效地减少齿轮间隙,提高刀具的精度和稳定性。
下面以某公司生产的链式刀库为例,介绍齿轮消隙机构在链式刀库中的应用。
某公司生产的链式刀库由刀具库体、链式传动机构、齿轮消隙机构、控制系统等部分组成。
其中,齿轮消隙机构是链式刀库中的核心部件之一。
齿轮消隙机构主要由齿轮、齿轮轴、齿轮壳体等部分组成。
齿轮轴可以自由地在齿轮壳体内部滑动,当齿轮轴向左移动时,齿轮也会向左移动,从而消除齿轮间隙。
当齿轮轴向右移动时,齿轮也会向右移动,从而消除齿轮间隙。
齿轮消隙机构在链式刀库中的作用是消除齿轮间隙,提高刀具的精度和稳定性。
三、齿轮消隙机构的优点齿轮消隙机构具有以下优点:1、可以有效地减少齿轮间隙,提高刀具的精度和稳定性。
加工中心的刀库形式与自动换刀程序的调试
加工中心的刀库形式与自动换刀程序的调试————————————————————————————————作者:————————————————————————————————日期:ﻩ加工中心的刀库形式与自动换刀程序的调试一、实训目的( 1 )了解加工中心的各种刀库形式;( 2 )了解机械手换刀的基本动作组成;( 3 )掌握加工中心自动换刀程序的编写与调试运行;二、预习要求认真阅读加工中心组成、换刀装置、自动换刀程序的编写等章节内容。
三、实训理论基础1 .加工中心的刀库形式加工中心刀库的形式很多,结构各异。
常用的刀库有鼓轮式和链式刀库两种。
图 11-1鼓轮式刀库( a )径向取刀形式( b )轴向取刀形式 ( c )径向布置形式( d )角度布置形式鼓轮式刀库结构简单,紧凑,应用较多。
一般存放刀具不超过32 把。
见图 11-1。
径向取刀形式( a )多用于使用斗笠式刀库的立式加工中心和使用角度布置的机械手换刀装置的加工中心;形式( b )应用比较广泛,可用于立式和卧式加工中心,换刀可用机械手或直接主轴移动式换刀。
由于从布局设计方面的考虑,鼓轮式刀库一般都采用侧向安装的结构形式,若用于机械手平行布置的加工中心时,刀库中的刀袋(座)通常在换刀工作位可作90 o 翻转。
形式( c )多用于小型钻削中心;形式( d )一般用于专用加工中心。
链式刀库多为轴向取刀,适于要求刀库容量较大的加工中心。
见图11-2 。
图 11-2 链式刀库2 .自动换刀装置及其动作分解斗笠式刀库换刀装置我们已经在实训 4 中接触过,在此就不再赘述。
对于刀库侧向布置、机械手平行布置的加工中心,其换刀动作分解见图11-3。
换刀时,Txx指令的选刀动作和M6指令的换刀动作可分开使用。
图 11-3平行布置机械手的换刀过程图11-4 角度布置机械手的换刀过程对于刀库侧向布置、机械手角度布置的加工中心,其换刀动作分解见图 11-4 。
机械手换刀装置的自动换刀动作如下:(1)主轴端: 主轴箱回到最高处( Z 坐标零点),同时实现“主轴准停”。
机械加工中心链式刀库设计
机械加工中心链式刀库设计简介本文档旨在介绍机械加工中心链式刀库的设计原理和相关要点。
机械加工中心是一种多功能的数控机床,具有高精度、高速度和高灵活性的特点。
设计原理链式刀库是机械加工中心常用的刀具管理系统之一。
其设计原理如下:1. 链条结构:链式刀库通过链条将各个刀位连接起来,形成一个闭合循环的结构。
链条由高强度材料制成,具有足够的承载能力和耐磨性。
链条结构:链式刀库通过链条将各个刀位连接起来,形成一个闭合循环的结构。
链条由高强度材料制成,具有足够的承载能力和耐磨性。
2. 刀位安装:每个刀位固定在链条上的一个环状槽中,通过螺栓或夹紧装置固定在位置上。
刀位的数量可以根据需求进行调整,增加或减少链条上的刀位数目。
刀位安装:每个刀位固定在链条上的一个环状槽中,通过螺栓或夹紧装置固定在位置上。
刀位的数量可以根据需求进行调整,增加或减少链条上的刀位数目。
3. 链条传动:链条运行时,可以通过链条传动装置实现链条的运动。
在链式刀库设计中,通常采用伺服电机、减速器和链轮等来带动链条的运转。
链条传动:链条运行时,可以通过链条传动装置实现链条的运动。
在链式刀库设计中,通常采用伺服电机、减速器和链轮等来带动链条的运转。
设计要点在设计机械加工中心链式刀库时,需要注意以下要点:1. 刀具容量:根据加工需求和刀具种类确定刀库的刀位容量。
刀位容量应满足机械加工中心的生产要求,同时考虑机床结构和尺寸的限制。
刀具容量:根据加工需求和刀具种类确定刀库的刀位容量。
刀位容量应满足机械加工中心的生产要求,同时考虑机床结构和尺寸的限制。
2. 刀位布局:合理安排刀位的位置,使得刀具易于调取和更换。
根据加工工序的需要,将常用的刀具安排在靠近工作台的位置,提高切换效率。
刀位布局:合理安排刀位的位置,使得刀具易于调取和更换。
根据加工工序的需要,将常用的刀具安排在靠近工作台的位置,提高切换效率。
3. 刀位标识:给每个刀位进行清晰的标识,便于操作人员识别和调取刀具。
链式刀库自动换刀装置及其液压控制系统的设计与分析

De s i g n a n d a n a l y s i s o f a u t o ma t i c t o o l c h a n g e r a n d h y d r a u l i c
c o n t r o l s y s t e m f o r c h a i n ma g a z i n e
气 开关 监控 。液 压及 电气控 制 的 自动换 刀装 置换 刀 时
图 1 自动换 刀装置结构 图
( 4 ) 机 械手 交换 刀具— — 1 8 0 。 油缸 回转 ;
( 5 ) 机 械手 插刀— — 插 、 拔 刀油 缸移 动 ; ( 6 ) 机 械手 松刀 、 离 开主轴 —— 抓刀 油缸 平移 ;
场, 液 压结 构 的 自动 换 刀装 置依 然 占有重 要地 位 。
( 7 ) 机 械手 转至 待机 位—— 转臂 油缸 移动 。
_ _ — —
1 自动 换 刀 装 置 工 作 原 理
链 式刀 库 自动换 刀 装 置 ( 如图 1 所示 ) 的 功 能 是
将 刀具 从刀 库 中取 出插人 主 轴锥 孔 中或把 刀具 从 主轴
上 取下 送 回 刀库 中 。当 主 轴 处 于 换 刀 位 置 时 , 油缸 4
将 动 换刀 装置 从 待 机位 置 转 到 与 主 轴 平 行 位 置 , 由
L I Y o n g j u n , wU l i , F A N C h u n h o n g , WA N G Q i n g l i ( S h e n y a n g Ma c h i n e T o o l C o . , L t d . , S h e n y a n g 1 1 0 1 4 1 , C H N)
台达ASDA—A2系列伺服助力构建刀库/刀塔系统

馈 单元 和 台达 等 多个 品 牌马 达 ;可 配合 多 品牌 NC系 统 ,只 需 I o 点控 制 ;支 持刀 位 记 忆等 。定 制 版 采用 ASDA— A2系列 伺 N. S - A 动 器 开发 Mo t i o n i n s i d e的 形式 ,大 幅 提升 功能 :可 区 分输 出刀 号与 报警 功能 ;能 够 自成 系统 ,简 化 NC 的控 制工 作 可 对
国轴 承进出口联 营公司发起 。并作 为西门子与
新政权就任 1 0 0天以后才能 看到其 产生 的影响”。 另一方面其国 内订单额完成 3 7 7亿 5 0 0 0万 日元 ,减少 4 . 6 % 。虽然受企业 设备投资 补助金待发放等 因素影响 ,汽车 、半导体相关行业需求仍稳步 发展。
刀片的对 称设计,能实 现左手及右 手方 向
的车削,并能在低的进给率下进行切槽加工。由
于新刀片的前端切削刃结构,加工槽底并非完全 平整。 因此,与现有的N P 型 刀片相 比.S C I R / L 2 2 - A D o 8 ・ 2 4 K 8 刀片在切槽加工中效率略低。 S C l R / L 2 2 一 A D 0 8 — 2 4 K 8 刀片主要推荐用于车 削及1 J \ 尺寸切槽加工,不推荐更多地用于其他切
中国机械 设备工 程股份有限 公司、 以及中国电
力工程有限公司等。
数控机床的历史、现状及未来
数控机床的历史、现状与未来摘要一、数控机床是数字控制机床(puter numerical control machine tools)的简称,是一种装有程序控制系统的自动化机床。
该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,从而使机床动作。
过去的数控机床经历了一个由单一向多元转换的一个过程,数控机床的快速发展是整个世界经济、科技发展的重要体现。
数控机床在现代工业中占据着不可替代的位置,与我们生活的各个方面都有直接或间接的关系。
未来数控机床将会有一个前所未有的发展,世界上主要工业发达国家都十分重视的研究和发展关键字数控机床,发展加工,发展趋势,数控加工技术,智能前言数控机床是一种装有程序控制系统的自动化机床。
该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,从而使机床动作。
它是集现代机械制造技术、自动控制技术及计算机信息技术于一体,采用数控装置或计算机来部分或全部地取代一般通用机床在加工零件时的各种动作的人工控制。
是高效率、高精度、高柔性和高自动化的光、机、电一体化的数控设备。
目录概要-------------------------------------------------------(1)一、数控机床---------------------------------------------(3)二、数控机床的历史---------------------------------------(3)1、第一台数控机床的诞生-----------------------------------(3)2、数控机床早期的发展史-----------------------------------(3)三、数控机床的现状-----------------------------------------(4)1、我国数控机床的现状-------------------------------------(4)2、国数控机床行业近年取得的成绩-------------------------(4)四、数控机床的展望与未来------------------------------------(6)1、高速化、高精度化、高可靠性------------------------------(6)2、复合化--------------------------------------------------(7)3、向智能化方向发展---------------------------------------(7)4、开放式体系结构------------------------------------------(7)5、离速、离效、高精度、商可靠性----------------------------(8)6、柔性化-------------------------------------------------(8)7 、环保节能的新理念--------------------------------------(8)主要参考文献----------------------------------------------(10)一、数控机床数控机床(Numerial Control Machine Tools)是指采用数字控制技术对机床加工过程进行自动控制的一类机床。
大型刀库技术的发展情况浅析

大型刀库技术的发展情况浅析摘要:刀库系统是提供自动化加工过程中所需之储刀及换刀需求的一种装置。
其自动换刀机构及可以储放多把刀具的刀库,改变了传统以人为主的生产方式。
借由电脑程序的控制,可以完成各种不同的加工需求,如铣削、钻孔、镗孔、攻牙等,大幅缩短加工时程,降低生产成本,这是刀库系统的最大特点。
近几年来,中国已成为世界机床第一消费大国,但国内生产数控机床的高性能部件主要依赖于进口,其中刀库产品,特别是大型、非标刀库产品在国内的研发生产远远满足不了市场的需要。
关键词:刀库技术国内国外发展1.国外及台湾地区刀库产品现状国外发达国家的企业,刀库普遍自制,如DMG、MAZAK、HASS等。
专业刀库制造主要集中在台湾,知名品牌有吉辅和德大等,它们均有20年以上的经验和技术。
目前,国内主要的刀库主机用户北京一机床、沈阳机床、大连机床、海天数控、汉川机床、桂林机床、昆明机床等企业加工中心的刀库主要由台湾厂家生产,全国60工位以上大型链式刀库的使用量在500台左右,目前在大陆销售的链条式刀库几乎全部是台湾品牌,尤其以吉辅和德大为代表,这两个厂家的链式刀库在中国市场占80%左右。
1.1.台湾吉辅:自1979年开始进入刀库领域,是最早的刀库专业制造厂家,已经成为亚洲地区的行业领先者,2009年该公司在大陆的营业额已接近1.3亿元人民币。
吉辅的链式刀库品种齐全,容刀数量从32把到120把,刀数不等,刀柄形式有BT、CAT、HSK等规格,如其典型刀库CAT50-120CH,刀库数量120把,最大抓刀重20Kg,换刀时间13sec。
台湾德大:是台湾目前最大的刀库专业生产厂,其生产品种繁多,如盘式、链式、斗笠式等,产品种类齐全,在台湾市场占有率约50%。
除了盘式、斗笠等常规刀库外,在链式刀库方面拥有32、40、60、90、120等多种规格,且适用于BT、CAT、HSK等刀柄。
1.2. 德国KTC公司:生产ATC90/HSK-A100K-GF-H刀库。
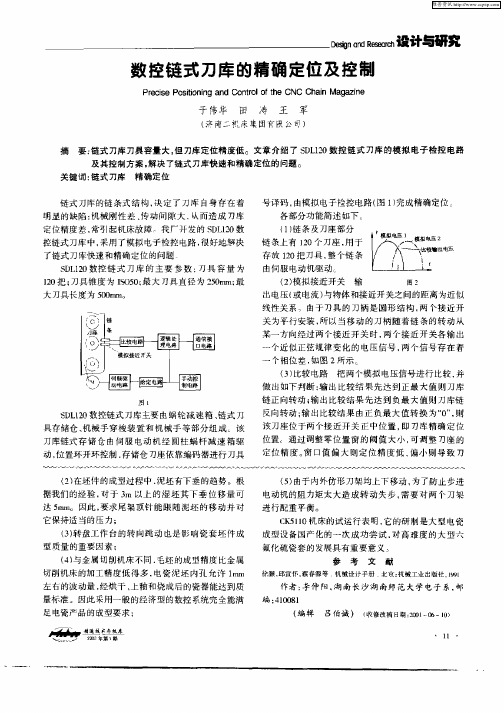
数控链式刀库的精确定位及控制
关键词 : 式 刀库 链
链 式 刀库的链 条式 结 构 , 定 了 刀库 自身存 在 着 决 明显 的缺 陷 : 机械 刚性 差 、 动 间隙 大 . 而造 成 刀 库 传 从
定位精度差 , 常引起机床故障 我厂开发的 S L2 数 D 10
控链 式 刀库 中 , 采用 了模拟 电子 检控 电路 , 很好 地解 决 了链 式刀库 快速 和精确定 位 的问题
S L2 D 10数控 链式 刀库 主要 由蜗 轮减 速 箱 、 式 刀 链 具存 储仓 、 机械手 穿 梭装 置 和 机械 手 等 部分 组 成 。该 刀库 链式 存储 仓 由伺 服 电动 机 经 圆 柱蜗 杆 减速 箱 驱 动, 位置环 开环控制 , 存储仓 刀座依靠编 码器进 行 刀具 () 2在坯件 的成 型过程 中 , 泥坯 有下垂 的趋 势 。根 据我们 的经 验 , 于 3 以上 的湿 坯 其 下 垂 位 移量 可 对 m 达 5 m。因此 , 求尾架 顶针 能跟 随泥 坯 的移 动 并 对 r a 要
氟化硫 瓷套 的发展具 有重 要意义 。
() 盘工 作 台的 转 向跳 动 也是 影 响 瓷套 坯 件 成 3转 型质 量 的重要 因素 ; () 4 与金属 切削机床 不 同 , 毛坯 的成型精 度 比金 属 切削机 床的加 工精度 低 得 多 , 电瓷 泥坯 内孔 允许 1 n , r n 左右 的波动量 , 经烘 干 、 上釉 和烧成 后 的瓷器能达 到质 量标 准。因此 采用一般 的经 济型 的数控 系统完全 能满
t
=
…
…
维普资讯
设计与研究 D啪a c e n 酬r s d h R
库链抖动 , 无法完成定位 , 这正是不采用闭环控制的原
刀库设计
本科毕业论文(设计) 数控机床盘式刀库设计龚剑锋200730510311指导教师徐凤英副教授学院名称工程学院专业名称机械设计制造及其自动化论文提交日期2011年5月论文答辩日期2011年5月摘要加工中心是一种备有刀库并能自动换刀对工件进行多工序加工的数控机床。
它是适应省力、省时和节能的时代要求发展起来的,它综合了机械技术、电子技术、计算机软件技术、气动技术、拖动技术、现代控制理论、测量及传感技术以及通讯诊断、刀具和应用编程技术为一身的高科技产品。
而刀库是一台加工中心关键的、必不可少的组成部分,刀库的功能是储存加工工序所需的各种刀具,并按程序T指令,把将要用的刀具准确地送到换刀位置,并接受从主轴送来的已用刀具。
刀库的储存量一般在8—64把范围内,多的可达100~200把。
加工中心刀库的形式很多,结构也各不相同,最常用的有圆盘式刀库、链式刀库和格子盒式刀库。
盘形刀库为最常用的一种形式,每一刀座均可存放一把刀具。
盘形刀库的储存量一般为15~40把。
盘形刀库的种类葚多,刀库的刀具轴线可以按不同的方向配置。
单盘式刀库的结构简单,取刀也较方便,因此应用最为广泛。
本设计是基于24把型号为BT40的刀具的盘式刀库整体结构设计。
其整体思路是:利用两个伺服电机来实现换刀动作的整个圆盘的水平运动和转动,一个电机经槽轮、齿轮减速带动圆盘的转动,另外一个电机通过滚珠丝杠实现整个圆盘的水平运动。
关键词:加工中心盘形刀库槽轮机构Design for Disk-type Knife LibraryGong Jianfeng(College of Engineering, South China Agricultural University Guangzhou 510642,China) Abstract:Machining center is a numerical control machine which can automatically change the tools among the library of knives, for the multistep processing of workpiece. As a high-tech product, machining center combines with the mechanical technology, electronic technology, computer software technology, pneumatic technology, dragging technology, modern control theory, measurement and sensing technology and communications diagnosis, cutting tools and application programming technology. However, knife library is an indispensable part of machining center. Knife library is used to store various knives needed in the manufacturing processes, transfer them to the right position following the T instructions , and collect the used knife from the spindle. A knife library simplely stores 8 to 64 knives, 100 to 200 to the most. There are many different types of knife library in the machining center, and the most commonly used includes disk-type knife library, chain knife library and grid cassette knife library.……Key words: Machining center Disk-type knife library Geneva mechanism目录1 前言 (1)1.1 设计意义 (1)1.2 设计依据 (1)1.3 数控加工中心概述 (1)1.3.1数控加工中心近十年国内外状况 (1)1.4 数控加工中心自动换刀装置 (2)1.5 数控加工中心的刀库形式 (2)1.6 设计内容 (2)2 总体方案确定 (3)2.1 刀库方案比较 (3)2.2 刀库方案选择 (3)3 理论分析及设计 (4)3.1 刀库有关参数的设定、校核 (4)3.2 刀库的转动机构设计 (4)3.2.1 槽轮尺寸计算 (5)3.2.2槽轮的校核 (5)3.3 刀库转动交流伺服电机选择 (6)3.4 确定各轴的输出转速和输出功率 (6)3.4.1各轴转速 (6)3.4.2轴功率 (6)3.5 轴的设计 (6)3.6 刀库水平移动传动机构设计 (7)3.6.1 滚珠丝杠的运动参数 (7)3.6.2 滚珠丝杠的设计 (7)3.6.3 刀库移动横梁、导轨、安装板的设计 (8)4 运动仿真与分析 (10)5 结论 (12)参考文献 (13)附录 (14)致谢 (15)图、表清单、符合及其计量单位说明图1 (2)………1 前言1.1 设计意义………1.2 设计依据………1.3 数控加工中心概述数控加工中心是目前世界上产量最高、应用最广泛的数控机床之一(Holbrook L. Horto,1959)。
刀库是数控机床中的重要组成部分

刀库是数控机床中的重要组成部分,主要用于存放加工过程中需要的刀具。
在使用时,刀库能够根据程序的指令自动更换刀具,从而提高加工效率。
本文将介绍刀库的基本知识,包括其分类、结构、工作原理以及维护方法。
一、刀库的分类刀库的分类方式有多种,根据其结构特点和使用方式,可以分为以下几类:1.链式刀库链式刀库是一种常见的刀库类型,其结构类似于链条式输送机。
刀具沿着链条上的插槽放置,通过链条的移动实现刀具的更换。
这种刀库的容量较大,适用于大型数控机床。
2.圆盘式刀库圆盘式刀库是一种较小的刀库,通常用于小型数控机床。
其结构类似于一个圆盘,刀具沿着圆周排列,通过圆盘的旋转实现刀具的更换。
3.机械手刀库机械手刀库是一种自动化程度较高的刀库,通过机械手或机器人等装置实现刀具的更换。
这种刀库的结构复杂,成本较高,但能够提高机床的自动化程度和加工精度。
二、刀库的结构不同类型的刀库结构有所不同,但通常包括以下组成部分:1.刀具存放部分:用于存放刀具的装置,如链条或圆盘上的插槽、机械手抓取刀具的夹具等。
2.驱动部分:用于驱动刀库运动的装置,如链条驱动器、电机、齿轮等。
3.换刀部分:用于实现刀具更换的装置,如机械手、换刀器等。
4.传感器部分:用于检测刀具位置和数量的传感器,如光电传感器、限位开关等。
三、刀库的工作原理不同类型的刀库工作原理也有所不同,以下是常见的几种刀库的工作原理:1.链式刀库链式刀库的工作原理是通过链条驱动器驱动链条转动,将需要更换的刀具移动到换刀位置。
然后,机械手或换刀器将旧刀具从主轴取下,再将新刀具装载到主轴上。
2.圆盘式刀库圆盘式刀库的工作原理是通过电机驱动圆盘旋转,将需要更换的刀具移动到换刀位置。
然后,机械手或换刀器将旧刀具从主轴取下,再将新刀具装载到主轴上。
3.机械手刀库机械手刀库的工作原理是通过机械手或机器人装置实现刀具的自动更换。
机械手能够自动识别和抓取刀具,通过高精度的定位和运动控制系统实现快速、准确的换刀操作。
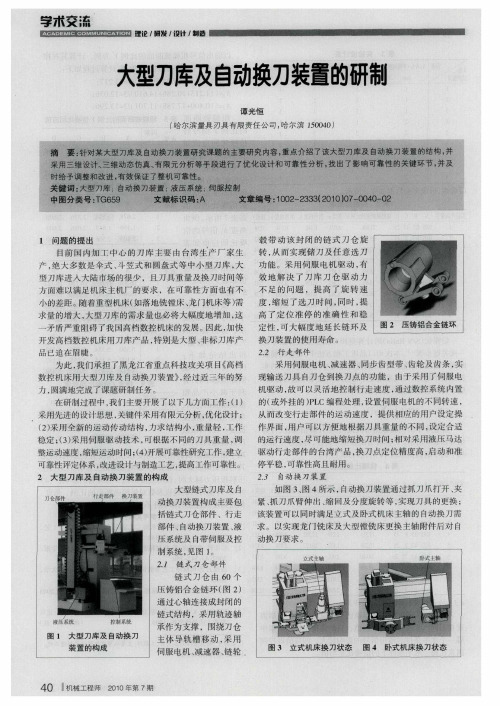
大型刀库及自动换刀装置的研制
转, 从而实现储刀及任意选 刀
功 能 。采 用 伺 服 电机 驱 动 , 有 效 地 解 决 了 刀 库 刀 仓 驱 动 力 不 足 的 问 题 ,提 高 了旋 转 速
缩 同时 , 提 小的差距。 随着重型机床( 如落地铣镗床 、 龙门机床等 ) 需 度 , 短 了选 刀 时 间 ,
求量 的增大 , 大型刀库 的需求量也必将大幅度地增加 , 这 高 了定 位 准 停 的 准 确 性 和 稳
字 木交 i 赢
理论 , 砷发 , 设计 / 造 翻
大型刀 库及自 动换刀 装置的 研制
谭 光恒 f 尔滨 量 具 刃 具 有 限 责 任 公 司 , 尔滨 1 0 4 ) 哈 哈 5 0 0
1 问题 的提 出
毂 带 动 该 封 闭 的链 式 刀 仓 旋
目前 国 内加 工 中心 的 刀 库 主 要 由 台湾 生 产 厂 家 生 产 , 大 多 数 是伞 式 、 笠式 和 圆盘式 等 中小 型 刀 库 , 绝 斗 大 型刀 库进 入 大陆 市场 的很 少 ,且 刀具 重 量及 换 刀时 间 等 方面 难 以满 足机 床 主机 厂 的要求 ,在可 靠性 方 面也 有 不
的运 行 速 度 , 可能 地缩 短换 刀 时 间 ; 对采 用液 压 马达 尽 相
在研 制过 程 中 , 们 主要 开展 了 以下几方 面工 作 :1 我 () 采 用先进 的设计 思想 , 键件 采用有 限元 分析 , 化设计 ; 关 优 () 2 采用 全新 的 运 动传 动结 构 , 求 结构 小 , 量 轻 , 作 力 重 T l 稳定 ;3 采用 伺服 驱 动技 术 , 根据 不 同 的刀具 重 量 , () 可 调 整运动速度 , 缩短运 动时间 ;4开展 可靠性研究 工作 , () 建立 可靠性评 定体 系 , 设计 与制造 工艺 , 改进 提高工 作可靠 性 。 2 大型 刀库 及 自动换 刀装 置的 构成
链式刀库的控制系统设计

( . ej g Unv ri fT c n lg ,B i n 0 1 4,C ia . h o h n a (G o p) CO. 1 B in iest o e h oo y ej g 1 0 2 i y i hn ;2 Hu h tZ o g Hu n ru ,
L D ,H h o 0 0 5 , hn ) T . u h t 10 1 C ia
v r fe e e tt ss,t e s s e s pr v d t v r a a ue i r c i e e i d by r p a e t i h y t m i o e o ha e a g e t v l n p a tc . Ke y wor : a t m a i oo h ng r P ds uo t t lc a e ; LC ;k n vi w c ig e
第 9期 21 0 2年 9月
组 合 机 床 与 自 动 化 加 工 技 术
M o l r M a h ne To l& Aut m a i a f c u i g Te hn qu du a c i o o tc M nu a t r n c i e
NO 9 .
Se p. 20 2 1
公 司 , 蒙古 呼和 浩特 内 00 5 ) 10 1
摘 要 : 对 自主 研 发 的 链 式 刀 库 及 自动 换 刀 装 置 ( T , 析 了其 具 体 的 换 刀 过 程 , 计 了一 种 基 于 针 A C) 分 设
德大BT50-32T换刀流程说明
德大机械股份有限公司#50 链式换刀系统使用手册适用机型编号:MC5A/MC5BBT50/CAT50/DIN50目录页次一、换刀系统机械规格与图面∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙02二、与立柱之接口设计∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙04三、换刀动作流程图∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙05四、电控动力源规格∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙06五、电控须知∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙07六、电控保护程序应注意事项∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙09七、装机程序∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙10八、出厂设定∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙12九、故障排除∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙14十、保养∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙18一、换刀系统机械规格与图面1-1.油压系统炼式刀库规格:1-2.气压系统炼式刀库规格:链式刀库、换刀机构与换刀臂之组合图及零件表如附图与附表。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
大型链式刀库的研制
冯宝奇
(哈尔滨量具刀具集团有限责任公司数控机床公司,哈尔滨150040
)国内数控机床大部分采用台湾生产的刀库及自动换刀装置,特别是大型刀库及自动换刀装置,国内还没有制造刀库及自动换刀系统的厂家。
为此,我公司采用德国技术,研制了适用于大型落地数控镗铣床的链式刀库ATC60/50K-WF.H ,
使大型机床具有自动换刀功能,大大节省了辅助时间,提高了大型工件的制造精度及尺寸的一致性。
1
ATC60/50K-WF.H 主要技术性能指标
刀柄规格:JT50;拉钉样式:LDA-50;刀具的最大重量:25kg ;刀具的最大直径:250mm ;刀库两个刀位的距离:140mm ;最大刀具长度:450mm ;刀库最大容量:600kg ;刀具的倾覆力矩:90N ·m ;刀库装刀数量:60把;刀库链环驱动:伺服电机;换刀装置运动系统驱动:伺服电机;换刀时间:15s (不含找刀时间);换刀方式:定点换刀。
2
大型链式刀库的结构特点
在试制初期,针对其他厂家的同类产品存在的液压马达驱动时出力不足的问题进行了仔细分析,确定了我厂ATC60/50K-WF.H 大型链式刀库及自动换刀装置的结构方案,刀链驱动及自动换刀装置均采用伺服电机。
由此彻底解决了驱动力不足的问题,提高了定位准停的稳定性。
2.1
结构
(1)刀库的驱动采用伺服电机→减速器→链轮毂→刀套链→完成任意选刀功能。
(2)自动换刀装置的驱动采用伺服电机→减速器→同步齿型带→齿轮→齿条→完成机械手到刀库或机床主轴取刀的往复运动。
(3)机械手由液压系统提供压力油完成如下动作:
手爪打开或夹紧;机械手伸出或缩回;机械手分度旋转0°
或180°。
(4)自动更换站由液压缸完成自动换刀时松刀或拉刀功能。
(5)人工更换站由液压缸完成人工装刀时松刀或拉刀功能。
2.2
刀库自动换刀顺序
由机械手等待位置→机械手爪1打开→到刀库抓刀位置→机械手爪1夹紧→自动更换站松刀→机械手伸出(拔新刀)
→机械手返回等待位置→机械手缩回→机械手爪2打开→到主轴抓刀位置→机械手爪2夹紧→主轴松刀→机械手伸出(拔旧刀)→机械手分度180°→机械手缩回(新刀装入主轴)→主轴拉刀→机械手爪2打开→机械手返回等待位置→机械手伸出→到刀库抓刀位置→机械手缩回(旧刀送回刀库)→自动更换站拉刀→机械手爪1打开→机械手返回等待位置→循环结束。
2.3
方案存在的问题及改进措施
自动换刀装置的导轨原设计是焊接成型,主要靠机械加工来保证尺寸精度。
导轨上下6个表面分别安装6个轨迹轴承,这6个表面的加工精度的好坏,直接影响自动换刀装置运行的平稳性。
为了保证大型工件的加工精度,我们采用分件加工,然后合成一体的方案,既保证了用现有设备加工单一零件,同时,又保证了导轨组合后整体的制造精度。
改进前、后的导轨截面图如图1。
3设计验证机械手分度时
极限位置重合性验算:
由于机械手部件的零件存在制造
误差,两端机械手旋转到同一侧时,其中心位置不一定重合,存在偏转误差角θ。
正常工作时偏转误差角θ在3′~5′范围内,图2是将机械手简化的示意图。
其中,实线为实际位置;双点划线为理想位置。
机械手回转半径R 1=320mm ;分度齿轮轴回转半径R 2=33.75mm 。
摘要:
研制了一种用于落地数控镗铣床的大型链式刀库,介绍了其结构组成、存在的问题及改进措施。
关键词:
数控镗铣床;链式刀库;自动换刀中图分类号:T G659文献标识码:A 文章编号:1002-2333(2009)05-0134-02
图1导轨改进前、后的截面图
R 1
R 2
O
θ1
θ2
变化量δ
运动方向
图2机械手简化示意图
(a )改进前(b )改进后
轴承
轴承
轴承
轴承
轴承
轴承
轴承
轴承
机械工程师2009年第5期
134
解决方案
SOLUTION
工艺/工装/模具/刀具/诊断/维修/改造
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!
!!!!!!!!!!
不论回转半径R 的长短,偏转角度θ是相同的。
根据
弧长的计算公式:L i =θ180
·π·R i
当刀库正常换刀工作时,机械手中心位置偏转角度θ,控制在3′~5′之内。
(1)机械手端的偏转弧长L 1
L 1=θ1180·π·R 1=(360-560)
180×3.14×320=0.25~0.46mm
此数值可以用百分表近似测得。
(2)分度活塞杆的的轴向变化量δ
由于分度齿轮轴的分圆度偏转θ2时的弧长L 2,近似等于分度齿条的轴向位移量δ
L 2=θ2180·π·R 2=(360-560)180×3.14×33.75=0.03~0.05mm 即:分度齿条的轴向位移量δ=0.03~0.05mm ,两端要同时修磨、检测,才能满足正常工作要求。
4
设计、生产及装配中存在的难点
(1
)如图3,机械手伸、缩到两端时,产生死区高油压。
弹簧压力大小、泄油孔径大
小,决定泄油的快
慢。
泄油太快,容易产生冲击,导致掉刀并损坏机床。
泄油太慢,换刀时间延长,影响工作效率。
(2)机械手分度时极限位置调整
如图4,机械手装配后,分度缸在液压油的驱动下,实现机械手旋转分度动作。
但是,两端机械手旋转到同一侧时,其中心位置不一定重合,存在偏转误差角θ。
当刀库正常换刀工作时,机械手刀具的中心位置尽可能重合。
为了达到理想的效果,应反复修磨分度活塞杆两端的调整垫圈δ,使机械手两端刀具的中心位置偏转误差角在θ=3′~5′范围内,即用百分表测得两次误差在0.25~0.46mm 范围内,机械手就可以正常换刀。
5
结语
ATC60/50K-WF.H 大型链式刀库的试制成功,使我集
团公司的产品涉足于数控机床功能部件领域,扩大了产品种类,同时,也打破了由台湾企业多年垄断市场的局面。
(编辑黄
荻)
作者简介:冯宝奇(1963-),男,工程师,从事机床设计工作。
收稿日期:
2009-01-07
回油区低压油
死区高压油
图3
回转齿轮轴
分度活塞杆
变化量δ
调整垫
偏转角θ
图4
高精度薄壁阀套的加工
汪开琴
(马鞍山市惊天液压机械制造有限公司,安徽马鞍山243071
)1零件的结构及加工难点分析
我公司生产的一种液压机具关键部件阀中的阀套,
材质为20CrMo ,热处理技术要求为:工件表面渗碳淬火,有效层碳层深度1.1-1.3mm ,
表面硬度HRC58-62。
阀套的主要结构尺寸、尺寸精度、形位精度及粗糙度要求如图1所示。
由图1可以看出,阀套的尺寸精度要求较高,内外圆同轴度要求为准0.004mm ,圆柱度要求为0.004mm ,阀套的内径除以壁厚为1∶7.7,因此该零件属于典型的高精度薄壁套零件。
薄壁套的特点是加工夹持易变形,磨削加工后孔的圆度、圆柱度、尺寸精度较难保证,这是加工中的一个难点。
另外该零件内孔与外圆的同轴度要求非常高,一般夹具很难保证,这又是加工中的一个难点。
2工艺方法分析
分析认为,应重点解决磨削加工中的装夹问题,并且围
绕磨削工序,从工艺、工装、切削用量、切削液供给及砂轮的修正等各方面强化防范措施,以确保加工出合格的工件。
2.1
磨内圆
由于该零件是薄壁套,磨内圆时要设法避免磨削加工后孔的圆度、
圆柱度、尺寸精度的超差,也就是要减少工件的夹持变形,为此,我们设计制作了磨内圆夹具见图2。
该夹具由螺套、弹性套、六角螺帽等组成。
夹具的关键是开口弹性套、锥度螺套的结构设计。
开口弹性套、锥度螺套的结构见图3所示。
为确保弹性套能够富有弹性,以利于收缩和松开,该弹性套的开口设计图示“错开式”摘要:
针对高精度薄壁阀套的加工,分析了其加工难点并制定出合理的加工工艺方法。
设计了合理的工装,成功地解决了加工难题。
关键词:
高精度阀套;薄壁;加工中图分类号:T H162文献标识码:A 文章编号:1002-2333(2009)05-0135-02
135
机械工程师2009年第5期
解决方案
SOLUTION
工艺/工装/模具/刀具/诊断/维修/改造。